Lagerschalen
[59] Lagerschalen, längsgeteilte Einlagen in Lagern (s.d.) mit Laufflächen von Lagermetall (s.d.).
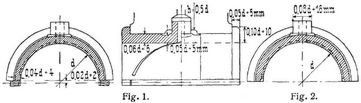
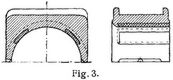
Rotgußschalen bekommen, wenn der Zapfen nicht schon eine bestimmte Länge hat, 1,5 d oder 1,25 d + 25 mm Länge und (nach Fig. 1 und 2) durchschnittlich 0,05 d + 5 mm Stärke Fig. 1 zeigt nach dem Rande hin verjüngte Schalen mit Holzeinlagen in dem freien Fugenraum, Fig. 2 aufsitzende, konzentrisch gedrehte Schalen, die beim Nachstellen abgefeilt werden müssen. Bei der Bearbeitung werden erst die Fugen gehobelt, dann zusammengelötet, die äußeren Mantelflächen und Stirnränder abgedreht, die Schalen wieder getrennt, an den Zapfen gedreht, in das ausgedrehte und gebohrte Gehäuse eingeschlagen und (mit Fugeinlagen von 0,04 d + 4 mm Stärke) innen ausgedreht, schließlich mit Schmiernuten versehen, entweder von Hand mit dem Meißel oder mit besonderen Maschinen. Die Nuten und Abfasungen der Fugenränder füllten die Lauffläche rechtwinklig schneiden, um den Schlamm zurückzuhalten (Fig. 1 und 2 und Lager, Fig. 16 [1]). – Zur Sicherung gegen Verdrehung erhalten die Schalen gewöhnlich einen zylindrischen Zapfen in der Mitte der Länge, wobei die Mantelfläche nur so weit abgedreht werden kann, daß. der Drehstahl eben noch am Zapfen vorbeigeht. Den freitragenden Teil setzt man ab, um den Stahl auslaufen zu lassen; man kann ihn aber auch in größerer Wandstärke stehen lassen [1]. Wenn die Schalen an der Fuge aufeinander sitzen, genügt es, nur die Oberschale mit einem Zapfen einzusetzen, der jedenfalls so dicht sitzen muß, daß das Oel nicht nach außen tritt. In Fig. 4 ist ein besonderer, fest eingesetzter Dübel angegeben, der die durchgehende Bearbeitung der Sitzfläche zuläßt; auch genügen in die Schale eingeschraubte Schmierrohre sowie Metalleinlagen in der Fuge (s. Lagerbock, Fig. 2). Außen eckige Schalen kommen an Stangenlagern und Achsbüchsen vor (Fig. 3). Rotgußschalen für Lokomotiven erhalten zuweilen je zwei Weißmetallspiegel (Fig. 3), deren Ausschmelzen den Betrieb nicht hindert, besonders wenn das Oel nicht ausfließen kann.
Weißgußschalen (Fig. 4) erhalten, wenn nichts andres bestimmend ist, die Länge 2,5 d oder 2 d + 50 mm. Das Weißmetall wird in den Lagerkörper und Deckel, meist aber in besondere Schalen eingegossen und hält sich in schwalbenschwanzförmigen Rillen oder radialen Bohrungen. Die Weißgußstärke beträgt etwa 0,03 d + 3 mm, die Rillentiefe nahezu ebensoviel, die Breite das Doppelte; die Stärke der Schalen, einschließlich Rillentiefe, in Gußeisen 0,12 d + 12 mm, in Stahlguß 0,09 d + 9 mm, in Bronze für leichte Stangenlager 0,08 d + 8 mm. Die Rillen werden der Länge nach gehobelt und im Umfang gedreht, auch gefräst, oder gegossen und mit Salzsäure metallisch rein gebeizt, für wichtige Lager vor dem Ausgießen verzinnt. Man kann das Metall über den angewärmten Lagerzapfen selbst gießen, besser über ein ihm fast gleiches Modell von Eisen, das mit Oel oder Graphit mit Spiritus bestrichen ist und mit Randscheiben die Lagerenden abschließt und sich zentriert. Um beide Schalen zugleich zu gießen und sie dann leicht trennen zu können, legt man in die Fuge einen Blechstreifen mit vielen kleinen Ausschnitten. Will man die Schalen einzeln gießen, so dämmt man die Enden mit Lehm ab, gießt die Unterschale, ebnet die Fugenfläche, bestreut sie mit etwas Holzasche oder deckt sie mit Blech ab und gießt die Oberschale. Durch Schaben, besser durch Ausreiben mit einer Reibahle, läßt sich das Lager dem Zapfen gut anpassen [2], [3].
Glycometall wird in Skelettlagern (nach D.R.P. Nr. 133883 und 188923) in kurzen Abständen von je 15 mm festgehalten, entweder nach Fig. 5, mit gelochten Blechen von Eisen oder Metall außerhalb und innerhalb eines Guß- oder Stahlgußkerns, oder ohne diesen, am besten nur innerhalb eines gelochten, verzinnten Bleches für kleine Stangen- und Buchslager sowie in einer mit dem Blech vergossenen Gußeisenschale.
Gußeiserne Lagerschalen erhalten 4 d oder 3 d + 50 mm Länge und an den Enden 0,05 d + 5 mm Stärke, die nach der Mitte auf das Anderthalbfache anwächst (s. Lager, Fig. 17).
Literatur: [1] Zeitschr. d Ver. deutsch. Ing. 1890, S. 931 ff. – [2] Ebend. 1897, S. 720 ff. – [3] Usher-Elfes, Moderne Arbeitsmethoden, Berlin 1900.
Lindner.

- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum