Eisen
Eisen I.
Roheisen
Das Rösten. Je nach der Beschaffenheit des Erzes und je nach dem hauptsächlichen Zweck des Röstens gestaltet sich letzteres verschieden. Kohleneisensteine schichtet man in Haufen von 1–4 m Höhe, 6–11 m Breite und 40–60 m Länge und zündet den Haufen am Fuß durch Kohlen an, worauf er von selbst weiterbrennt und die erforderliche Rösttemperatur entwickelt. Da die Haufen der Luft von allen Seiten Zutritt gestatten, pflegt die Röstung sehr gründlich zu sein; die Erze verlieren dabei 25–45 Proz. ihres Gewichtes. Für kohlefreie Erze, denen das nötige Brennmaterial künstlich beigemischt werden muß, ist das Rösten in Haufen nicht empfehlenswert, weil dabei die Wärme sehr schlecht ausgenutzt und ein sehr ungleichmäßig geröstetes Produkt erzielt wird. Man umgibt daher die Rösthaufen mit niedrigen Mauern, die zur bessern Regulierung des Luftzutritts Zuglöcher enthalten, und benutzt diese Röststadel besonders bei mulmigen, schwefelhaltigen Erzen.
Am häufigsten verwendet man Röstschachtöfen von verschiedener Konstruktion. Wo es hauptsächlich auf starkes Durchglühen der Erze behufs ihrer Auflockerung oder Verflüchtigung von Wasser, Kohlensäure etc. und weniger auf eine oxydierende Wirkung der Luft ankommt, bringt man die Erze in abwechselnden Lagen mit billigem Brennmaterial in den Ofenschacht, zündet letzteres an und gibt immer frische Materialien oben auf, sobald unten eine Partie abgerösteten Erzes ausgezogen wird. In der unmittelbaren Berührung mit dem Erz wird das Brennmaterial gut ausgenutzt; aber dessen Asche kann das Erz verunreinigen, und an den Berührungsstellen geht letzteres leicht in Eisenoxydul über. Die Modifikationen bei diesen Öfen bestellen hauptsächlich in der abweichenden Innengestalt (bauchig, zylindrisch, abgestumpft pyramidal oder konisch, oval etc.), in dem Fehlen oder Vorhandensein eines Rostes (Plan-, Treppen-, Sattel-, Kegelrost), in dem Anbringen von seitlichen oder innern Zügen behufs vermehrter Luftzuführung etc. Als Typus hierher gehöriger Öfen mag ein Siegener Ofen (Röstkessel, Fig. 1) gelten, der große Leistungsfähigkeit bei leichter Bedienung hat. Er besteht ans einem in einer gewissen Höhe über der Hüttensohle schwebenden kegelförmigen Ofen von 17 cbm Inhalt und ohne Boden, dessen obere Öffnung von einer mit Bahngleise versehenen Bühne zugänglich ist. Das feuerfeste Ofenfutter, nur einen Stein stark, ist in einem konischen Blechmantel, oben und unten durch Gußeisenringe und_-Kränze verstärkt und versteift, eingebaut. Der Blechmantel hängt an drei regelmäßig verteilten Gußeisenstützen. Die Erze fallen frei aus dem Ofen und bilden unter demselben einen Schuttkegel, der an der Seite gezogen wird. Diese offene Konstruktion und die geringe Höhe des Schachtes machen den Ofen hauptsächlich nur zur Verjagung der Kohlensäure aus reinem Erzen und zur leichten Oxydation geeignet. Man röstet in einem solchen Ofen täglich 51 Ton. Sphärosiderit ohne Brennstoffaufwand oder 24 T. Eisenkalk._– Eine sehr leistungsfähige Konstruktion von Röstofen für Toneisensteine hat sich im Klevelandbezirk herausgebildet. Die Öfen erreichen eine Höhe von 14 m und liefern täglich 150–200 T. Eisenstein, also den Bedarf eines Hochofens. Fig. 2 zeigt einen derartigen von Borrie konstruierten Ofen.

Die Erze werden mittels zweier Gleise aufgegeben, die auf einer starken, über die ganze Ofen reihe wegführenden Brückenkonstruktion angeordnet sind. Beim Aufklappen der Wagenböden fallen die Erze auf die Verschlüsse der Ofengicht, deren zwei Paar Klappen sich an beide Seiten zweier rückenartiger Dächer anschließen, die in der Mitte der Gleise die Ofengicht überbrücken. Durch das Gewicht der eingestürzten Rohmaterialien werden die Klappen aufgedrückt, die Erze stürzen in den Ofen, und die Klappen schließen sich hinter ihnen durch die Wirkung von Gegengewichten au hebelartigen Fortsätzen der Platten.

Dieser automatische Verschluß gestattet, die der Nachbarschaft, lästigen Röstgase in zwei parallele Leitungen, auf denen bei jedem Ofen kleine Kamine stehen, abzufüren. Die kleinen Kamine werden beim Reinigen der Hauptleitung in Tätigkeit versetzt. Das Erz tritt an dem pyramidal gestalteten Boden des Ofens durch drei große mit Falltüren und außerdem mit von unten nach oben schließenden Schiebern versehene Öffnungen in eiserne Schüttlöcher, aus denen es in die Gichtwagen gelangt, die dasselbe zu den Gichttürmen führen.

Bedarf es bei der Röstung zur Zerlegung von Schwefelmetallen einer kräftigen Oxydation, so bringt man besser innerhalb als außerhalb des Ofenschachtes eine Flammenfeuerung an (Flammschachtsröstöfen) und laut das Erz bei beliebig zu regelndem Luftzutritt nur durch die Feuergase erhitzen, wobei freilich die Hitze weniger vollständig ausgenutzt wird als bei der Schichtung des Brennmaterials mit dem Erz. Am vorteilhaftesten hinsichtlich der Kosten und der Qualität des gerösteten Erzes hat sich die Anwendung der aus Eisenhochöfen abgeleiteten, brennbares Kohlenoxydgas enthaltenden Gichtgase (Gasröstöfen) erwiesen. Derartige Öfen, zuerst in großen Dimensionen in Schweden und Norwegen ausgeführt, sind durch Anwendung von Gebläseluft zur Verbrennung der Gichtgase von Westman in Schweden sehr vervollkommt worden. Westmans Ofen (Fig. 3 u. 4) hat nachstehende Einrichtung: a Ofenschacht, 7 m hoch; b Chargierkanal, mit einer Kloppe verschließbar, durch den das Erz in den durch eine Stange von außen beweglichen Trichter c gleitet und aus diesem in die Mitte des Ofens gelangt, in dessen Achse dann, was zur Auflockerung dient, die dickem Erzstücke liegen bleiben; d zur Ofengicht a'b' führende Öffnung; c Gasrohr, aus dem die Gichtgase durch die kleinen Ansätze g und die Kanäle r in 12 Gasdüsen k strömt, aus denen es in den Ofen gelangt; f hohles, kranzförmiges Trageisen für den Kernschacht des Ofens, in das aus dem Rohr h der Wind einströmt, um durch 24 kleine Düsenöffnungen aus dem Kranzeisen auszuströmen und sich mit den brennbaren Gasen innig zu mischen; i sechs Ausziehöffnungen; l und m Raumkanäle zum Einbringen von Brechstangen bei etwa stattgehabten Versetzungen; o Schaulöcher; n Schornstein.

Ein Ofen von 6,59 m Höhe röstet in 24 Stunden 45–60.000 kg Erz durch; bei vollem Betrieb zieht man alle 1-1 1/2 St. das Erz aus.
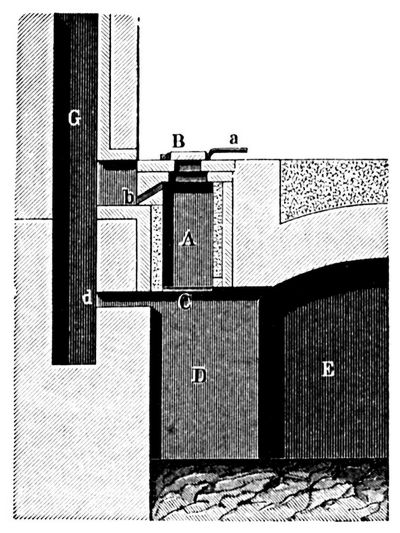
Die Hochöfen. Bei dem altern rheinischen Kokshochofen (fig. 5) ist der innere Ofenraum B durch den feuerfesten Kernschacht E begrenzt, der auf einem Ring a und vier Säulen v ruht und von dein Rauhgemäuer G so umschlossen ist, daß zwischen beiden ein mit schlechten Wärmeleitern lose auszufüllender Zwischenraum (Füllung) bleibt.

Statt dieses Gemäuers G wird auch ein aus Eisenblechplatten zusammengenieteter Mantel benutzt. Der Teil von der Mündung des Ofens (Gichtöffnung, Gicht) A bis zur weitesten Stelle (Kohlensack, Bauch) B heißt Schachtraum, von da bis zu der stark zusammengezogenen Partie C Rast; dann folgt nach unten von C bis D der Schmelzraum, (Gestell), und der unterste Raum bei D heißt Herd (Eichenkasten). Das Gestell ist ringsum bis auf eine unterhalb der Windformen gelegene kleine Öffnung zum Schlackenabfluß, die man zum Schutz des Mauerwerks mit einer gekühlten Bronzeröhre (Lürmannsche Schlackenform) ausfüttert, und eine darunterliegende zum zeitweiligen Ablassen des flüssigen Roheisens geschlossen (Öfen mit geschlossener Brust, Blauöfen), oder der Herd ist an einer Stelle nur teilweise durch einen dicken Stein g (Wall- oder Dammstein) geschlossen, dem man durch eine Eisenplatte (Wallsteinplatte), die durch einen davor angebrachten Luftkanal h gekühlt wird, größere Festigkeit gibt. Der Tümpelstein n, an der Vorderseite durch das Tümpelblech geschützt und auf einem Eisen (Tümpeleisen) ruhend, geht nicht bis zum Boden- oder Sohlstein e nieder. Die so zwischen g und n bleibende Öffnung nennt man Vorherd und mit einem solchen versehene Öfen Sumpföfen oder Öfen mit offener Brust. Durch den Vorherd kann man behufs Ausräumung von Ansätzen in den Innenherd gelangen, und über den Dammstein g fließt die Schlacke auf der aus Ton und Kohlenlösche gebildeten Schlackentrifft M ab, die durch eine Gußeisen platte F (Schackenleiste) seitlich begrenzt ist. In den Öfen mit geschlossener Brust wird die Hitze im Gestell besser zusammengehalten, es entstehen weniger leicht Ansätze im Herd, und das Schmelzen wird weniger gestört. Der Sohlstein e ruht auf einem sichern Fundament, in dem sich früher stets ein Kreuzkanal (Andreaskreuz) zur Abführung der Feuchtigkeit befand. Gegenwärtig kommen diese Kanäle meist noch dort vor, wo beim Verschmelzen bleihaltiger Erze Bleidampf darin kondensiert werden soll. Meist besteht das Fundament aus einem Kreuzgewölbe, wenn kein fester Felsgrund vorhanden ist. Zuweilen bringt man unter dem Hüttensohlenniveau eine Feuerung L an und führt die Feuergasse behufs Austrocknung des Gemäuers unter dem Sohlstein hin in vertikale, in dem Rauhgemäuer ausgesparte Kanäle. Die obere Mündung des Ofens (Gicht) umgibt zur Ableitung entweichender Gase ein Gichtmantel N mit Öffnungen zum Einstürzen der Schmelzmaterialien in den Ofen.
Das Gichtplateau ist mit einer Galerie umgeben, die Gichtmündung entweder offen oder durch eine Vorrichtung verschlossen, die ein bequemes Chargieren und ein Auffangen und Ableiten der nach obenhin gelangenden brennbaren Gichtgase gestattet (Gichtverschlüsse, Gasfänger). Bei dem abgebildeten Ofen ist in die Gicht ein Zylinder O eingehängt, durch den die Schmelzmassen eingetragen werden, während die Gichtgase sich hinter dem Zylinder ansammeln, in den rings um den Ofen herumgehenden Kanal p entweichen und aus diesem durch das Rohr p' nach dem zu erhitzenden Raum abgeleitet werden. Im untern Teil des Rauhgemäuers sind Arbeitsgewölbe K und Arbeitsgewölbe J ausgespart, nach obenhin durch Trageisen b begrenzt. Von den Formgewölben aus gehen Öffnungen f (Formöffnungen) in den Herd, die einen hohlen Eisenkonus mit Wasserzirkulation aufnehmen, in dem das Ende der Windleitungsröhre m, die Düse, ruht.
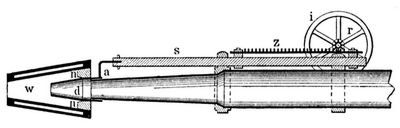
Der Raum zwischen Düse und Form laut sich verschließen (geschlossene Form), um ein Entweichen von Wind durch dieselbe zu verhüten. Fig. 6 stellt diese Einrichtung näher dar. w Wasserform mit doppelter Wand, durch deren Hohlraum Kühlwasser fließt, d Düse. n Ring, der, mittels eines Bügels a an der Stange s befestigt, durch die Zahnstange z, das Getriebe r und das Laufrad i hin und her bewegt werden kann.
Einen Kokshochofen neuester Konstruktion zeigt Fig. 7. Er besteht aus dem Gestell a, in das die Formen e münden, der Rast b und dem Schacht c. Der Gasfang besteht aus dem Fülltrichter f und einer ihn verschließenden Glocke; durch Heben der letztern wird ein Spalt frei, der den Schmelzmassen das Hinabgleiten in den Ofenraum gestattet.

Die Abführung der Gase erfolgt durch das Rohr h und die sich an dieses anschließende Leitung i. Da selbst die vorzüglichsten Schamottesteine den außerordentlich gesteigerten Ansprüchen von Hitze und Schlacke nur kurze Zeit widerstehen, so werden die Ofen wände möglichst durch Luft und Wasser gekühlt. Die Wände der Rast und des Gestelles sind mit zahlreichen metallenen Kasten versehen, durch die beständig kaltes Wasser fließt. Trotzdem werden die Wände und der Bodenstein l durch die Schlacke oft stark geschwächt, und man hat daher an diesen Stellen die Schamottesteine mit großem Vorteil durch Koks ersetzt, die nur von Eisen angegriffen werden. Die Schachtwände bedürfen nur einer Luftkühlung, und man sieht zur Begünstigung derselben von der Errichtung des Rauhgemäuers völlig ab. m ist ein Säulengerüst, das die eiserne Gichtbühne trägt, auch ruht der Schacht zur Entlastung der Rast und des Gestelles auf gußeisernen Säulen oder auf Kragträgern n, die am Gerüst m angebracht sind. Zum Tragen der Windleitung o und ihrer Zweigleitungen sowie der Düsenstöcke r, dienen ähnliche Kragstücke. Die Düsenstöcke sind gleich den Heißwindleitungen ausgemauert, die Formen e, doppelwandige Bronzeröhren, die durch Wasser gekühlt werden.
Als Nebenapparate für Eisenhochöfen werden benutzt: Zylindergebläse (s. Gebläse), Winderhitzungsapparate (s. Winderhitzung) und Gichtaufzüge (s.d.), letztere zum Emporschaffen der Schmelzmaterialien von der Hüttensohle bis zur Gicht bestimmt, wenn der Ofen nicht an einem Bergabhang liegt, von dem aus er bedient werden kann._– Das Chargieren (Aufgeben) geschieht bei Holzkohlenöfen mit engerer Gicht aus Körben, Kasten, Schubkarren etc., bei Koksöfen in auf Schienen gehenden Gichtwagen, häufig mittels der Gichtaufzüge. Zur zweckmäßigen Verteilung der Beschickung im Ofen dienen Verteilungsvorrichtungen, von denen der Parrysche Trichter in Fig. 8 abgebildet ist. B ist ein in die Gichtmündung eingehängter Trichter, in dem ein Eisenkegel A an dem bei H durch die Scheibe F auf und nieder zu bewegenden Balancier GH gehoben und gesenkt werden kann. Wird bei der gewählten Kegelstellung der Trichter B mit Beschickung gefüllt, dann A gesenkt, so rutscht dieselbe durch die ringförmige Öffnung II nach der Peripherie D hin; hier bleibt das Klein liegen, während die großem Stücke nach der Mitte E hinrollen. Die Gichtgase ziehen durch seitliche Kanäle unter dem Trichter ab.
Die Höhe der Koksöfen beträgt meist 15–20 m und nur selten über 20 m; Holzkohlenöfen nimmt man meist niedriger, 7,85–9,98 (bei sehr festen Kohlen kommen Höhen bis zu 16 m vor). Die Weite der Öfen ist neuerdings sehr gestiegen, und man hat dadurch große Produktionen erreicht. Die größten Dimensionen dürften 3,14 m im Gestell, 9,41 m im Kohlensack und 6,28 m an der Gicht sein. Durch Herstellung tonnenförmiger und zylindrischer Schachtformen ist die Ofenkapazität ebenfalls erhöht worden. Die Höhe der Tagesproduktion beträgt bei Anwendung von Koks 15–100,000 kg, und zwar bei den neuern Hochofenanlagen meist 50–70,000 kg, auch wohl bis 90,000 kg, beim Holzkohlenofenbetrieb 10–40,000 kg.

Eisen II.
Schweißeisen.
Die Operationen des Feinens (Hartzerrennens) führt man gewöhnlich in einem sogen. Feineisenfeuer (Fig. 9 u. 10) aus. Dies besteht aus einem kastenförmigen Raum f mit dem Schornstein a, an drei Seiten durch Wasserbehälter c, an der Vorderseite durch eine Eisenplatte mit Stichöffnung geschlossen und mit einer Sand- oder Schlackensohle versehen. Vor den Kasten c, die aus b mit Wasser gespeist werden, befinden sich Wasser enthaltende Tröge d zum Kühlen der Werkzeuge. Durch vier oder sechs stark geneigte Formen an zwei Seiten wird viel Wind zugeführt. Man füllt den Herd f mit Koks, setzt die Roheisencharge (2000–2500 kg) kg über die Formen, schmelzt dieselbe tropfenweise nieder und läßt den Gebläsewind auf das flüssig gewordene Eisen wirken. Man sticht das gefeinte Produkt (Feineisen) nach etwa 3–4 Stunden in Formen ab und begießt es noch mit Wasser. Auf 100 kg Feineisen braucht man etwa 20–30 kg Koks u. hat 13–15 Proz. Eisenabgang. Da bei diesem Verfahren das Feineisen durch die Asche des Brennmaterials, z.B. durch den Schwefelgehalt der Koks, verunreinigt werden kann, so führt man den Feinprozeß auch wohl in Gasflammöfen (Weißöfen) aus.

Die zum Frischen dienenden Gebläseherde (Frischherde, Frischfeuer) bestehen aus einem mit eisernen Platten (Zacken) ausgekleideten Raum mit eiserner, gewöhnlich von unten gekühlter Bodenplatte. Man nennt die Eisenplatte, auf der die Form d (Fig. 11) ruht, Formzacken (t), die gegenüber befindliche (h) Windzacken, die Hinterplatte (s) Aschenzacken und die Vorderplatte Vorder- oder Schlackenzacken. Durch das Ventil v ist der Zutritt der Gebläseluft aus w in die Düse zu regulieren. Man gelangt zu dem mit einer Esse (a) überdeckten Herde durch die Arbeitsöffnung bei b. Zuweilen sind die Frischfeuer überwölbt und mit Glühherden versehen, auf denen das zu erfrischende Roheisen durch die abziehende Flamme vorgewärmt wird.

Bei garschmelzigem Roheisen, bei dem das Frischen behufs hinreichender Abscheidung der fremden Bestandteile in die Länge gezogen werden muß, macht man das Feuer tiefer und gibt dem Winde weniger Stechen, bei rohschmelzigem Eisen ist das Feuer weniger tief, und dem Winde gibt man größeres Stechen.
Ein Puddelofen mit direkter Feuerung (Fig. 12–14) enthält einen durch die Schürtür a zu speisenden Rost b, durch die Feuerbrücke e getrennt von dem Herd f. Dieser wird gebildet von einer dicken eisernen Sohlplatte und einem auf letzterer liegenden hohlen gußeisernen Rahmen (Herdeisen). Der Herd erhält eine Auskleidung von sehr strengflüssiger, an Eisenoxyduloxyd reicher Schlacke, die man bei sehr hoher Temperatur aufschmelzt, um das geschmolzene Eisen vor zu starker Abkühlung und Sohle und Herdwände vor Zerstörung zu schützen. Der Herd ist durch die Fuchsbrücke n von der Esse i getrennt, auf deren Boden die in den geneigten Fuchs aus dem Herd übergehende Schlacke gelangt, um durch den Stichkanal k abzufließen. Fuchs- und Hauptbrücke sowie das Herdeisen werden durch Luft oder fließendes Wasser gekühlt, die eiserne Bodenplatte durch Luft, die durch die Öffnungen oo ein- und durch Züge r wieder austritt. Gewöhnlich führt zum Herd nur eine Arbeitsöffnung g mit Arbeitsplatte m davor (einfacher Ofen), zuweilen ist behufs Erzielung größerer Produktionen noch eine zweite Arbeitsöffnung h vorhanden (Doppelöfen).

Bei neuern Puddelöfen sind zwar Fuchsbrücke und Feuerbrücke gerade und parallel, die Rückwand des Herdes ist aber nach einem Kreisbogen gekrümmt, dessen Mittelpunkt in der Mitte der Arbeitstür liegt. Die vordern Wangen des Herdeisens sind ebenfalls gerade und von der Einsatztür aus unter einem solchen Winkel nach den Brücken hin gerichtet, daß nicht für den Arbeiter unzugängliche Winkel entstehen. Auf dem Herdeisen erheben sich die Wände des Ofens; ein Gewölbe mit geringer Neigung nach dem Fuchs hin überspannt Feuerung und Herd.
Puddelofen mit Gasfeuerung. Zur Erzeugung der im Puddelofen erforderlichen hohen Temperatur bedarf man guten Brennmaterials, gewöhnlich langflammiger Steinkohlen, deren Effekt dadurch noch gesteigert wird, daß man Gebläseluft (Unterwind) unter den Rost leitet. Die Notwendigkeit, billiger zu arbeiten, drängt mehr u. mehr zur Einführung der Gasfeuerung, die überall geboten ist, wo gutes Brennmaterial nicht zu Gebote steht. Hier verwandelt man minderes (z.B. Braunkohle und Torfklein) in brennbares Gas und verbrennt dieses in dem Zustand, wie es aus dem Generator kommt, durch erhitzte Gebläseluft (Gasöfen), oder man erhitzt Gas und Luft in Regeneratoren, mit Steinen angefüllten Kammern, die durch die vom Ofen abziehenden Feuergase glühend gemacht werden, um dann beim Durchstreichen der Verbrennungsluft und der brennbaren Gase Wärme an diese abzugeben (Regenerativfeuerung). Einen solchen Ofen stellt Fig. 15 dar. M ist der Puddelofenherd, von dem die Feuergase durch die Kanäle x und y nach unten in zwei nebeneinander liegende Regeneratoren, von denen nur der eine R' sichtbar, ziehen, um die darin angehäuften Steine zu erhitzen, dann durch B, C' und d' zur Esse zu gelangen. Während dieser Zeit strömen die Generatorgase und die kalte Gebläseluft durch das erhitzte Generatorpaar L' auf den Herd. Sobald letzteres erkaltet ist, wird durch Ventile Z Gas- und Luftstrom umgestellt, beide passieren das wieder erhitzte Regeneratorpaar R' nebst Zubehör, das Gas tritt durch y, die Luft durch x aus, die bei Vereinigung beider entstehende Flamme zieht über den Herd, und die Feuergase gelangen an der entgegengesetzten Seite in das abgekühlte Regeneratorpaar etc. Die Abhitze bei Öfen mit direkter Feuerung oder mit gewöhnlicher Gasfeuerung wird häufig zur Dampfkesselheizung benutzt.

Die Abhitze bei Öfen mit direkter Feuerung oder mit gewöhnlicher Gasfeuerung wird häufig zur Dampfkesselheizung benutzt.

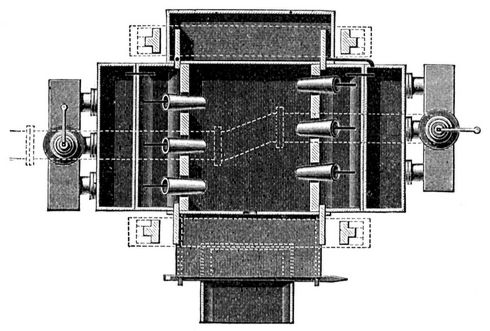
Zur Ersparung von Handarbeit, die bei Puddelöfen überaus anstrengend ist, hat man die Rührstange durch Maschinenkraft bewegt (mechanische Puddler), doch sind diese Vorrichtungen für den beschwerlichsten Teil der Puddelarbeit, das Vereinigen der Eisenteilchen zu einer Luppe, nicht zu gebrauchen. Vollkommener ist der Zweck erreicht durch die rotierenden Puddelöfen. von Danks (1871). Sie haben in den Rotatoren ein aus Roteisenerz hergestelltes Eisenoxydfutter, das zur Abscheidung des Phosphors aus dem Roheisen beiträgt. Die Einrichtung des Danksschen Ofens zeigt Fig. 16; a ist der zylinderförmige Rotator, der vermittelst des Zahnkranzes h durch eine Dampfmaschine in Bewegung gesetzt wird. Er läuft auf Rollen und schließt sich direkt an die feststehende Rostfeuerung f, die meist mit Unterwind betrieben wird. Durch den beweglichen, an einer Kette c auf gehängten Fuchs b werden die Feuergase in den Schornstein geleitet. Vorteile dieses Ofens sind eine bedeutend größere Produktion, Ersparung an Brennmaterial und Arbeitslohn und Erzeugung eines guten, schmiedbaren Eisens. Mängel des Ofens sind die großen Anlagekosten, die häufige Erneuerung des Futters und die dazu erforderlichen großen Zange- und Walzvorrichtungen.

Ansicht von oben und von der Seite, teilweise im Durchschnitt.
Ein neuerer Ofen dieser Art von Sellers ist mit Regenerativfeuerung versehen, während Crampton Kohlenstaubfeuerung verwendet. Der von Pernot konstruierte Ofen besteht aus einem rotierenden, tellerförmigen, schwach geneigten Herd, der unter ein feststehendes, zwischen Feuerung und Fuchs gespanntes Gewölbe gefahren wird, der, wie der Dankssche Ofen, mit einem Eisenoxydfutter versehen ist.
Die Luppenquetscher zur Bearbeitung der Lappen, um die darin enthaltene Schlacke auszuquetschen und dichtere, prismatische Stücke zu erhalten (Fig. 17 u. 18), bestehen aus einem zweiarmigen Hebel ef mit Drehpunkt bei m. Die Kolbenstange einer Dampfmaschine a drückt beim Aufwärtsgehen den mit Stahlbacken versehenen Arm f gegen die Luppe g auf die Unterlage k; h Bock für das Achsenlager m, bd Steuerung, i Schwungrad, c Welle desselben.
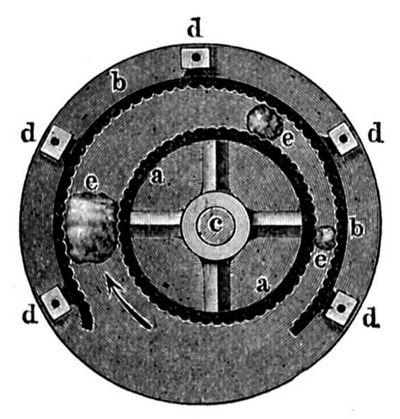
Die Luppenmühlen (Fig. 19) bestehen aus einem Zylinder a mit kannelierter Oberfläche, um die vertikale Achse c drehbar und mit einem vorn offenen, exzentrischen Mantel b umgeben, der durch fünf eiserne Säulen d auf einer starken Grundplatte feststeht. Die vorn zwischen b u. a eingeworfene Luppe e wird bei der Drehung des Zylinders a immer mehr zusammengepreßt.
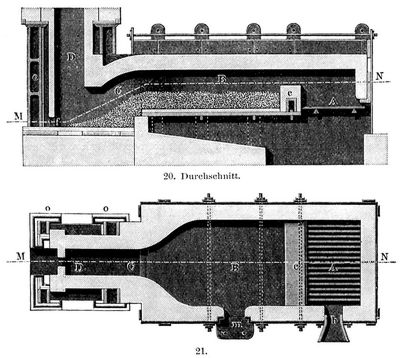
Behufs weiterer Verarbeitung des Luppeneisens zu Handelsware auf mechanischem Wege vereinigt man, um es weich, knetbar und homogener zu machen, mehrere Stücke durch umgelegten Draht zu einem Paket und setzt es einer Schweißung in Herden (Schweißfeuer) von ähnlicher Einrichtung wie die Frischfeuer (s.S. I) oder in Flammöfen (Schweißöfen) aus, die mit festem Brennmaterial oder mit Gasen geheizt werden. Wegen der zu erzeugenden hohen Temperaturen ist hierbei die Siemenssche Regenerativgasfeuerung besonders wirksam. Die Schweißöfen (Fig. 20 u. 21) unterscheiden sich von den oben beschriebenen Puddelöfen hauptsächlich dadurch, daß zur Erzeugung einer größern Hitze der Rost A im Verhältnis zu dem aus Sand geschlagenen und von unten gekühlten Herd B von 2,9–3,5 m Länge und 1,5–3,5 m Breite bedeutendere Dimensionen hat, das Gewölbe sich tiefer senkt und die Fuchsbrücke fehlt, so daß die Sehweißschlacke im Fuchs C herab nach dem Stichloch f gelangt und durch dieses abfließt, b Schüröffung, c Feuerbrücke mit Luftkühlung, m Arbeitsöffnung mit Arbeitsplatte, o Säulen zur Unterstützung des Schornsteins D. Unterwind hat sich sehr wirksam erwiesen. Behufs des Schweißens bringt man das Luppeneisen oder die Pakete an die Fuchsseite, rückt sie dann allmählich nach dem heißesten Teil, der Feuerbrücke, zu, nimmt die schweißwarmen Stücke mit der Zange oder mittels maschineller Vorrichtungen aus dem Ofen und transponiert sie auf Wagen zur Bearbeitungsmaschine. Die Schlacken fließen, wie bemerkt, im Fuchs hinab zum Schlackenloch, das man durch ein Steinkohlenfeuer warm erhält. Der Einsatz kann 250–1500 kg und mehr betragen, man macht 12–13 Chargen in 12 Stunden und bringt in einer Hitze aus Luppeneisen 86–90 Proz. aus. Auf 100 kg Eisen braucht man bei direkter Feuerung 70–150 kg Steinkohlen, bei Regenerativgasfeuerung weit weniger. Man unterscheidet das ein- oder mehreremal im Schweißofen gewesene geschweißte Eisen von den Rohschienen, die unmittelbar aus den gezängten Luppen als ein Zwischenprodukt hergestellt werden. Das Eisen wird schweißwarm Hämmern, Walzwerken, seltener Pressen zugeführt, um in Stabeisen, Blech oder Draht verwandelt zu werden. Als die wirksamste Maschine hierfür dient das Walzwerk.
Eisen III.
Zementstahl, Tiegelgußstahl, Flußeisen.
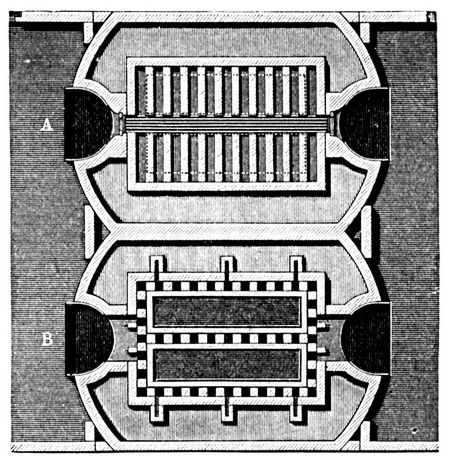
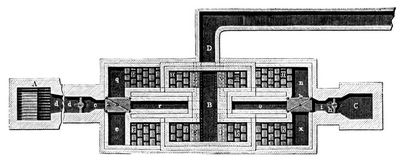
Zur Erzeugung von Stahl aus Schmiedeeisen durch Zuführung von Kohlenstoff (Zementieren) verpackt man letzteres mit Holzkohlenpulver in Tonkasten A (Fig. 22), die vom Feuerungsraum C aus erhitzt werden. Der viereckige Herdraum des Zementstahlofens ist mit einem flachen Gewölbe überspannt und dieses mit Zuglöchern versehen. Die Feuerungsgase ziehen von der Feuerung aus um die beiden Kasten in einer großen Anzahl von Kanälen, deren unterer horizontaler Teil in Fig. 23 A. zu sehen ist, während der vertikale Teil in B schwarz gedruckt ist.
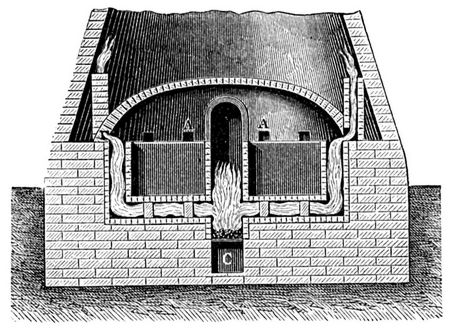
Die Kanäle münden unter dem Gewölbe des Ofens, aus dem die Feuerungsgase durch mehrere kleine Essen in einen Hohlkegel ziehen, der sie in geeigneter Höhe in die freie Luft führt, damit sie nicht allzu stark belästigend auf die Nachbarschaft wirken.
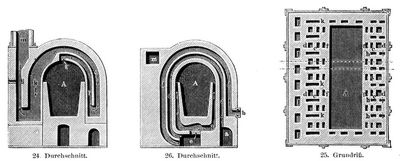
Die Kasten bleiben meist offen oder werden mit einer Decke von Ziegelpflaster, Quarzsand und Ton versehen und binnen 24 Stunden auf Kupferschmelzhitze gebracht und bei dieser Temperatur erhalten. Zeigt die Bruchfläche einer Probestange nach 8–9 Tagen, seltener 6–7 Tagen, ein feinkörniges Gefüge ohne Eisenkern, so läßt man den Ofen bei geschlossenen Öffnungen 3 Tage abkühlen. Man verwendet zum Zementieren auf 100kg Schmiedeeisen (am besten eignet sich dazu mit Holzkohlen erzeugtes) ca. 27 kg Holzkohle (1/2-3/4 im frischen Zustand); die Gewichtszunahme des erfolgenden Produkts beträgt 0,5–0,75 Proz. Auf der Crescent-Steelhütte zu Pittsburg in Pennsylvanien hat Swindell einen Zementierofen mit Gasfeuerung eingerichtet, bei dem die Wärme sehr vollständig ausgenutzt wird (Fig. 24–26). A offen bleibender Kasten, a Kanal zur Gasführung, b Luftkanal; Gas und Luft treten an einer Seite, bzw. durch die Kanäle c und d unter die Sohle e des Kastens, vereinigen sich hier, die Flamme steigt in Zügen f auf und die Verbrennungsprodukte ziehen durch die Öffnung g in Kanälen h und i durch k und l in den Schornstein m.
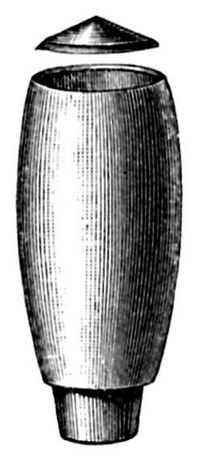
Die Tiegel (Fig.27) zum Umschmelzen des Stahls werden aus Schamotte oder Graphit hergestellt, sie sind 39–24 cm hoch und werden mit 15–45 kg Stahl beschickt. Man stellt die Tiegel zu zweien oder vieren zwischen Holzkohlen oder Koks in einen Windofen oder zu 20 und mehr in einen Flammofen mit Steinkohlenfeuerung oder am besten in einen Ofen mit Siemensscher Regenerativgasfeuerung.
Der Windofen besteht aus einem quadratischen oder oblongen Schacht A (Fig. 28) zur Aufnahme von 2 oder 4 Tiegeln mit Rost C, Aschenfall D und Luftzuführungskanal E. In die Esse G mündet der Fuchs b und ein zweiter Fuchs d zur Regulierung des Luftzuges.
Der Schacht A wird durch den Deckel B mit Handhabe a geschlossen. Unter öfterm Nachgeben von Brennmaterial erhält man den Inhalt des Tiegels so lange in Hitze, bis eine Probe mit einer Eisenstange die Beendigung des Schmelzens anzeigt.

Man hebt alsdann den Tiegel mit Zangen heraus, läßt den Inhalt bis zu einer gewissen Temperatur abkühlen, damit die absorbierten Gase entweichen, und gießt ihn in die geschwärzten und vorgewärmten Eisenformen.
Der Siemenssche Regenerativofen (Fig. 29 u. 30), in dem die Heizung durch brennbare Gase und Luft, beide durch die abgehenden Feuergase stark erhitzt, bei hoher Temperatur geschieht, hat nachstehende Einrichtung: A Gasgenerator, auf dessen Rost a' durch den Zylinder b' Brennmaterial geschüttet wird. Dasselbe verbrennt unmittelbar über dem Rost zur Kohlensäure, die beim Durchstreichen der darüber befindlichen glühenden Brennmaterialsäule in brennbares Kohlenoxydgas übergeht. Dieses zieht durch den Kanal d, wenn dessen Absperrventil c (hier geschlossen) geöffnet ist und die Wechselklappe a die in der Zeichnung angegebene Stellung hat, durch den Kanal e, durch die noch kalten Regeneratoren f über die Feuerbrücke g in den mit beweglichen Deckelteilen versehenen Schmelzraum B, in dem in zwei Reihen die Tiegel stehen. Die Verbrennungsluft fällt in den mit einem Gatter überdeckten Schacht C ein, zieht, nachdem das Absperrventil h (hier geschlossen) im Kanal i geöffnet worden, bei der dermaligen Stellung des Wechselventils b durch den Kanal x, den kalten Regenerator k und die Feuerbrücke l in den Schmelzraum B, mischt sich hier mit den aus g hervortretenden Gasen, erhitzt nach Entzündung der letztem die Tiegel, und die heißen Verbrennungsprodukte ziehen an dem dem Eintritt entgegengesetzten Ende einerseits durch z, p, q und r, anderseits durch y, m, n und o in den Schornstein D, wobei die in den Regeneratoren enthaltenen Steine in Glut versetzt werden. Ist dies zur Genüge geschehen, so stellt, man die Wechselklappen a und b mittels einer bis über die Hüttensohle reichenden Handhabe um, worauf jetzt die brennbaren Gase aus A durch d, q, p und z, die Luft durch C, i, n, m und y in den Schmelzraum B ziehen und zwar beide, nachdem sie in den Regeneratoren p und m stark erhitzt worden. Die Feuergase ziehen jetzt durch q und l ab, und bei zeitweiligem Umstellen der Wechselklappen a und b wiederholt sich das Spiel.
Bei dem Bessemerprozeß benutzt man einen Ofen mit beweglicher Birne (Konverter, Retorte). Diese Bessemerbirne A (Fig. 31) mit Hals B besteht aus Eisenblech und ist mit feuerfesten Ziegeln ausgekleidet. Diese Ziegel werden für den sauren Prozeß aus Quarzit, Tonstein und geringen Mengen feuerfesten Tons hergestellt und gebrannt. Für den basischen Prozeß bereitet man Steine aus gebranntem und gemahlenem Dolomit mit entwässertem Teer, indem man die Masse in hydraulischen Pressen einem starken Druck aussetzt. Bisweilen werden die Steine auch in eisernen Formen gestampft und dann geglüht. Das Bodenstück C ist entweder an dem Hauptkörper A fest angenietet, oder kann davon abgenommen werden, um voll feuerfesten Materials gestampft zu werden, in dem man konische Öffnungen zur Aufnahme von sieben Tonformen laut, deren jede wieder 7–13 zylindrische Kanäle (Düsen) von 9–12 mm Durchmesser zur Windzuführung hat. Mittels eines hydraulischen Kolbens k wird der auf Rollen laufende Windkasten D unter dem Moden der Birne angedrückt.
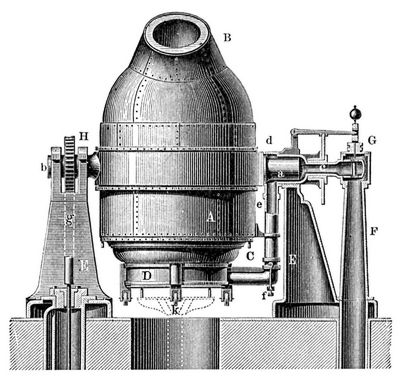
Die Birne ist in Zapfen a und b aufgehängt, die auf einem Gestell E ruhen. Die Gebläseluft strömt aus der Windleitungsröhre F durch die Röhre c in einen Raum zwischen dem Zapfen a und der auf dem Ständer E ruhenden Hülse d und begibt sich durch das Rohr e in den damit durch einen Bügel f verbundenen Windkasten D, ans dem der Wind durch die Düsen in die Birne gelangt. Die Regulierung des Windes geschieht von einem Arbeiter mittels eines Ventils an der Windleitungsröhre, oder der Windzutritt reguliert sich beim Kippen des Apparats von selbst mittels eines exzentrischen Ringes auf dem Zapfen a, der beim Drehen einen Hebelarm hebt und senkt und damit auch ein über der Röhrenmündung F in G befindliches, durch ein Gewicht niedergehaltenes Ventil. Die Bewegung der Birne A geschieht durch eine Kippvorrichtung mittels Zahnrades H, in das eine von dem Kolben einer hydraulischen Presse bewegte Zahnstange g eingreift. Bei großen Birnen wendet man zu diesem Betrieb auch Dampfkraft, bei kleinen Handkurbeln an. Kleinere Birnen fassen bis 1000, größere bis 8000 kg; eine solche z.B. von 5–0000 kg Inhalt hat im mittlern Teil 1,5–2 m Durchmesser und 0,8-1 m Höhe.
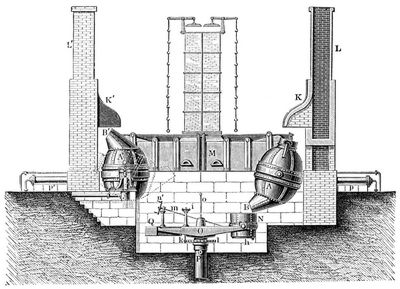
Man läßt das Roheisen direkt aus einem Hochofen oder aus einem Kupolofen in einer Rinne durch den Hals der geneigten Birne A' einfließen und kippt diese dann auf bei gleichzeitiger automatischer Anlassung des Windes. Der Hals B' der Birne A' (Fig. 32) befindet sich dann unter einem mit der Esse L' in Verbindung stehenden Schirm K'. Nach vollendeter Entkohlung läßt man in einem Kupol- oder Flammofen M eingeschmolzenes Spiegeleisen durch den Hals einlaufen oder setzt glühendes Ferromangan oder Siliciumeisen zu, richtet die Birne nochmals auf, bläst, wenn erforderlich, noch 2–3 Sekunden und läßt dann bei abgestelltem Wind 5–10 Minuten ruhig stehen, damit absorbierte, blasige Güsse erzeugende Gase entweichen können. Hierauf wird die Birne A (Fig. 32) geneigt und ihr Inhalt in die Gießpfanne N entleert, die sich am Ende des Balanciers O eines hydraulischen Kolbens P befindet, der gehoben und gesenkt werden kann. Q ist ein Gegengewicht am andern Ende des Balanciers, das je nach dem Inhalt der Gießpfanne N verschoben wird. Zur Füllung der im Halbkreis um den Kran stehenden eisernen Formen wird ein Stopfen h aus einer Öffnung im Boden der Pfanne gezogen und diese mittels Bewegung des Balanciers im Halbkreis über die Formen geführt, indem der Arbeiter durch eine Einrückvorrichtung bei i das Getriebe k in das Zahnrad l eingreifen läßt. Das Kippen der Gießpfanne N behufs ihrer Reinigung geschieht mittels der Stange m durch Drehung bei n'; o Blechwand zum Schutz des die Kurbelscheiben i und n' drehenden Arbeiters; p p' Lager für die Preßzylinder der hydraulischen Maschine, die zur Bewegung der Kippvorrichtung dient.
Die Gußpfannen (Kokillen) sind gußeiserne, fast prismatische oder zylindrische, unten und oben offene Gefäße, von quadratischem, auch rechteckigem Querschnitt, zuweilen rund und für sehr schwere, zum Schmieden bestimmte Blöcke achteckig. Sie verjüngen sich nach oben, damit die Blöcke leichter herausfallen.

Man stellt die Formen auf gußeiserne Platten und triftt bisweilen Einrichtungen, um das Eisen in den Formen von unten aufsteigen zu lassen, und zwar gleichzeitig in 4–8 Formen, um dichte, von Unreinigkeiten und Gasblasen freie Blöcke zu erhalten.
Man begann bei den Bessemerbirnen mit Einsätzen von 3 Ton., arbeitet jetzt aber meist mit 8–10 T. und mit noch größern Quantitäten. Früher stellte man ausnahmslos zwei, höchstens drei Birnen auf, von denen nur eine im Betrieb war, wahrend die andern als Reserve dienten.

Jetzt stellt man eine beliebige Anzahl Birnen in gerader Linie nebeneinander und legt den Gießraum vor sie oder seitwärts von ihnen. Früher baute man 1–1,5 m tiefe Gruben, jetzt stehen die gußeisernen Formen auf der Hüttensohle, und die Birnen werden etwas höher gestellt. In neuerer Zeit ist man vom Gießen leichter Blöcke zurückgekommen und verteilt den ganzen Einsatz auf 6–7 Blöcke von 1000–2000 kg, die unter mächtigen Blockwalzwerken auf passenden Querschnitt gebracht und mittels hydraulischer Scheren zerschnitten werden.
Den beim Siemens-Martinprozeß benutzten Ofen zeigen Fig. 33 u. 34. A ist der Flammofenherd, auf einer mit Tonbrei überzogenen Eisenplattenunterlage mit sehr feuerfestem Sand muldenförmig ausgeschlagen, mit Neigung nach der einen Breitseite zu dem mit einer Rinne b kommunizierenden Stich hin. aaa sind Arbeitsöffnungen. Unterhalb des Herdes liegen zwei Paar mit feuerfesten Steinen in Lücken ausgesetzte Regeneratoren, von denen die beiden innern L u. L' von der Verbrennungsluft, die beiden äußern G und G' von brennbaren, in einem Generator erzeugten Gasen durchstrichen werden. Bei passender Stellung der (hier nicht gezeichneten) Wechselventile treten in den Regeneratoren erhitzte Gase und Luft durch die miteinander abwechselnden vertikalen Kanäle g und l auf den Schmelzherd, verbrennen hier, erhitzen das Schmelzgut und entweichen am entgegengesetzten Ende durch die Kanäle g' und l' nach unten in die betreffenden Regeneratoren für Gas- und Lufterhitzung. Sind diese heiß genug geworden, so stellt man die Wechselventile um, und es treten jetzt Gas und Luft erhitzt durch die Kanäle g' und l' auf den Herd u.s.f. Bei neuern Öfen rückt man die Regeneratoren über den Grundriß hinaus, um sie beim Durchbrechen des Herdes vor dem Eintritt von flüssigem Metall zu schützen, auch sieht man jetzt auf Grund der Siemensschen Theorie der freien Flammenentfaltung von der Senkung des Gewölbes, die man als Mittel zur starken Erhitzung des Bades benutzte, ab und läßt dasselbe nur von den Kopfseiten ans ein Stück abfallen, um es dann horizontal zu führen, oder man läßt es von der Feuerbrücke aus sofort ansteigen, so daß es Kuppelform erhält. Feuerbrücke, Gewölbe, Seitenwände und eine Rollschicht auf der Herdplatte werden aus höchst feuerfesten Dinassteinen hergestellt, der Herd aus Quarzsand aufgestampft. Die Öfen für basischen Betrieb haben auf den Herdplatten eine Rollschicht aus Schamottesteinen, darüber den aus Dolomitmasse aufgestampften Herd. Auch alle Teile des Ofens, die noch mit Schlacke in Berührung kommen, bestehen aus Dolomitmasse, alle übrigen Teile aber aus Dinassteinen. Der geringern Festigkeit des basischen Mauerwerkes wegen kann dasselbe die obern Teile der Wände und das Gewölbe nicht tragen; erstere stützen sich vielmehr auf Winkeleisen, die an die Mantelplatten angenietet sind. Da, wo basisches und saures Material zusammentreffen, wird eine neutrale Isolierschicht aus Magnesia oder Chromeisenerz eingeschaltet. Die Abmessungen der Öfen wechseln sehr stark. Man baut Öfen bis zu 8 Ton. Fassungsraum für Stahlformguß und größere bis zu 15 T., in denen Flußeisen zu Blöcken erzeugt wird.
Adelung-1793: Eīsen-Tinctūr, die · Eīsen-Vitriōl, der · Radier-Eisen, das · Benedictīner-Eisen, das · Eisen · Eisen, das
Brockhaus-1809: Damascener Eisen oder Stahl
Brockhaus-1911: I-Eisen · Galvanisiertes Eisen · Eisen [2] · Z-Eisen · U-Eisen · T-Eisen · C-Eisen · Blut und Eisen · Berliner Eisen · Eisen und Blut · Eisen · E-Eisen
Herder-1854: Eisen [2] · Eisen [1]
Lueger-1904: Lug-Eisen · Ransome-Eisen · Kahn-Eisen · Kohlenstoff eisen · Ziehbank, -eisen · Zores-Eisen · Thacher-Eisen · Z-Eisen · Diamond-Eisen · Eisen [1] · Armco-Eisen · Cup-Eisen · Eisen, galvanisiertes · Johnson-Eisen · Eisen [2] · Eisen [3]
Meyers-1905: Eisen [4] · Eisen [3] · Eisen, galvanisiertes · Eisen- und Stahlindustrieller, Verein deutscher · Eisen- und Stahl-Berufsgenossenschaften · Blut und Eisen · Berliner Eisen · Eisen und Blut · Eisen [2] · Eisen [1]
Buchempfehlung
Haller, Albrecht von
Versuch Schweizerischer Gedichte

»Zwar der Weise wählt nicht sein Geschicke; Doch er wendet Elend selbst zum Glücke. Fällt der Himmel, er kann Weise decken, Aber nicht schrecken.« Aus »Die Tugend« von Albrecht von Haller
130 Seiten, 7.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum