Werkstätten
[324] Werkstätten der Eisenbahnen (railway works; ateliers des chemins de fer; officine costruzioni ferroviarie).
Inhaltsübersicht. I. Arbeitsbereich, Einteilung der Werkstätten, Wahl des Anlageortes. – II. Aufgaben und Gliederung. – III. Unterteilung. – IV. Wahl der Betriebsformen. 1. Werkstätten mit Querständen; 2. Werkstätten mit Längsständen. – V. Grundrißanordnung. – VI. Größenverhältnisse im allgemeinen. – VII. Abmessungen und Einrichtungen der Werkstättenabteilungen. A. Lokomotivwerkstätten. 1. Richthallen; 2. Tenderwerkstätten; 3. Kesselschmiede; 4. Heizrohrwerkstätte; 5. Schweißanlagen; 6. Kupferschmiede; 7. Stangenschlosserei, Kolben-, Schieber-, Pumpen-, Armatur- u.s.w. Werkstätte; 8. Blechbearbeitung; 9. Wägevorrichtungen für Lokomotiven. B. Wagenwerkstätten. 1. Richthallen; 2. Holzbearbeitungswerkstätte; 3. Sattlerei, Polsterei, Tapeziererei und Glaserei; 4. Lackiererei. C. Schmiede; D. Dreherei, Räderdreherei und Werkzeugmacherei, Zusammenstellung der erforderlichen Werkzeugmaschinen; E. Gießerei; F. Klempnerei; G. Abkochanlage; H. Preßluftanlage; I. Magazin (Stofflager); K Altstoffverwertung; L. Werkstätten zur Wiederherstellung von Kupplungen; M. Werkstätten zur Wiederherstellung von Buffern; N. Materialprüfungsanlage; O. Kraftversorgung; P. Azetylen- und Sauerstoffversorgung; Q. Lehrlingswerkstätte; R. Elektrische Werkstätte; 5. Verwaltungsgebäude; T. Pförtnergebäude, Bade- und Speisehaus; U. Arbeiterwasch- und Ankleideräume; V. Spritzenhaus; W. Fernsprechnetz, Uhren, Wächterkontrolle. – VIII. Hebe- und Transportvorrichtungen. – IX. Schiebebühnen und Drehscheiben. – X. Schmalspurbahnen. – XI. Beleuchtung. – XII. Heizung. – XIII. Wasserversorgung und Entwässerung. – XIV. Bauliche Durchbildung der Werkstättenanlagen. – XV. Weichenwerkstätten. – XVI. Bauwerkstätten. – XVII. Umzäunung. – XVIII. Arbeiterwohnungen. – XIX. Werkstätten für elektrisch betriebene Bahnen. – XX. Betriebswerkstätten. – XXI. Baukosten. – XXII. Angaben über die auf den Tafeln dargestellten Werkstätten.
W. der Eisenbahnen dienen zur Wiederherstellung und regelmäßigen Untersuchung der Fahrzeuge und der mechanischen Einrichtungen. Anfänglich wurden größere Ausbesserungen den privaten Lokomotiv- und Wagenbauanstalten übertragen. Im Laufe der Zeit haben die Bahnverwaltungen unter Einrichtung eigener W. die Ausbesserungen selbst übernommen. In Frankreich, besonders aber in England und Nordamerika dienen die W. auch dem Neubau von Fahrzeugen.
Nach dem Kriege haben viele Bahnverwaltungen in großem Umfange Privatbetriebe aller Art zur Wiederherstellung der durch den Krieg herabgewirtschafteten Fahrzeuge mit herangezogen, um die Arbeiten zu beschleunigen und um die Arbeitslosigkeit zu lindern. Die Beibehaltung dieses in Deutschland sorgfältig ausgearbeiteten Verfahrens ist nicht zu empfehlen, weil die Bau- und Wirtschaftsüberwachung kostspielig und die Ausbesserungskosten nur schwer abzuschätzen sind. Zur Verringerung dieser Nachteile wird in Deutschland[324] jedem Privatwerk möglichst nur noch eine bestimmte Fahrzeugart zur Ausbesserung zugeteilt.
Die Aufgaben der W. sind von Jahr zu Jahr umfangreicher und schwieriger geworden. Die Fahrzeuge arbeiten unter den ungünstigsten Bedingungen. Die Lokomotive kann nicht wie die ortsfeste Dampfmaschine auf festen Fundamenten in staubgeschütztem Räume arbeiten, sie muß vielmehr mit Geschwindigkeiten bis zu 100 km auf schwankendem Unterbau, Staub aufwirbelnd und an den Schienenverbindungen hammerartig aufschlagend, dahinrollen. Der Staub – bei nassem Wetter Brei von Wasser und Sand – dringt in Lager, Zapfen und Büchsen ein. Nur beste Wartung und Unterhaltung schützt sie vor baldiger Zerstörung. Auch die Arbeit an diesen verschmutzten ungleich abgenutzten Teilen ist schwieriger und unangenehmer als jede andere Ausbesserungsarbeit.
Der Wert der W. ist nicht überall genügend gewürdigt worden. Sie wurden vielfach als notwendiges Übel angesehen. Man sah nur, daß sie Ausgaben verursachten, nicht aber Einnahmen brachten. Ihre Verwaltung und Ausstattung entspricht wohl deshalb nicht überall der Bedeutung, die man ihnen im wirtschaftlichen Interesse beilegen muß. Erst die außerordentlich gewachsenen Ausgaben für die Unterhaltung der Fahrzeuge in den W. seit dem Kriegsende haben zu gründlicher Prüfung des Werkstättenbetriebs in technischer und wirtschaftlicher Hinsicht veranlaßt; sie fordern ein Durchdringen der Verwaltung mit kaufmännisch-technischem Geiste. Die auch in wirtschaftlicher Hinsicht bedeutsamen Verbesserungen an den Fahrzeugen sowie der umgestaltende Einfluß der elektrischen Kraftübertragung auf die Werkzeugmaschinen- und Fördereinrichtungen geben den W. ein völlig neues Gepräge. Es sei hier nur an die Einführung des Heißdampfes im Lokomotivbau, an den Bau eiserner Personenwagen, an die Unabhängigkeit elektrisch betriebener Werkzeugmaschinen von Wellenleitungen und Vorgelegen erinnert. Die Einführung leistungsfähiger Krane mit elektrischem Betrieb hat die Frage der Beförderung der Fahrzeuge über andere hinweg an Stelle der platzraubenden Schiebebühnen aufgerollt. Die mannigfaltigen Förderaufgaben werden in neueren W. fast ausschließlich durch maschinelle Einrichtungen gelöst, da menschliche Kräfte hierfür meistens auch nicht mehr ausreichen. Sei es auf Arbeits- oder Lagerplätzen, in W. oder Montagehallen, überall handelt es sich um Vereinfachen und Erleichtern des Verkehrs, um Beschleunigen der Erzeugung, Ausnützen der zu Gebote stehenden Räumlichkeiten bei hoher Beförderungsgeschwindigkeit und Betriebssicherheit. All diesen Anforderungen entspricht am besten der Laufkran in seinen verschiedenen Ausführungsarten. Von großer Bedeutung sind in neuerer Zeit auch die Magnetkrane geworden, die sich zur Beförderung von Schrott, Stabeisen, Blechen, Röhren ganz vorzüglich eignen.
Doch auch die Einzelarbeit stellt die W. vor neue Aufgaben: Wirtschaftliche Fertigung, Ausnützen aller maschinellen Einrichtungen, Fristarbeit, Verwenden der Menschen an richtiger Stelle auf Grund der Eignungsprüfung, Erfassen der Selbstkosten müssen vornehmste Aufgabe der Werkverwaltung werden.
Beim Durchbilden der Fahrzeuge muß mehr als bisher geachtet werden auf leichte und wirtschaftliche Wiederherstellbarkeit, auf Fortfall aller entbehrlichen Nebenausrüstungen, deren wirtschaftlicher Vorteil oft durch die Unterhaltungskosten aufgehoben wird. Beschränkung in der Zahl der Bauarten, Normung der Einzelteile werden schließlich mithelfen, den W. die mühevolle und schwierige Aufgabe der wirtschaftlichen Unterhaltung und Wiederherstellung der Fahrzeuge zu erleichtern.
I. Arbeitsbereich, Einteilung der W., Wahl des Anlageortes.
Die Entscheidung über den Arbeitsbereich der W. hängt von der Größe des Bahnunternehmens und der industriellen Entwicklung des Landes ab.
Um den Arbeitsbereich nicht unnötig zu erweitern, empfiehlt es sich, die Herstellung von Ersatzteilen der Privatindustrie zu überlassen, die besonders bei Reihen- (Serien-) Herstellung vorteilhafter arbeiten kann. Um aber in Zeiten der Hochkonjunktur von der Privatindustrie unabhängiger zu sein, sollten große Bahnverwaltungen einen Teil des laufenden Bedarfs selbst herstellen.
Die W. werden nach Zweck, Umfang und Ausgestaltung eingeteilt in Haupt-, Neben- und Betriebswerkstätten (s. Artikel Werkstättendienst). Den Haupt- und Nebenwerkstätten, die sich nur durch Ausdehnung und Ausrüstung unterscheiden, obliegen die größeren Ausbesserungsarbeiten, insbesondere die amtlichen Untersuchungen, den Betriebswerkstätten, zu denen auch die einfachen Stationsschlossereien und Betriebswagenwerkstätten gehören, die kleinen laufenden Arbeiten. Bei der deutschen Reichsbahn wird die Verwaltung der Hauptwerkstätten und der Aufsichtsdienst der Betriebswerkstätten zurzeit neu geregelt. Diese umgestalteten Anlagen[325] werden Eisenbahnausbesserungswerke und Eisenbahnbetriebswerke genannt.
In großen W. werden die Werkzeug-, insbesondere die Spezialmaschinen sowie die Förder- und Hebevorrichtungen wirtschaftlicher ausgenutzt als in kleinen. W. von etwa 2000 Arbeitern lassen sich noch von einem Leiter übersehen.
Die Betriebswerkstätten (auch Heizhauswerkstätten genannt) sind auf größeren Lokomotivstationen anzulegen. Betriebswerkstätten für Güterwagen sind dort erforderlich, wo viele Wagenbeschädigungen durch das Verschiebegeschäft entstehen, Betriebswerkstätten für Personenwagen auf großen Personenzugbildungsstationen. Hauptwerkstätten für Lokomotiven und Personenwagen werden möglichst in der Nähe großer Städte angelegt, um Arbeiterersatz und Arbeiterwohngelegenheiten zu sichern. Die höheren Anlagekosten der W. werden durch Wegfall des Baues und der Verwaltung großer Arbeiterkolonien aufgewogen, die höheren Löhne durch bessere Arbeit der besser geschulten Handwerker. Längere Wege dieser Fahrzeuge zu und von den W. spielen keine ausschlaggebende Rolle, weil sie bei geordnetem Betriebe den Hauptwerkstätten nur selten (ein- bis zweimal jährlich) zugeführt werden sollten.
Hauptwerkstätten für Güterwagen müssen dagegen in der Nähe der Bahnhöfe ihres natürlichen Zu- und Ablaufes angelegt werden, um Beförderungskosten und Zeitversäumnisse möglichst niedrig zu halten. Bei den im allgemeinen kurzen Ausbesserungszeiten dieser Fahrzeuge sind die Beförderungszeiten und Wege ausschlaggebend.
§ 63 der TV.:
»Durch Anlage eigener, angemessen auszustattender W. ist für den sicheren und schnellen Vollzug der Arbeiten zur Unterhaltung der Fahrzeuge zu sorgen.
Diese W. sind an den Hauptpunkten des Verkehrs einzurichten; bei neuen Anlagen ist die Möglichkeit einer späteren Ausdehnung zu berücksichtigen.«
II. Aufgaben und Gliederung.
Die Aufgaben der W. bestehen wie angedeutet in:
1. Unterhaltung der Lokomotiven und Tender,
2. Unterhaltung der Wagen,
3. Unterhaltung der maschinellen Anlagen, Weichen, Drehscheiben, Schiebebühnen, Wasserwerke, Krane, Wiegevorrichtungen.
Bei großem Fahrzeugbestand sind besondere W. für Lokomotiven, Personen- und Güterwagen zu empfehlen. Diese Sonderung wird n Deutschland seit zwei Jahrzehnten angewendet, weil sie zu sehr übersichtlichem Betriebe führt.
Die Abteilung für Unterhaltung der maschinellen Anlagen sollte besser einer größeren Betriebswerkstätte angegliedert werden, da sie in engstem Zusammenhange mit dem Betriebe steht. Soweit sie bisher an die Haupt- und Nebenwerkstätten angegliedert wurde, war die Mitbenutzung der größeren Werkzeugmaschinen bestimmend. Der fortgeschrittene Vorrats- und Austauschbau ermöglicht das Bereithalten sofort verwendbarer Ersatzteile und die Wiederherstellung auch besonders schwieriger Einzelteile in jedem geeigneten Bahn- oder Privatwerk. Die Abtrennung dieser Abteilung insbesondere der platzraubenden Weichenwerkstatt führt gleichfalls zu der erstrebenswerten Vereinfachung der W. und der besseren Pflege der Fahrzeugunterhaltung.
Die Arbeiten an den zu unterhaltenden Lokomotiven zerfallen in:
1. Die allgemeine Hauptausbesserung mit Achswechsel (Ausbinden aller Achsen zwecks Ausbesserung), Ausbessern aller Einzelteile und Beseitigen leichter Kesselschäden. Der Arbeitsgang ist etwa folgender:
Nach Ablieferung aller Geräte am Geräteschuppen zum Ausbessern und Lagern werden Tender und Lokomotive äußerlich mit heißem Wasser unter hohem Druck abgespritzt. Aschkasten, Feuerbüchse und Rauchkammer gereinigt.
In der Halle wird die Lokomotive mit Kranen, vereinzelt noch mit Hebeböcken, nach Beseitigung der hindernden Bremsteile, Stangen u.s.w. von den Achsen gehoben, auf kleine Schraubenstützen, die auf gemeinsamen Querträgern ruhen, abgesetzt und zum Nachmessen des Achsstandes und der Zylinderlage in wagerechte Lage gebracht. Die noch schmutzigen Einzelteile, auch ganze Drehgestelle werden in der Abkocherei gereinigt. Der Hauptrahmen wird auf Anbrüche untersucht und instand gesetzt. Unrunde, riefige oder sonst beschädigte Dampfzylinder werden ausgebohrt, riefige Schieberspiegel abgerichtet, Dichtungsflächen nachgearbeitet oder ersetzt, Sitzflächen für die Lager in den Trieb- und Kuppelstangen nachgearbeitet (geschliffen), Stangen und Achslager ausgegossen, Sitzflächen der Stangenlager und Gleitstücke der Achslager ausgefüttert. Zum Instandsetzen der Radsätze gehört: Nachdrehen der Radreifen, Ersatz loser und schwacher Radreifen, sorgfältiges Prüfen der Achsen, insbesondere der Achsschenkel auf Anbrüche, Prüfen der Kurbelzapfen auf richtige Winkelstellung, Nachschleifen der Achsschenkel und Kurbelzapfen. Die Blattfedern sind auf Bruchstellen[326] und auf festen Sitz der Federlagen im Bund zu untersuchen, nötigenfalls auszubessern. Die Bremseinrichtungen sind nach den besonderen Vorschriften zu prüfen. Die Drehgestelle werden ähnlich untersucht wie die Rahmen. Beim Zusammenbau ist darauf zu achten, daß Fremdkörper aus den Zylindern, Dampfkanälen, Rohrleitungen entfernt werden. Dampfzylinder, Schiebergehäuse und Verteilungskanäle sind mit Dampf oder Preßluft auszublasen. Die Bekleidungsbleche an Zylindern und Kessel sind gut anzupassen, damit sie die Wärmeschutzmasse vor mechanischer Beschädigung und Nässe schützen und auch selbst wärmeschützend wirken.
Von besonderer Bedeutung ist gründliches Instandsetzen der Steuerungsteile. Abgenutzte Bolzen und Büchsen sind zu ersetzen, alle Lagerstellen sorgfältig zu berichtigen. Die Steuerung ist nach besonderer Vorschrift einzustellen. Endgültig ist sie unter Dampf einzustellen. Dampfdruckschaulinien (Diagramme) sind so oft wie möglich aufzunehmen, da vom richtigen Einstellen der Steuerung nicht nur der ruhige Gang, sondern auch die Leistung und die wirtschaftliche Dampfausnutzung der Lokomotive abhängen. Letztere wird ferner durch genau gleichachsiges Einstellen des Blasrohrs und Schornsteins und durch gutes Abdichten der Rauchkammer gefördert.
Der Dampfkessel ist nur äußerlich zu untersuchen, falls der Befund nichts anderes verlangt.
2. Die »äußere« und die »innere« Untersuchung (vgl. auch § 104 ff. der TV.).
In Deutschland soll die äußere Untersuchung alle 3 Jahre, die innere Untersuchung erstmalig nach 8 Jahren, jede weitere nach 6 Jahren erfolgen. Die äußere Untersuchung ist eine Hauptausbesserung mit Kesseldruckprobe, bei der nicht sämtliche Siede- und Rauchrohre herausgenommen werden. Die Kesselausbesserung kann hierbei oft auf Nacharbeiten der Stemmkanten und Stehbolzen, Nach walzen der Rohre und Beseitigen von Kesselstein von den Reinigungsluken aus beschränkt bleiben. Nur zum Beseitigen des Kesselsteins und Nachprüfen der Feuerbüchsenwände werden auch einige Stehbolzen und Siederohre entfernt. Schließlich erfolgt die amtliche Wasserdruckprobe.
Innere Untersuchung ist eine Hauptausbesserung unter Herausnahme sämtlicher Siede- und Rauchrohre mit nachfolgender Druckprobe. Der Kessel wird innen und außen gründlich gereinigt, alsdann vom amtlichen Kesselprüfer auch innen untersucht. Er bestimmt den Umfang der Ausbesserung. Alle schadhaften Nieten, Stehbolzen und Ankerschrauben sind zu ersetzen. Nötigenfalls sind Feuerkisten und Kesselschüsse ganz oder teilweise zu erneuern. Anfressungen an den eisernen Kesselblechen werden durch Aufschweißen von Eisen vor weiterem Rosten geschützt. Auch an den kupfernen Feuerkistenteilen werden neuerdings Risse geschweißt, Winkelstücke an Stelle der aufgenieteten oder geschraubten Flicken eingeschweißt, Stemmkanten durch Aufschweißen von Kupfer wieder hergestellt u.s.w. Nach Beseitigen aller Mängel und Wiedereinbringen der sorgfältig gereinigten und angeschuhten Siede- und Rauchrohre erfolgt die amtliche Wasserdruckprobe des Kessels, der vor seinem Wiedereinbau auch unter Dampf geprüft werden sollte. Jede ausgebesserte Lokomotive wird einer Leerprobefahrt unterzogen. Untersuchungslokomotiven und Lokomotiven mit größeren Ausbesserungen sind außerdem vor einem ausgelasteten Zuge zu erproben.
Jede untersuchte Lokomotive sollte des Rostschutzes wegen einen neuen Anstrich erhalten. Nach jeder Hauptausbesserung ist die richtige Verteilung des Lokomotivgewichts auf die einzelnen Achsen auf besonderen Wägevorrichtungen zu prüfen.
Die Ausbesserung der Tender erstreckt sich auf Instandsetzen des Rahmens, des Laufwerks, der Drehgestelle, der Bremse, Zug- und Stoßvorrichtungen, Rohrleitungen und des Wasserkastens. Schadhafte oder stark angerostete Stellen sind durch Einschweißen neuer Blechstücke zu beseitigen.
Die Arbeiten an den Wagen zerfallen in:
1. Gründliche Ausbesserung der im laufenden Betriebe schadhaft gewordenen Teile, so daß die Wagen bis zur nächsten Untersuchung betriebsfähig bleiben;
2. die bahnamtliche Untersuchung, d.i. Prüfen und Ausbessern der Untergestelle und Wagenkasten und Erneuern des Anstrichs.
Die Wagen werden in den W. mit Winden, Hebeböcken und neuerdings mit Kranen (St. Wendel, Sebaldsbrück, Schwetzingen) von den Achsen gehoben. Achsen, Drehgestelle, Bremsen, Zug- und Stoßvorrichtungen werden in ähnlicher Weise wie bei den Lokomotiven und Tendern behandelt. Die richtige Lage der Achshalter und Federnträger an den Rahmen ist durch Abschnüren und Abwinkeln festzustellen. Die Achsen müssen in der Mittellage parallel zueinander und senkrecht zur Wagenlängsachse stehen. Die eisernen Untergestelle, die je nach den Frachten sehr unter Rost leiden, sind sorgfältig zu entrosten und wieder anzustreichen. Angerostete Bekleidungsbleche werden durch Anschweißen von Blechstücken ausgebessert. Die Holzverzapfungen sind auszubessern, oder es sind neue Säulen u.s.w.[327] einzubauen. Die Wasserdichtheit der Dächer ist zu prüfen. Das Innere der Personenwagen bedarf sorgfältiger Nacharbeit: Heizung, Lüftungs-, Beleuchtungsvorrichtungen, Fenster, Türen und Verschlüsse, Abort- und Waschräume sind instand zu setzen. Personenwagen machen dann eine Probefahrt, bei der auf ruhigen Lauf der Wagen auch bei schnellster Fahrt, gute Wirkung der Heizung, Beleuchtung und der Bremseinrichtungen zu achten ist.
III. Unterteilung.
Aus diesen Aufgaben der W. ergibt sich die große Zahl von Einzelbetrieben, die nachstehend aufgeführt sind:
A. Lokomotiv- und Tenderwerkstatt. Richt-(Montage-) Halle, Kesselschmiede mit Kümpelei, Heizrohrwerkstatt, Kesselreinigungsanlage, Kupferschmiede, Stangenschlosserei, Kolben-, Schieber-, Pumpen-, Armatur- u.s.w. Werkstatt, Bremsprüfeinrichtung, Blechbekleidung, Werkzeugausgabe, Handmagazine, Wägevorrichtung, Diensträume für Aufsichtsbeamte und Schreibgehilfen.
B. Wagenwerkstatt. Richthalle, Holzbearbeitungswerkstatt, Holztrockenanlage, Sattlerei, Polsterei, Tapeziererei, Glaserei, Lackiererei, Bremsprüfraum, Werkzeugausgabe, Handmagazine, Diensträume wie zu A.
C. Gemeinsame Betriebe. Schmiede und Federschmiede, Dreherei, Räderwerkstatt und Werkzeugmacherei, Weiß-, Gelb- und Eisengießerei, Modellschuppen, Klempnerei, Abkochanlage, Preßluftanlage, elektrische Werkstatt, Magazin, bestehend aus Hauptlager, Ölkellern, Eisenlager, Lager für wertvolle Altstoffe, Kohlenbansen, Altstoffverwertungsanlage, W. zur Wiederherstellung von Kuppelungen und Gleiswagen, Buffern, Materialprüfungsanlage, Kraftwerk, Verbandraum, Lehrlingswerkstatt, Azetylenanlage, Pförtner- und Verwaltungsgebäude, Spritzenhaus, Arbeiterwasch- und Ankleideräume, Speisehaus und Badeanstalt, Wasserstation, Dienst- und Arbeiterwohnungen.
D. Bau- und Weichenwerkstatt, Schwellenstanze.
E. Im Werkstättenhofe müssen Aufstellgleise für Fahrzeuge, Drehgestelle, Achsen, Lager für Bauteile, Weichen und Schwellen vorgesehen werden, die zweckmäßig unter einem Laufkran von etwa 5 t liegen. W. für elektrisch betriebene Fahrzeuge erfordern ähnliche Anlagen.
Alle Gebäude sollen geräumig, hell und erweiterungsfähig sein. Heizung und künstliche Beleuchtung sind nach Bedarf vorzusehen.
Die Betriebe sind so anzulegen, daß die Fahrzeuge und Einzelteile auf den bequemsten Wegen zugeführt werden können. Dem Entwürfe sind Arbeitsdiagramme für jeden wichtigen Arbeitsgang zu gründe zu legen, die den besten Wegweiser für die zweckmäßige Lage der Haupt- und Nebenräume sowie der wichtigen Werkzeugmaschinen geben. (Vgl. Hütte, Des Ingenieurs Taschenbuch 1915, Bd. III, S. 437–441.)
Getrennte Ein- und Ausfahrten für die Fahrzeuge sind notwendig. Zur Verkürzung der Wege, Verringerung der Bau- und Unterhaltungskosten werden Nebenbetriebe wie Kleindreherei, Feintischlerei, Sattlerei, Lehrlingswerkstatt u.s.w. oft in oberen Geschossen untergebracht. Das kann, wie die neuzeitlichen Bauten der Privatindustrie zeigen, auch ohne wesentliche Beeinträchtigung der Beleuchtung und Lüftung geschehen. Leistungsfähige Aufzüge müssen für gute Verbindung sorgen. Arbeit im Freien ist mit Rücksicht auf die Gesundheit und die Leistungen der Arbeiter nicht zu empfehlen.
IV. Wahl der Betriebsformen.
Die Zunahme des Fahrzeugbestandes, die größere Beanspruchung der Fahrzeuge im Betriebe, die Einrichtungen zur Erhöhung der Betriebssicherheit und Wirtschaft sowie die Erhöhung der Fahrgeschwindigkeit wirkten umgestaltend auf Größe und Betrieb der W. Die früheren Betriebsformen, die sich aus Mangel an geeigneten Fördereinrichtungen im wesentlichen auf Schiebebühnen und Hebeböcke stützten, konnten den erhöhten Anforderungen nicht entsprechen; sie müssen sich dem inzwischen hochentwickelten Förderwesen anpassen. Die Schiebebühnen werden zwar vielfach noch beibehalten, haben ihre frühere Bedeutung jedoch verloren.
Aus diesen Gründen sind die W. im nachstehenden nach der Betriebsweise und nicht nach Grundrißformen, die sich aus den früheren, einfachen Verhältnissen entwickelt haben, eingeteilt:
1. W. mit Querständen, in denen nur einzelne Fahrzeuge auf vielen kurzen, rechtwinklig zur Hallenlängsachse liegenden Gleisen aufgestellt sind, im folgenden Quergleiswerkstätten genannt.
2. W. mit Längsständen, in denen viele Fahrzeuge hintereinander auf wenigen, langen, gleichgerichtet zur Hallenlängsachse liegenden Gleisen aufgestellt sind; im folgenden als Längsgleiswerkstätten bezeichnet.
Quergleiswerkstätten benötigen im allgemeinen Schiebebühnen zur Zuführung der Fahrzeuge zu den Arbeitsplätzen. Längsgleiswerkstätten bedürfen dieser nicht; für sie sind Laufkrane zum Umsetzen der Fahrzeuge in den Hallen Vorbedingung.[328]
In Mitteleuropa sind bis zum Anfang dieses Jahrhunderts vorwiegend Quergleiswerkstätten gebaut worden. Eine ältere Längsgleiswerkstatt befindet sich in Epernay. Auch England besitzt einige ältere W. dieser Form. Als Grund kann nur das Fehlen geeigneter Kranbauarten gelten. Nach einer Umfrage des VDEV. (Technikerversammlung) hatten 1900 von 31 ihm angehörenden Verwaltungen nur 16 mechanisch betriebene Hebevorrichtungen, u. zw. vorwiegend Hebeböcke mit elektrischem Antrieb. Die wenigen vor Einführung des elektrischen Antriebes mechanisch betriebenen Krane mit ihren verwickelten Antrieben konnten nicht zur Nachahmung veranlassen. Es sei nur an den Kraftantrieb der W. Epernay (Organ für die Fortschritte des Eisenbahnwesens, im folgenden »Organ« genannt, 1903, S. 256) erinnert.
Bei den Schiebebühnen waren solche Schwierigkeiten nicht vorhanden. Der unmittelbare Antrieb durch eine Dampfmaschine oder durch Seilübertragung war verhältnismäßig einfach, billig und betriebssicher. Da auch das Hochnehmen der Fahrzeuge mit Hebeböcken, die zunächst von Hand, später elektrisch betrieben wurden, keine besonderen Schwierigkeiten bot, hat sich diese Betriebsart auch noch erhalten, als sich die Privatindustrie schon in ausgiebigster Weise des elektrisch betriebenen Laufkrans als eines überaus wirtschaftlichen und bequemen Hilfsmittels bediente. In Amerika werden schon seit den Achtzigerjahren Laufkrane zum Heben von Fahrzeugen verwendet (Die nordamerikanischen Eisenbahnen in technischer Beziehung, von Büte und v. Borries, S. 230).
Die Vervollkommnung der Krane führte zu der Überzeugung, daß ihnen auch die Beförderung der Fahrzeuge auf die Arbeitsstände anvertraut werden kann. Damit konnten die Schiebebühne und die Schiebebühnenhalle, die mit wachsender Länge der Fahrzeuge unzuträglich viel Raum beanspruchten und geradezu zum Verkehrshindernis wurden, wegfallen. Infolgedessen sind auch die Baukosten der Längsgleiswerkstätten niedriger.
Die Berechnungen ergeben, daß der Raumbedarf für einen Lokomotivstand in der Längsgleiswerkstatt Trier, bei mittlerer Besetzung 1760 m3, in der etwas später fertiggestellten Quergleiswerkstatt Sebaldsbrück, einschließlich des zugehörigen Anteils der Schiebebühnenhalle dagegen 2325 m3, also rd. 35% mehr beträgt. In W. für Drehgestell-Personenwagen wird das Verhältnis noch etwas günstiger, in Güterwagenwerkstätten etwas ungünstiger. (Spiro, Über die Wirtschaftlichkeit der zurzeit gebräuchlichsten Hebezeuge in Lokomotivwerkstätten der Eisenbahnverwaltung.) In Längsgleiswerkstätten ist die Längenentwicklung der Fahrzeuge ohne Einfluß auf die Hallenbreiten und Kranspannweiten, weil die beiden zum Heben und Verfahren eines Fahrzeuges nötigen Laufkrane je nach der Länge des Fahrzeugs nur mehr oder weniger nahe zusammenzufahren brauchen.
In Quergleiswerkstätten ist zum Heben des Fahrzeugs dagegen ein Kran erforderlich, dessen Spannweite von der Länge der Fahrzeuge abhängig ist. Die Erfahrung zeigt, daß entweder ungewöhnlich große Spannweiten vorgesehen werden müssen, die unter Umständen unausgenützt bleiben, oder daß die Anlage schon nach einem Jahrzehnt nicht mehr ausreicht.
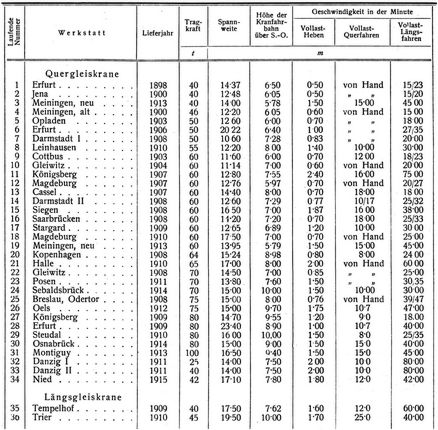
Die große Bedeutung der Unabhängigkeit der Stände und Krane von der wachsenden Länge der Fahrzeuge, insbesondere der Lokomotiven zeigt folgende Zusammenstellung (auf S. 330) über Spannweiten u.s.w. einiger Krane.
Für die Längsgleisanordnung sprechen weiterhin die kürzeren Arbeitswege, die gute Übersicht, die zweckmäßige Ausgestaltung der Dächer und die günstige Erweiterungsfähigkeit.
Die kürzeren Arbeitswege und die gute Übersicht folgen aus dem geringeren Flächenbedarf. So beansprucht in Trier bei Besetzung mit Lokomotiven mittlerer Länge ein nutzbarer Stand 111 m2, in Sebaldsbrück 226 m2. Die günstige Erweiterungsfähigkeit ist aus den Zeichnungen der Längsgleiswerkstätten Sankt Wendel und Trier zu ersehen (Taf. X und XIV).
Die Zweifel an der Betriebssicherheit der Längsgleisform entbehren bei dem Stande des Kranbauwesens jeder Begründung. Elektrische Laufkrane mit großen Spannweiten, hoher Tragkraft und Geschwindigkeit sind ein so unentbehrliches, bewährtes und zuverlässiges Rüstzeug aller großen Fabriken geworden, daß sie mit gleicher Sicherheit auch zum Eisenbahnbetrieb herangezogen werden können. Auch das Arbeiten unter der hängenden Kranlast bedeutet keine Gefahr. Es ist übrigens auch bei Quergleiskranen nicht zu vermeiden.
Zu gunsten der Quergleiswerkstätten ist anzuführen, daß der Platz vor dem Kopf der Fahrzeuge, insbesondere der Lokomotiven, zur Aufstellung sperriger Fahrzeugteile verwendet werden kann, also ausnutzbar ist. Da diese Teile (Führerhäuser, Wasserkästen, Drehgestelle und Achsen) nicht wetterempfindlich sind und mittels der Hallen- und Hofkrane mit geringen Kosten im Werkstättenhof gelagert werden können, führt auch die Ersparnis an bebauter Fläche zu größerer Wirtschaftlichkeit.[329]
Quergleisanlagen ohne Innenschiebebühne, in denen die Krane die Fahrzeuge nicht nur von Achsen heben, sondern auch wie in Längsgleishallen über die anderen Fahrzeuge hinweg auf die Arbeitsstände tragen, haben nicht die Vorteile der Längsgleisform bezüglich der Unabhängigkeit von der wachsenden Länge der Fahrzeuge. Die Kranspannweite muß noch länger sein als bei der üblichen Quergleisform, um die Achsen und Drehgestelle wieder einbringen zu können. Die Bauart wird aber dort vorteilhaft sein, wo man auf engbegrenztem Gebiet W. erweitern muß. (Erfurt, Stendal, Organ 1909, S. 272 und 1912, S. 1, vgl. auch die auf Taf. XI dargestellten Beech-Grove-Werkstätten.)
Schließlich sei noch eine in der Durchbildung begriffene, für Untersuchungslokomotiven in Frage kommende Ausbesserungsform: das Zerlegungsverfahren erwähnt. Es beruht darauf, daß diese Lokomotiven auf wenigen besonderen Zerlegungsständen in ihre Bestandteile zerlegt werden. Wie der Kessel dann in die Kesselschmiede, werden die Einzelteile je nach ihrer Bearbeitungsweise in die Sonderwerkstätten verbracht, in denen sie zum unmittelbaren Wiedereinbau hergerichtet werden. Die fertiggestellten Teile werden in diesen W. oder an anderen bestimmten Stellen auf Abruf gelagert und dann besonderen Richt- (Montage-) Ständen zugeführt, wo sie wie neue Lokomotiven zusammengebaut werden. Dies kann auf einem Arbeitsplatz oder an mehreren hierfür besonders bestimmten Stellen geschehen, indem zunächst Rahmen, Zylinder und Achsen, dann der Kessel und schließlich die Steuerung u.s.w. eingebaut werden. Vorbedingung für dieses Verfahren ist genauestes Festlegen aller Förderungen, aller[330] Wiederherstellungsfristen und sorgfältige Kennzeichnung der zerlegten Einzelteile, um Verschleppungen zu verhindern.
Als Vorteile des Verfahrens werden bezeichnet: Gründliches Ausbessern, sicheres Feststellen der Arbeitszeiten (Akkorde), weitestgehende Spezialisierung und Ersparnis an teuren Richthallen und schweren Kranen, die nur noch für den Ab- und Einbau der Einzelteile nötig sind, deren schwerster der Kessel ist Auch eine Arbeitsbeschleunigung ist zu erwarten, weil alle Arbeiten gleichzeitig erfolgen können. Besondere Vorteile dürfte das Verfahren bei größerer Zahl von Lokomotiven gleicher Arten bieten, weil dann Einzelteile leichter ausgetauscht und so die Wiederherstellungen beschleunigt werden können.
Taf. XVII zeigt ein Schema einer solchen Zerlegungswerkstatt (vgl. auch Neesen, Die Grundlagen des Arbeitsdiagramms eines Lokomotivuntersuchungswerks, Ztschr. dt. Ing. 1922, S. 910).
V. Grundrißanordnung.
Nach den vorangegangenen Ausführungen wird ein kurzer geschichtlicher Rückblick auf die Entwicklung der Werkstättengrundrißformen genügen, da die früher maßgebenden Gesichtspunkte für die heutige Bauweise ohne wesentliche Bedeutung sind. Die üblichen Hauptarten sind:
1. Der aufgelöste Grundriß, mit getrennten Gebäuden für die Lokomotiv- und Wagenausbesserung, Schmiede, Kesselschmiede, Dreherei, Holzbearbeitung, Lackiererei u.s.w. Vorteile: Leichte Erweiterungsmöglichkeit, gute Tagesbeleuchtung und Feuersicherheit. Nachteile: Hohe Baukosten, hohe Beförderungskosten von Gebäude zu Gebäude, Unübersichtlichkeit und große Abkühlungsflächen bei künstlicher Erwärmung.
2. Rost- oder rahmenförmige Anordnung: Die W. besteht aus einem einzigen Bau mit mehreren Innenhöfen zum Aufstellen von Achsen u.s.w. mit einer Lokomotiv- und Wagenabteilung, zwischen der die Dreherei, Schmiede und andere Nebenbetriebe liegen.
Die Form genügt für kleine Anlagen. Vorteile: Bequeme Verbindung und verhältnismäßig kurze Wege für die Bauteile, gute Übersicht und Tagesbeleuchtung. Nachteile: Beschränkte Erweiterungsfähigkeit und Unzugänglichkeit der Innenhöfe bei Feuer.
3. Die  Form hat 2 symmetrische Flügelbauten für die Lokomotiv- und Wagenausbesserung, die durch die Dreherei verbunden sind. Die Schmiede und andere Nebenbetriebe liegen im offenen Teil des .
Form hat 2 symmetrische Flügelbauten für die Lokomotiv- und Wagenausbesserung, die durch die Dreherei verbunden sind. Die Schmiede und andere Nebenbetriebe liegen im offenen Teil des .
Auch diese Form eignet sich für kleine Verhältnisse. Vorteile: Gute Übersicht, geringere Feuersgefahr als zu 2. infolge leichter Zugänglichkeit der Räume. Nachteile: Schlechte Erweiterungsmöglichkeit der Nebenbetriebe, große Abkühlungsflächen bei künstlicher Erwärmung.
4. Die ungegliederte Anordnung. Sie besteht aus einem einzigen oder aus je einem rechteckigen Räume für Lokomotiv- und Wagenabteilung, in dem alle W. untergebracht und voneinander nur soweit wie nötig durch Wände getrennt sind. Vorteile: Kurze Verbindungswege, gute Übersicht und Erweiterungsfähigkeit, Anlage- und Unterhaltungskosten sowie Abkühlungsflächen günstiger als zu 1–3. Da die Feuersgefahr bei den neuen Bauarten (Eisenbeton) nur noch gering ist, so ist diese Form die zweckmäßigste.
VI. Größenverhältnisse im allgemeinen.
Die Größe der W. richtet sich nach: 1. der Zahl und Art der zu unterhaltenden Fahrzeuge; 2. ihrer Bauart und Beanspruchung; 3. der Länge, den Neigungs- und Krümmungsverhältnissen des Bahnnetzes.
Der Fahrzeugbedarf ist in den verschiedenen Landesteilen sehr verschieden, je nachdem Industrie oder Landwirtschaft vorherrschen. Im industriellen Westen Deutschlands sind naturgemäß erheblich größere Fahrzeugmengen angehäuft und zu unterhalten als im landwirtschaftlichen Osten.
Die Größe der W. wird daher am besten nach der Zahl der zu unterhaltenden Fahrzeuge festgelegt.
Die Größe der Nebenbetriebe wird dann nach Erfahrungswerten bestimmt.
Oppermann (Glasers Annalen für Gewerbe und Bauwesen, im folgenden »Annalen« genannt, Bd. XXV, S. 225 ff., Bd. XXVI, S. 234 u. 274) hat versucht, die Zahl der Arbeiter und hieraus die Größe der W. auf Grund der im deutschen Reichseisenbahnamt bearbeiteten Statistik zu bestimmen, u. zw. aus dem Durchschnittsverdienste der Arbeiter, dem Verhältnis der verausgabten Lohnbeträge zu den Kosten für Löhne, Baustoffe und Verwaltung im ganzen und dem Jahresdurchschnitte der Ausbesserungskosten einer Lokomotive. Aus der so ermittelten Anzahl der Arbeiter hat er die Zahl der Arbeitsplätze und hieraus die räumliche Ausdehnung der W. bestimmt. Er hat errechnet: Für eine Lokomotive 1∙3, für eine Achse der Personenwagen 0∙09, für eine Achse der Gepäck- und Güterwagen 0∙02 Arbeiter. Diese statistischen[331] Werte sind bei der heutigen verwickelten Bauart der Fahrzeuge und der veränderten Beanspruchung nicht mehr zutreffend.
Die Zahl der Arbeiter, die vor dem Kriege in Deutschland auf die Unterhaltung der zugeteilten und der in Ausbesserung befindlichen Fahrzeuge entfielen, gibt nachstehende Zusammenstellung:
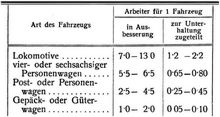
Die kleineren Werte dieser Zusammenstellung gelten für leichte und einfache, die größeren für schwere, neuzeitige Fahrzeuge. So beträgt z.B. die Feuerbüchsheizflache einer 4/4 gekuppelten Naßdampfgüterzuglokomotive 10∙32 m2, die einer gleichen Heißdampflokomotive 13∙88 m2, die Zahl der Stehbolzen und Deckenanker im ersten Fall etwa 700, im zweiten Fall rd. 1200.
Die Zahl der Arbeiter war nach dem Krieg um rd. 100% gestiegen. Diese Steigerung ist zurückzuführen auf den unvermittelten Wegfall der Akkordarbeit, die Einführung des Achtstundentages, Gewährung von Mehrurlaub und auf die außerordentliche Verschlechterung des Zustandes der Fahrzeuge infolge des Mangels an wichtigen Rohstoffen, unter dem die vom Ausland abgeschnittenen deutschen u.s.w. Bahnen gelitten haben. Es ist anzunehmen, daß die seit Wiedereinführung der Akkordarbeit und Verbesserung des Zustandes der Fahrzeuge schon erheblich gesunkene Arbeiterzahl sich den vor dem Kriege bestehenden Verhältnissen bis auf etwa 20% nähern wird. Dieser Mehrbedarf wird als Folge der achtstündigen Arbeitszeit, des Mehrurlaubs und anderer Änderungen bestehen bleiben.
Dagegen läßt die von den deutschen Reichsbahnen durchgeführte Verteilung der Lokomotiven und Wagen nach Bauarten auf bestimmte W. und innerhalb dieser W. wieder auf gleiche Stände nach Bauarten eine bessere und schnellere Ausbesserung mit geringerer Arbeiterzahl erhoffen, da die Beamten und Arbeiter sich besser einarbeiten und Vorrats- und Austauschteile eher zur Hand sein werden. So haben z.B. die W. Leinhausen statt bisher 20 Lokomotivgattungen jetzt 4, Stendal statt 16 jetzt 3, Lingen statt 21 jetzt 3 Gattungen zu unterhalten. Von großer Bedeutung sind ferner die Bestrebungen auf Vereinheitlichung der Fahrzeuge selbst. Diese ließe sich schon durch Festlegen weniger Grundformen erzielen. Aus diesen können dann unter entsprechender Änderung der Achsenzahl und Baulängen alle nötigen Arten der gleichen Gattungen entwickelt werden. Die übrigen Hauptmaße und Einzelheiten für alle abgeleiteten Arten würden die gleichen bleiben. Aus einer 1 D 1-Personenzuglokomotive würde eine 2 C-Lokomotive gleicher Art, aus einer 1 E-Güterzuglokomotive eine 1 D-Lokomotive dieser Art herzuleiten sein.
Nach den TV. § 63 »ist die Größe der bedeckten Arbeitsräume in den W. zweckmäßig derart zu bemessen, daß darin 25% der zur Unterhaltung zugewiesenen Lokomotiven, 10% der Personenwagen und mindestens 3% der Güterwagen gleichzeitig ausgebessert werden können. Außerdem sollen noch 5% aller Wagen auf den Gleisen innerhalb der Einfriedigungen der W. Platz finden«.
Für die Haupt- und Nebenwerkstätten der preußischen Bahnen galten bis zum Krieg folgende Werte:
| 14∙5% | der Lokomotiven, |
| 6 % | der Tender, |
| 5 % | der Kessel, |
| 7∙5% | der Personenwagen, |
| 3 % | der Güterwagen. |
VII. Abmessungen und Einrichtungen der Werkstättenabteilungen.
A. Lokomotivwerkstätten.
1. Richthallen. Ihre Größe wird wesentlich beeinflußt von der Betriebsform, der Quer- oder Längsgleisform.
In den Richthallen sollen die Lokomotiven und Tender untersucht, soweit erforderlich zerlegt und ausgebessert werden. Nötig sind gute Tages- und künstliche Beleuchtung sowie ausreichende Heizbarkeit.
a) Quergleiswerkstätten. Auf einen Ausbesserungsstand soll nur eine Lokomotive ohne Tender entfallen, um das Ein- und Ausbringen der Fahrzeuge nicht von dem gegenseitigen Ausbesserungszustand abhängig zu machen und um allzu große Kranspannweiten zu vermeiden.
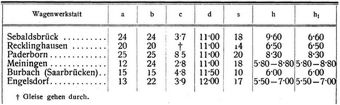
Die Standlänge richtet sich nach der größten Lokomotivlänge. Die Höhe muß zum Abheben der Führerhäuser und Kessel ausreichen und auch die Beförderung dieser Teile über die Lokomotiven hinweg zulassen. Bei genügendem Abstand der beiden Kranbrücken oder bei geteilten (Doppel-) Kranen kann die Last in den Zwischenraum der Kranbrücken so hineingezogen werden, daß an Bauhöhe gespart wird. Der Abstand der Arbeitsstände beträgt in neueren W. 6 m. Der Abstand der Arbeitsgruben[332] von den Wänden soll so bemessen werden, daß neben ungehinderter Arbeit an den Werkbänken und Lagerung von Teilen der Einbau eines Schmalspurgleises oder einer Hängebahn möglich ist. Zwischen Arbeits- und Schiebebühnengrube sind 5–8 m Abstand zweckmäßig, wenn dort Achsen und Drehgestelle aufgestellt werden sollen. Die nachstehende Zusammenstellung nebst Abb. 206 gibt die Standabmessungen in einigen neueren W. wieder.
Die Abb. 207 stellt den Querschnitt der Richthalle der neuen Lokomotivfabrik von Orenstein und Koppel in Mowawes bei Potsdam dar, der erkennen läßt, wie der Raum über dem Schiebebühnenfelde zu Werkstattzwecken ausgenutzt werden kann. Die innere Einrichtung der W. besteht im wesentlichen aus den Lokomotivhebekranen, Leichtkranen, einer Hängebahn,[333] den Schraubenstützen zum Aufsetzen der abgeachsten Lokomotiven, Schiebebühnen, Werkbänken und Schränken für wertvolle Lokomotivteile. Etwa für 25 Richtstände empfiehlt sich die Aufstellung einer ortsfesten Bohrmaschine, eines Schmiedefeuers und zweier Schleifsteine. Bohrmaschine und Schmiedefeuer sollen ständig bedient sein. An den Wänden und Säulen sind Anschlüsse für elektrische Beleuchtung und Kraftübertragung, für Preßluft und Azetylen vorzusehen.
b) Längsgleiswerkstätten. In den Längsgleiswerkstätten sind bestimmte Abmessungen für die Länge des Arbeitsplatzes nicht festzulegen. Sie hängt von der jeweiligen Lokomotivlänge ab. Zwischen den Stirnseiten der Lokomotiven ist ein Abstand von 2∙5 m zum Herausnehmen der Siederohre u.s.w. notwendig. Infolgedessen macht auch das Einbringen einer langen Lokomotive an Stelle einer kurzen im praktischen Betriebe keine Schwierigkeit, weil sich die übrigen Lokomotiven mittels der Krane leicht zusammenrücken lassen. Die Zahl der nebeneinanderliegenden Gleise eines Kranfeldes beträgt im allgemeinen 3, ihre Entfernung soll wenigstens 6 m betragen, vereinzelt (Amerika) findet man 7∙5 m. Die Entfernung von den Längswänden oder Kranstützen beträgt 4∙5–5∙5 m. Sie muß jedenfalls so bemessen werden, daß die Lasthaken auch noch seitlich der Lokomotive lagernde Lasten erfassen und absetzen können. Bei der ursprünglichen, auch noch 1908 in Tempelhof gewählten Bauart, wird das Mittelgleis als Verkehrs- oder Fördergleis benutzt, um an Bauhöhe zu sparen. Es ist jedoch in betrieblicher und wirtschaftlicher Hinsicht vorteilhafter, auch dieses Gleis für die Lokomotivausbesserung zu verwenden, weil dann Raumausnutzung und Übersicht erheblich besser sind, besonders wenn Ein- und Ausfahrt der Fahrzeuge getrennt werden. Da die Lokomotiven hierbei übereinander hinweggetragen werden müssen, ergibt sich eine Bauhöhe von etwas mehr als der doppelten Fahrzeughöhe zuzüglich der Kranhöhe. Sie beträgt in Trier 12∙5 m, in St. Wendel 12∙3 m, in Tempelhof dagegen nur 10 m. In St. Wendel ist das mittlere Gleis um 1 m aus der Mittellinie des Kranfeldes zur Seite gelegt, so daß die Fahrzeuge nicht übereinander und nicht in so großer Höhe über dem Fußboden befördert zu werden brauchen. So vorteilhaft die hierdurch erzielte größere Breite (7 m) auf der einen Seite des Arbeitsfeldes ist, so sehr hindert die geringere Breite von 5 m auf der anderen Seite. Da es für die Betriebssicherheit unerheblich ist, ob ein Fahrzeug in 2∙5 m Höhe, der Mindesthöhe wegen der Leitern, Bohrmaschinengestelle und Arbeiter oder in 5 m Höhe befördert wird, so kann diese Anordnung nicht empfohlen werden. Die Sorge vor dem Herabfallen von Fahrzeugen ist, wie erwähnt, bei dem heutigen Stande der Krantechnik unbegründet. An den Stirnseiten der Hallen sind je 5 m zwischen Arbeitsstand und Wand zu Verkehrszwecken (Schmalspur- und Achsgleis) erforderlich. Von großer Bedeutung sind ferner Querwege von 5 m Breite mit Normalspur für den Verkehr zwischen den Richthallen und den Nebenbetrieben. Ihre Zahl ist abhängig von der Länge der Halle. So haben Trier, Jülich, Paderborn u.s.w. bei 170 m Länge 2 Querwege. Bei Hallen von mehr als 200 m Länge sind 3 erforderlich. Hallen von mehr als 250 m würden unübersichtlich werden. Auf diesen Querwegen werden alle Teile mittels Kraft- oder Handwagen befördert. Die Verteilung auf die einzelnen Arbeitsplätze übernehmen die Laufkrane. Bei großen Hallenlängen werden hierfür Leichtkrane von etwa 5 t Tragkraft eingebaut, die auf besonderen Laufbahnen unter, vereinzelt auch über den Hauptkranbahnen laufen. Zur Aufbewahrung von Fahrzeugteilen, die längere Zeit entbehrlich sind, hat Trier, St. Wendel u.s.w. zwischen den Gleisen gut abdeckbare Ablegegruben von 4 m Länge, 1∙5 m Breite und 1∙2 m Tiefe nach amerikanischem Vorbilde (Jakson).
Die folgende Zusammenstellung nebst Abb. 208 geben die Hauptmaße einiger Längsgleisrichthallen wieder.
Die innere Einrichtung entspricht im übrigen den Quergleishallen unter Wegfall der Schiebebühne.
Die Dachausbildung ist im Gegensatz zu den meisten Quergleisanlagen einheitlich (vgl. die Abbildungen auf Taf. XVIII). Die regelmäßig abgestuften Dächer verhindern die störenden Wasser- und Schneeansammlungen an den tiefsten Dachstellen und vermindern daher die Unterhaltungskosten.
2. Tenderwerkstatt. Die Tender werden vielfach in den Lokomotiv- oder Wagenrichthallen ausgebessert. Erfolgt die Ausbesserung in besonderen Richthallen, so werden dort zumeist auch die Drehgestelle ausgebessert und die Achsen abgedreht. Ein Tender benötigt eine Standlänge von 7 bis 8 m. Die Zahl der Ausbesserungsstände beträgt, wie erwähnt, bei den preußischen Bahnen 6% des Bestandes an Tendern. Für einen Drehgestellarbeitsplatz sind rd. 20 m2 nötig.
Vereinzelt werden Tenderwerkstatt und Kesselschmieden vereinigt. Der Lärm der Kesselschmiede erschwert aber die Arbeit an den [334] Tendern unnötig. Diese Vereinigung empfiehlt sich deshalb nicht.
3. Kesselschmiede. Mit der zunehmenden Beanspruchung der Lokomotiven ist die Abnutzung der Kessel so gestiegen, daß die bisherige Bemessung der Ständezahl unzureichend ist. Deshalb bleibt auch nach Ersatz der eisernen Feuerbüchsen durch kupferne eine größere Ständezahl als früher nötig, solange es nicht gelingt, die Kesselsteinbildner erfolgreicher zu bekämpfen. Die von Stehbolzen durchzogenen und schwer zugänglichen, der unmittelbaren Einwirkung des Feuers ausgesetzten flachen Feuerkistenwände begünstigen die Kesselsteinablagerung außerordentlich. Deshalb werden die Feuerkistenschäden mit der zunehmenden Beanspruchung und Dampfspannung trotz Vorwärmeranlagen, Schlammabschneidern und Kesselwasserreinigung immer noch die häufigste Störungsquelle bilden.
Die Festigkeit des Feuerbüchsenkupfers leidet mit steigendem Dampfdruck allein durch die Temperaturerhöhung erheblich. Bei dem früher üblichen Dampfdruck von 10 Atm., dem eine Wassertemperatur von 180° entspricht, hat das Kupfer eine Festigkeit von 20 kg, bei dem erstrebenswerten Druck von 15 Atm., der mit einer Temperatur von 199° zusammenfällt, nur noch eine Festigkeit von 18∙5 kg f.d. mm2. In Wirklichkeit ist der Festigkeitsverlust viel höher, weil die wasserseitigen Flächen der Feuerbüchsen, von wenigen Ausnahmen abgesehen, mit einer mehr oder weniger starken Kesselsteinschicht belegt sind. Hierdurch wird die Wärmedurchleitung verschlechtert und die abkühlende Wirkung des Kesselwassers so beeinträchtigt daß die Kupferwände unzulässig hoch erwärmt werden. (Posewitz, Die Schäden des Lokomotivkessels.)
Aber auch die bisherige Übung, die Lokomotivmaschinen monatelang des Kessels wegen ungenutzt stehen zu lassen und den Unbilden der Witterung preiszugeben, kann bei den heutigen Lokomotivkosten nicht mehr vertreten werden. Ein sorgfältig durchgeführter Kesselaustauschbau ist unentbehrlich. Bisher schon wurden Ersatzkessel verwendet. Die Neigung hierzu ist aber in den W. so gering, daß der in Deutschland übliche Beschaffungssatz von einem Kessel für 50 Lokomotiven ausreichend erschien. Man ließ eine Lokomotive lieber 3 bis 4 Monate auf den eigenen Kessel warten, als daß man den Ersatzkessel einbaute. Erst die Kriegsverhältnisse zwangen zur besseren Ausnutzung. Die Abneigung war nicht ganz unbegründet, weil die Übereinstimmung der Ersatzkessel mit den Stammkesseln so schlecht war, daß stets zeitraubende und unerwünschte Änderungen an Rahmen, Rohrleitungen, Bekleidung, Befestigungs- und Verbindungsstücken erforderlich wurden.
Wenn diese Mängel vermieden werden, bietet auch der Kesselaustausch keine Schwierigkeiten. Die Zahl der Ersatzkessel muß so erhöht werden, daß jede zur Untersuchung zugeführte Lokomotive sofort einen ausgebesserten Kessel erhalten und die W. nach etwa 6 Wochen verlassen kann. Da jährlich 1/3 aller Lokomotiven untersuchungspflichtig ist, sind dann bei einer Kesselwiederherstellungsfrist von durchschnittlich 3 Monaten für 100 Lokomotiven 8 Ersatzkessel nötig.
Die Zahl der Kesselstände müßte also 8% betragen. Kleinere Kesselarbeiten können auf den Lokomotivarbeitsplätzen ausgeführt werden.[335]
Bei einem Abstand von 5 m von Mitte bis Mitte Kessel und einer Länge von 15 m für den Kessel und die Arbeitsplätze auf den beiden Stirnseiten erfordert ein Kesselstand 75 m2. Hierzu kommen rd. 50% für die Werkzeugmaschinen, das Anzeichnen und Zusammenbauen der Feuerkisten und das Bearbeiten sonstiger Einzelteile. Im allgemeinen werden zweischiffige Hallen gewählt, deren eine zum Bearbeiten der Einzelteile und zur Aufstellung der Werkzeugmaschinen dient. Die Kesselhalle selbst muß eine Breite von 16 m erhalten, falls sie nach der Quergleisform aufgestellt werden. Die lichte Höhe der Hallen beträgt etwa 10 m. Jedenfalls müssen die Krane so hoch liegen, daß die Kessel bequem übereinander weggehoben werden können. Arbeitsgruben mit Entwässerung sind nur für die Wasserdruckproben erforderlich. Die Kümpelei die Polter- und Glühfeuer sind durch eine Wand abzutrennen, wenn angängig, ist die Kranfahrbahn in diesen Raum hineinzuführen. Der guten Lüftung wegen ist die für die Kesselschmiede selbst nötige Bauhöhe auch in der Kümpelei durchzuführen. Es ist im übrigen zu hoffen, daß diese umständliche Bearbeitungsweise des Biegens, Streckens und Stauchens, die durch vielmaliges Erwärmen dem Material schadet und für Eisen große Gefahren, wie Hämmern in der Blauwärme birgt, durch das »Richtpreßverfahren« ersetzt wird (vgl. Kruppsche Monatshefte Nov. 1921). Die Richtpreßwerkzeuge sind so entworfen, daß das sich stauchende Material dahin fließt, wo es ohne Nachteil bleiben kann, während das sich streckende Material an der Stelle zum Anbiegen kommt, an der es gewünscht wird. Das Material wird nicht »gequält«. Die vorgeschriebenen Außenmaße der Preßstücke werden eingehalten.
Die Kesselschmieden wurden früher wie die Richthallen durch Schiebebühnen bedient. Neuere Kesselschmieden sind ausschließlich mit Laufkranen ausgerüstet, die das ganze Arbeitsfeld bestreichen, ferner mit einem oder mehreren Leichtkranen für leichtere Teile und tragbare Werkzeugmaschinen. Daneben sind handbediente Auslegerkrane für die Nietmaschinen zu empfehlen, die während der Arbeit geringe und genaue Verschiebungen erfordern und deshalb keinen Kraftantrieb erhalten. Unter den maschinellen Einrichtungen sind hervorzuheben: Eine Preßwassernietanlage mit hohem Schließdruck, die trotz hoher Beschaffungskosten wegen der langen Niete der Feuertürloch- und Bodenringe nicht zu entbehren ist, ferner tragbare Preßluft- oder Preßwasser-Nietmaschinen mit elektrischem Antrieb, Auslegerbohrmaschinen, deren Ausladung und Spindelhöhe so bemessen sein sollen, daß sie auch für die Bohrarbeiten an den Kesseln selbst benutzt werden können. An neuzeitlichen Bohrmaschinen dieser Art läßt sich die Ausladung zwischen 800 und 3000 mm und die Spindelhöhe über der Grundplatte zwischen 100 und 3000 mm verstellen. Für 10–15 Kesselstände ist eine derartige Bohrmaschine zweckmäßig. Neben mehreren Schmirgelschleifsteinen sind versetzbare Wagerechtbohrmaschinen, kleinere Handbohrmaschinen und Nietfeuer sowie Rollböcke zum Lagern der Kessel erforderlich. An den Wänden oder Kranstützen sind wie in den Richthallen Werkbänke, Anschlüsse für Licht und Kraftstrom, Preßluft und Azetylen mit den zugehörigen Werkzeugen anzuordnen (vgl. auch: Neue Arbeitsverfahren in Kesselschmieden, Heft 12 der Ztschr. Das Eisenbahnwerk, 1922).
Der Raum für die Werkzeugmaschinen ist des Staubes und Lärmes wegen von der Kesselschmiede abzutrennen. Bei großen Kesselschmieden oder größerer Entfernung von der Hauptdreherei sind alle zur Bewältigung der laufenden Arbeiten nötigen Werkzeugmaschinen vorzusehen. Neben den schon erwähnten Maschinen sind für eine Kesselschmiede von etwa 15 Ständen nötig: Eine Stehbolzen-, eine Deckenankerdrehbank, 2 Schnelldrehbänke, eine Plandrehbank zum Abdrehen der vorderen Rohrwände, eine Kanten-Hobel- und Fräsmaschine zum Bearbeiten der Bodenringe, eine Blechbiegemaschine, mehrere Bohrmaschinen, eine vereinigte Schere und Stanze und eine mehrspindelige Bohrmaschine für Rohrwände und kleinere Hilfsmaschinen.
Die nachstehenden Abb. 209 und 210 geben die Kesselschmieden der W. Nied und Sebaldsbrück wieder.
4. Heizrohrwerkstätte. Sie wird zweckmäßig in die Nähe der Kesselschmiede gelegt oder mit ihr vereinigt. Ihr Raumbedarf für eine W. von 70 Lokomotiv- und 20 Kesselständen beträgt etwa 15 × 40 m, bei 6–7 m Höhe. Die Werkzeugmaschinen sind so aufzustellen, daß die Rohre an einer Seite der W. eingebracht und von Maschine zu Maschine laufend an der anderen Seite ausgebracht werden. Um die Rohre beim Bearbeiten nicht schwenken zu müssen, sind die hierfür bestimmten Maschinen zu jeder Seite, also doppelt aufzustellen. Die Rohre sind von Kesselstein zu befreien, anzuschuhen, auf Länge zu schneiden, an den Enden aufzuweiten und einzuziehen, alsdann zu prüfen. Ersteres erfolgt jetzt vorwiegend in zylindrischen, durchlochten Trommeln, die sich in einer halb mit Wasser gefüllten Grube drehen,[336] durch das Gegeneinanderschlagen und Reiben der Rohre selbst. Dieses »Naßreinigen« ist weniger geräuschvoll als das »Trockenreinigen« in Trommeln von quadratischem Querschnitt. Bei beiden Verfahren reinigen sich die Rohre auch im Innern von Flugasche. Auf Reinigungsmaschinen älterer Bauart wird der Kesselstein durch gezahnte Rollen unter erheblicher Staubbildung abgebröckelt. Die neuen Siederohrenden werden mit mechanischen oder elektrischen Schweißmaschinen oder aber durch Azetylen-Sauerstoffschweißen angeschweißt. Die elektrische Stumpfschweißung wird neuerdings auch für Rauchrohre erfolgreich angewendet. Sie ist wirtschaftlicher als die übrigen Schweißverfahren, falls Wechsel- oder Drehstrom zur Verfügung steht (Organ 1921, S. 44). Bei Gleichstrom werden die Anlage- und Stromkosten durch den Umformer erhöht. An weiteren Maschinen sind nötig: Maschinen zum Abstechen, zum Einengen und Aufweiten der Rohrenden, Ausglühfeuer und eine Prüfmaschine (Presse), beim mechanischen Schweißverfahren treten Schweißfeuer und Kegelfräs- und Schärfmaschinen hinzu. Um gute Dichtung in den Rohrwänden zu ermöglichen, werden die Rohrenden vor dem Einziehen durch umlaufende Stahldrahtbürsten oder durch Abschleifen sorgfältig entzundert und gereinigt.
5. Schweißanlagen. Mit der Kesselschmiede sind zu verbinden die Schweißanlagen für Kessel- und sonstige Schweißungen. Es kommen in Frage das Schweißen im elektrischen Lichtbogen und die Azetylen-Sauerstoffschweißung (vgl. Autogenschweißung von kupfernen Lokomotivfeuerbüchsen, Ztschr. dt. Ing. 1921, S. 945). Wo das Erwärmen der Schweißstelle auf das Äußerste begrenzt werden muß, z.B. beim Einschweißen von Siede- und Rauchrohren in eiserne Feuerbüchsenwände, wird das elektrische Schweißen bevorzugt. Die Schweißmaschine wird ortsfest oder fahrbar eingerichtet. Auch wertvolle Gußstücke, insbesondere Dampfzylinder werden mit Erfolg im elektrischen Lichtbogen geschweißt (Annalen 1917, S. 148).
Kesselreinigung. Der Kesselstein wird neuerdings durch ein selbsttätiges Preßluftsandstrahlgebläse beseitigt (Organ 1914, S.156), u. zw. im Langkessel selbsttätig durch eine Sandstrahldüse, deren Längs- und Drehbewegung durch ein vor dem Kessel stehendes elektromotorisches Getriebe bewirkt wird. An Stelle der Drehbewegung kann die Düse so pendeln, daß sie nur den mit Kesselstein bedeckten Teil der Wandung bestreicht. Der bei dem Reinigen entstehende Staub wird abgesaugt. Der Feuerkasten selbst wird gleichfalls mittels Sandstrahls, jedoch von Hand gereinigt. Diese Reinigungsart bildet einen bemerkenswerten Fortschritt gegenüber dem Ausklopfen von Hand oder mit Preßluft. Die Reinigungsanlage wird in einem besonderen Schuppen von etwa 15 m Länge, 6 m Breite und 7 bis 8 m Höhe untergebracht.
6. Kupferschmiede. Die Kupferschmiede muß nahe an der Lokomotivrichthalle liegen, da sie in enger Arbeitsgemeinschaft mit ihr[337] steht und die zu verarbeitenden, z.T. dünnen und langen Rohre schlecht zu befördern und wegen ihres hohen Wertes sorgfältig zu überwachen sind. Die Rohre und Rohrbündel werden entweder in einem besonderen Schuppen oder besser in der Kupferschmiede selbst in abschließbaren schmalen und hohen Gefachen, die wenig Raum beanspruchen, für jede Lokomotive gesondert aufbewahrt. Sie muß hell und gut lüftbar sein. Der Flächenbedarf f.d. Lokomotivstand beträgt in neueren W. etwa 3 m2. Die Höhe richtet sich nach dem Bau, in dem sie untergebracht ist, und beträgt durchschnittlich 7 m. Zur Ausstattung gehören: Werkbänke, ein Feuer zum Anwärmen von Rohren, ein Rundfeuer für das Löten, darüber eine leichte Laufkatze, ein Gerüst mit Treppe zum Füllen der zu biegenden Rohre mit Sand oder Harz, je eine Rohrbiegemaschine, Säge, Handschere, Flanschen-, Börtel- und Aufwalzmaschine, ferner Anschlüsse für Gas zum Löten und für Azetylen.
7. Stangenschlosserei, Kolben-, Schieber-, Pumpen-, Armatur- u.s.w. W. In engem Zusammenhange mit der Lokomotivrichthalle, oft mit der Dreherei verbunden, neuerdings häufig in besonderen mit leichten Laufkranen ausgestatteten Anbauten stehen die Stangenschlosserei, die W. für die Wiederherstellung der Kolben, Kolbenschieber und Flachschieber, der Steuerungs- und Armaturteile, der Vorwärmer, Luft- und Vorwärmerpumpen. In einer W. von 70 Ausbesserungsständen erfordern diese Anlagen eine Grundfläche von etwa 1000 m2, also 15 m2 f.d. Stand. Sie sind auszurüsten mit Werkbänken, Drehbänken, Fräs-, Hobel- und Bohrmaschinen, kleinen Kreissägen, handbetriebenen Wasserpressen, einem Prüfstand für Kesselspeise- und Luftpumpen mit Dampfanschluß an die Hauptleitung oder besonderem Dampfkessel und einem Bremsprüfstand. Die Stangenschlosserei erhält ferner eine Lagerausgießeinrichtung, um Beförderung zur Gießerei zu vermeiden, eine Innenschleifmaschine für die Stangenköpfe und eine Mehrfach-Stangenlagerausbohrmaschine, auf der die zusammengebauten Kuppelstangen gleichzeitig gebohrt werden können (Annalen 1919, S. 79).
Sonderwerkstätten dieser Art erhöhen Übersicht, Arbeitsgüte und verringern die Förderwege. Die Werkzeugmaschinen werden in der Dreherei gespart, stellen also keine Vermehrung dar, der Antrieb, einzeln oder in kleinen Gruppen, macht bei elektrischer Kraftübertragung keine Schwierigkeit, ja die elektrische Kraftübertragung hat diese früher an die Hauptwellenleitungen gefesselten Anlagen geradezu freigemacht.
8. Blechbearbeitung. In Verbindung mit diesen Nebenbetrieben, gleichfalls mit einem Kran ausgestattet, ist eine Anlage zum Wiederherstellen der Aschkasten, der Rauchkammer und Bekleidungsbleche von etwa 100 m2 bei 70 Lokomotivständen (1∙5 m2 f.d. Stand) zu empfehlen, da diese Teile in den Richthallen schon aus Platzmangel nicht mit der nötigen Sorgfalt ausgebessert werden können und die Vereinigung mit der Tenderwerkstatt oder Kesselschmiede größere Transporte verursacht. Zur Ausstattung gehören nur einige Werkbänke, ortsfeste und tragbare Bohrmaschinen sowie Anschlüsse für elektrischen Strom, Preßluft und Azetylen. Blechabschnitte und altbrauchbare Teile können in einer derartigen W. mehr beachtet und besser wieder verwendet werden, so daß sich die Anlagekosten lohnen. Der Laufkran soll die ausgebesserten Aschkasten unmittelbar auf einen angrenzenden Lagerplatz bringen.
9. Wägevorrichtungen für Lokomotiven. Die schon erwähnte Wägevorrichtung wird ihrer Empfindlichkeit wegen zweckmäßig in einem besonderen Räume, der auch für kalte Lokomotiven leicht erreichbar sein soll, untergebracht. Die neueren Einrichtungen bestehen aus einzelnen fahrbaren Wagen, die in einem Wiegekanal untergebracht sind. Für jedes Rad der Lokomotive ist eine Wage erforderlich (vgl. Stockert, Handbuch des Eisenbahnmaschinenwesens III, S. 79 und Ztschr. dt. Ing. 1922, S. 118).
B. Wagenwerkstätten.
Auch den Wagenwerkstätten ist in den beiden letzten Jahrzehnten eine größere Bedeutung zuerkannt und demgemäß ihre Ausstattung verbessert worden. Die Zahl der schweren vier- und sechsachsigen Personenwagen, die mit den besten Beleuchtungs-, Heizungs- und Bremseinrichtungen allen Ansprüchen der Reisenden auch bei schnellster Fahrt gerecht werden sollen und sehr sorgfältiger Unterhaltung bedürfen, ist gestiegen. Selbst die Bauart der Güterwagen ist verwickelter. Sie werden noch höhere Anforderungen an die Unterhaltung stellen, wenn eine durchgehende Güterzugbremse allgemein eingeführt sein wird.
Es ist nicht wirtschaftlich, in Gegenden mit ungünstigen klimatischen Verhältnissen Güterwagen im Freien auszubessern, weil die häufigen Arbeitsunterbrechungen infolge schlechter Witterung, oft gerade zu Zeiten größten Wagenbedarfs, ferner die mangelhafte künstliche Beleuchtung die Arbeiten allzusehr verzögern, und so den Wagenumlauf beeinträchtigen. Auch die offenen, nur mit einem Schutzdach ausgestatteten Hallen[338] haben sich nicht bewährt. Diese der Zugluft ausgesetzten, also gesundheitswidrigen Arbeitsstätten sind in Deutschland auf berechtigtes Drängen der Arbeiter nach und nach mit Seitenwänden, festem Fußboden und schließlich mit Heizung versehen worden.
Nach diesen Erfahrungen sollte an bebauten Arbeitsplätzen für Wagen nicht gespart werden. Es ist deshalb nötig, höhere Werte beim Bestimmen der Hallengrößen zu wählen.
So sollte die Zahl der bedeckten Stände für Personenwagen auf 10%, für Güterwagen auf mindestens 5% bemessen werden.
1. Richthallen.
a) Quergleiswerkstätten. Die Längenabmessungen für einen Wagenstand ergeben sich bei zwei- und dreiachsigen Personenwagen im Durchschnitt zu 13∙5 m, bei Gepäck- und gedeckten Güterwagen zu 9∙5, bei offenen Güterwagen zu 8∙5 m. Unter Berücksichtigung des zur Arbeit notwendigen Abstandes der Fahrzeuge betragen die mittleren Standlängen für einen Personenwagen 15 m, für einen Güterwagen 10 m. Es ist üblich, 2–3 Personenwagen und 3–4 Güterwagen hintereinander aufzustellen. Die Durchschnittslänge der Drehgestellwagen ist zu 20 m, die Standlänge zu 22 m anzunehmen. Es werden höchstens 2 Wagen hintereinander aufgestellt. Alle Arbeitsstände für Personenwagen und die Hälfte der Güterwagenstände werden mit Arbeitsgruben versehen. Die Mittenentfernung der Stände beträgt für Personenwagen 6 m, für Güterwagen 5∙5 m. Die Höhe bis Dachunterkante ergibt sich daraus, daß die Achsen und Drehgestelle unter den Querträgern der Hebeböcke hinweggerollt werden müssen und die Arbeiter auf den Wagendächern stehen und arbeiten können.
b) Längsgleiswerkstätten. Die Anordnung ist ähnlich wie bei der Längsgleisanordnung für Lokomotivwerkstätten Tafel (vgl. X, Nebenwerkstatt St. Wendel, wo ein Kranfeld für Lokomotiven, das benachbarte für Wagen bestimmt ist).
Die Ausbesserung vier- oder sechsachsiger Personenwagen in Längsgleiswerkstätten, die z.B. in York seit langer Zeit üblich ist, verspricht besondere bauliche und betriebliche Vorteile. Nicht nur die Ersparnis des etwa 25 m breiten Feldes der Innenschiebebühne, sondern auch die große Beweglichkeit der Laufkrane beim Abheben der Wagenkasten, Beförderung der Drehgestelle, Achsen u.s.w. gewährleisten eine große Beschleunigung und Vereinfachung der Arbeit. Statt der ortsfesten Hebevorrichtungen, die sich geradezu als Hindernis dem fortschreitenden Arbeitsgange entgegenstellen, ergreifen die Laufkrane den Wagenkasten, heben ihn von den Drehgestellen, verbringen ihn auf den gerade freigewordenen Arbeitsplatz, tragen das fertige Drehgestell an den am anderen Hallenende[339] vorgesehenen Montageplatz und setzen den Wagenkasten darauf. Der Betrieb in der Nebenwerkstatt St. Wendel, in dem nur zwei- und dreiachsige Personenwagen und Güterwagen ausgebessert werden, ist ein treffender Beweis für die Richtigkeit dieser Angaben, ebenso wie die Schiebebühnenhallen in den W. Frankfurt a.M. und Sebaldsbrück den großen Raumverlust und die große Verlängerung aller Beförderungen klar vor Augen führen. In Sebaldsbrück und Schwetzingen werden Laufkrane zum Heben und die Schiebebühne zum Verbringen der Wagen verwendet. Bei geeigneter Bauform hätte hier auch bei Quergleisanordnung der Kran beide Aufgaben erfüllen können. Diese Form wird aber aus den schon für Lokomotivwerkstätten angegebenen Gründen für weniger zweckmäßig gehalten als die Längsgleisform. Die Verwendung von Außenschiebebühnen wie in Saarbrücken-Burbach kommt nur für wenige Arbeitsstände dieser Art in Frage und mildert die baulichen, nicht aber die betrieblichen Nachteile.
Die Tragkraft der beiden Krane beträgt für vier- und sechsachsige Personenwagen je 25 t, bei Güterwagen genügen je 15 t, da zur ausnahmsweisen Bearbeitung beladener Heißläufer eine Achssenke vorzusehen ist. Entsprechend diesen geringeren Lasten fällt auch die Kranfahrbahn leichter aus als in Lokomotivwerkstätten. Im übrigen werden zum Heben der Güterwagen Winden und Hebeböcke, der Personenwagen Hebeböcke mit Unterzügen verwendet. Für Drehgestellwagen sind Hebeböcke mit Tragpratzen oder ortsfeste Hebewerke mit elektrischem, früher auch Preßwasserantrieb im Gebrauch. Des Interesses wegen sei auch noch erwähnt, daß in der W. Nürnberg elektrisch betriebene Laufkatzen zum Heben der Güterwagen verwendet werden. Die Behandlung der Drehgestelle geht aus vorstehender Abb. 211 hervor.
Bezüglich der Ausrüstung weichen Wagen- und Lokomotivrichthallen nur wenig voneinander ab. Es treten hinzu Entzunderungs- und Entrostungseinrichtungen für die Bekleidungsbleche, Anlagen zum Prüfen der selbsttätigen Bremsen, der Heizungs- und Beleuchtungseinrichtungen, eine Wagenwäscherei und mechanische Entstaubungsanlage.
Nachstehend sind einige Hauptabmessungen neuerer Wagenrichthallen wiedergegeben (s. auch Abb. 212).
[340] 2. Holzbearbeitungswerkstatt. Diese feuergefährlichen Räume wurden früher als besondere Bauten aufgeführt. Bei neueren W. sind sie nur durch feuerfeste Wände und Türen von der Richthalle abgeteilt. Die W. zerfällt in die Maschinen-, Fein- und Modelltischlerei und Poliererei, die voneinander der Staubentwicklung wegen abgeschlossen werden.
Die Holzbearbeitungsmaschinen erhalten vorwiegend elektrischen Einzelantrieb, so daß ihre Aufstellung dem Arbeitsplane besonders gut angepaßt werden kann. Je nach der Größe der Anlage sind vorzusehen: Abrichtmaschinen, Vierfachhobelmaschinen, Band- und Kreissägen, Fräs-, Zapfenschneide-, Holzstemm- und Bohrmaschinen, eine Holzdrehbank, eine Dampfkammer und Wärmeeinrichtungen zum Biegen und Furnieren der Hölzer, Wärmeplatten und Leimkocher, eine Holzpoliermaschine, ferner an Hilfsmaschinen: Schärf- und Schleifmaschinen für Kreis-, Bandsägen, Hobelmesser u. dgl. Zwischen den Maschinen ist Platz zur Lagerung genügender Arbeitsvorräte erforderlich. Alle Holzbearbeitungsmaschinen sind an eine Späne- und Staubabsaugeanlage anzuschließen. Auch sind einige an die Saugleitungen angeschlossene Kehrlöcher vorzusehen.
In einem Anbau zum Holzschuppen wird eine Vierseitenhobelmaschine und eine Kreissäge untergebracht, um die Hölzer möglichst genau vorzuschneiden. Um die Holzvorräte klein zu halten und das Holz möglichst gut zu trocknen, sind Holztrockenanlagen nötig.
Die Modellschreinerei wird möglichst mit der Feintischlerei verbunden. Die Modelle selbst sind in der Nähe der Gießerei feuersicher zu lagern.
Wesentlichen Einfluß auf die Ausgestaltung der Holzbearbeitungswerkstatt wird der fortschreitende Bau eiserner Wagen, insbesondere eiserner Personenwagen, ausüben, der in Amerika schon seit 1904 allgemein üblich ist. Veranlassung hierzu ist in Deutschland die schwierige Beschaffung der für den Bau hölzerner D-Zugwagen erforderlichen Pitchpinestämme, deren Festigkeit und Haltbarkeit keine andere Holzart aufweist. Deshalb wurden schon 1908 auch in Deutschland versuchsweise eiserne Personenwagen gebaut. Nach den bisherigen Erfahrungen werden sich die eisernen Wagen auch in der Unterhaltung und Wiederherstellung, selbst bei erheblichen Beschädigungen, nicht ungünstiger stellen als die hölzernen. Die Holzbearbeitung wird ersetzt werden durch Entrostungs-, Schneid-, Schweiß- und Nieteinrichtungen. Es ist zu erwarten, daß die wichtigsten Teile einheitlich gestaltet werden, um wirtschaftliche Reihenherstellung und Arbeiten auf Vorrat zu ermöglichen und daß vor allem auf die leichte Wiederherstellung größte Rücksicht genommen wird (Ztschr. dt. Ing. 1921, Nr. 11 ff.). Auch der Bau von Eisenbetonwagen ist hier zu erwähnen, die für einige Sonderzwecke, z.B. für Säuresendungen, für die Beförderung feuergefährlicher Güter, Vorteile bieten können. Es ist anzunehmen, daß die Untergestelle derartiger Wagen dem Rosten weniger ausgesetzt, also weniger Ausbesserung erfordern werden. Die Beseitigung von Beschädigungen der Eisenbetonkonstruktion selbst würde durch Herausbrechen der beschädigten Teile und Wiedereinbetonieren der nachgerichteten und nötigenfalls ersetzten Bewehrungseisen geschehen. Preßluftmeißel und Preßluftbetonierung würden die Haupthilfsmittel bilden (Der Waggon- und Lokomotivbau 1921, H. 3 ff.).
3.Sattlerei, Polsterei, Tapeziererei und Glaserei. Auch diese W. werden in neueren Anlagen in abgetrennten Räumen der Richthallen selbst untergebracht, sie sollen geräumig und hell sein. Für die Roßhaarreinigung ist ein Raum abzutrennen. Für größere Deckenausbesserungs- und Deckentrocknungsanlagen werden besondere Gebäude errichtet.
4. Lackiererei. Die Lackiererei soll etwa 1/40 der zugewiesenen Personenwagen und 1/300 der Güterwagen aufnehmen, der Gleisabstand beträgt 5∙5–6 m, jedes zweite Gleis erhält eine Arbeitsgrube, die zum besseren Trocknen der Anstriche besondere Heizleitungen erhält. Die besonders abgetrennte Feinlackiererei, etwa 15% der Lackierstände, erhält eine Zusatzheizung. Um die Wärmeverluste einzuschränken, werden die Oberlichter dieser Halle durch eine in der Dachneigung selbst durchgeführte Verglasung nach Art der Doppelfenster ausgebildet. Auf feuersichere Abtrennung ist besonderer Wert zu legen.
Die Anlage von Firnisküchen ist entbehrlich, da die Farben streichfertig beziehbar sind und ihre Massenherstellung in Farbenfabriken wirtschaftlicher ist als Einzelfertigung in den W.
C. Schmiede.
Auf etwa 30 Arbeiter der vor dem Kriege üblichen Besetzung einer W. ist ein Schmiedefeuer nötig, das mit Zubehör 40–60 m2 Fläche erfordert. Die Feuer werden gewöhnlich als Doppelfeuer an den Längswänden mit 10 m Abstand aufgestellt, die Schmiedehämmer und Schmiedepressen in der Mitte. Dort werden auch Vierfach- und Rundfeuer untergebracht. Die Breite neuerer Schmieden beträgt 20 bis 25 m. Für die Federschmiede einschließlich eines Glühofens werden 200–300 m2 benötigt. Die Abmessungen der Schmiede werden von[341] der Aufstellung leistungsfähiger Schmiedepressen entscheidend beeinflußt. Für die Schweiß- und Einsatzöfen, Richtplatten, Scheren, Kalt- und Warmsägen sind weitere 50% des für Schmiedefeuer benötigten Raumes nötig. Zum Bedienen der Hämmer, Pressen und Glühöfen sind Lauf- oder Drehkrane vorzusehen.
Die Schmiede selbst soll ebenso hell gehalten werden wie alle übrigen Werkstättenräume, in denen gute und genaue Arbeit sowie Sauberkeit verlangt wird. Die Höhe bis zur Dachunterkante soll 7–8 m betragen, um auch Bedienungskrane aufzunehmen. Auf dem Dache selbst sind wirksame Lüfter vorzusehen, da selbst bei guter Rauchabsaugung Dünste nicht ganz zu vermeiden sind. Aus wärmewirtschaftlichen Gründen sollten die Schmiedefeuer durch Schmiedeöfen ersetzt werden, ein Ofen für 6–8 Feuer. Die Abwärme dieser Öfen wird zum Betriebe von Dampfkesseln für die Hämmer und die Abkocherei verwendet. Die Abwärme der Schmiedefeuer ist schwerer nutzbar zu machen. In Nied ist durch Verwendung eines Schmiedeofens die Zahl der Feuer bei 70 Lokomotivständen auf 4 Doppelfeuer beschränkt worden.
In neueren Schmieden wird der Rauch vielfach durch elektrisch betriebene Sauger und ober- oder unterirdisch verlegte Leitungen abgesaugt und in gemauerte oder Blechschornsteine geleitet. Den Wind für die Feuer liefert ein elektrisch betriebenes Hochdruckgebläse. Für die Wind- und Saugleitungen werden gußeiserne oder verzinkte Blechrohre, auch gemauerte Kanäle gewählt. Zweckmäßig gebaute verstellbare Rauchhauben erleichtern die Rauchabsaugung sehr. Künstliche Absaugeanlagen sind nicht so betriebssicher wie ein Schornstein. Dienen sie als Zusatzanlagen zum Schornstein, so haben sie nur den an den Rauchhaubenrändern ausweichenden Rauch in düsenartig ausgebildete Doppelhauben hineinzusaugen. Der Kraftbedarf ist dann auch geringer, die Betriebssicherheit nicht beeinträchtigt.
Der Abdampf der Schmiedehämmer und Pressen wird zum Bereiten warmen Wassers für die Arbeiter, für die Abkocherei und auch zur Heizung verwendet. Wie Versuche in Stargard gezeigt haben (Organ 1922, S. 8), darf die Spannung des Abdampfes hierbei nicht über 0∙6 Atm. gesteigert werden, da die Dampfhämmer bei höherer Spannung nicht einwandfrei arbeiten.
Für leichtere Arbeiten werden elektrisch betriebene Luftdruckhämmer verwendet. Sie arbeiten noch bei 750 kg Bärgewicht betriebssicher. Neben dampfhydraulischen Schmiedepressen, deren wärmewirtschaftliche Bedeutung besonders zu betonen ist, sind auch Schmiedemaschinen zu erwähnen, die sich besonders zur Herstellung kleiner Massenteile (Bolzen, Hebel, Bremsgestänge, Beschlagteile u.s.w.) eignen.
Der übliche Dampfdruck von 9 Atm. sollte auf die in den übrigen Anlagen der W. übliche Spannung von 12 Atm. gesteigert werden. Der Dampf ist der Wärmeersparnis wegen zu überhitzen. Abgesehen davon, daß für Dampf von 9 Atm. 665 Wärmeeinheiten und für Dampf von 12 Atm. nur 668 Wärmeeinheiten nötig sind, werden die Kolbenflächen und somit die Dampfmengen bei gleicher Krafterzeugung in den Pressen und Hämmern kleiner. Neuzeitliche Hochdruckhämmer mit Expansionsventilsteuerung arbeiten wesentlich wirtschaftlicher als alte Niederdruckhämmer mit Flachschiebern. Frisch- und Abdampfleitungen sind gut zu isolieren (vgl. auch Organ, XIV. Erg.-Bd. 1912, S. 192).
Federschmiede. Sie wird mit der Hauptschmiede in der Regel vereinigt und erfordert etwa 150 m2 Grundfläche bei 70 Lokomotivständen und 1–2 Doppelfeuern, einen Federglühofen, eine Federprüfmaschine und eine Schere.
D. Dreherei, Räderdreherei und Werkzeugmacherei.
Die Größe der Dreherei hängt ab von der Leistungsfähigkeit der Werkzeugmaschinen. Es ist deshalb nötig, die Zahl der Maschinen jeweils – unter Berücksichtigung der Fortschritte des Werkzeugmaschinenbaues – festzusetzen. So kann man z.B. auf einer Räderdrehbank älterer Art in 8 Stunden 1–2 Lokomotivachsen von 1400 mm Durchmesser abdrehen, auf einer neuzeitlichen Bank 5–6 dieser Achsen. Die Leistung neuer Radreifenausbohrbänke ist noch stärker gestiegen. Der Raumbedarf der Drehereien könnte daher durch Beschaffung neuer Maschinen eingeschränkt und für neue Anlagen geringer bemessen werden, wenn nicht die bessere Ausstattung und stärkere Beanspruchung der Fahrzeuge, besonders der Heißdampflokomotiven, eine erhebliche Mehrarbeit und auch sorgfältigere Arbeit erfordern würden. Die älteren Berechnungen des Raumbedarfs und der Werkzeugmaschinenzahl haben deshalb nur geschichtliches Interesse. Die Abmessungen mehrerer Drehereien gehen aus den Grundrissen, Tafel VII–X, hervor. Die Dreherei soll des Staubes und Lärmes wegen von der Richthalle durch eine Wand abgetrennt werden. Gute Beleuchtung und Beheizung der Dreherei ist besonders wichtig. Zum Bedienen der Maschinen sind schnellaufende Krane von etwa 5 t Tragkraft vorzusehen. Für häufiges Auf- und Abheben[342] schwerer Arbeitsstücke erhalten einzelne Maschinen noch hand- oder kraftbediente Hebeeinrichtungen (kleine Schwenkkrane, die an der Maschine befestigt werden, durch Preßluft u.s.w. getriebene versenkbare Tische). Die Großdreherei durchzieht meist ein Gleis, auf dem auch die Achsen zugeführt werden. Zu beiden Seiten des Gleises werden die schweren Werkzeugmaschinen aufgestellt. Im übrigen werden die Maschinen dem Arbeitsgange entsprechend angeordnet, da der elektrische Antrieb völlige Freiheit in der Aufstellung zuläßt. Zwischen die Maschinen stellt man Ablegetische mit verschließbaren Fächern. Elektrischer Einzelantrieb erhöht die Übersicht und Leistung und ermöglicht schnelles und bequemes Bedienen der Maschinen. Nur kleinere Maschinen sollten an die Wellenleitungen angeschlossen werden, die in neueren Anlagen 250 Umdrehungen in 1 Min. machen. Der Antrieb der Wellen wird möglichst unterteilt, um Störungen auf wenige Werkzeugmaschinen zu beschränken, u. zw. so, daß die einzelnen Antriebsmotoren zur Ersparnis von Reservemotoren gleich groß gewählt werden können. Auch die Kühlwasserversorgung der Werkzeugmaschinen erfolgt gruppenweise; kleine Kreiselpumpen fördern das Wasser aus unterirdischen Sammelbehältern in erhöht angebrachte Behälter. Die Leitungen zu und von den Werkzeugmaschinen müssen sich leicht reinigen lassen. Auf wirtschaftlich arbeitende Wellenlager ist zu achten. Zum schnellen Anhalten der Wellen bei einem Unfälle dienen elektrische Ausrück- und Bremsvorrichtungen, die möglichst schnell erreichbar sein müssen.
Die für große und mittelgroße W. erforderlichen Maschinen sind am Schlüsse dieses Abschnittes (D) zusammengestellt. In großen W. werden besondere Drehereien für Wagen- und Lokomotivwerkstätten zur Verringerung der Beförderungsweiten gewählt. Aus diesem Grunde sollten auch den Weißgußbearbeitungsmaschinen ein Weißgußofen und den Spezialwerkstätten die notwendigen und ausnutzbaren Maschinen beigegeben werden.
Zur Annahme der auszubessernden und Ausgabe der ausgebesserten Teile ist eine Übergabestelle mit Vorreiß- und Prüfraum nötig. Hierdurch werden die Gänge der Montagearbeiter zur Dreherei unnötig. Die Güte der Arbeit wird gefördert, weil in der Übergabestelle eine bessere Prüfung der Teile nach Zeichnungen und Lehren erfolgen kann. Das Vorreißen der Teile erfolgt durch besonders tüchtige Handwerker mit Hilfe von Richtplatten, Meßeinrichtungen, Zeichnungen u.s.w.
Räderdreherei. Seit Einführung der geräuschlos arbeitenden Sprengringeinwalzmaschinen an Stelle der Hämmer (Verkehrstechn. W. 1914, S. 669) wird die Räderdreherei mit der Großdreherei vereinigt, um den Betrieb zu vereinfachen und zu beschleunigen. Zur Räderdreherei gehören eine Sprengringeinwalzmaschine und Biegemaschine, ein oder 2 Gasfeuer zum Anwärmen der Reifen beim Ab- und Aufziehen und eine hydraulische Räderpresse. Für das Gasfeuer wird Leucht- oder Generatorgas verwendet. In Nied werden die Radreifen elektrisch erwärmt. Im Reifen, der die in sich kurzgeschlossene zweite Wickelung eines zweischenkligen Transformators bildet, wird Strom durch Induktion erzeugt. Der andere Schenkel trägt die Wickelung, deren Windungszahl in verschiedenen Abstufungen der Größe der aufzuziehenden Radreifen und der Erwärmungszeit entspricht (vgl. Organ 1916, S. 89). Die Anlage ist so in den Boden eingelassen, daß die Reifen in Fußbodenhöhe eingelegt werden können. Diese bemerkenswert einfache Anlage arbeitet bei billigen Strompreisen wirtschaftlich. Da die Reifen mit Hilfe dieser Einrichtung nicht von den Rädern abgezogen werden können, ist ein besonderes Gasfeuer oder eine Durchschneidvorrichtung (Kreissäge, Sauerstoffflamme) nötig.
Werkzeugmacherei und Werkzeugausgabe. Zur Unterhaltung der Werkzeuge dient die oft mit der Dreherei verbundene Werkzeugmacherei. Die Größe des Raumes richtet sich nach der Ausstattung. Es sind vorzusehen: eine Hinterdrehbank, Drehbänke, Fräs- und Bohrmaschinen, Spiralbohrerschleifmaschinen, Kaltsäge, ein Schmiedefeuer und ein Schmiedehammer von 50–75 kg Bärgewicht. Die Härteanlage mit einem kleinen Ofen zum Aufschweißen von Stählen wird der Dünste wegen abgetrennt, wenn zum Erwärmen der Öfen Gas verwendet wird. Bemerkenswert sind auch hier die Fortschritte des elektrischen Betriebs. So werden elektrische Salzbadhärteanlagen zum Härten von Werkzeugen und anderen Gegenständen aus Stahl und auch zur Einsatzhärtung (Oberflächenhärtung) von Maschinenteilen aus Eisen oder kohlenstoffarmem Stahl mit großem wirtschaftlichen Erfolge verwendet. Durch die elektrische Einsatzhärtung werden die eisernen Einsatzkästen mit Kohlungsmitteln erspart. Das allseitig von der Salzschmelze umspülte Einsatzgut wird vollkommen gleichmäßig und schneller erwärmt als bei anderen Einrichtungen; die zu zementierenden Stellen können schärfer abgegrenzt werden.
Eine in der Nähe der Werkzeugmacherei einzurichtende Werkzeugausgabe versorgt die Dreherei und angrenzende W.; mit ihr wird auch ein Handmagazin verbunden.[343]
Von den zahlreichen Maschinen einer neuzeitlichen W. sind einige wegen der besonders sinnreichen Ausnutzung des elektrischen Stromes hervorzuheben, die weitere umgestaltende Verbesserungen erhoffen läßt. So dient zum Schleifen der Achsschenkel und der Kurbelzapfen an Lokomotivachsen neuerdings eine Maschine (Organ 1921, S. 30), in der der Rotor eines eigenartig gebauten Drehstrommotors unmittelbar den ringartig ausgebildeten Schleifstein trägt, so daß also alle Übertragungszwischenglieder (Zahnräder, Riemen) fortfallen. Der Rotor ist zur Beseitigung des Schleifstaubes leicht auswechselbar. Für Gleichstrom kann die Einrichtung aus konstruktiven Gründen nicht gebaut werden.
Zum Einspannen schwer zu befestigender Eisenteile wie der Kolbenringe u.a. werden magnetische Platten verwendet, die jede mechanische Befestigung erübrigen. Die Magnetisierung erfolgt durch Spulen, die in die Platte eingelassen sind.
Als teilweiser Ersatz des Räderkastens der Drehbänke dient der Stufenmotor. Durch ihn kann die Hauptspindel einer Drehbank 20 und in Verbindung mit dem einzigen, dann noch nötigen Vorgelege 40 verschiedene Umlaufgeschwindigkeiten erhalten.
Auch auf die guten Erfahrungen, die mit der elektrischen Um- und Fernsteuerung bei Hobelmaschinen und Räderdrehbänken gemacht worden sind, sei hingewiesen. Schließlich ist die große Bedeutung der Schleifmaschinen für die genaue Bearbeitung von Kolben- und Schieberstangen, Bolzen, Büchsen, Gleitflächen u.s.w. hervorzuheben (vgl. auch Organ, XIV. Erg.-Bd. 1912, S. 203).
Zusammenstellung
der wesentlichen für eine Lokomotiv-Hauptwerkstatt mit 35 Lokomotiv- und 15 Kesselständen erforderlichen Werkzeugmaschinen.
A. Dreherei (Eisendreherei).
S = Spitzenhöhe, D = Drehlänge.
8 Drehbänke, S 250 mm, D 1000 mm; 2 Drehbänke, S 250 mm, D 2500 mm; 1 Drehbank, S 300 mm, D 2500 mm; 1 Drehbank, S 300 mm, D 4000 mm; 1 Drehbank, S 400 mm, D 3000 mm; 1 Drehbank, S 500 mm, D 2500 mm; 2 Drehbänke, S 275 mm, D 1000 mm, Bohrung 100 mm; 2 Revolverdrehbänke, Bohrung 60 mm; 2 Karusseldrehbänke, Scheibendurchmesser 1000 mm; 1 Stehbolzendrehbank.
Achsenbearbeitung.
3 Lokomotiv-Radsatzdrehbänke S 600–1100 mm, 1 Radreifenausbohrbank, 1 Achsschenkelschleifmaschine, 1 Kurbelzapfenschleifmaschine, 1 Sprengringeinwalzmaschine, 1 Radreifenwärmevorrichtung, 1 Räderpresse.
Fräserei.
2 Senkrechtfräsmaschinen, Ausladung 600 mm, 2 Wagerechtfräsmaschinen, 1 Langlochfräsmaschine, 1 Lagerausbohrmaschine, 1 Mutternfräsmaschine, 1 Stangenlagerbohr- und Fräsmaschine, 1 Wagerechtbohr- und Fräswerk.
Stoß- und Hobelmaschinen.
1 Zweiständerhobelmaschine, Hobellänge 3000 mm; 1 Zweiständerhobelmaschine, Hobellänge 1500 mm; 1 Wagerechtschnellhobler, Hub 500 mm; 1 Senkrechtstoßmaschine, Hub 300 mm.
1 Rundschleifmaschine, S 450 mm, Schleiflänge 3500, Schleifdurchmesser 500 mm; 1 Rundschleifmaschine, S 200 mm, Schleiflänge 2000 mm; 1 Flächenschleifmaschine, 1500 mm Flächenlänge; 1 Büchsen- und Schwingenschleifmaschine, 5 Werkzeugschleifmaschinen, 1 Wagerechtschleifmaschine mit magnetischer Aufspannung.
Rotgußdreherei.
2 Drehbänke, S 200 mm, D 750 mm; 4 Drehbänke, S 250 mm, D 1000 mm; 1 Drehbank, S 300 mm, D 1000 mm; 1 Doppelfräsmaschine für Muttern.
B. Kesselschmiede (15 Stände).
2 Stehbolzendrehbänke, 1 Deckenankerdrehbank, 1 Drehbank, S 250 mm, L 1000 mm; 2 Bohrmaschinen 12 mm Lochdurchmesser, 2 Bohrmaschinen 50 mm Lochdurchmesser, 1 Ständerbohrmaschine, 2 fahrbare Gewindeschneidmaschinen, 1 Blechbiegemaschine für 20 mm Blech, 1 Schere und Stanze, 1 Glühofen, 1 Sandstrahlgebläse, 1 fahrbare elektrische Schweißanlage, 2 tragbare Nietmaschinen.
1 Leitspindeldrehbank, S 300 mm, D 1000 mm; 1 Mechanikerdrehbank.
Für den Prüfraum: 1 stehender Dampfkessel, 5 bis 6 m2 Heizfläche, 1 Hauptluftbehälter, 1 Hilfsluftbehälter, 1 Bremsventilluftbehälter, 1 Tenderbremsapparat, 1 Treibradbremsapparat.
D. Blechbearbeitungswerkstatt.
1 Schere mit Stanze für Bleche bis 20 mm, 1 Bohrmaschine bis 20 mm Lochdurchmesser, 1 Kaltsäge; Richtplatten, Schmiede- und Nietfeuer, Blechscheren, tragbare Bohr- und Nietmaschinen.
E. Lokomotivrichthallen.
1 Zylinderbohrapparat, fahrbar mit elektrischem Antrieb, 1 Kolbenschieberbüchsenschleifmaschine mit elektrischem Antrieb, 1 Schieberflächenschleifvorrichtung, 4 Schmirgelschleifmaschinen, 2 Sandsteinschleifmaschinen, 2 Abgratschleifmaschinen, 2 Schmiedefeuer; Ambosse, Richtplatten, Blechscheren, Handpressen, tragbare Bohr- und Niet maschinen.
F. Schmiede.
1 Schmiedehammer, 1000 kg Fallgewicht, 1 Schmiedehammer, 600 kg Fallgewicht, 1 Schmiedehammer, 250 kg Fallgewicht, 1 Spindelpresse, 1 Warmsäge, Blatt 1000 mm Durchmesser, 1 Kombinationsschere, Blech 30, Rundeisen 50, Winkeleisen 100 × 20, 2 Stauch- und Biegemaschinen bis 13 mm, 1 Kaltsäge, 15 offene Feuer; Ambosse, Richtplatten.
G. Gießerei.
2 Schmelzöfen, 150 kg Einsatz, 2 Formmaschinen, 500 × 600 Plattengröße, 1 Abgratmaschine, 1 Schmirgelscheibe, 350 mm Durchmesser, 1 Gußputztrommel, 600 mm Durchmesser, 1000 mm lang, 1 Trockenofen, 1 Formsandmischmaschine, 1 Sandstrahlgebläse, 1 Säge.[344]
H. Federschmiede.
1 Federbiege- oder Rollmaschine, 1 Federglüh- und Härteofen, 1 Federprüfmaschine, 2 Schmiedefeuer; Ambosse, Richtplatten.
J. Werkzeugmacherei.
2 Drehbänke, 1 Hinterdrehbank, 1 Fräsmaschine, 1 Bohrmaschine, 1 Salzbadhärteofen, 1 Muffelofen, 1 Gasanwärmofen, 2 Spiralbohrerschleifmaschinen, 1 Fräserschleifmaschine, 1 Schleifstein, 1 Schmirgelstein, 1 Bogensäge.
K. Heizrohrwerkstatt.
1 Siede- und Rauchrohrabschneidmaschine, 1 Siede- und Rauchrohrschweißmaschine, 1 Siede- und Rauchrohreinziehmaschine, 1 Siede- und Rauchrohraufweitmaschine, 1 Ausbohrbank, 1 Schmirgelscheibe, 1 hydraulischer Prüfstand.
L. Schreinerei (vgl. Wagenwerkstatt).
M. Lehrlingswerkstatt.
1 Drehbank, S 100 mm, D 1500 mm, 1 Shapingmaschine, 350–500 mm, 1 Bohrmaschine bis 30 mm Lochdurchmesser, 1 Schnellbohrmaschine bis 10 mm Lochdurchmesser, 1 Fräsmaschine, 1 Schmirgelscheibe, 1 Schleifstein; Schmiedefeuer, Ambosse, Richtplatten, Blechscheren.
Zusammenstellung
der wesentlichen für eine Wagen-Hauptwerkstatt mit 30 bedeckten und 60 unbedeckten Ständen erforderlichen Werkzeugmaschinen.
A. Dreherei.
1 Achslagerbohrmaschine, 2 Radsatzdrehbänke, 1 Achsschenkeldrehbank, 2 Achsschenkelschleifmaschinen, 2 Leitspindeldrehbänke, S 300 mm, D 1800 mm; 2 Leitspindeldrehbänke, S 250 mm, D 1000 mm; 2 Schnellhobler, 500 × 600 mm; 1 Stoßmaschine, 800 mm Durchmesser Rundtisch; 3 Bohrmaschinen bis 30 mm Lochdurchmesser; 2 Schnellbohrmaschinen bis 15 mm Lochdurchmesser; 1 Frässchine, 500 × 600 mm; 2 Schraubenschneidmaschinen, 1 Schmirgelstein, 1 Schleifstein, 1 Kaltsäge.
B. Schmiede.
1 Schmiedehammer, 800 kg Fallgewicht, 1 Schmiedehammer, 300 kg Fallgewicht, 1 Schmiedehammer, 150 kg Fallgewicht, 1 Federlaschenstauchmaschine, 1 Stauchmaschine, 1 Biegemaschine, 10 Schmiedefeuer; Ambosse, Richtplatten.
C. Federschmiede.
Einrichtungen wie in Lokomotivwerkstatt.
D. Gießerei.
Einrichtungen wie in Lokomotivwerkstatt.
E. Räderwerkstatt.
Einrichtungen wie in Lokomotivwerkstatt.
F. Wagenrichthallen.
2 Bohrmaschinen 50 mm Lochdurchmesser, 2 Bohrmaschinen 20 mm Lochdurchmesser, 2 Doppelschmirgelscheiben, 1 Blechreinigungs- und Entzunderungsanlage, 2 Schleifsteine, 2 Schmiedefeuer; Ambosse, Richtplatten, Blechscheren, Handpressen.
G. Holzbearbeitungsmaschinen.
1 Dicktenhobelmaschine 500 mm, 1 Dicktenhobelmaschine klein, 350 mm, 1 Abrichtmaschine, bis 500 mm (auch für Lokomotivwerkstätten erforderlich), 1 Fräsmaschine (dto.), 2. Bandsägen (1 dto.), 1 Kreissäge (dto.), 1 Langlochbohrmaschine, 1 Bohrmaschine (dto.), 1 Pendelsäge, 2 Sägenschärfmaschinen (dto.), 1 Holztrockenanlage, 1 Drechslerbank (dto.).
E. Gießerei.
Die W. werden regelmäßig mit Gelb- und Weißgießereien ausgestattet, während der Eisenguß nur in einer W. für einen größeren Bezirk hergestellt oder von Privatwerken bezogen wird. Weiß- und Gelbgießerei sind gewöhnlich vereinigt. Zur Vermeidung langer Wege sollten, wie schon erwähnt, besondere Weißgießereien in den Verarbeitungswerkstätten eingerichtet werden. Die schädlichen Dünste werden durch gute Abzugvorrichtungen abgeleitet.
Bei den verhältnismäßig geringen Rotgußmengen, die in einer W. benötigt werden, empfiehlt sich auch die Vereinigung der kleinen Gelbgießereien zu einer größeren, die mit allen neuzeitlichen Einrichtungen ausgerüstet, wesentlich wirtschaftlicher arbeiten kann. Auch die Zahl der Modelle wird hierdurch verringert und Massenanfertigung durch Formmaschinen begünstigt.
Der Raumbedarf der Gelbgießerei einer mittelgroßen W. beträgt für 2 Öfen von 250 kg Einsatz, von denen einer als Reserve dient, 300 m2, wobei für jeden Ofen 50 m2 und für die Trockenkammer etwa 10 m2 nötig sind. Die Höhe ist reichlich zu bemessen; für gute Lüftung ist durch besondere Lüfter zu sorgen. Ein Laufkran ist zur Bedienung der Tiegel u.s.w. erforderlich. Die Tiegelöfen werden mit Unterwind oder mit Ölfeuerung betrieben. Sehr vorteilhaft arbeiten tiegellose Öfen, die mit Öl geheizt werden. Die Abwärme der Gießöfen wird zur Heizung des Trockenofens ausgenutzt. Zur Ausrüstung der Gießerei gehören: Formbetten, Formmaschinen, Maschinen zum Aufbereiten des Sandes, Sandstrahlgebläse und Abgratmaschinen.
Das Modellager ist in der Nähe der Gießerei feuersicher unterzubringen. Die Modelle werden in der auch in Lokomotivwerkstätten zur Ausbesserung der Führerhausdächer, -Fußboden u.s.w. unentbehrlichen Schreinerei hergestellt. Diese erhält je eine Abrichthobelmaschine, Kreis-, Bandsäge, Drehbank, Sägenschärfmaschine und einen Schleifstein. Späneabsaugung ist auch in kleinen Anlagen im gesundheitlichen Interesse unentbehrlich.
Die Eisengießerei soll mit wenigstens 2 Kupolöfen ausgestattet werden. Öfen mit Vorherd haben sich gut bewährt. Ihre Größe richtet sich nach dem zu versorgenden Bezirk.
F. Die Klempnerei
wird in Lokomotivwerkstätten mit dem Geräteschuppen verbunden, da sie vorwiegend zum Wiederherstellen der Laternen dient. Viele Klempnerarbeiten werden neuerdings mit gutem Erfolge durch die Sauerstoff- oder elektrische[345] Schweißung ersetzt. In Wagenwerkstätten wird die Klempnerei in der Nähe der Richthalle untergebracht. Zur Ausrüstung gehören: Biege- und Falzmaschinen, Löteinrichtungen, Stockscheren, Tafel- und Kreisscheren und Werkbänke. Mit der Klempnerei wird die Glaserei verbunden.
G. Abkochanlage.
Vorbedingung für sorgfältiges Untersuchen der Fahrzeugteile ist gründliches Reinigen von Öl und Schmutz. Deshalb werden die Einzelteile und auch ganze Drehgestelle mit Achsen in großen, abdeckbaren, mit Dampf geheizten Behältern durch Abkochen mit Soda oder Kalilauge gereinigt. Zunächst wird Dampf von 2–3 Atm. kurze Zeit auch unmittelbar in den Behälter geleitet, um die Lauge in Wallung zu bringen und eine kräftige Spülwirkung hervorzurufen. Der Schwaden wird durch einen Schornstein ins Freie geleitet. Eine derartige Abkochanlage besteht im allgemeinen aus einem Behälter von 3∙7 × 3 m für 2 Lokomotivdrehgestelle oder von 5∙4 × 3 m für ein dreiachsiges Wagendrehgestell ausreichend, aus einem kleineren Behälter von 1∙7 × 1 m für Einzelteile und einem Abspritzbehälter in Größe des großen Abkochbehälters. Die Abspritzbehälter sind offen und dienen zum kalten oder warmen Abspritzen der abgekochten Teile zwecks Beseitigung der letzten, lose haftenden Schmutzteile. Die Anlagen werden von elektrisch betriebenen Laufkranen von 5 t Tragkraft bedient. Zum Klären und Wiedergewinnen der Lauge werden besondere Einrichtungen getroffen. Die Räume selbst sollen hoch und gut lüftbar sein (Organ 1915, S. 241).
H. Die Preßluftanlage.
Die Kompressoren sind in der Nähe der Kesselschmiede – der Hauptverbrauchstelle – aufzustellen. Für eine W. von 70 Lokomotiv- und 20 Kesselständen ist eine Maschine von 1000 m3/Std., sowie eine gleich große Reservemaschine nötig. In Wagenwerkstätten genügen kleinere Maschinen. Bei elektrischem Antrieb sind selbsttätige An- und Abstellvorrichtungen des Motors sehr wirtschaftlich, die bei bestimmten Drucken wirken. Die Luft wird durch Filter hindurchgesaugt.
I. Magazin (Stofflager).
Das Hauptlager soll in der Nähe oder in einem Anbau der Richthallen liegen. Es wird mehrgeschossig und der Feuersicherheit wegen allgemein in Eisenbeton ausgeführt. Für einen Fahrzeugstand sind 10–15 m2 erforderlich. Die Öle werden, soweit zulässig, in Bottichen im Keller gelagert und durch Handpumpen oder Preßluft zur Ausgabestelle gefördert. Die Bottiche werden unmittelbar vom Kesselwagen durch anschließbare Rohrleitungen gefüllt. Die wertvollen Alt- und Neustoffe sind in besonders abschließbaren Räumen unterzubringen. Für das Büro ist ein Anbau vorzusehen.
Die innere Einrichtung des Magazins besteht aus Holzregalen für kleinere und Gestellen für größere Teile. Die Wagen sollen so eingebaut sein, daß die Wägeplattform mit dem Fußboden gleich liegt. Ein schnellaufender elektrisch betriebener Aufzug von 1500 kg Tragkraft verbindet die Geschosse untereinander.
Das Stabeisen wird in abschließbaren Schuppen, in geeigneten Gestellen, übersichtlich gelagert. Die schweren Teile, Radreifen, Feuerbüchsen, Grobbleche u.s.w. und das Alteisen werden im Hofe im überdachten Kranfelde gelagert. Im gleichen Kranfelde entweder unter dieser Überdachung oder in besonderen abdeckbaren Bansen werden die Drehspäne untergebracht. Der Kran ist mit einem Verlademagneten auszustatten, der die hier besonders mühselige und zeitraubende Handarbeit ersetzt.
Der Holzschuppen wird wegen der Feuersgefahr möglichst frei aufgestellt. Die Längsseite soll senkrecht zur herrschenden Windrichtung liegen. In Posen (Organ 1914, S. 242) wird zum Stapeln der Hölzer im Schuppen ein besonders durchgebildeter Kran verwendet.
Die Gleiswage soll so liegen, daß sie auch von den W. benutzt werden kann.
Die Kohlenbansen sind am Kesselhause, die Bansen für die Schmiedekohle an der Schmiede unterzubringen, damit die Kohle mit geringstem Arbeitsaufwand aus dem Wagen entladen und der Verwendung zugeführt werden kann. Die Kesselhäuser werden hierzu mit Bunkern und selbsttätigen Fördervorrichtungen ausgestattet, während an die Schmieden Bansen so angebaut werden, daß sie unmittelbar vom Wagen gefüllt und von den Arbeitsplätzen der Feuerschmiede durch verschließbare Mauerdurchbrüche erreicht werden können.
Handmagazine. Je nach der Größe der W. werden ein oder mehrere Handlager in den Arbeitsräumen eingerichtet, in denen die Arbeiter kleinere, laufend benötigte Teile auf schnellstem Wege gegen Quittung erhalten. Hierdurch wird das sog. Hamstern von Schrauben, Nieten u.s.w. eingeschränkt. Zweckmäßig wird mit dem Handmagazin eine Werkzeugausgabe verbunden.
K. Altstoffverwertung.
Den in den W. und im Betriebe aufkommenden Altmaterialien wird nicht die Beachtung geschenkt, die ihrer wirtschaftlichen Bedeutung entspricht. Die den Bansen zugeführten Teile[346] können oft ohneweiters, zum großen Teil aber mit geringen Kosten wieder hergerichtet oder für andere Zwecke umgearbeitet werden. Deshalb werden in allen deutschen W. jetzt Altstoffabteilungen eingerichtet. Hierzu gehört, daß alle abgebauten, nicht sofort verwendbaren Teile an genau bezeichneten, bequem und schnell erreichbaren Stellen von den Arbeitern niedergelegt werden. Hier werden sie von bestimmten Personen gesammelt und auf dem Wege zu den Altstoffbansen bei der Altstoffabteilung nach brauchbaren und nicht brauchbaren Teilen durch einen bestimmten Beamten getrennt. Die brauchbaren Teile werden in der mechanischen W. der Altstoffabteilung hergerichtet oder umgearbeitet. Für diese Arbeiten ist die Frage der Wirtschaftlichkeit maßgebend. Die aufgearbeiteten Teile müssen neuen gleichwertig sein. Ihre vorzugsweise Wiederverwendung wird dadurch gesichert, daß die Anforderungen der Handmagazine und W. zuerst an die Altstoffabteilung und von ihr nur dann an das Hauptlager weiterzuleiten sind, wenn sie keinen Vorrat hat. Die Größe der Anlage hängt von dem Umfang der W. ab. In Güterwagenwerkstätten ist der Altstoffabfall erheblich größer als in Lokomotiv- und Personenwagenwerkstätten.
Die Altstoff Werkstatt erhält: Werkbänke, Schraubenschneidmaschinen, eine Bohrmaschine, Kaltsäge, Blechschere und Stanze, Fräsmaschine, Schmiedefeuer und Reinigungstrommel. Die Teile werden in übersichtlich angeordneten Fächern aufbewahrt.
Kuppelungen und Buffer werden in besonderen W. wieder aufgearbeitet, desgleichen Schmiede-, Preß- und Stanzteile aus Altstoffresten. Auch das Altholz ist aufzuarbeiten. Es ist deshalb täglich zu sammeln, die schlechten Stücke sind nach Angabe eines Zuschneiders abzusägen, die gesunden Stücke nach einer Sortenliste zuzuschneiden und wie Neuholz zu lagern.
L. W. zur Wiederherstellung von Kuppelungen.
Zur Einrichtung gehören: eine Maschine zum Gangbarmachen der noch guten Kuppelungen in kaltem Zustande, eine Biege-, Richt- und Stauchmaschine für Bügel, eine Spindelstauchmaschine, eine Bund- und Laschenpresse, Wärmeöfen und Schmiedefeuer.
Eine besonders gut ausgebildete Kuppelungswerkstatt befindet sich in der W. Cottbus (Organ 1921, S. 193).
M. W. zur Wiederherstellung von Buffern.
Zur Bufferwerkstatt gehören: eine Glühofen, eine Bufferrichtmaschine, eine Bufferstangenschweißmaschine, Schmiedefeuer, eine Drehbank zum Gewindeschneiden und Bearbeiten der Stangen und eine Langlochfräsmaschine für Keillöcher.
N. Materialprüfungsanlage.
Eine sorgfältige Prüfung der angelieferten oder in der W. hergestellten Materialien erspart viel nutzlose Arbeit. Deshalb soll jede W. ausgestattet werden mit einer Zerreiß- und einer Härteprüfmaschine, mit Einrichtungen zu Gefügeproben, sowie zu Öluntersuchungen. Zur dauernden Prüfung der Zusammensetzung von Weiß- und Rotguß ist ein chemisches Laboratorium unentbehrlich. Gerade diesen Untersuchungen wird nicht immer die ihr zukommende große Bedeutung beigemessen (vgl. Hanomag-Nachrichten, H. 8, Hannover 1916).
O. Kraftversorgung.
Kesselanlage. Ihr Umfang hängt davon ab, ob Dampf für Dampfmaschinen, Schmiedehämmer, Pressen u.s.w. und zur Heizung oder nur für einen Teil dieser Betriebe gebraucht wird. Im ersten Falle ist die Anlage das ganze Jahr hindurch zu betreiben und mit ausreichender Reserve auszustatten. Sind nur Schmiedehämmer u.s.w. und Heizung zu versorgen, so wird die im Kesselhause befindliche Anlage im allgemeinen nur in den Wintermonaten betrieben, während der übrige Bedarf in der Schmiede aus Abwärme erzeugt wird. Für die Übergangszeit, in der Bureauräume u.s.w. während der Morgenstunden geheizt werden müssen, dient ein kleiner, schnell anheizbarer Kessel. Die Kesselanlage soll je nach Umfang mechanische Kohlenzuführung und Aschenabfuhr erhalten. Hoher Dampfdruck (12 Atm.) und Überhitzung sind wegen der Kraftwerksmaschinen und wegen der langen Verteilungsleitungen nötig. An Stelle gemauerter Schornsteine werden bei Kraftwerken auch regelbare Saugzuganlagen mit Blechschornsteinen vorgesehen. Bei reinem Heizkesselbetriebe, der im Gegensatz zum Kraftwerksbetriebe gleichmäßig ist, ist der gemauerte Schornstein vorzuziehen. Die Kesselspeiseeinrichtungen sind üblicher Art. Die Wirtschaftlichkeit des Kesselbetriebs muß durch Zugmesser, Rauchgasprüfer und selbsttätige Speisewasserregler eingehend überwacht werden. Bei schlechtem Kesselspeisewasser ist eine Wasserreinigungsanlage nötig.
Maschinenanlage. Der unmittelbare Antrieb der Wellenleitungen durch eine oder mehrere Dampfmaschinen ist fast ausnahmslos durch die elektrische Kraftübertragung ersetzt worden. Der Strom wird durch Kolbendampfmaschinen, Turbinen, Öl- oder Gasmaschinen erzeugt. Für Bau und Betrieb des Kraftwerks[347] gelten die gleichen Bedingungen wie für jedes andere Kraftwerk. Neuerdings wird der Strom vielfach von großen städtischen oder Überlandwerken bezogen, die infolge ihrer besseren Ausnutzung (Benutzungszeit) im allgemeinen billiger arbeiten können. Ein solcher Anschluß bietet den Vorteil, daß auch außerhalb der Hauptarbeitszeit ein einzelner Motor arbeiten kann, ohne deshalb ein Kraftwerk betreiben zu müssen, falls nicht bei Gleichstrom eine Akkumulatorenanlage angelegt wird. Werden jedoch noch Bahnhofanlagen beliefert, die jederzeit Strom für Betriebszwecke erfordern (Drehscheiben, Kohlenkrane, Werkzeugmaschinen), so gewinnt auch das bahneigene Werk an Wirtschaftlichkeit (vgl. Der elektrische Kraft- und Lichtbetrieb in der Hauptwerkstätte Danzig, Organ 1914, S. 421). Als Stromart werden Gleich- oder Drehstrom, vereinzelt auch beide Arten gleichzeitig verwendet. Letzteres ist unerwünscht, da der Betrieb sehr erschwert wird. Gleichstrom wird in der Regel in Dreileiterform mit 440 Volt Außenspannung und geerdetem Nulleiter verwendet. Die Motoren von 5 PS. aufwärts werden zwischen die Außenleiter (440 Volt), die Beleuchtungseinrichtungen und die schwächeren Motoren zwischen Nulleiter und einen Außenleiter (220 Volt) gelegt. Bei Drehstrom wird gewöhnlich Vierleiteranlage gewählt mit 380 Volt für den Kraft- und 220 Volt für Licht- u.s.w. Betrieb. Der Strom wird von der Hauptschalttafel mehreren in der W. verteilten Unterschalttafeln durch Kabel oder isolierte Freileitungen zugeführt. An die Unterschalttafeln werden wichtige, große Motoren durch besondere Leitungen, kleinere Motoren in Gruppen von 4–6 durch eine Leitung angeschlossen. Jeder Motor erhält einen Schalter nebst Sicherungen, oft auch einen Strommesser in einem gußeisernen Kasten. Steht auch hochgespannter Drehstrom zur Verfügung, so werden einzelne große Motoren (für Kompressoren und starke Einzelantriebe) unmittelbar gespeist, um die Abspannverluste zu vermeiden.
Im allgemeinen ist Gleichstrom für den Antrieb von Kranen und Schiebebühnen sowie für regelbare Motoren geeigneter als Drehstrom. Für magnetische Aufspannplatten und Hubmagnete ist er nicht zu entbehren. Drehstrom wird wiederum für bestimmte elektrische Schweißarbeiten (Siederohrenden), Schleifmotoren (Kurbelzapfenschleifmaschinen) benötigt. Die Vorteile des Gleichstroms sind aber nicht so erheblich, daß sie die Umformung des etwa von Privatbetrieben oder anderen Bahnstellen gelieferten Drehstroms rechtfertigen könnten.
Nach Messungen in der Hauptwerkstatt Trier wurden für eine ausgebesserte Lokomotive im Jahresdurchschnitt 1000 Kilowattstunden (ohne Beleuchtung) verbraucht. Hiervon entfielen rd. 55% auf die Dreherei und verwandte Nebenbetriebe (Armatur, Stangenschlosserei u.s.w.), 10% auf die Schmiede, 10% auf die 17 Krane und 2 Schiebebühnen und 25% auf die Kompressoren.
P. Azetylen- und Sauerstoffversorgung.
Für die Azetylensauerstoffschweißung wurden zunächst fahrbare Azetylenentwicklungsapparate verwendet. Ihre geringere Sicherheit und der steigende Azetylenbedarf in den Kesselschmieden führte zu ortsfesten Anlagen. An diese wird dann ein Leitungsnetz angeschlossen, das durch die Kesselschmiede und die Richthallen sowie zur Schweißerei führt. Für eine Lokomotivwerkstatt von 70 Ständen und eine Kesselschmiede von 20 Ständen ist ein Entwickler für 125 kg Karbidfüllung ausreichend; ein zweiter dient als Reserve. Die gesamte Anlage, bestehend aus Entwicklern, Gasbehältern und Gasreinigern, wird in einem besonderen Bau untergebracht. Die Verteilungsleitungen können in den Hallen oberirdisch verlegt werden. Die Entnahmestellen werden durch Wasservorlagen gegen zurückschlagende Flammen gesichert. Der Sauerstoff wird gewöhnlich in Gasflaschen bezogen. Neuerdings werden auch Sauerstofferzeugungsanlagen in den W. errichtet, weil der steigende Bedarf eigene Anlagen wirtschaftlich rechtfertigt und der nicht ungefährliche Verkehr mit den Sauerstoffflaschen vermieden wird.
Q. Lehrlingswerkstatt.
Da die Lehrlinge in den deutschen W. während der ersten 2 Jahre ausschließlich in der Lehrlingswerkstatt beschäftigt werden, ist ein örtlicher Zusammenhang mit den Abteilungen der W. nicht nötig. Hohe, gut belichtete Räume sind schon der Gesundheit der heranwachsenden Lehrlinge wegen unentbehrlich. In den deutschen W. dürfen jährlich 3% der Schlosser und Dreher als Lehrlinge eingestellt werden. Für einen Lehrling sind durchschnittlich 4 m2 zu rechnen. Die Lehrlingswerkstatt ist je nach Umfang auszurüsten mit Werkbänken, einem Schmiedefeuer, 2 Bohrmaschinen, einer Drehbank, einer Fräs- und einer Hobelmaschine, sowie einem Schleifstein. Der früher vorgeschriebene Fuß- oder Handbetrieb dieser Maschinen ist durch mechanischen Antrieb ersetzt (Schwarze, Das Lehrlingswesen der preußisch-hessischen Staatseisenbahnverwaltung).
R. Elektrische W.
Die ausschlaggebende Bedeutung des elektrischen Antriebs und der elektrischen Beleuchtung[348] erfordert eine gut eingerichtete Ausbesserungswerkstatt. Die Ausbesserung der Motoren wird zweckmäßig nur einer W. für einen größeren Bezirk übertragen.
In baulicher Hinsicht entspricht sie den übrigen Nebenbetrieben. Die Art und Zahl der Werkzeugmaschinen hängt von der Größe der Hauptanlage oder dem Unterhaltungbereiche ab. Im allgemeinen sind nötig: Je eine Spulenwickelmaschine mit Zählapparat, Bandwickelmaschine zum Bewickeln von Kupferstäben, Drehbank mit Vorrichtung zum Bandagieren von Ankern und zum Abdrehen der Kollektoren, Vorrichtung zum Aussägen des Glimmers aus den Kollektoren, Presse zum Ein- und Auspressen von Ankerwellen, Trockenofen zum Austrocknen von Maschinen u.s.w., Prüfstand nebst Meßgeräten zum Prüfen von Motoren unter Last, Prüftransformatoren, Vorrichtung zum Nachprüfen von Zählern, Meßapparate, Widerstandsmesser, Apparate zum Aufsuchen von Fehlern in Spulen, Ankern und Ständern, Lagerräume, heizbare Kammern mit eingebauten Schränken und Regalen zur Lagerung wertvoller Isolierstoffe, Kupferleitungen, Spulen u.s.w., ferner Werkbänke, die auch in den anderen Nebenbetrieben nötig sind, sowie ein Laufkran.
S. Verwaltungsgebäude.
Es ist an den Haupteingang der W. zu legen und enthält nur die Räume für die Verwaltungsbeamten, nicht auch für die Werkstättenaufsichtsbeamten, ferner eine Lichtpausanlage, einen Schulsaal für die Lehrlinge, der auch zu größeren Besprechungen dient, sowie diebessichere Räume für die Werkkasse. Das Gebäude wird mehrstöckig ausgeführt.
T. Pförtnergebäude, Bade- und Speisehaus
sind gewöhnlich mit dem Verwaltungsgebäude zu einer Gruppe am Eingang der W. vereinigt. Das Pförtnerhaus erhält je eine Wohnung für den Pförtner und Ablöser. Das Speisehaus soll nur von außen, das Badehaus von der W. und von außen zugänglich sein, ohne einen unzulässigen Durchgang zu gestatten. Die Benutzung und damit die Größe des Badehauses hängt davon ab, ob während der Dienstzeit und ohne Entgelt gebadet werden darf. Diese Anlage und das Speisehaus muß weitestgehenden Anforderungen an Sauberkeit entsprechen. Das Speisehaus erhält einen Eßraum, der bei abgelegener Lage der W. zu Vorträgen, als Leseraum und zu anderen Veranstaltungen geeignet sein soll.
Eines dieser Gebäude erhält ein Arztzimmer mit Warteraum und Verbandraum. Bei durchgehender achtstündiger Arbeitszeit genügt ein Verbandraum, da genügend Zeit zum Aufsuchen des Arztes nach der Arbeit verbleibt. Der Verbandraum wird dann besser in die W. an eine möglichst ruhige Stelle gelegt und mit einem Heilgehilfen besetzt. Diese Gebäudegruppe wird durch eine besondere Warmwasserheizungsanlage versorgt, da sie auch außerhalb der Werkstättenarbeitszeit beheizt werden muß. In der Nähe des Pförtnergebäudes ist ein Fahrradschuppen vorzusehen.
U. Arbeiterwasch- und Ankleideräume
werden in neueren W. an die Haupteingänge der W. oder aber an die Eingänge zu den Haupthallen gelegt, um die Hallen selbst für Ausbesserungszwecke ganz auszunutzen und die Wege nicht durch Anlagen zu verlängern, die nicht unmittelbar zum Betriebe gehören. Für jeden Arbeiter ist ein verschließbarer Kleiderschrank aus Eisenblech, für 2 Arbeiter ein Waschgefäß vorzusehen. An Stelle der in der Unterhaltung teuren Kippbecken genügen emaillierte Waschrinnen mit Zapfstellen, unter denen man sich waschen kann. Für Lokomotivwerkstätten ist des großen Schmutzes wegen warmes Wasser erwünscht. Den Abflußleitungen sind reichlich bemessene Schlammfänge vorzuschalten.
V. Spritzenhaus.
Auch wenn eine städtische Feuerwehr besteht, empfiehlt sich die Bildung einer Werkfeuerwehr, die sofort eingreifen kann, deren Mitglieder also so nahe an der W. wohnen müssen, daß sie auf Signal schnell eintreffen können. Die Feuerlöschgeräte sind am Eingang zur W. unterzubringen. Das Wasserleitungsnetz muß, falls es nicht an eine vom Bahnbetriebe unabhängige Anlage angeschlossen ist, einen eigenen ausreichenden Hochbehälter haben. Bahnhofwasserwerke sind für Feuerlöschzwecke im allgemeinen ungeeignet, weil ihr Druck in der Regel schon bei Betätigung eines einzigen Lokomotivwasserkranes wirkungslos niedrig wird. In der Nähe der Hydranten sind Kästen mit Schläuchen und Spritzrohren unterzubringen. Feuergefährliche Räume sind besonders gut mit Hydranten zu umgeben (Der Betrieb 1922, S. 205 f., auch bezüglich der folgenden Ausführungen).
W. Fernsprechnetz, Uhren, Wächterkontrollen.
Ein gut ausgebildetes, gut bedientes und besser noch selbsttätiges Fernsprechnetz, das alle Bureaus und alle Aufsichts- und Betriebsstellen miteinander verbindet, ist zur Beschleunigung des Arbeitsganges unentbehrlich. Die[349] selbsttätigen Fernsprechanlagen in neueren W. haben sich sehr bewährt.
In den wichtigen Betrieben sind ferner gut sichtbare Uhren, die von einer Hauptanlage abhängen, nötig, umsomehr, als die Arbeiter nach neueren Lohntarifverträgen die für jedes Stück wirklich verbrauchte Arbeitszeit selbst aufzuschreiben verpflichtet sind.
Die mechanische Überwachung der Wächter erfolgt durch elektrische Melder, die in der W. verteilt und mit einem Uhrwerk verbunden sind, das die Betätigung der Melder auf einem Papierstreifen unter genauer Zeitangabe aufschreibt, so daß die Wege der Wächter nachträglich geprüft werden können. Mit diesen Meldern sind auch Feuermelder vereinigt.
VIII. Hebe- und Transportvorrichtungen.
Zum Heben der Lokomotiven werden in neueren W. ausschließlich elektrisch betriebene Laufkrane verwendet. Auch die in älteren Anlagen wegen der geringen Bauhöhe nicht zu entbehrenden Hebeböcke und Bockkrane werden jetzt elektrisch betrieben. Zum Auswechseln einzelner Achsen dienen Achssenken. Die Laufkrane sind den bewährten Ausführungen der Privatindustrie nachgebildet. Nur die Krane für Quergleiswerkstätten, deren Längsachse also parallel, deren Fahrbahn quer zu der zu hebenden Lokomotive liegt, weichen insofern ab, als sie 2 Laufkatzen mit je 2 Laufhaken haben, die paarweise einen Unterzug für das vordere und hintere Ende der Lokomotive tragen. Für geringere Bauhöhen einzelner W. sind Sonderformen ausgebildet. Zweckmäßig ist die Teilung des Kranes in 2 Hälften, die zum Heben der Lokomotiven elektrisch gekuppelt werden, im übrigen aber getrennt arbeiten. Hierdurch kann an Gebäudehöhe gespart werden, da die Lasten in den Raum zwischen den Kranen[350] hineingezogen werden können. Nachteilig ist die Notwendigkeit von 4 Laufkatzen. Ihr sicheres und gleichmäßiges Zusammenarbeiten wird durch eine besondere elektrische Steuerung gewährleistet. In den Längsgleiswerkstätten sind zwei voneinander unabhängige Krane mit je nur einer Laufkatze zum Heben einer Lokomotive nötig. Die Kranlängsachse liegt quer, die Kranfahrbahn parallel zur Lokomotivachse (vgl. nebenstehende Abb. 213 der Lokomotivrichthalle Trier).
Eine mechanische Kuppelung der Krane ist unnötig, eine elektrische Kuppelung kann zur Ersparnis eines Führers führen. Die vereinzelt ausgeführte starre Kuppelung beider Krane führt zu einem schwerfälligen Hebewerk und verhindert die gute Ausnutzung jedes einzelnen Kranes. Die Krane werden oft noch mit Hilfswinden versehen, in Längsgleiswerkstätten auch mit Verholwinden zum Ein- und Ausbringen der Lokomotiven durch am Boden befestigte Umlenkrollen. Die früher üblichen Hebeketten sind durch leicht zu prüfende Drahtseile ersetzt. Zur Sicherheit ist neben einer selbsttätig wirkenden Lastdruckbremse noch eine elektromagnetische Bremse nötig. Für das Kranfahren, das Verfahren der Katze und Heben der Last soll je ein Elektromotor gewählt werden. Die Abbildungen der Taf. IV, V und VI lassen die Anordnung und Verwendungsmöglichkeit der Krane der Hauptwerkstätten Danzig, Saarbrücken und Oels erkennen.
Die Leichtkrane, deren Tragfähigkeit zwischen 0∙5 und 10 t schwankt, sind üblicher Bauart. Weitgehende Vereinheitlichung erleichtert Betrieb und Unterhaltung (Ersatzteile). Zu erwähnen sind noch Auslegerkrane, die nur die halbe Spannweite der Hauptkrane haben. Die Hauptkrane können ihnen also mit ihren Lasten ausweichen (vgl. vorstehende Abb. 214 der Richthalle Jülich).
IX. Schiebebühnen und Drehscheiben.
Innerhalb der Lokomotivrichthallen werden kurze Schiebebühnen (für Lokomotiven ohne Tender) verwendet. Niedrige Lage der Fahrschienen ist besonders nötig, um eine geringe Grubentiefe zu erzielen und so das Überschreiten der Grube möglichst zu erleichtern.
Zur Überfahrt mit Karren u.s.w. dienen schrägliegende Brücken, die die Schiebebühne vor der Vorbeifahrt selbsttätig herabdrückt oder auch versenkbare Bühnen. In den Wagenwerkstätten[351] werden neuerdings nur noch unversenkte Schiebebühnen verwendet (vgl. im übrigen den Artikel Schiebebühnen).
Drehscheiben dienen im inneren Werkbetriebe zur Umlenkung kurzer Handwagen und haben einen Durchmesser von 2∙5–3 m, sie sollen ganz abgedeckt und schnell auswechselbar sein, da Ausbesserungen an der Verwendungsstelle den Betrieb sehr stören. Je nach der Einbaustelle muß die Tragkraft auch für Lokomotivverkehr ausreichen.
Zur Verschiebung von Wagen, Tendern und Lokomotiven dienen ortsfeste, elektrisch betriebene Windenanlagen mit zweckmäßig verteilten Umlenkrollen.
X. Ein Schmalspurnetz
von 50–60 cm Spur vermittelt die Beförderung kleinerer Lasten. Es wird mit einfachen Weichen und Drehscheiben ausgestattet.
Hängebahnen. An Stelle oder zur Unterstützung der vorerwähnten Fördereinrichtungen werden für Lasten bis etwa 1∙5 t Hängebahnen mit elektrischem Antrieb verwendet. Sie haben sich in den W. deshalb besonders eingeführt, weil sie sich auch in alten W. mit niedriger Bauhöhe und schwacher Dachkonstruktion leicht einbauen lassen, im Gegensatz zu den Laufkranen. Sie verbinden hauptsächlich Richthallen, Dreherei, Schmiede und Abkocherei. Die Weichen des Bahnnetzes werden zur Beschleunigung und Sicherung des Betriebs vom Führerstande der Laufkatzen aus elektrisch gesteuert. Zum schnellen Herbeiholen der Laufkatzen sind elektrische Merklampen über das ganze Netz verteilt, deren Einschaltung dem Führer anzeigt, wo Teile zum Abholen lagern (Organ 1921, S. 34).
Schließlich sind noch mechanisch betriebene Förderwagen für Normal- oder Schmalspur zu erwähnen, die mit Verbrennungsmotor oder elektrisch durch Akkumulatoren betrieben werden. Sie nehmen selbst Lasten auf und werden auch für kleine Transportzüge benutzt. Die nebenstehende Abb. 215 gibt einen Akkumulatoren-Plattformwagen für Normalspur wieder (vgl. auch Ztschr. dt. Ing. 1922, S. 80).
XI. Beleuchtung.
Die W. werden neuerdings vorwiegend durch elektrische Glühlampen bis zu 3000 Kerzen beleuchtet. Durch geeignete Armaturen und Reflektoren kann man breitstrahlende und tiefstrahlende Reflektorwirkungen erzielen und so auch mit der Glühlampe allen Anforderungen entsprechen. Der Fortfall der Bedienungs- und Unterhaltungskosten der Bogenlampen gleicht die Kosten des wenig höheren Stromverbrauchs aus. An Werkzeugmaschinen und Werkbänken werden nach Bedarf noch schwache Glühlampen, für die Arbeiten in und unter den Fahrzeugen und Kesseln Handlampen verwendet. Die Anschlußstellen an den Wänden, Säulen oder in den Arbeitsgruben sind kräftig und wasserdicht auszubilden. Für die Handlampen ist möglichst niedrige Spannung zur Vermeidung von Unfällen erwünscht. In Drehstromnetzen werden deshalb Transformatoren für 8–10 Anschlüsse eingebaut, die die. Spannung bis auf 15 Volt herabsetzen (E.T.Z. 1921, S. 174).
XII. Heizung.
Bis auf Schmiede, Gießerei und Magazin müssen alle Werkstättenräume heizbar sein. In den Richthallen genügt eine Erwärmung bis zu 12°, in der Dreherei, Sattlerei, Malerei, Tischlerei bis 15°, in der Lackiererei bis 20° bei der durchschnittlich tiefsten Außentemperatur. Ofenheizung ist unwirtschaftlich und[352] feuergefährlich. Luftheizung ist in Europa weniger eingeführt als in Amerika. Die wegen der. Wärmewirtschaft dringend nötige Ausnutzung des Abdampfes oder der Abgase von Gas- und Ölmaschinen ist geeignet, ihre Anwendung zu fördern. Die unmittelbare Heizung mit Abdampf ist bei ausreichender Menge sehr wirtschaftlich.
Im allgemeinen wird mit Frischdampf geheizt, der als hochgespannter Dampf bis zu den einzelnen Gebäuden geführt und dort, auf 2 Atm. gedrosselt, den Rippenheizkörpern zugeführt wird. Neuerdings wird vielfach Dampf von 10 bis 12 Atm. und mäßiger Überhitzung unmittelbar in nahtlosen, auf große Längen zusammengeschweißten Heizrohren verwendet. Im ersten Falle sind zahlreiche in der ganzen W. verteilte Ventile und empfindliche Wasserabscheider nötig, deren Ableitungen in gemauerten zugänglichen Kanälen zu Sammelbehältern im Kesselhause führen. Bei großen Entfernungen sind mehrere Sammelbehälter in der W. verteilt, von denen das Wasser dem Kesselhause durch besondere Pumpen zugeführt wird. Die Hochdruckheizung dagegen hat wenige an einer Stelle vereinigte Verteilungsventile und keine Abscheider, das Niederschlagwasser wird vielmehr in Sammelleitungen, die zu einer Rückleitung vereinigt werden, über Rückspeiser zum Kessel zurückgeführt. Die Wärmeausnutzung ist hierbei erheblich besser. Für kleine Räume (Büreauräume) ist sie der Trockenheit der Luft wegen weniger geeignet.
XIII. Wasserversorgung und Entwässerung.
Bei hohem Nutzwasserverbrauch wird je ein Netz für die Versorgung der W. mit Nutz- und Trinkwasser angelegt. Nutzwasser wird zur Dampferzeugung, zum Auswaschen und Reinigen sowie zum Füllen der Kessel, Trinkwasser auch zu Wasch- und Kochzwecken verwendet. An das zur Entwässerung dienende Rohrnetz werden auch die Arbeitsgruben und sonstigen besonders schmutzigen Arbeitsstellen unter Zwischenschalten möglichst großer Schlammsäcke angeschlossen. Die Abflußleitungen müssen sich durch zweckmäßig verteilte Einsteigschächte leicht reinigen lassen. Falls Anschluß an ein Kanalnetz nicht möglich ist, müssen die Schmutzwässer oft besonders gereinigt werden.
XIV. Bauliche Durchbildung der Werkstättenanlagen.
Die Hochbauten werden in Ziegelmauerwerk oder Beton, vielfach auch in Eisenfachwerk ausgeführt. Im unteren Teile der Wände (etwa bis 3 m Höhe) ist geputztes Mauerwerk nicht zu empfehlen, da der Putz durch Transport, Abstellen und Lagern der Teile leidet. Eisenfachwerk ist besonders für Trennwände vorteilhaft, die bei Betriebsänderungen oder Erweiterungen leichter umgesetzt werden können.
Als Dachform werden vorzugsweise Satteldächer, seltener Bogen- und Pultdächer gewählt. Zum Eindecken wird neuerdings Bimsbeton mit Eiseneinlagen und doppelter Dachpappe bevorzugt. Die Innenfläche läßt sich bequem weiß streichen. Der vielfach noch anzutreffende braune Anstrich verschluckt zu viel Licht. Das Bimsbetondach ist auch für Kesselhäuser gestattet. Die Dachstühle sind im allgemeinen aus Eisen, seit dem Kriege aus wirtschaftlichen Gründen auch wieder aus Holz. Für das Unterteilen der Dächer werden, soweit nicht Betriebsrücksichten anderes bedingen, Spannweiten von 15 m gewählt. In Richthallen mit Quergleisen und Kranen ist die größte Fahrzeuglänge maßgebend, in Längsgleishallen die Zahl der in einem Felde vorzusehenden Arbeitsgleise. So haben Quergleishallen vereinzelt Spannweiten bis zu 18 m, Längsgleishallen bei 3 Gleisen 20–22 m, Schiebebühnenfelder für Drehgestellwagen Spannweiten bis 25 m und in Lokomotivwerkstätten bis 24 m. Auf Tafel XVI sind Querschnitte neuerer Werkstättenrichthallen dargestellt. Bei einem Abstände der Quergleise von 6 m beträgt die Säulenentfernung 12 m, so daß zwischen 2 Ständen Achsen u.s.w. abgestellt werden können. Bei Längsgleisanordnung fallen derartige Rücksichten fort. So haben die Säulen in Trier und St. Wendel 7 m Abstand. Die Dachsäulen dienen allgemein auch als Kranstützen. Die Dächer einiger neueren W., wie Deutsch, Saarbrücken, Meiningen, Posen haben ununterbrochene Längsneigung, wodurch eine besonders einfache Gliederung entsteht. Noch günstiger läßt sich die Dachform der Längsgleishallen durchbilden (vgl. Trier, St. Wendel und Hütte, des Ingenieurs Taschenbuch 1920, Bd. III, S. 359 ff. und S. 441 ff.).
Fußboden. Dem Holz- und Betonfußboden werden jetzt gepreßte Basaltineplatten und Asphaltplatten von 5 cm Stärke auf Betonunterlage vorgezogen. Asphaltplatten sind etwa ebenso fußwarm wie Holz, Betonfußboden mit Zementschicht ist nicht so dauerhaft wie Basaltin-Plattenbelag. In den Schmieden ist Klein- oder Schlackensteinpflaster den Platten vorzuziehen, die unter glühenden Eisenteilen zerspringen. Lehmboden ist weniger gut. Zum besseren Anschluß des Fußbodens an die Arbeitsgleise werden gußeiserne Schienenplatten (Organ 1915,[353] S. 352) oder auf dem Kopfe stehende Schienen verwendet.
Tore und Türen sollen im allgemeinen aus eisernen Rahmen mit starker Holzfüllung bestehen, soweit nicht für feuer- oder diebesichere Räume Eisenfüllung nötig ist. Wellblechfüllung ist unvorteilhaft.
Reichliche Tagesbeleuchtung durch große Seitenfenster und Oberlichter ist dringend nötig. Enge Sprossenteilung der Fenster ist des billigeren Glasersatzes wegen zweckmäßig. Für die unteren Reihen der Seitenfenster ist Drahtglas oder Drahtnetzschutz erforderlich.
Die aus Drahtglas bestehenden Oberlichter sind unter 50° anzulegen, damit der Schnee leichter abrutscht und sie sich selbst reinigen. Ihre Fläche soll 30–50% der Fußbodenfläche, betragen. Oberlicht ermöglicht eine gleichmäßigere Belichtung als Seitenlicht.
Lüftung erfolgt durch Fensterflügel und reichlich zu bemessende Lüfter oder Lüftungsaufbauten, die in Schmieden und Gießereien die ganze Länge des Dachfirstes einnehmen. Bei Luftheizung wird zum Lüften Außenluft durch die Verteilungsleitung in die Räume gedrückt.
Anbauten. Die Räume für die Aufsichtsbeamten werden in niedrigen Anbauten, jedenfalls aber an den Außenseiten der Gebäude so untergebracht, daß sie gutes Tageslicht haben und gut lüftbar sind. Aborte werden zweckmäßig über die ganze W. verteilt.
XV. Weichenwerkstätten.
Die baulichen Anlagen entsprechen denen der übrigen Nebenwerkstätten. Laufkrane von etwa 5 t Tragkraft, die aus den W. auch unmittelbar auf die Lagerplätze gelangen, sind unentbehrlich. Die Größe der W. richtet sich nach dem Umfange des Bezirks. Sie wird im Mittel 10 × 30 m betragen. Die maschinelle Ausrüstung besteht aus einer Zungen- und Backenhobelmaschine, einer Zungenwurzelfräsmaschine, tragbaren Niet- und Bohrmaschinen und Schmiedefeuern.
Mit der Weichenwerkstätte wird zweckmäßig eine Schwellenlochanlage für eiserne Weichenschwellen verbunden, in der gute Fördermittel neben einer zweiseitigen Lochstanze die Haupteinrichtung bilden (Organ 1913, S. 363).
XVI. Bauwerkstätten.
Die bauliche Anlage entspricht den Weichenwerkstätten. Der auch hier unentbehrliche Laufkran muß je nach dem Zweck der W. 5–10 t Tragkraft haben und soll gleichfalls unmittelbar auf dem Lager- bzw. Montageplatz gelangen können. Zur Ausrüstung gehören Werkbänke, Schmiedefeuer, Drehbänke, tragbare Bohr- und Schmiedemaschinen. Den Bauwerkstätten sind Kranbelastungs- sowie amtlich geprüfte Gewichtswagen beizugeben.
XVII. Umzäunung.
Die Werkstättenanlage ist durch eine hohe, widerstandsfähige Umzäunung diebesicher abzuschließen. Bretterzäune oder Zäune aus alten Siederohren sind nicht so zu empfehlen (Durchreichen von Teilen) wie Wände aus Ziegelsteinen oder Beton.
XVIII. Arbeiterwohnungen.
Mit dem Bau neuer W. ist in den letzten Jahrzehnten stets die Anlage von Arbeitersiedlungen verknüpft worden, weil die Entfernung der W. von den bisherigen Wohnstätten vielfach sehr groß wurde (vgl. Saarbrücken-Burbach, Recklinghausen, Sebaldsbrück u.a.). Neuerdings wird der Wohnungsbau privaten Baugenossenschaften überlassen, denen die Verwaltung Baugelder zu vorteilhaften Bedingungen gewährt.
Wenn Einzel- oder Doppelhäuser der hohen Kosten wegen in absehbarer Zeit kaum wieder gebaut werden können, sollten Vierfachwohnhäuser mit getrennten Eingängen für jede Familie oder Reihenhäuser mit möglichst wenig gemeinsamen Zugängen gebaut werden, weil das im Interesse des Werkfriedens liegt. Eine Wohnung besteht aus Wohnküche, 2–4 Zimmern, Waschküche, Keller, Stall und Gartenland. Für größere Kolonien ist eine Kleinkinderschule, ein Saal für gesellige Veranstaltungen und eine Bücherei zu empfehlen (Martens, Ztg. d. VDEV. 1919, S. 786).
XIX. W. für elektrisch betriebene Bahnen.
Für die Größe dieser Anlagen gelten die für Lokomotiv- und Personenwagenwerkstätten aufgestellten Grundsätze sinngemäß. Die baulichen Anlagen werden im wesentlichen denen für Dampflokomotiven und Personenwagen gleichen. Das gilt auch für die maschinellen Einrichtungen, wie Dreherei, Schmiede, Gießerei, Abkocherei, Fördereinrichtungen u.s.w. Es treten folgende Sonderwerkstätten hinzu:
1. Wickelei. Sie erfordert einen abgeschlossenen, staubfreien, hellen, gut heizbaren, trockenen Raum mit Laufkran. An Maschinen sind nötig Spulenwickelmaschinen verschiedener Größen mit Zählwerk, Bänderwickelmaschinen, Trockenöfen mit Unterdruck (Vakuum), heizbare Kammern zum Trocknen von Wicklungen aller Art (Motoren u.s.w.), Bandagiermaschinen mit Dynamometer zum[354] Messen der Bandagendrahtspannung, Prüftransformatoren mit Meßvorrichtungen, Prüfstand für Bahnmotoren mit den notwendigen Meßgeräten in einem besonderen schallsicheren Raum, Transformatorenöl-Auskochvorrichtung in einem feuersicheren, gut gelüfteten Raum mit Laufkran zum Tragen von gefüllten Transformatoren.
2. Apparatebau mit leichtem Laufkran, Spindelpressen, Stanzen und Scheren, Prüf stand für das Prüfen von Schaltern aller Art, kleiner Flächenschleifmaschine zum Schleifen der Magnetankerfläche, Schleifmaschine (Schmirgelscheibe) zum Nachschleifen von Kontakten.
3. In der Dreherei sind besonders vorzusehen: Kräftige Drehbänke zum Abdrehen der Kollektoren, Drehbänke zum Herstellen neuer Kollektoren, Fräsmaschinen für Zahnräder, Vorrichtung zum Aussägen des Glimmers aus den Kollektoren, eine Karusseldrehbank und Horizontal-Bohr- und Fräsmaschine zum Bearbeiten von Motorgehäusen, Rundschleifmaschine zum Bearbeiten von Motorwellen (Ankerwellen).
XX. Betriebswerkstätten.
Sie werden mit den Lokomotivschuppen verbunden und dienen für die laufenden, kleineren Wiederherstellungsarbeiten. Bei Güterwagen trägt eine schnelle Behandlung in der Betriebswerkstatt zum beschleunigten Wagenumlauf wesentlich bei. Die Bedeutung der Betriebswerkstätten ist in den letzten Jahren mit dem Streben nach bestem Ausnutzen der leistungsfähigen Lokomotiven gewachsen (Organ 1912, S. 371). Die elektrische Kraftversorgung ermöglichte gute und wirtschaftlich arbeitende Anlagen. Die Lokomotiven stehen entweder in einem besonderen Anbau (2–3 Stände) oder im Lokomotivschuppen. Zum Heben genügen elektrisch betriebene Hebeböcke. Zum Abheben einzelner Teile (Dampfdom), Einheben von Achsen u.s.w. genügt ein handbetriebener Laufkran von 4 bis 5 t. Die W. umfaßt eine Dreherei, Schmiede mit Klempnerei und Kupferschmiede, eine Schreinerei sowie eine Schlosserei, falls kein besonderer Raum mit Lokomotivständen vorgesehen ist. Auch ein ausreichendes Materiallager sowie ein Arbeiterwaschraum sind vorzusehen. Eine Achssenke wird im Lokomotivschuppen selbst eingebaut.
Die bauliche Ausführung gleicht der der Nebenanlagen in den Hauptwerkstätten. Zur maschinellen Ausrüstung gehören eine Achsschenkelschleifmaschine zum Nachschleifen heißgelaufener Achsen oder eine Achsdrehbank von etwa 800 mm Spitzenhöhe, auf der sowohl Achsen abgedreht wie Schenkel geschliffen werden können, mehrere Drehbänke bis etwa 150 mm Spitzenhöhe und 1000 mm Spitzenweite sowie eine Bank mit etwa 400 mm Spitzenhöhe und 3000 mm Spitzenweite zum Nacharbeiten von Kolbenschiebern, Kolbenstangen, 1–2 Bohrmaschinen für Löcher bis 75 mm, eine Stoßmaschine, eine Lagerausbohrmaschine, Schmirgelschleifsteine und eine einfache Werkzeugschleifmaschine.
Die Schmiede erhält ein oder mehrere Doppelfeuer und einen Schmiedehammer von 75 bis 100 kg Bärgewicht sowie kleine Maschinen zum Abschneiden, Aufweiten und Einstauchen von Siede- und. Rauchrohren.
Die Klempner und Kupferschmiede erhalten Werkbänke, Lötfeuer und Lötöfen, die Tischlerei eine Bandsäge, eine Abrichtmaschine und einen Sandschleifstein. In reinen Betriebswagenwerkstätten ist die Schmiede und die Schreinerei besser auszustatten, während die Kupferschmiede entfällt und die Dreherei nur 1–2 kleine Drehbänke neben der Achsschenkelschleifmaschine erhält. Luft- und Wasserpumpen u.s.w. sollten zum Austausch bereitliegen, da der schnelle Austausch wichtiger, häufiger schadhaft werdender Teile zum Ausnutzen der Lokomotiven unbedingt nötig ist. Diese Teile selbst sollten in den Hauptwerkstätten bearbeitet werden. Um die Lokomotiven im Betrieb wirtschaftlich auszunutzen, müssen die Betriebswerkstätten so ausgerüstet und betrieben werden, daß die Lokomotiven nur zur Hauptausbesserung und bahnamtlichen Untersuchung den Hauptwerkstätten zuzuführen sind.
XXI. Baukosten.
Die Baukosten sind von der Marktlage, den örtlichen Verhältnissen und der verschiedenartigen Durchbildung abhängig. So betrug z.B. der Preis der Eisenkonstruktion einer Lokomotivausbesserungshalle in Mitteldeutschland im Jahre 1907 bei rd. 1500 t 300 M., in Westdeutschland 1908 bei rd. 1700 t 220 M. und 1913 bei nur 630 t 208 M. für 1 t. Hinzu kommen die großen Unterschiede der Grunderwerbs- und der Fundierungskosten (vgl. Roth, Die Hallen der Lokomotivwerkstatt Schneidemühl, Organ 1908, S. 157) und der Abmessungen für einen Arbeitsstand. So beansprucht ein nutzbarer Lokomotivausbesserungsstand in der W. Meiningen (eröffnet 1913, ohne Nebenwerkstätten) 1900 m3, in Sebaldsbrück (eröffnet 1915) 2440 m3. Während diese Unterschiede auf den Abmessungen der Stände, also der Ausbesserungsmöglichkeit langer Fahrzeuge beruhen, bestehen im Raumbedarf der Längs- und Quergleiswerkstätten und somit in den Baukosten Unterschiede, die[355] ausschließlich auf die Bauart zurückzuführen sind.
Auf die Ausstattung mit maschinellen Einrichtungen entfielen vor dem Kriege in Lokomotivwerkstätten etwa 25–30%, in Wagenwerkstätten etwa 10–15% der Baukosten.
Im allgemeinen konnte man mit 80 bis 100.000 M. für einen Lokomotivausbesserungsstand und 40–50.000 M. für einen Wagenausbesserungsstand einschließlich Grunderwerb und Ausrüstungen rechnen, wobei 2 Kessel- bzw. Tenderstände einem Lokomotivstande gleichzurechnen und die Länge eines Wagenstandes zu 12 m anzusetzen war.
XXII. Angaben über die auf Tafel VII–XVIII dargestellten W.
Anordnung und Zweck der verschiedenen Gebäude sowie Zahl der Ausbesserungsstände gehen aus den Zeichnungen hervor.
Nach den vorstehenden Ausführungen über die einzelnen Betriebe kann von einer Beschreibung im einzelnen abgesehen werden.
Die W. Linz, Istvántelek (Organ 1910, S. 216), Sebaldsbrück, St. Wendel und Beech-Crove (Organ 1909, S. 19) (Tafel VII–XI) dienen der Ausbesserung von Wagen und Lokomotiven.
Bei den Quergleiswerkstätten wickelt sich die Bearbeitung im allgemeinen so ab, daß das Fahrzeug von der Schiebebühne dem Arbeitsplatze auf eigenen Achsen zugeführt wird. Dort wird es von Achsen gehoben und ausgebessert. Das Fahrzeug wird nach Ausbesserung wieder auf Achsen gesetzt und verläßt mittels der Schiebebühne die Halle.
In den Längsgleiswerkstätten (St. Wendel) werden die Fahrzeuge je auf dem mittleren der 3 Gleise jeder Richthalle eingebracht, von Achsen gehoben und auf den jeweilig freien Arbeitsplatz getragen. Das fertige Fahrzeug wird auf einem Arbeitsplatze oder am Ausfahrtende der Halle aufgeachst und verläßt die W. über die Schiebebühne. In St. Wendel besteht die Haupthalle aus 4 Schiffen. In den beiden Seitenschiffen sind Nebenbetriebe, in den beiden mittleren je eine Richthalle für Wagen und Lokomotiven untergebracht. Die W. Recklinghausen (Tafel XII) dient nur der Güterwagenausbesserung (Ann. 1912, S. 121), die W. Nied (Tafel XIII) nur der Lokomotivausbesserung (Organ 1921, S. 1 ff).
Gleichfalls nur der Lokomotivausbesserung dient die W. Trier (Tafel XIV). In ihr ist wie in St. Wendel die Längsgleisanordnung so durchgeführt, daß alle 3 Gleise jeder der beiden Richthallen zur Aufstellung und Ausbesserung der Lokomotiven dienen. Vor den Stirnseiten der Halle sind je eine Schiebebühne und ein Laufkran (5 t) angeordnet. Die Schiebebühne (Nutzlänge 12 m) auf der Einfahrtseite dient zum Befördern der abgekuppelten Lokomotiven und Tender. Im Kranfelde vor der Halle sind Aufstellgleise mit Arbeitsgruben, so daß hier nicht nur Führerhäuser, Stangen, Pumpen, sondern auch das Bremsgestänge, Aschkasten u.s.w. abgenommen werden können. In den Richthallen werden die Fahrzeuge von Achsen genommen und über die anderen hinweg zu den Arbeitsplätzen befördert. Zum Aufachsen wird das Fahrzeug durch die Krane gehoben und soweit fortgefahren, daß ein Leichtkran die auf den Querwegen herangebrachten Achsen auf den Arbeitsplatz tragen kann. Dann wird es auf die Achsen gesetzt. Die fertige Lokomotive wird an das Ausfahrtende gebracht und von dort durch den Kran mittels Umlenkrolle vor die Halle geschoben. Der Tender wird auf der Schiebebühne der Ausfahrtseite von den Aufstellplätzen aus an die Lokomotive herangefahren. Deshalb sollen alle Lokomotiven mit dem Tender voran der W. zugeführt werden. Die Schiebebühne auf der Ausfahrtseite hat 20 m Nutzlänge, da sie die Lokomotiven mit Schlepptender verfahren muß. So ist es möglich, die Lokomotiven vor der Halle vollkommen fertigzustellen und zu kuppeln und nach der Probefahrt zum Beseitigen von Mängeln wieder vor die Halle zu fahren.
Tafel XV enthält die Grundrisse einiger älterer und neuerer W., die ein Bild von der Entwicklung in den verschiedenen Ländern geben. Auf die W. der Tientsin-Pukau-Bahn (Abb. 6) sei besonders hingewiesen (Ann. 1920, S. 25).
Tafel XVI gibt die Querschnitte mehrerer neuerer Werkstättenhallen wieder, aus denen die Verschiedenheit der Abmessungen und die verschiedene Durchbildung der Gebäude, insbesondere der Längs- und Quergleiswerkstätten zu erkennen ist.
Tafel XVII enthält ein Schema einer Zerlegungswerkstatt, entworfen von einem an dieser Arbeitsweise besonders interessierten Fachmanne (vgl. auch eine neuere Darstellung in V.D.I. 1922, S. 910).
Die ankommenden Lokomotiven werden in der »Abrichtwerkstatt« zerlegt und die Einzelteile in der unmittelbar benachbarten Abkocherei gereinigt. Die Dreherei, Rahmen- und Einzelwerkstätten sind der Abrichthalle so vorgelagert, daß die Teile unmittelbar zugeführt werden können. Kessel und Tender werden durch den Hofkran der Kesselreinigungsanlage und Kesselschmiede oder der »Tenderabricht- und Blechwerkstatt« zugeführt. Der Zusammenbau erfolgt dann in der »Lokomotivrichtwerkstatt«.
Tafel XVIII gibt 2 Betriebswerkstätten für Lokomotiven und eine für Wagen wieder, die als Muster für derartige Anlagen gelten können.
Literatur: Buff, Werkstattbau. – v. Büte u.v. Borries, Die nordamerikanischen Eisenbahnen in technischer Beziehung. – Die Eisenbahntechnik der Gegenwart, Werkstätten; Lager, Vorräte, Bau- und Betriebsstoffe. – Ernst, Hebezeuge. – Handbuch des Eisenbahnmaschinenwesens von Stockert. – Hütte, Des Ingenieurs Taschenbuch 1920. – Kammerer, Die Technik der Lastenförderung einst und jetzt. – Michenfelder, Kran- und Transportanlagen. – Posewitz, Die Schäden des Lokomotivkessels. – Rietschel, Leitfaden zum Berechnen und Entwerfen von Lüftungs- und Heizungsanlagen. – Schlesinger, Selbstkostenberechnung im Maschinenbau. – Schwarze, Das Lehrlingswesen der preußisch-hessischen Staatseisenbahnverwaltung. – Spiro, Über die Wirtschaftlichkeit der zurzeit gebräuchlichsten Hebezeuge in Lokomotivwerkstätten der Eisenbahnverwaltung. – Allg. Bauz., Wien; Annalen für Gewerbe und Bauwesen (»Annalen« genannt); Das Eisenbahnwerk; Der Betrieb; Der Waggon- und Lokomotivbau; Elektrotechnische Zeitschrift; Engineer; Genie civil; Hanomag Nachrichten, Hannover; Organ für die Fortschritte des Eisenbahnwesens (»Organ« genannt); Railway Age Gazette; Schw. Bauz.; Stahl und Eisen; Technik und Wirtschaft, Monatsschrift des Vereines deutscher Ingenieure; Verkehrstechnische Woche; Werkstattstechnik; Zeitschrift des Vereins dt. Ingenieure (V.D.I.); Zeitschrift für Bauwesen.
Spiro.
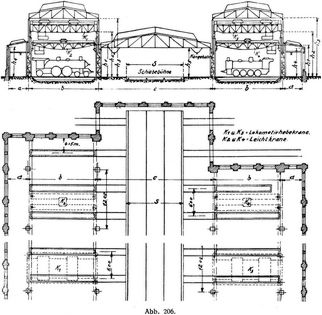
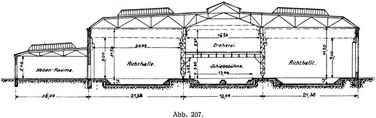
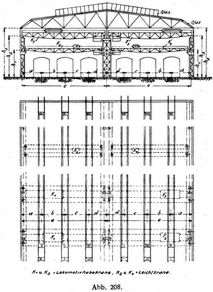
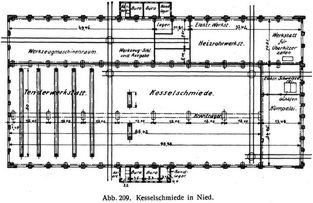

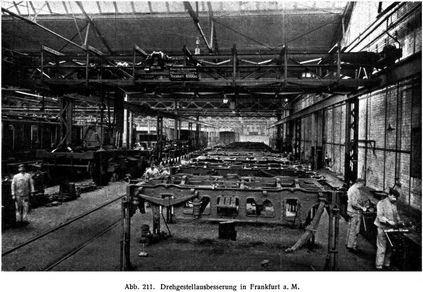
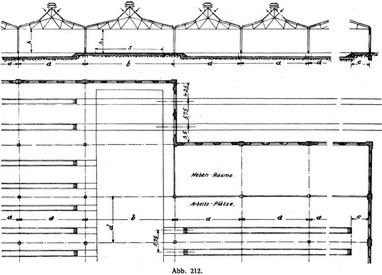
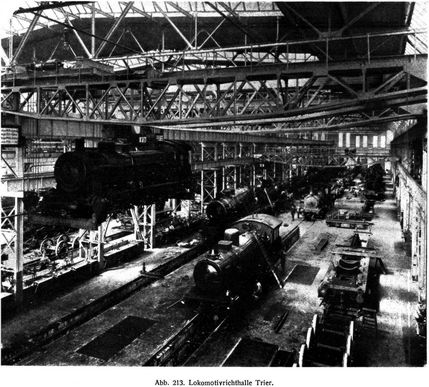
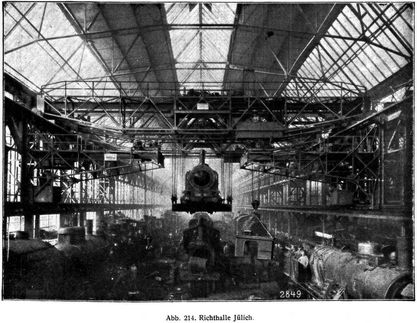
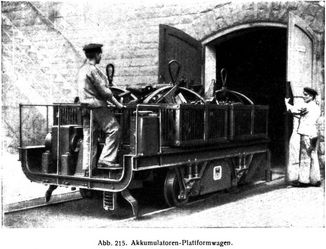
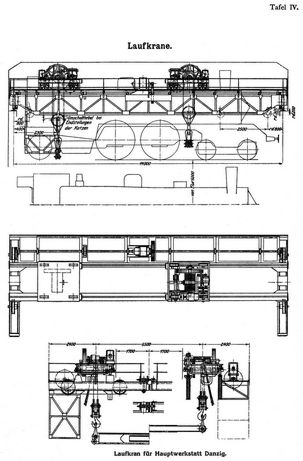
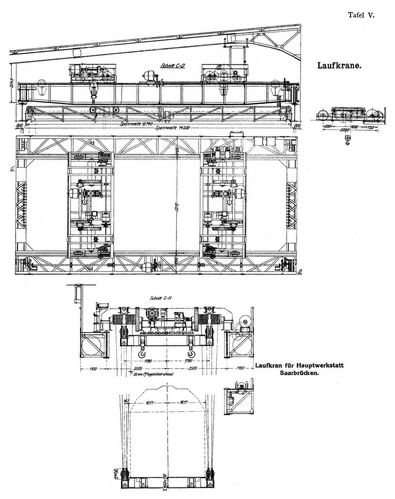
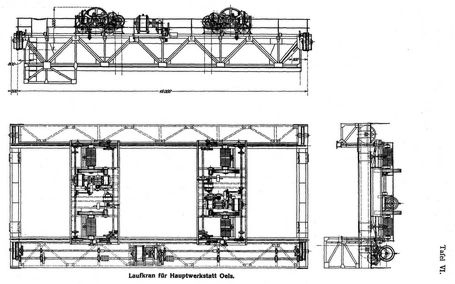
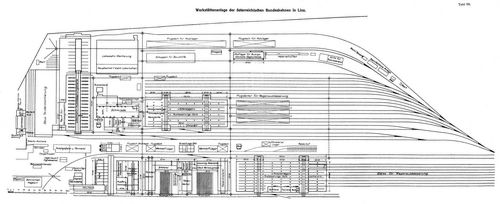
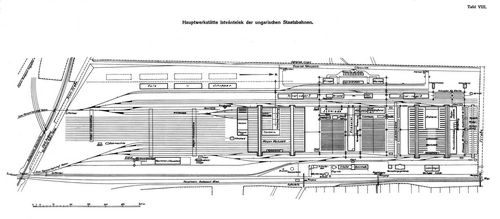
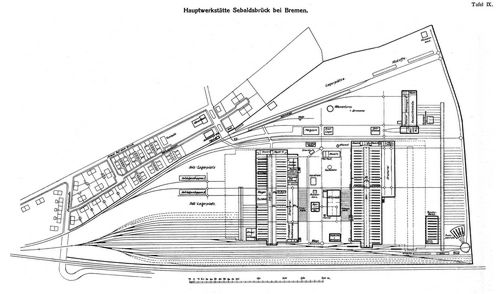
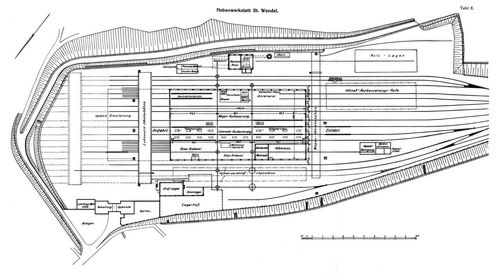
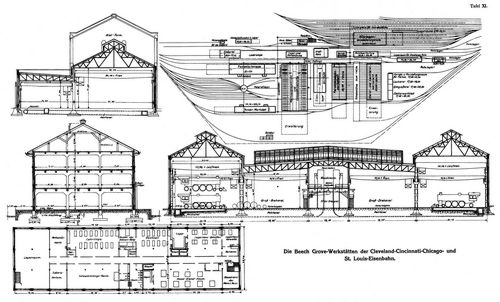
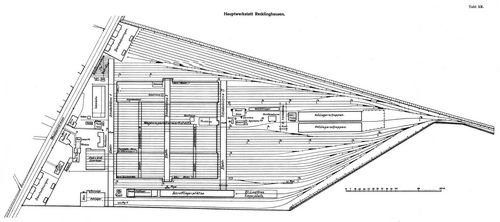
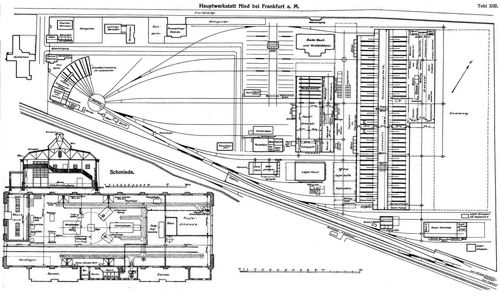
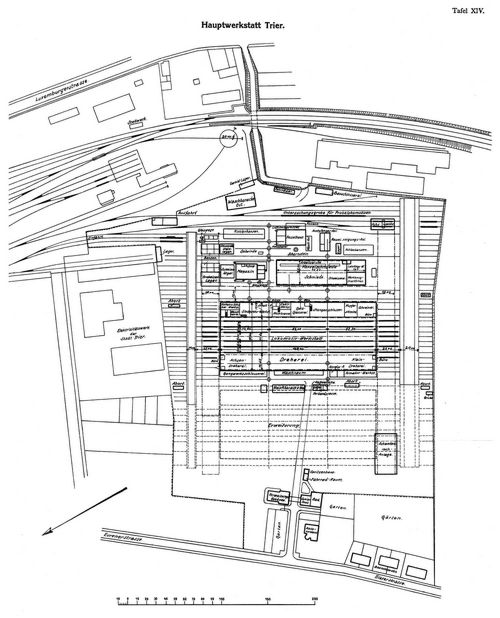
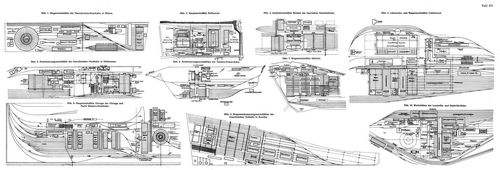
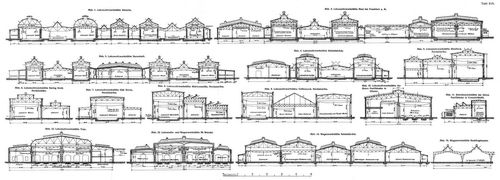
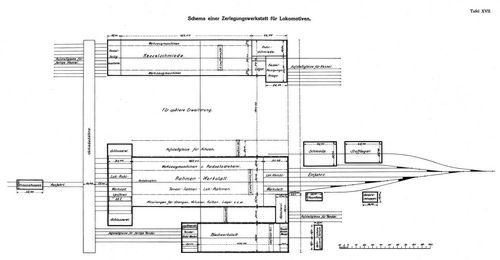
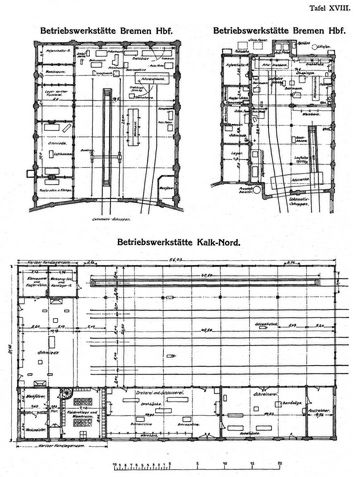
Buchempfehlung
Stifter, Adalbert
Der Condor / Das Haidedorf

Die ersten beiden literarischen Veröffentlichungen Stifters sind noch voll romantischen Nachklanges. Im »Condor« will die Wienerin Cornelia zwei englischen Wissenschaftlern beweisen wozu Frauen fähig sind, indem sie sie auf einer Fahrt mit dem Ballon »Condor« begleitet - bedauerlicherweise wird sie dabei ohnmächtig. Über das »Haidedorf« schreibt Stifter in einem Brief an seinen Bruder: »Es war meine Mutter und mein Vater, die mir bei der Dichtung dieses Werkes vorschwebten, und alle Liebe, welche nur so treuherzig auf dem Lande, und unter armen Menschen zu finden ist..., alle diese Liebe liegt in der kleinen Erzählung.«
48 Seiten, 3.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier III. Neun weitere Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Für den dritten Band hat Michael Holzinger neun weitere Meistererzählungen aus dem Biedermeier zusammengefasst.
- Eduard Mörike Lucie Gelmeroth
- Annette von Droste-Hülshoff Westfälische Schilderungen
- Annette von Droste-Hülshoff Bei uns zulande auf dem Lande
- Berthold Auerbach Brosi und Moni
- Jeremias Gotthelf Die schwarze Spinne
- Friedrich Hebbel Anna
- Friedrich Hebbel Die Kuh
- Jeremias Gotthelf Barthli der Korber
- Berthold Auerbach Barfüßele
444 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum