Hobelmaschinen
[197] Hobelmaschinen (planing machines, shaping-machines; machines à raboter, machines à planer; piallatrici); Werkzeugmaschinen zur Ausführung der Hobelarbeit an Werkstücken.
Man unterscheidet zwei Hauptgruppen von H., nämlich:
I. H. für die Metallbearbeitung;
II. H. für Holzbearbeitung.
I. H. für Metallbearbeitung.
Diese können wieder eingeteilt werden in H. kurzweg und in sog. Shaping-, Feil- oder Querhobelmaschinen.
Der grundsätzliche Unterschied der beiden Typen besteht in der Art der Spanabhebung vom Werkstück durch den im Support eingespannten Meißel.
Im ersteren Falle, also bei den H. erhält das auf den Tisch aufgespannte Werkstück eine selbsttätige Hin- und Herbewegung in der Längsrichtung, während das Hobelmesser in wagrechter Richtung seine Schaltbewegung ausführt und langsam über die ganze Breite des Werkstückes gesteuert wird. Der Meißel schneidet beim Vorwärtsgang des Tisches und wird sodann um einen bestimmten Weg, dem Vorschub, der je nach Material und Stärke der Maschine verschieden groß ist, geschaltet, worauf die, der Zeitersparnis halber, wesentlich beschleunigte Rückbewegung des Tisches eingeleitet wird. Diese Maschinen werden in erster Linie dort verwendet, wo schwere und große Werkstücke bearbeitet werden sollen, deren Längsabmessungen in der Schnittrichtung bedeutend größer sind wie deren Breiteabmessungen.
Die zweite Art der H., die Shapingmaschine, ist im allgemeinen dort am Platze, wo es sich um die Bearbeitung von Werkstücken handelt, deren Breite größer ist als die Längenabmessungen in der Schnittrichtung. Es können nun auch wieder zwei Arten von Shapingmaschinen unterschieden werden, u.zw. eine solche mit in der Schnittrichtung hin- und hergehendem, in der Breitenrichtung jedoch nicht verschiebbarem Stoß und eine Art der Shapingmaschine mit traversierendem Stoß, bei der der Stoß nicht nur seine Bewegung in der Schnittrichtung macht, sondern auch auf seinem Bett senkrecht zu dieser in der Breiterichtung des Werkstückes gesteuert werden kann. Im ersten Fall wird das verhältnismäßig kleine Werkstück auf einem Tisch aufgespannt, der selbsttätig in wagrechter Richtung unter dem hin- und hergehenden Werkzeug vorbeigesteuert wird, während im zweiten Fall das auf dem Tisch aufgespannte Werkstück während der Arbeit ruhig bleibt und der Stoß nicht nur die hin- und hergehende Schnittbewegung, sondern auch die Schaltbewegung senkrecht auf die erstere in wagrechter Richtung vollführt.
In Eisenbahnwerkstätten stehen verschiedenartige H., die sich, abgesehen von den Größenverhältnissen, durch die Art des[197] Antriebes voneinander unterscheiden, in Verwendung.
Unter anderen seien hier angeführt:
1. H. mit Kulissenantrieb. Diese eignen sich für leichte Hobelarbeiten, wie solche in jedem Betriebe vorkommen und zeichnen sich besonders durch einen sehr ruhigen Gang aus. Der Antrieb erfolgt meist vom Deckenvorgelege aus auf einem breiten, dreistufigen Riemenkonus und einfaches Rädervorgelege auf einer für die verschiedenen Hübe leicht verstellbaren Kurbelscheibe und Kulisse, die den Tisch bewegt. Durch Verwendung der Kulisse wird ein sehr gleichmäßiger Schnittgang und rascher Rücklauf des Tisches erzielt. Diese Maschinen werden für Hobelbreiten von 400–650 mm und für Hobellängen von 500–750 mm gebaut.
2. H. mit Spindelantrieb. Bei diesen Maschinen, die schon eine sehr kräftige Spanleistung geben und daher zu schwereren Arbeiten verwendet werden können, erfolgt der Antrieb durch eine, mit trapezförmigem Gewinde versehene Stahlspindel, die dem Tisch durch eine mit diesem fest verschraubte, lange Mutter aus Phosphorbronze die Bewegung erteilt. Die Vor- und Rücklaufbewegung des Tisches (die Rechts- und Linksverdrehung der Spindel) geschieht durch offenen und gekreuzten Riemen vom Deckenvorgelege weg auf die Antriebscheiben und von letzteren durch Kegelradübersetzung auf die Spindel. Zu diesem Zweck werden die zwei Riemen mit Hilfe der am Tisch verschiebbaren und je nach Größe des Hubes einstellbaren Knaggen, die den Steuermechanismus betätigen, nacheinander von den äußeren Leerscheiben auf die mittlere, doppeltbreite Vollscheibe geschoben. Je nachdem der offene oder der gekreuzte Riemen auf die Vollscheibe auflauft, wird Vor- oder Rücklauf der Maschine erzielt. Nachdem die Riemen vom Deckenvorgelege weg auf die Antriebsscheiben laufen, ist es möglich, mit Hilfe der auf diesen sitzenden Gegenscheiben von verschieden großen Durchmessern raschen Rücklauf der Maschine zu erzielen. Diese Art von Maschinen erhält in der Regel eine Hobelbreite von 750–1000 mm und eine Hobellänge bis zu 2500 mm.
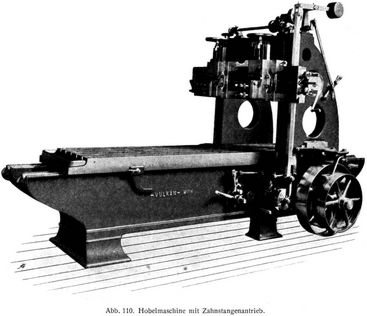
3. H. mit Zahnstangenantrieb. Die Maschinen dieser Bauart, von denen Abb. 110 eine solche mittlerer Größe zeigt, dienen für beschleunigtes Bearbeiten schwerer Gußstücke, wie Dampfzylinder u.s.w., wie auch zum Bearbeiten von Schmiede- und Stahlgußstücken. Sie werden bis zu den größten Abmessungen gebaut. Der Antrieb erfolgt auch hier vom Decken Vorgelege weg, mittels offener und gekreuzter Riemen auf die Antriebsscheiben, wobei die Riemen in ganz ähnlicher Weise, wie schon früher beschrieben, nacheinander auf die Vollscheibe zum Auflaufen kommen. Von den Antriebsscheiben wird durch mehrfache Räderübersetzung auf ein Zahnstangengetriebe von großem Durchmesser getrieben, das in die an der Unterseite des Tisches befestigte Zahnstange eingreift. Durch verschieden große Gegenscheiben am Deckenvorgelege wird der langsame Vor- und der beschleunigte Rücklauf des Tisches erzielt. Diese Maschinen werden für[198] Hobelbreiten von 650–2500 mm und für Hobellängen von 1000–4000 mm und größer gebaut.
4. H. mit Antrieb durch elektromagnetische Kupplungen, Patent »Vulkan«. Sowohl bei Maschinen mit Spindel- wie bei solchen mit Zahnstangenantrieb findet auch in Eisenbahnwerkstätten der Antrieb dieser Maschinen durch vorgebaute elektromagnetische Kupplungen immer mehr Eingang. Bei Verwendung dieser Kupplung wird vor allem ein Wegfall der Riemenverschiebung von der Fest- auf die Losscheibe und umgekehrt erzielt. Hierdurch wird die Durchzugskraft des Riemens und die Leistung der Maschinen auf ein Maximum gebracht, nachdem sowohl der offene wie der gekreuzte Riemen auf sein jeweiliges Antriebsorgan ständig aufläuft und daher im Gegensatz zu dem sich verschiebenden Riemen straff gespannt werden kann.
Gemeinsam, wenn auch in verschiedenen Formen, ist allen Hobelmaschinen das Bett mit seinen Ständern, der Tisch und der Quersupport, auf den der eigentliche Messerträger gleitet. Das Bett besteht im wesentlichen aus zwei parallel angeordneten Trägern, die durch richtig verteilte Querstege entsprechend verbunden und versteift sind. Je nach Größe der Maschine ruht das Bett auf Füßen oder unmittelbar am Fundament auf.
Auf den oberen V-förmig ausgebildeten Führungen des Bettes gleitet der rechteckige Tisch, der zur Aufnahme des Arbeitsstückes dient und der für dessen Aufspannen Schlitze oder Löcher zur Aufnahme der Befestigungsschrauben besitzt.
Zu beiden Seiten des Bettes und mit diesem fest verschraubt sind die Ständer angeordnet, die an der höchsten Stelle durch eine kräftig ausgebildete Traverse miteinander starr verbunden sind.
An den sorgfältig bearbeiteten Führungsflächen der Ständer läßt sich ein wagrechter Gußquerträger, Quersupport genannt, mit Hilfe von in den Ständern angeordneten Schraubenspindeln entweder von Hand oder bei den größeren Maschinen auch maschinell lotrecht nach auf- und abwärts verschieben und so auf die Höhe des jeweils zu bearbeitenden Werkstückes bringen. Der Quersupport ist der Länge nach bearbeitet und mit prismatischen Führungen versehen, auf denen wagrecht verschiebbar, der eigentliche Werkzeugträger, Support genannt, gleitet. Je nach Größe der Maschine sind ein oder zwei derartiger Supports vorgesehen, die in wagrechter und lotrechter Richtung, von und nach verschiedenen Winkeln selbstätig gesteuert werden können, wobei Vorsorge getroffen ist, daß bei der Anordnung von zwei Supporten beide ganz unabhängig voneinander arbeiten können. Das Steuern der Supports in wagrechter Richtung erfolgt mit Hilfe von im Innern des Quersupports angeordneten Schraubenspindeln, während das Steuern in lotrechter Richtung und nach Winkeln von einer ebenfalls im Quersupport liegenden genuteten Welle abgeleitet wird. Diese Supportsteuerung ist für verschiedene Spanstärken einstellbar und mit der eingangs erwähnten Umsteuervorrichtung des Tisches derart gekuppelt, daß unmittelbar nach dem Rückgang des Tisches die Verschiebung des Supports um die Spanstärke erfolgt.
Der Support selbst besteht aus einer Anzahl von Schiebern, von denen der oberste das für die Aufnahme des Werkzeuges bestimmte Messerhaus trägt. Das letztere ist kippbar eingerichtet und wird nach vollendetem Schnitt selbsttätig vom Werkstück abgehoben, so daß beim Rücklauf ein Gleiten des Messers am Werkstück vermieden wird. Es ist ferner möglich, den Support um eine wagrechte Achse nach Gradeinteilung zu verdrehen sowie schräg steuern zu lassen und, wie schon erwähnt, lotrecht sowohl selbsttätig wie von Hand zu verschieben.
Größere Maschinen erhalten häufig auch sogenannte Seitensupporte, die an den Führungsflächen des vorderen oder hinteren Ständers gleiten und lotrecht selbsttätig gesteuert werden.
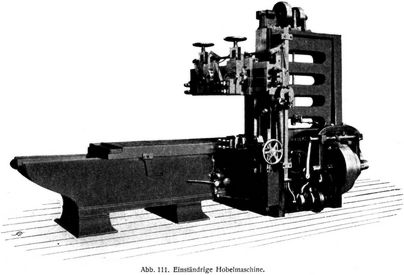
Um das Aufspannen und Bearbeiten sehr breiter Gegenstände zu ermöglichen, die nur schmale Hobelflächen besitzen, aber infolge ihrer Breite nicht zwischen die Ständer einer in ihren sonstigen Größenverhältnissen vollkommen ausreichenden Maschine gebracht werden können, werden auch einständrige H. gebaut, wie. Abb. 111 zeigt.
Werkzeuge. Die zum Hobeln verwendeten Werkzeuge sind entsprechend kräftige Messer aus quadratischem Werkzeug- oder auch Rapidstahl; seltener werden Messerhalter verwendet, in die Fassonstahlstäbe mit angeschliffenen Schneidkanten eingesetzt werden.
Schnittgeschwindigkeit und Vorschub sind naturgemäß je nach Größe der in Verwendung stehenden Maschine und nach Art des zur Bearbeitung gelangenden Materials verschieden; nachfolgend seien einige Durchschnittswerte für kleinere, mittelgroße und große Maschinen gegeben.
Für die eingangs erwähnten Maschinen mit Spindelantrieb beträgt der Vorlauf des Tisches ungefähr 125 mm i. d. Sek., der Rücklauf ungefähr[199] 375 mm i. d. Sek. und der Vorschub bis zu 10 mm f. d. Schnitt.
Bei den Maschinen mittelgroßer Bauart mit Zahnstangenantrieb stellen sich diese Angaben mit ungefähr 125 mm i. d. Sek. für den Vorlauf, 400 mm i. d. Sek. für den Rücklauf, bis zu 12 mm für den Vorschub; schließlich wird bei großen Maschinen eine Schnittgeschwindigkeit von beiläufig 200 mm i. d. Sek., eine Rücklaufgeschwindigkeit von ungefähr 350 mm i. d. Sek., ein Vorschub bis zu 15 mm f. d. Schnitt erzielt.
Durch Verwendung der elektromagnetischen Kupplung lassen sich Schnittgeschwindigkeiten bis zu 250 mm und Rücklaufgeschwindigkeiten bis zu ungefähr 450 mm i. d. Sek. erreichen.
Der Kraftbedarf beträgt bei kleinen Maschinen ungefähr 3 PS., bei mittleren Größen 4–12 PS. und bei großen Maschinen bis zu 50 PS.
Shapingmaschinen. Wie einleitend angegeben, werden zwei Hauptarten derartiger Maschinen unterschieden, u.zw. eine solche, bei der der Stoß die hin- und hergehende Schnittbewegung, das auf einem Tisch aufgespannte Werkstück aber die wagrechte Schaltbewegung vollführt und eine zweite Bauart, bei der der Stoß nicht nur die hin- und hergehende Schnittbewegung, sondern auch die wagrechte Schaltbewegung auszuführen hat. Die erste Bauart wird mit Shapingmaschine kurzweg bezeichnet, während die zweite als Shapingmaschine mit traversierendem Stoß bezeichnet wird.
Bei erstgenannter Art unterscheidet man je nach dem Antrieb solche mit Kulissenantrieb und mit Friktionsantrieb.
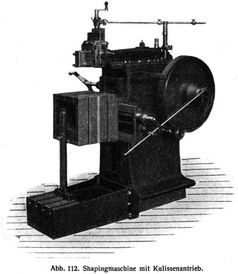
Die Shapingmaschine mit Kulissenantrieb, die in Abb. 112 dargestellt ist, besteht im wesentlichen aus einem starken, kastenförmigen Ständer, in dessen oberen Führungsbahnen der kräftige Stoß gleitet, der an seinem vorderen Ende den in beliebigen Winkel einstellbaren Messersupport trägt. Letzterer besitzt selbsttätige Vertikalbewegung durch Anschläge und Klinkung. Der Antrieb der Maschine erfolgt vom Deckenvorgelege weg auf einen mehrstufigen Riemenkonus und durch einfache,[200] Räderübersetzung auf die Kurbelschleife, wobei der Hub des Stoßes durch Verstellen einer Kurbelscheibe leicht zu ändern ist. Der kräftige, mit Schlitzen versehene Aufspanntisch besitzt durch Klinkmechanismus selbsttätige, veränderliche Zentralsteuerung und kann von Hand lotrecht mittels Aufsteckkurbel verschoben werden. Diese Maschinen werden in Größen von 250–650 mm Stößelhub gebaut.
Die Shapingmaschine mit Friktionsantrieb erhält ihren Antrieb vom Decken Vorgelege weg durch offenen und gekreuzten Riemen auf zwei Scheiben, die durch Friktionskupplung mit der Betriebswelle fest verbunden werden können; von letzterer wird mittels Stirnradübersetzungen auf die großen Zahnstangengetriebe, die in zwei, an der Unterseite des Stoßes befestigte Zahnstangen eingreifen, getrieben. Je nachdem am Hubende des Stoßes selbsttätig die eine oder die andere der Friktionsscheiben gekuppelt wird, erfolgt der Vor- oder der wesentlich beschleunigte Rücklauf des Stoßes. Messersupport und Tisch sind in ähnlicher Weise wie bei den Kulissenshapingmaschinen ausgebildet.
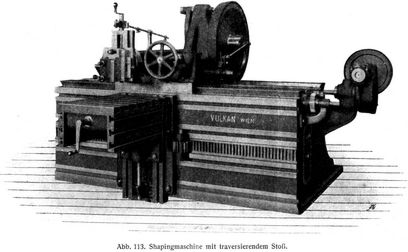
Die Shapingmaschine mit traversierendem Stoß, Abb. 113, besteht aus einem entsprechend langen, überaus kräftigen Bett, auf dessen oberen Führungsbahnen der Stoßschlitten gleitet. Durch eine im Innern des Bettes liegende Welle, die durch mehrstufigen Riemenkonus und Stirnrad- oder Schneckenradvorgelege in Umdrehung versetzt wird sowie von der durch eine große Stirnradübersetzung auf eine Kurbelschleife getrieben wird, erhält der Stoß seine hin- und hergehende Schnittbewegung, wobei sein Hub durch Verstellen einer Kurbelscheibe leicht zu regeln ist. Am Ende des Stoßes ist der Messersupport angebracht, der in allen Richtungen von Hand, lotrecht, aber auch selbsttätig durch Klinkung gesteuert werden kann. Die Längsbewegung des Stoßschlittens am Bett geschieht selbsttätig oder von Hand nach beiden Richtungen mit Hilfe einer ebenfalls im Innern des Bettes angeordneten Gewindespindel. Die Vorderseite des Bettes ist zur Aufnahme des Tisches mit Aufspannschlitzen versehen. Der letztere ist besonders kräftig gehalten und von Hand sowohl lotrecht, wie in der Längsrichtung des Bettes verstellbar. Erwähnt sei ferner, daß Maschinen dieser Bauart häufig mit zwei Stoßschlitten ausgerüstet sind, die unabhängig voneinander arbeiten und daß sie in solchen Fällen auch zwei Tische besitzen, um Werkstücke an verschiedenen Stellen gleichzeitig aufspannen und bearbeiten zu können, wie dies z.B. in Eisenbahnwerkstätten bei der Bearbeitung der beiden Köpfe an Leit- und Kuppelstangen vorteilhaft geschieht.
Die Rundhobelapparate, die mitunter den Shapingmaschinen beigegeben sind, werden an der Vorderseite des Bettes befestigt und bestehen im wesentlichen aus einer wagrechten Welle, auf der zwei Konusse sitzen, zwischen die der rund zu hobelnde Gegenstand zentrisch einzuspannen ist. Der eine dieser Konusse ist fest, während der vordere zum Losnehmen eingerichtet ist und zum Feststellen[201] und Zentrieren des über die Welle geschobenen Arbeitsstückes gegen dieses durch eine vorgeschraubte Mutter festgedrückt wird. Mittels eines rückwärts auf der Welle sitzenden Schneckenrades, in das eine Schnecke eingreift, die ihrerseits wieder auf einer inner- oder außerhalb des Bettes gelagerten Steuerungswelle in einer Keilnut läuft, oder durch Zugstange, Schlitzhebel und Sperrad mit der Werkzeugschlittensteuerung gekuppelt ist, wird das rund zu hobelnde Werkstück in ruckweise Umdrehung versetzt.
II. Holzhobelmaschinen.
Diese lassen sich einteilen in solche, bei denen
1. das Holz in Walzen vorgeschoben wird und daher Holz in unbegrenzter Länge gehobelt werden kann;
2. das zu bearbeitende Holz auf einem Schlitten (Tisch) befestigt wird, der es an den Hobelmessern vorbeiführt.
Diese letzteren zerfallen nach der Stellung der Messer wieder in zwei Gattungen, u.zw. in solche, bei denen
a) die Messer auf einer mit der zu bearbeitenden Fläche parallel laufenden Achse befestigt sind, also tangential wirkende Hobelschnitte ausführen, und
b) die Messer sich in wagrechter oder lotrechter Ebene in einer Scheibe oder in Armen eingesetzt bewegen, die auf einer zur zu bearbeitenden Fläche senkrecht stehenden Achse befestigt sind, also transversal wirkende Hobelschnitte ausführen, d.h. quer zur Vorschubrichtung und Faser, weshalb diese Maschinen auch Querhobelmaschinen genannt werden.
Bei den Holzhobelmaschinen beherrschen die Messer stets die ganze zu hobelnde Breite, daher nur ein Vorschub des Arbeitsstückes notwendig ist, während die Schaltbewegung entfällt.
Die H., bei denen die Messerwellen (Messerköpfe, Messerwalzen) parallel mit der zu hobelnden Holzfläche liegen, waren früher ausschließlich mit geraden Messern versehen, während man jetzt auch schraubenförmige Messer verwendet.
Vor allem sei die amerikanische Universalhobelmaschine (Abrichtmaschine) erwähnt.
Bei dieser Maschine wird das zu hobelnde Holzstück mit der Hand oberhalb des kreisenden wagrechten Hobelmessers vorübergeführt, wodurch das Holzstück ganz roh, beliebig stark oder auch auf einer Seite hohl geformt und fertig gekehlt sein sowie auf der entgegengesetzten, dem Messer zugekehrten Seite plangehobelt werden kann.
Bei den gewöhnlichen H. ist es hingegen notwendig, daß die auf dem Tisch liegende Seite des Holzstückes gerade oder entsprechend geformt sei.
Diese Arbeitsweise ist daher eine einfachere, die Ausführung der Arbeit läßt sich dabei besser und leichter kontrollieren, da man jeden Augenblick das Arbeitsstück abheben und besehen kann. Ein weiterer Vorteil ist, daß man, nachdem das Arbeitsstück von oben und von Hand gegen die Messerwalze angedrückt wird, das Holzstück an einer beliebigen Stelle, in der Mitte oder an einem Ende, zu hobeln beginnen und ebenso auch wieder die Arbeit unterbrechen kann.
Eine solche Maschine besteht aus dem in einem Stücke in Hohlguß ausgeführten Gestell, wodurch große Stabilität erzielt wird. In der Mitte ist die vierseitige Messerwalze angebracht, die beiderseits in den am Gestell angegossenen Lagern geführt ist und außen die Antriebsriemenscheibe fliegend trägt.
Zur Auflage der zu bearbeitenden Hölzer dienen zwei Tische, die zu beiden Seiten der Messerwalze angeordnet sind. Diese Tische sind verhältnismäßig lang und genau gerade abgerichtet. Sie lassen sich mittels Handrads und Schraubenspindel einzeln höher oder tiefer stellen; beim Hobeln wird der rückwärtige Tisch auf gleiche Höhe mit dem höchsten Punkt des Messerkreises eingestellt, der vordere Tisch dagegen soviel tiefer geschraubt, als die Spanstärke betragen soll. Letztere läßt sich auch während des Gangs der Maschine nach Bedarf regeln.
Bei kleinen Maschinen ist mitunter der rückwärtige Tisch mit dem Gestell aus einem Stück, also nur der vordere Tisch verstellbar eingerichtet.
Um die Messer bequem einsetzen oder auch verschieden große Profilmesser verwenden zu können, werden die Tische oft so eingerichtet, daß sie auf eine gewisse Entfernung wagrecht auseinandergezogen werden können.
Zur Führung der Hölzer dient ein langer eiserner Winkel, der am vorderen Tisch, in Querschlitzen verschiebbar befestigt und schräg stellbar eingerichtet ist, so daß man auch unter schiefem Winkel fugen kann.
Um die tatsächlich vorhandenen Gefahren für den die Maschine bedienenden Arbeiter vollständig zu beseitigen, werden für diese Gattung Maschinen Schutzvorrichtungen verwendet.
Diese Maschinen eignen sich besonders zum Abrichten windschiefer Hölzer, Hobeln von Waggonhölzern, zum Fugen, Nuten, Falzen, Kehlen u.s.w., umsomehr, als sich auf den[202] beiden Tischen die verschiedensten Spezialvorrichtungen anbringen lassen.
Die amerikanischen Universalhobelmaschinen werden meist für Hobelbreiten von 250–550 mm in leichter und schwerer Bauart ausgeführt.
Eine andere in Eisenbahnreparaturwerkstätten verwendete Maschine ist die zugleich auf vier Seiten arbeitende H.
Diese Maschinen dienen zum Hobeln von Brettern, Pfosten und Hölzern (auch mit Feder und Nut), sowie auch zum Herstellen aller Arten Profilarbeiten, Gesimsleisten u. dgl.
Die Maschine besteht aus einem kräftigen Gestell, in dem zwei wagrechte und zwei lotrechte Messerwalzen gelagert sind. Die Zuschiebung der Hölzer erfolgt durch vier paarweise übereinanderliegende große Walzen, die sämtlich durch Zahnräder angetrieben werden. Die zwei unteren Walzen sind glatt und im Gestell der Maschine gelagert, dagegen sind die zwei oberen Walzen gerieft sowie behufs Ausübung des erforderlichen Drucks durch Gewichte belastet und mittels Handrads – den Holzstärken entsprechend – in der Höhenrichtung verstellbar.
Nachdem das Holz von den Vorschubwalzen erfaßt ist, wird es zuerst über die untere, im Gestell gelagerte, wagrechte Messerwalze hinweggeführt und auf der Unterseite genau gerade gehobelt; hierdurch ist für den weiteren Weg eine Auflage geschaffen, wovon die Genauigkeit der weiteren Arbeit wesentlich abhängt.
Sodann gelangt das Holz zwischen die beiden lotrechten Seitenwalzen und geht endlich an der oberen wagrechten Messerwalze vorüber. Die beiden Seitenwalzen können jede für sich verstellt werden, u.zw. die eine zur Regelung der Spanstärke, die andere hingegen innerhalb weiterer Grenzen, wie es eben die Breite des zu hobelnden Holzes verlangt. Die obere Messerwalze ist entsprechend der Dicke des Holzes in der Höhenrichtung mittels Hand und Schraubenspindel ebenfalls verstellbar.
Wegen guter Führung des Holzes sind verstellbare Lineale über Rollen und zur Vermeidung von Schwingungen Druckvorrichtungen, die das Holz fest niederhalten, angebracht.
Die Messerwalzen werden auch hier stets mit Schutzschirmen umgeben, um Verletzungen der Arbeiter zu verhindern. Mitunter werden bei den H. sog. Putzmesser hinter den eigentlichen Messerwalzen angebracht. Diese haben den Zweck, durch Nehmen eines Schlichtspans dem Arbeitsstück eine vollkommen glatte Oberfläche zu geben.
Die Maschine kann mit 1–4 Walzen arbeiten.
Für Werkstätten, die schwere Hölzer abzurichten, zu hobeln, zu nuten oder zu profilieren haben, eignen sich kräftige Maschinen mit Lauftisch, auf dem die zu bearbeitenden Hölzer festgespannt werden.
Diese H. werden in der Regel für Hölzer bis 5000 mm Länge, 700 mm Breite und 300 mm Dicke gebaut.
Die Querhobelmaschine besteht aus einem Bett, auf dem ein Tisch, in Prismen geführt, durch Schraubenspindel mit Schrägrädern oder Zahnstange und Getriebe von Riemenscheiben ausgehend, seine hin- und hergehende Bewegung erhält.
In der Mitte dieses Bettes, u.zw. seitlich, befindet sich ein Ständer, auf dem ein Support in der Höhenrichtung verschiebbar ist. In diesem Support ist eine lotrechte Spindel mit einer Riemenscheibe gelagert, an deren unterem Ende die rasch in wagrechter Ebene sich drehende Messerscheibe sitzt.
In dieser Messerscheibe sind mehrere Messer, in der Regel vier, eingesetzt, die, wie schon eingangs erwähnt, das Holz in quer über dessen Fasern laufenden bogenförmigen Schnitten bearbeiten.
Solche Maschinen werden wie die der vorher angegebenen Gattung verwendet und für Hölzer bis 5000 mm Länge, 700 mm Breite, 300 mm Dicke sowie auch für größere Leistungen gebaut.
Für den Arbeitsverbrauch der Holzhobelmaschinen kann man bei Veranschlagungen als Betriebsarbeitsverbrauch annehmen:
Bei gewöhnlichen H.
| mit einer Messerwalze | 1–21/2 PS. |
| mit zwei wagrechten Messerwalzen | 3–5 PS. |
| für jede lotrechte Messerwalze zum | |
| Fugen, Nuten und Spunden | 1–2 PS. |
H. mit Putzmesserwalzen erfordern die doppelte Kraft.
Für Tischhobelmaschinen mit zwei Messerwalzen von 400–700 mm Hobelbreite kann man 4–7 PS. und mit Messerscheiben bis 1000 mm Hobelbreite 3–7 PS. erfahrungsgemäß als Krafterfordernis annehmen.
Spitzner.
Buchempfehlung
Paoli, Betty
Gedichte

Diese Ausgabe fasst die vier lyrischen Sammelausgaben zu Lebzeiten, »Gedichte« (1841), »Neue Gedichte« (1850), »Lyrisches und Episches« (1855) und »Neueste Gedichte« (1870) zusammen. »Letzte Gedichte« (1895) aus dem Nachlaß vervollständigen diese Sammlung.
278 Seiten, 13.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang II. Sechs weitere Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Für den zweiten Band hat Michael Holzinger sechs weitere bewegende Erzählungen des Sturm und Drang ausgewählt.
- Johann Karl Wezel Kakerlak oder die Geschichte eines Rosenkreuzers
- Gottfried August Bürger Münchhausen
- Friedrich Schiller Der Verbrecher aus verlorener Ehre
- Karl Philipp Moritz Andreas Hartknopfs Predigerjahre
- Jakob Michael Reinhold Lenz Der Waldbruder
- Friedrich Maximilian Klinger Geschichte eines Teutschen der neusten Zeit
424 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum