Bohrstange [1]
[203] Bohrstange bei Ausbohrmaschinen die Bohrwelle. Sie trägt den Bohrkopf, in dem die Bohrmesser (Bohrschneiden) befestigt werden.
Je nachdem die Bohrstange ein- oder zweiseitig gelagert ist, sind die Konstruktionen des Bohrkopfes und die Befestigungsart der Messer verschieden. Wichtig ist eine ausreichende Stärke der Bohrstange, damit sie sich nicht durchbiegen kann. Beim Ausbohren kleiner Zylinder bedient man sich eines einzigen Bohrmessers; meist wendet man zur Beschleunigung des Ausbohrens[203] und zur Vermeidung eines einseitigen Druckes mehrere Messer an, und zwar in ungerader Anzahl, damit nicht, wenn ein Messer einen größeren Widerstand findet, das gegenüberstehende zu tief einschneidet. Die Vorschubbewegung des Bohrmessers erfolgt entweder durch Verschiebung der Bohrstange mit dem Bohrkopf oder häufiger durch Verschiebung des Bohrkopfes auf der Bohrstange.
In Fig. 1 [1] ist das Ende der Bohrstange B gespalten und mit schwalbenschwanzförmigen Einkerbungen versehen, die den Schneidstahl S aufnehmen. Durch eine Schraube wird das Messer festgeklemmt. Die Bohrstange B, Fig. 2, trägt zwei Bohrmesser S. Jedes Messer hat eine Körnervertiefung, in die einerseits die Spitze des Bolzens A, anderseits die Spitze der Schraube C eingreift. Ferner greifen die Stichel etwas ineinander ein. Der Bolzend wird gewöhnlich durch eine Feder nach links gedrückt und beim Einsetzen der Messer durch einen Querstift nach rechts geschoben. Der federnde Bolzen hält die Messer vorläufig fest, darauf werden sie durch die Druckschraube C festgespannt.
Fig. 3 zeigt einen Messerhalter von Wiegand & Seiffert, Leipzig-Plagwitz (D.R.G.M. 57975). In das vorgebohrte Loch wird der Kaliberbolzen b eingeführt und der Messerhalter a in seinem Korne e mit der Spitze des Reitstockes vorgeschoben. Das Stichelhaus wird unter den quadratischen Teil des Messerhalters geschoben. Wenn die Druckschrauben niedergeschraubt sind, wird der Messerhalter in gewöhnlicher Weise festgespannt. Der Reitstock wird zurückgeschoben, der Kaliberzapfen b wieder abgenommen und dann das Werkzeug zum Bohren vorgeschoben. Das Messer d besteht aus zwei Teilen, deren einer in einem schwalbenschwanzförmigen Schlitze an dem Querstege geführt wird. Das Messer hat einen um etwa 1/2 mm größeren Durchmesser als der Kaliberbolzen. Der genaue Durchmesser wird durch ein zwischen beide Teile geschobenes Stück gesichert. Das Messer gleitet leicht in dem Schlitz des Messerhalters, damit es sich von selbst einstellt und gleichmäßig schneidet.
Fig. 4 zeigt eine Bohrstange der Firma Schuchardt & Schütte, Berlin. Die Bohrstange ist im Halter nach der Lochtiefe einstellbar. Auf das Ende werden Hülsen geschraubt, welche die Bohrstähle festhalten. Die Halter sind in das Stichelhaus einer Drehbank amerikanischer Bauart eingespannt.
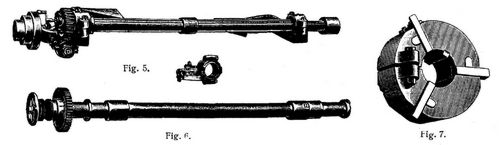
Fig. 5 und 6 zeigen selbsttätige Bohrstangen der Werkzeugmaschinenfabrik Schuler, Göppingen. Sie sind mit einem Bohrkopf versehen, der durch Schraubenspindeln auf denselben verschoben wird. Die Schneidmesser sind im Bohrkopf verstellbar. Für große Löcher kann bei diesen Bohrstangen über den ersten Kopf ein zweiter und über diesen ein dritter geschoben werden. Auch können zum gleichzeitigen Ausbohren mehrerer Löcher auf derselben Bohrstange mehrere Bohrköpfe befestigt werden. Die Spindel wird durch Differentialgetriebe[204] oder Sternrad angetrieben. Die Bohrstangen selbst werden entweder mit einer Drehbank in Verbindung gebracht oder in besonderen Lagerböcken für sich angetrieben.
Einen Messerkopf zum Aufsetzen auf die Bohrstange von der Elsässischen Maschinenbaugesellschaft Grafenstaden zeigt Fig. 7. Zum Ausbohren von Zylindern, von Dampfzylindern von Lokomobilen u.a., ohne daß eine Demontage erforderlich ist, dient die in der Hauptsache aus Bohrstange und Messerkopf bestehende Bohrvorrichtung Fig. 8 der Maschinenfabrik Richard Hermann, Aachen-Burscheid. Die Bohrstange trägt an ihrem einen Ende einen Bolzen zur Beteiligung der Bohrvorrichtung an der einen Zylinderseite. Am andern Ende befindet sich eine mit mehreren radialen Nuten zur Aufnahme von Befestigungsschrauben versehene Lagerplatte, die vor der offenen Zylinderseite aufgestellt wird. Durch Schneckenrad und Schnecke wird die Bohrspindel gedreht. Vor dem Schneckenrad liegen die den Vorschub der Bohrmesser bewirkenden Differentialräder.
Die Bohrstange mit Bohrkopf dient auch zum Abdrehen von Flanschen und Stirnflächen von Zylindern. Das Schneidmesser wird dann in einem sogenannten fliegenden Support, der auf der Bohrstange beteiligt ist, gehalten. Fig. 9 ist ein fliegender Bohrstangensupport der Elsässischen Maschinenbaugesellschaft Grafenstaden. Der Messerhalter ist durch eine Spindel verschiebbar. Diese trägt kreuzförmige Arme, von denen bei jeder Umdrehung einer gegen einen festen Anschlag schlägt, so daß der Stichel radial verschoben wird.
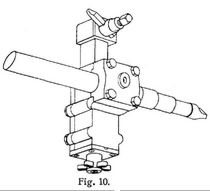
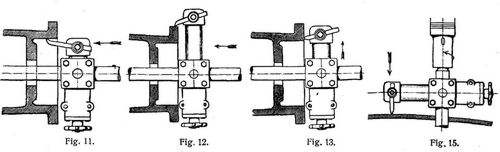
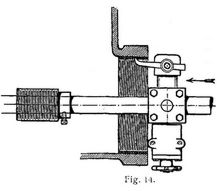
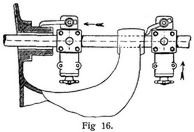
Eine Vereinigung des gewöhnlichen Bohrkopfes und des fliegenden Supports stellt der Universalbohrstangensupport der Maschinenfabrik de Fries, Düsseldorf, dar, Fig. 10–16. Er dient zum Abdrehen der Stirnfläche eines Flansches, des äußeren Flanschrandes und der inneren Fläche, zum Ausschneiden eines Loches, zum Gewindeschneiden und zum gleichzeitigen Ueberdrehen einer Lauffläche und Abdrehen einer Stirnfläche. Die Pfeile zeigen die Schaltbewegung des Stichels an.
Bohrstangen und Bohrköpfe s.a. in D.R.P. Nr. 60084 (Ausbohrstange mit auswechselbaren Messern), D.R.P. Nr. 100003 (Bohrmesser mit zwei durch eine Hohlkehle gebildeten Schneidkanten), D.R.P. Nr. 106633 (Bohrstange zum Eindrehen von Rillen in den Lochwandungen), D.R.P. Nr. 137229 (Bohrstange mit einstellbaren Messern), D.R.P. Nr. 132618 (Bohrkopf zum Ausschneiden von Löchern in Kesselböden und Wasserkammern), D.R.P. Nr. 97678 (Bohrkopf mit quer zu seiner Achse einsetzbarem Stahl), D.R.P. Nr. 114111 (Bohrkopf mit zwei Bohrmessern), D.R.P. Nr. 109376 (Ausdehnbarer Bohr- und Fräskopf), D.R.P. Nr. 140798 (Nachspannbarer Bohr- und Fräskopf). Eine Vorrichtung zum Bohren von eingebauten Zylindern mittels Bohrstange und Bohrkopf s. D.R.P. Nr. 128747.
Literatur: [1] Fischer, Werkzeugmaschinen, Berlin 1900; Usher-Elfes, Moderne Arbeitsmethoden im Maschinenbau; Ledebur, Mechanischmetallurgische Technologie, Braunschweig 1897; Kick, Mechanische Technologie, Leipzig-Wien 1898.
Dalchow.





Buchempfehlung
Lohenstein, Daniel Casper von
Epicharis. Trauer-Spiel

Epicharis ist eine freigelassene Sklavin, die von den Attentatsplänen auf Kaiser Nero wusste. Sie wird gefasst und soll unter der Folter die Namen der Täter nennen. Sie widersteht und tötet sich selbst. Nach Agrippina das zweite Nero-Drama des Autors.
162 Seiten, 8.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier II. Sieben Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Michael Holzinger hat für den zweiten Band sieben weitere Meistererzählungen ausgewählt.
- Annette von Droste-Hülshoff Ledwina
- Franz Grillparzer Das Kloster bei Sendomir
- Friedrich Hebbel Schnock
- Eduard Mörike Der Schatz
- Georg Weerth Leben und Taten des berühmten Ritters Schnapphahnski
- Jeremias Gotthelf Das Erdbeerimareili
- Berthold Auerbach Lucifer
432 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum