Drehbank [1]
[57] Drehbank. Der Arbeitsvorgang bei einer Drehbank besteht darin, daß von dem sich drehenden Werkstück durch einen feststehenden Schneidstahl – selten umgekehrt – Späne abgeschnitten werden. – Während bei den Bohrmaschinen dem Werkzeug nur eine Schalt- oder Vorschubbewegung in der Richtung der Achse des Bohrers erteilt wird (Langlochbohren in als Fräsen aufzufassen), erhält der Drehstahl gewöhnlich eine Vorschubbewegung parallel zur Drehachse (Längsverschiebung) und eine Vorschubbewegung senkrecht zur Drehachse (Querverschiebung). Außerdem finden auch Schallbewegungen in einer zur Drehachse geneigten Richtung (Konischdrehen) und auf kurvenförmigen Bahnen (Passigdrehen) statt.
Für den Aufbau einer Drehbank ist es wichtig, daß die aufgewendete Arbeitsleistung mit möglichst geringen Verlusten bei der Spanabtrennung zur Wirkung gelangt; ferner kommen für den Aufbau der Genauigkeitsgrad der Arbeit und die Mannigfaltigkeit der Arbeitsvorgänge in Betracht. Die Arbeitsverluste in der Maschine sind abhängig von der Leergangsarbeit und der Verteilung der Kraft von der Antriebsstelle durch die Maschine zur Arbeitsstelle. Dieser Kraftweg muß, dynamisch betrachtet, möglichst kurz sein. Sollen Arbeitsverluste vermieden werden, müssen die bewegten Massen, also auch die Anzahl der Uebertragungsteile möglichst gering sein.
Auch die Anordnung oder Schaltung der Uebertragungsteile beeinflußt die Arbeitsverluste. Bei hintereinander geschalteten Uebertragungsteilen wächst die Leergangsarbeit, da auch die für den Arbeitsvorgang nicht unmittelbar erforderlichen Uebertragungsteile in Bewegung gesetzt werden, während bei parallel geschalteten Uebertragungsteilen nur die zur Ausführung einer Arbeit notwendigen Teile in Tätigkeit treten.
Der Genauigkeitsgrad der Arbeit ist ebenfalls von der Kraftverteilung und der Schaltung der Uebertragungsteile abhängig. Da jeder Uebertragungsteil eine Fehlerquelle darstellt, so wird bei Hintereinanderschaltung der Genauigkeitsgrad mit der Anzahl der Teile verringert. Die Genauigkeit der Arbeiten hängt weiter ab von der guten Lagerung der Antriebsspindel, von der sicheren Führung aller Teile und von der Möglichkeit guter Wartung und Schmierung. Wesentlich ist ferner, daß die Kraftverteilung von einem Uebersetzungsteil zum andern gleichmäßig und stetig bis zur Arbeitsstelle fortschreitet und nicht sprungweise oder abwechselnd vor- und rückwärts, weil dadurch die einzelnen Teile verschieden beansprucht und Ungenauigkeiten hervorgerufen werden. Weiter wird durch die Benutzung kraftübertragender Teile als Zwischengetriebe wegen der starken Abnutzung derselben eine Ungenauigkeit hervorgerufen. Um die Abnutzung gering zu halten, muß auch die Beanspruchung aller Getriebe gering sein. Einer unerwarteten Ueberanstrengung einzelner Teile wird daher zuweilen durch selbständige Ausschaltvorrichtungen vorgebeugt, die in Wirkung treten, wenn die Beanspruchung eines Teiles einen höchsten zulässigen Wert erreicht hat. Der Abnutzung der einzelnen Teile wird durch Nachstellbarkeit derselben (Spindellagerung) Rechnung getragen.
Für den Aufbau einer Drehbank ist ferner die Mannigfaltigkeit der einzelnen Arbeitsvorrichtungen und die Anzahl der Aufgaben, die von ihr gelöst werden sollen, maßgebend. Es ist wesentlich, daß die Maschine nicht mehr Arbeitsvorgänge ausführen kann, als man von ihr verlangt. Ebenso ist es ein Fehler, Drehbänke, die für schwere Arbeiten bestimmt sind, für leichte Arbeiten zu benutzen und umgekehrt, da entweder Arbeit vergeudet oder eine Maschine überanstrengt und frühzeitig verdorben wird. Für die Auswahl der Bauart kommt in erster Linie in Betracht, ob die Drehbank für möglichst viele verschiedenartige Arbeiten oder für Massenfabrikation Verwendung finden soll. Im ersten Falle soll die Maschine viele für die verschiedensten Arbeiten erforderliche Vorrichtungen haben, im zweiten Falle nur die für den betreffenden Massenartikel notwendigen.
Von der großen Anzahl der Aufgaben, die häufig einer Drehbank gestellt werden, seien folgende hervorgehoben:
Vorschub parallel zur Drehachse (Langdrehen) von Hand und selbsttätig.
Vorschub senkrecht zur Drehachse (Plandrehen) von Hand und selbsttätig.
Längs- und Quervorschub voneinander abhängig und voneinander unabhängig.
Vorschub geneigt zur Drehachse (Konischdrehen).
Vorschub kurvenförmig (Balligdrehen, Passigdrehen, Kugeldrehen), Vorschub periodisch vor- und rückwärts (Ovaldrehen, Hinterdrehen).
Schneller Vorschub zum Schneiden von Gewinden.
Verschiedene Schnittgeschwindigkeiten: geringe zum Abheben starker Späne (Schruppen), hohe beim Nachdrehen (Schlichten) mit schwachem Span.
Selbsttätige Beschleunigung des Vorschubes zur Erzielung gleicher Schnittgeschwindigkeit bei abnehmendem Durchmesser des Werkstückes.
Selbsttätige Auslösung der Schaltbewegung an einer bestimmten Stelle.
Beschleunigtes, selbsttätiges Zurückführen des Werkzeuges.[57]
Selbsttätiges Einstellen des Stahles auf richtige Schnittiefe beim Gewindeschneiden (Gewindeschneiduhr, s.d.).
Verhinderung der Durchbiegung langer Werkstücke infolge des einseitigen Druckes des Werkzeuges (Lünette, mehrere Schneidmesser).
Meßbare Einstellung des Stahles in der Quer- und Längsrichtung.
Schneller Wechsel der Schnittgeschwindigkeiten.
In Anlehnung an diese Aufgaben sind im folgenden die wichtigsten Arten der Drehbänke aufgeführt. Es lassen sich verschiedene Gruppen zusammenfassen, ohne jedoch scharf gegeneinander abgegrenzt zu sein.
Metalldrehbänke.
Die kleine Fußtrittdrehbank ohne Support, Fig. 1 (Paul Blell, Werkzeugmaschinenfabrik, Zeulenroda), trägt zur Unterstützung des Drehstahles eine Auflage oder Vorlage k. Die Drehbankspindel a wird von der Stufenscheibe b aus angetrieben. Sie ist einseitig bei e gelagert. Am hinteren Ende stützt sich die Spindel mit einer Spitze in eine Vertiefung des nachstellbaren Stiftes c, das vordere Ende d derselben hat Außengewinde zum Aufschrauben einer Mitnehmerscheibe oder eines Futters (s.d.) und ist konisch ausgedreht zur Aufnahme einer Körnerspitze. Das Arbeitsstück wird zwischen diese Spitze und die Spitze f des Reitstockes g eingespannt. Diese läßt sich durch das Handrad h verschieben und durch die Schraube i feststellen. Die Vorlage k trägt zur besseren Stützung des Drehstahles einen senkrechten Stift. Der Reitstock, die Vorlage und der Spindelstock lassen sich auf dem Drehbankbett verschieben und durch Schrauben feststellen. Für leichte Arbeiten werden auch Drehbänke mit Holzgestell, deren Wangen mit gehobelten Eisenschienen belegt sind, hergestellt.
Supportdrehbänke tragen auf dem Drehbankbett eine Vorrichtung zum Einspannen des Schneidwerkzeuges, den Support. Sie dienen zum Abdrehen (Paralleldrehen), zum Schraubenschneiden und in beschränktem Maße zum Plandrehen. Die Bewegung des Supports erfolgt von Hand oder selbsttätig.
Bei der Handsupportdrehbank, Fig. 2 (Oskar Ehrlich, Drehbankfabrik, Chemnitz), läßt sich der obere Schlitten a des Handsupports durch die Spindel c in der Richtung der Drehachse, der mittlere Schlitten b durch die Spindel d senkrecht zur Drehachse verschieben. Der unterste Schlitten e läßt sich auf den Drehbankwangen verschieben und durch Schraube feststellen. Er trägt zum Einspannen des Drehstahles das Stichelhaus oder Messerhaus f. Für leichte Arbeit ist eine Vorlage h vorgesehen. Die vordere Wange hat, nach amerikanischer Bauart, Λ-förmigen Querschnitt, die hintere ist flach. Die Bank ist mit Vorgelege versehen und auch für Kraftbetrieb eingerichtet. Die Bewegung des Fußtritts wird durch eine Kette auf eine Exzenterscheibe g übertragen, wodurch ein ruhiges Arbeiten erzielt wird.
Bei selbsttätigen Supportdrehbänken erfolgt die Längsverschiebung des Supports durch Leitspindel (Leitspindeldrehbänke) oder durch Zugstange mit Getriebe oder durch beide Vorrichtungen. Die Leitspindel dient zum Gewindeschneiden, die Zugstange zum Abdrehen. Die Bewegung wird von der Drehbankspindel abgeleitet, und zwar zum Schraubenschneiden stets durch Zahnräder (Wechselräder, s.d.), da zwischen der Drehbankspindel und der Leitspindel ein unveränderliches Umdrehungsverhältnis bestehen muß, zum Abdrehen auch durch Ketten- oder Riemenübertragung. Die Uebertragungsvorrichtung von der Leitspindel oder der Zugstange auf den Support heißt Schloß, Drehbankschloß (s. Elemente, S. 78). Die Querverschiebung des Supports geschieht durch Hand oder selbsttätig ebenfalls von der Leitspindel oder der Zugstange aus. Zuweilen erfolgt der Vorschub durch Kette, selten durch Flüssigkeitsdruck oder Druckluft (Revolverdrehbänke, s. S. 69). Beim Gewindeschneiden muß der Stahl leer zurückgehen. Diesem Zweck dienen Umkehrvorrichtungen (Reversiervorrichtungen); der Rückgang erfolgt häufig schneller als der Schneidgang. Das Abdrehen kann in beiden Richtungen erfolgen. Es findet dann eine Bewegungsumkehr für die Leitspindel oder Zugstange statt.[58]
Bei der Leitspindelsupportdrehbank, Fig. 3 (G.A. Bräuer & Co., Werkzeugmaschinenfabrik, Chemnitz), für leichte Arbeiten hat die Drehbankspindel b Vorgelege, mit exzentrischer Ausrückung; ihre Bewegung wird durch die Zahnräder c auf die Leitspindel d durch ein Mutterschloß übertragen, das durch ein Zahnstangengetriebe mit Hilfe des Hebels f geöffnet und geschlossen wird. In die Zahnstange e greift ein Zahnrad ein, so daß durch Drehung der Kurbel g der Schlitten bei geöffnetem Mutterschloß leicht verstellt werden kann. Um größere Gegenstände bearbeiten zu können, ist das Bett mit einer Kröpfung versehen, die für gewöhnliche Arbeiten durch eine herausnehmbare Einsatzbrücke a überdeckt ist, damit der Reitstock bis dicht an den Spindelkasten herangeführt werden kann.
Leitspindeldrehbänke zur Bearbeitung schwerer und langer Werkstücke ruhen auf drei oder mehr kräftigen Füßen aus Kastenguß. Die Lager der Drehbankspindel werden möglichst lang und kräftig gehalten, um die Abnutzung gering zu machen. Der Reitstock ist meistens zwecks Konischdrehens seitlich verstellbar. Zur Stützung langer Werkstücke trägt das Bett gewöhnlich zwei oder mehr Setzstöcke (Lünetten), von denen einer mit dem Support mitgeht, um das Arbeitsstück in unmittelbarer Nähe des Schneidstahles zu unterstützen.
Die selbsttätige Supportdrehbank, Fig. 4 (E. Bergmann, vorm. Leo Oberwarth Nachf., Berlin), erhält den Längsvorschub durch die Zugstange (Transportwelle, Schneckenwelle) a, die durch eine Kette b ihren Antrieb von der Drehbankspindel aus erhält. Auf der Welle sitzt in einer Nut verschiebbar eine Schnecke, die in ein Schneckenrad eingreift, das mit Hilfe der Zahnstange c den Vorschub bewirkt. Der Quervorschub kann ebenfalls von der Schnecke aus durch Kegelräder oder durch Kette erfolgen. Im letzteren Falle trägt die Drehbankspindel auf ihrem linken Ende außerhalb des Spindelstocks eine Scheibe mit exzentrischem, verstellbarem Zapfen. Von diesem wird mit Hilfe einer Kette, die über zwei an der Decke befestigten Rollen zu einem mit Gewicht belasteten Hebel geführt ist, ein auf der Supportspindel sitzendes Schaltwerk (Ratsche) bewegt, das den Schneidstahl weiterschaltet.[59]
Drehbänke, die sowohl zum Gewindeschneiden als auch zum Abdrehen dienen sollen, erhalten Leitspindel und Zugstange.
Die Leitspindeldrehbank, Fig. 5 (Braun & Bloem, Maschinenfabrik, Düsseldorf), hat durch die besondere Vorschubwelle a selbsttätigen Lang- und Planzug, so daß die Leitspindel b nur zum Gewindeschneiden benutzt und daher geschont wird. Von den Lünetten ist eine feststehend, die andre mitgehend.
Fig. 6 zeigt eine Schaftwellenleitspindeldrehbank der Werkzeugmaschinenfabrik I.E. Reinecker, Chemnitz-Gablenz. Die Schaftwelle wird unabhängig von der Leitspindel durch Stufenscheibe angetrieben. Durch eine Vorrichtung ist die gleichzeitige Inbetriebsetzung beider Wellen, wodurch Brüche hervorgerufen würden, verhindert. Der Längsgang läßt sich selbsttätig auslösen. – Zuweilen wird die Leitspindel auch als Zugwelle benutzt. Sie erhält dann eine durchgehende Nut zum Antrieb des Längs- und Planzuges, der durch Riemenübertragung erfolgt. Das Leitspindelmutterschloß wird nur zum Gewindeschneiden eingerückt; der Antrieb erfolgt durch Wechselräder, eine besondere Zugwelle fällt dann fort.
Hervorzuheben ist die Drehbank »Courier« der Werkzeugmaschinenfabrik Union, Chemnitz. Sie zeichnet sich besonders durch eine geschützt liegende Supportbahn aus, so daß die feinen Drehspäne und Schmirgelteile nicht auf die Gleitflächen fallen und eine schnelle Abnutzung bewirken können.
Mehrfache Drehbänke haben den Zweck, an Arbeitszeit und Raum zu sparen. Bei der Drehbank Fig. 7 (H. Wohlenberg, Drehbankfabrik, Hannover), zum Abdrehen von Wellen, sind auf gemeinsamem Bett symmetrisch zwei Spindelkästen und Reitstöcke angeordnet. Der Längsvorschub erfolgt durch Leitspindel, der Quervorschub durch Patentplanzug (D.R.P. Nr. 78752 und 79012). Auch ordnet man auf gemeinsamem Spindelstock und Reitstock mehrere Mitnehmerscheiben und Reitstockspitzen und auf gemeinsamem Supportschlitten ebenso viele Supporte an, so daß mehrere Wellen parallel nebeneinander liegend gleichzeitig abgedreht werden können.[60]
Bei der Drehbank Fig. 8 (H. Wohlenberg, Drehbankfabrik, Hannover) trägt das Bett drei Supporte, von denen die beiden einander gegenüberstehenden zum Schruppen dienen. Der einseitige Druck auf das Arbeitsstück wird durch diese Anordnung beseitigt, was beim Schneiden starker Späne und bei langen Arbeitsstücken wichtig ist. Der dritte Support dient zum Schlichten. Ueber mehrspindelige Drehbänke vgl. a. D.R.P. Nr. 115315, 138733 und 155832.
Plandrehbänke werden ausschließlich für Plandrehen (Freidrehen) eingerichtet. Sie dienen zur Bearbeitung großer, verhältnismäßig flacher Gegenstände, wie Eisenbahnwagen- und Lokomotivräder, Dampfzylinder, Gehäuse von Dynamomaschinen u.a. Der Reitstock fällt bei den Plandrehbänken gewöhnlich fort. Der Support ruht auf einem vor oder neben der Planscheibe aufgestellten Ständer. Die Drehbankspindel liegt wagerecht oder senkrecht. Plandrehbänke mit wagerechter Spindel haben den Nachteil, daß die Arbeitsstücke auf der senkrechten Planscheibe schwer zu befestigen und auszurichten sind und daß die Spindellager durch das schwere Gewicht ungünstig beansprucht werden.
Bei der Plandrehbank Fig. 9 (Braun & Bloem, Maschinenfabrik, Düsseldorf) ruhen Spindelkasten und Supportständer auf gemeinsamem Bett Der Support ist in Längs- und Querrichtung durch Handkurbel oder selbsttätig durch Ratschenvorrichtung a, die sich auch auf der Spindel c anbringen läßt, von dem exzentrischen Zapfen b aus mittels Kette verschiebbar. Die Drehbank hat doppeltes, exzentrisch ausrückbares Vorgelege.
Bei großen Plandrehbänken ruhen Spindelstock und Supportträger häufig auf einer gemeinsamen Grundplatte, auf welcher der letztere so verschoben werden kann, daß ein[61] Abdrehen, Ausdrehen und Plandrehen stattfindet. Auch wendet man getrennte Fundamente für beide an. Bei großen Plandrehbänken wird unterhalb der Planscheibe eine Grube angeordnet, um die Spitzenhöhe möglichst niedrig zu halten.
Eine große Drehbank der Firma Ernst Schieß, Werkzeugmaschinenfabrik, Düsseldorf-Oberbilk, zum Ausdrehen von Rohrenden, Rauchkammerstirnwänden u. dergl. ist in Fig. 9a und eine solche derselben Firma zum Ausdrehen von Radbandagen und Abdrehen von Radsternen in Fig. 9b dargestellt. Die letztere wird unmittelbar durch Schnecke oder durch Zahnkranzplanscheibe angetrieben. Der Querschlitten ist parallel zur Planscheibe von Hand verstellbar und trägt zwei durch Klinkschaltung selbsttätige Supporte. Der dritte Support auf dem rechten Ende des Brettes ist als Bohrstangenträger ausgebildet und in axialer Richtung verstellbar, so daß die Drehbank auch zum Bohren benutzt werden kann. Die Bohrstange erhält am andern Ende ihre Führung in einer Bronzebüchse der verstellbaren Hauptspindel. – Zuweilen erhalten Plandrehbänke einen Reitstock, um auch lange Gegenstände abdrehen zu können.
Bei der Plandrehbank Fig. 10 (Chemnitzer Werkzeugmaschinenfabrik vorm. Joh. Zimmermann, Chemnitz) ruhen auf einer gesonderten Fundamentplatte zwei Supportträger und der Reitstock. Dieser läßt sich durch Getriebe und Zahnstange an die Planscheibe heranführen.
Bei Drehbänken, die in gleicher Weise zum Abdrehen und zum Plandrehen verwendet werden sollen, wird das Bett des Reitstockes und des Supports häufig auf dem Drehbankbett durch Zahnstange verschiebbar[62] hergestellt (Drehbänke mit verschiebbarer Wange). Fig. 11 zeigt eine Plan- und Spitzendrehbank mit verschiebbarem Bett für kleine Gegenstände, Fig. 12 (Berliner Werkzeugmaschinenfabrik A.-G., vorm. L. Sentker, Berlin) eine solche für schwere Gegenstände. Die Verschiebung des Bettes erfolgt durch Zahnstangengetriebe. Die lange Leitspindel wird durch selbsttätig dem Supportschlitten ausweichende Stützen getragen.
Plandrehbänke mit wagerechter Planscheibe dienen zur Bearbeitung besonders schwerer Arbeitsstücke, wie Kesselböden, Riemscheiben, Schwungräder u. dergl. (vgl. Katalog von Ernst Schieß, Düsseldorf). Sie sind gleichzeitig zur Ausführung von Bohrarbeiten geeignet (Dreh- und Bohrmaschinen).
Das Bohr- und Drehwerk Fig. 13 (Paul Blell, Werkzeugmaschinenfabrik, Zeulenroda), zum Drehen und Bohren von Zylinderdeckeln, Stopfbüchsen, Riemscheiben, Schwung- und Zahnrädern u.a., ist besonders zur Massenfabrikation geeignet. Die hohle Arbeitsspindel ist mit der Planscheibe fest verbunden und läuft unten in einem zylindrischen Halslager, oben in einem konischen Ringlager; am Umfange läuft die Planscheibe in einer flachen, mit selbsttätiger Oelschmierung versehenen Bahn. Der Quersupport ist an den beiden starken Seitenständern verschiebbar. Die beiden Supporte arbeiten unabhängig voneinander. Der Vorschub wird durch Friktionsscheiben bewirkt, die Planscheibe durch außenliegendes Stirnradgetriebe angetrieben (vgl. a. Revolverdrehbänke, S. 69).
Zur Ausführung mancher Dreharbeiten, z.B. zur Bearbeitung großer schwerer Gegenstände, wie Wellen, [63] Achsen, Räder, Walzen, Geschützrohre u. dergl., sind besondere Drehbankkonstruktionen erforderlich. Die Drehbank Fig. 14 (E. Bergmann, vorm. Leo Oberwarth Nachf., Berlin) dient zum Abdrehen von Wellen. Sie ist mit vier gleichzeitig arbeitenden Stählen versehen, um die Wellen auf einem Zuge fertig drehen zu können. Der Reitstock ist durch Zahnstangengetriebe verschiebbar und trägt eine Mitnehmerscheibe, die durch eine in der Mitte des Bettes liegende ausrückbare Schneckenwelle vom Spindelstock aus angetrieben wird. Der Support ist mit Wasserrinnen zum Auffangen von Kühlwasser versehen. Die Stahlhalter sind so angeordnet, daß die Stähle dicht an den Führungsbacken arbeiten. Der Support ist durch Zugstange, Schneckenwelle und Wechselräder verschiebbar und läßt sich von Hand zurückkurbeln.
Bei der Wellendrehbank D.R.P. Nr. 119745 erfolgt die Verschiebung des das Werkstück umkreisenden Werkzeughalters durch eine Kette.
Eine Drehbank der Firma Ernst Schieß, Werkzeugmaschinenfabrik, Düsseldorf-Oberbilk, zum Abdrehen von Geschützrohren hat fünf Kreuzsupporte, die von Hand und unabhängig voneinander mit drei verschiedenen Geschwindigkeiten selbsttätig in der Längs- und Planrichtung verschoben werden können. Die drei der Planscheibe zunächst liegenden dienen zum Bearbeiten des zylindrischen Teiles der Geschützrohre, die beiden andern zum Drehen des konischen Teiles. Letztere erhalten besonders lange Drehteile, deren Oberteile in jeder Schrägstellung selbsttätig geschaltet werden können. Im Bett ist eine Leitspindel gelagert, so daß die Bank auch zum Gewindeschneiden benutzt werden kann. Der Vorschub der Supporte erfolgt durch Schneckenwelle von der Hauptspindel aus.
Die Drehbank Fig. 15 (Heyligenstaedt & Co., Gießen) dient zur Bearbeitung von Wagenachsen und Wellen, die an den Enden mit Lagerstellen oder Andrehungen zum Aufziehen von Rädern, Kurbeln oder dergl. versehen werden sollen. Das Bett trägt zwei verschiebbare Reitstöcke, von denen der linke einen festen, der rechte einen verstellbaren Reitnagel hat. Das[64] in der Mitte des Bettes gelagerte Stirnrad, das durch die hinter dem Bette liegende Stufenscheibe angetrieben wird, hat eine Bohrung, durch die sich die zu drehenden Gegenstände ohne Verschieben der Reitstöcke hindurchführen lassen. Die Arbeitsstücke werden durch eine im Innern des Stirnrades befindliche, selbsttätig zentrisch einspannende Klemmvorrichtung mitgenommen. Durch Verschieben eines Knopfes wird die Wirkung der Vorrichtung aufgehoben. Die Leitspindel ist mit Rechts- und Linksgewinde versehen und wird durch die Wechselräder von der hinteren Drehbankzugspindel aus bewegt.
Die Drehbank Fig. 16 (Berliner Werkzeugmaschinenfabrik vorm. Sentker, Berlin) dient zum Abdrehen von außen- und innenliegenden Achsschenkeln ganzer Lokomotiv- und Wagenradsätze und trägt auf gemeinsamem Bett zwei Reitstöcke und zwei Kreuzsupporte. Diese sind für alle Achsschenkeldurchmesser mit einstellbaren Zentrierlagern ausgerüstet. Die Drehbank dient auch zum Auffrischen der Körnerlöcher durch einen in die Reitstockpinole einsetzbaren Fräser. Der Antrieb des Radsatzes erfolgt vom Deckenvorgelege aus durch einen auf dem linken Spurkranz laufenden Riemen. Nach andrer Ausführung sind die Pinolen der Reitstöcke drehbar ausgeführt, und die Radsätze werden durch zwei lederne Reibungsrollen mitgenommen, die man durch Schraubenspindel und Handrad an die Laufkränze drückt.
Bei einer Drehbank von H. Wohlenberg, Hannover, werden ganze Radsätze zwischen den Spitzen zweier gegenüberstehender Reitstöcke zum Nachdrehen der Achsschenkel eingespannt. Die Supporte ruhen auf einem seitlichen Ausbau der Reitstöcke. Der Riementrieb geht vom Deckenvorgelege aus auf den Spurkranz des Radsatzes.
Die Drehbank Fig. 17 (Heiligenstaedt & Comp., Gießen) ist mit Spindelstock, Mitnehmerscheibe und Reitstock versehen. Der Vorschub des Supports erfolgt von der Zugwelle aus durch ein kleines Schneckenradgetriebe, mit dem sich der Support in einem Zuge um die Länge der Achsschenkel verschieben läßt.
Die Drehbank Fig. 18 (H. Wohlenberg, Drehbankfabrik, Hannover) dient zum Abdrehen von ganzen Radsätzen oder von Radreifen. Erstere werden durch Mitnehmerscheibe mitgenommen, letztere auf die Planscheiben aufgespannt. Von den Spindelstöcken ist einer verschiebbar, der andre feststehend. – Beide Räder haben gemeinsame Antriebswellen. Bei der senkrechten Drehbank D.R.P. Nr. 142041 zum Ausdrehen von Bandagen für Eisenbahnräder wird das Werkstück durch drei Werkzeuge gleichzeitig bearbeitet, vom ersten die glatte Innenfläche, vom zweiten die Sprengringnut, vom dritten die schräge Anlagefläche. – Das mehrspindlige[65] Bohr- und Drehwerk D.R.P. Nr. 155152 hat mehrere in einem gemeinschaftlichen Drehgestell auf einem Kreise angebrachte Werkzeugspindeln. Die Bearbeitung der Werkstücke erfolgt durch eine gleiche Anzahl sich selbststeuernder Werkzeuge, die unabhängig voneinander den Längs- und Querschub ausführen. – Vgl. a. D.R.P. Nr. 156142 und 156882.
Zum Abdrehen von Kurbelzapfen dienen Vorrichtungen, die auf Achsendrehbänken, Radsatzdrehbänken oder auch auf gewöhnlichen Drehbänken angebracht werden. Die Abdrehvorrichtung Fig. 19 (D.R.P. Nr. 142480) der Elsässischen Maschinenbaugesellschaft Grafenstaden besteht aus zwei die Drehstähle haltenden segmentförmigen Werkzeughaltern a, die an einer zweiteiligen Trommel c um die Zapfen b drehbar befestigt sind. Die Trommel läuft in einem zweiteiligen bügelartigen Gehäuse d, das auf einem an den Führungsleisten e verschiebbaren Schlitten f angebracht ist. Von einer Riemenscheibe h aus wird die Trommel c mit einem Zahnradkranz g in Drehung versetzt. Der Schlitten wird durch die Schnecke i unter Zwischenschaltung von Getrieben bewegt. Die Werkzeughalter a werden durch die Handräder k an das Werkstück heran- und zurückbewegt und durch die Schraubenbolzen l und m an der Trommel festgestellt.
Die Vorrichtung kann von einem zum andern Kurbelzapfen geschoben werden, nachdem die Bolzen l und m entfernt und die Werkzeughalter um ihren festen Bolzen b herumgeschwenkt sind, so daß die Seitenwangen der Kurbeln durch die Trommel hindurchtreten können. Bei der Kurbelzapfendrehvorrichtung Fig. 20 (Chemnitzer Werkzeugmaschinenfabrik vorm. Joh. Zimmermann) erfolgt der Vorschub des Stahles durch Anschlag und Schaltkreuz. – Vgl. a. D.R.P. Nr. 118940, 145409 und 146730.
Zum Abdrehen von Riemenscheiben und Rädern dient die Drehbank Fig. 21 (E. Bergmann vorm. L. Oberwarth Nachfolger, Berlin). Das Werkstück wird auf einen Dorn geschoben und dieser zwischen den Spindelstock und Reitstock gespannt. Die Obersupporte sind mit einer Vorrichtung zum selbsttätigen Balligdrehen versehen. Der Selbstgang der Supporte erfolgt wechselseitig, so daß die Stähle in der Mitte der Riemenscheibe angestellt werden und nach rechts und links arbeiten. Auch das Abstechen der Ränder in der Querrichtung erfolgt selbsttätig. Die Hauptspindel wird durch ein verdeckt liegendes Schneckenvorgelege von einer fünffachen Stufenscheibe aus angetrieben. Die Schnecke läuft in Oel, der seitliche Druck wird durch ein Kugellager aufgenommen.[66]
Die Abstechbank Fig. 22 (Bernhard Escher, Sächsische Werkzeugmaschinenfabrik, Chemnitz) dient zum selbsttätigen Abstechen von Stangen und Rohren in beliebig langen Stücken. Die durchbohrte Spindel trägt an jedem Ende ein selbstzentrierendes Einspannfutter und hinter dem großen Spindelrad drei Zentrierschrauben, um auch kurze Stücke am inneren Ende festhalten zu können. Der Support arbeitet mit zwei Abstechstählen. Die Kühlung erfolgt durch eine Pumpe.
Die Drehbank Fig. 23 (Heyligenstaedt & Co., Gießen) ist zum Durchschneiden von Rohren bis zu 500 mm Durchmesser bestimmt. Auf der gemeinsamen Grundplatte ruht der Spindelstock und die beiden Einspannböcke. Der Antrieb erfolgt auf den Zahnkranz der Planscheibe. Die abgestochenen Rohrenden fallen durch die Planscheibe hindurch und können selbsttätig nach hinten befördert werden. Für Rohre unter 300 mm Durchmesser wird ein Ring in die Planscheibe eingesetzt. Die Maschine ist mit einer hydraulischen Hebevorrichtung (Rolltisch) versehen, um das Auf- und Abspannen der schweren Rohre zu erleichtern. Der Vorschub des Stahles erfolgt durch Anschlag und Schaltkreuz.
Auf der Drehbank Fig. 24 (Gebrüder[67] Boehringer, Werkzeugmaschinenfabrik, Göppingen) werden ⊤-förmige und rechtwinklige Rohranschlußstutzen abgedreht. Die Maschine hat drei Spindelstöcke, von denen sich zwei gegenüberstehen, während der dritte rechtwinklig zu diesen angeordnet ist.
Zum Hinterdrehen von Fräsern, rechts- und linksgängigen Gewindebohrern und Reibahlen dient die Drehbank Fig. 25 (D.R.P. Nr. 124384) von Ludw. Loewe & Co., A.-G., Berlin. Die Maschine kann auch als gewöhnliche Zug- und Leitspindeldrehbank benutzt werden. Die für das Hinterdrehen erforderliche hin und her gehende Bewegung des Supportoberteiles erfolgt durch auswechselbare Kurvenscheiben, mit verschiedenen der Tiefe der Hinterdrehung entsprechenden Hubhöhen. Die Kurvenscheiben werden von der Arbeitsspindel aus durch Wechselräder und eine im Innern des Gestelles zum Support führende Uebertragungswelle angetrieben.
Auf der Drehbank zum Ovaldrehen (s.d.), Fig. 26 (E. Bergmann vorm. Leo Oberwarth Nachfolger, Berlin), werden große ovale Körper, wie Wasserschieber u. dergl., hergestellt. Der Spindelstock trägt das Ovalwerk mit dem kreisenden Werkzeug. Der Vorschub erfolgt durch Kettenschaltwerk oder von Hand. Der Unterschied zwischen der großen und kleinen Achse kann nach Belieben von Null bis zum größten Hub nach einer Skala eingestellt werden. Im ersten Falle findet ein Runddrehen statt. Der selbsttätige Vorschub des Werkzeuges erfolgt durch Kreuzanschlag.
Eine von den übrigen Supportdrehbänken abweichende Form hat die Metallbearbeitungsmaschine der Leipziger Werkzeugmaschinenfabrik vorm. W. v. Pittler, A.-G., Leipzig. Sie zeichnet sich durch ihre Vielseitigkeit aus. Auf ihr lassen sich Kugeln, Hohlkugeln, Wulste herstellen, Spiralen und Gewinde schneiden, auch dient sie zu Fräsarbeiten. Das Bett a, Fig. 27 und 28, hat trapezförmigen Querschnitt und ist auf der unteren breiten Seite mit einer Aussparung versehen, in der die Leitspindel b und die Leitspindelmutter c aufgenommen werden. Der Schlitten d ist zylindrisch. Eine Druckplatte e trägt die Leitspindelmutter und wird durch nachstellbare Keile f gehalten. Auf den runden Längsschlitten ist ein durch eine Schraube festklemmbarer Ring g geschoben, auf dem der Supportschlitten mit der Spindel um den runden Schaft h drehbar ruht. Die Leitspindel b ist unterbrochen und mit Klauenkupplung m versehen, um sie selbsttätig ausrücken zu können. Die Kupplung kann mit der auf der Welle n verschiebbaren Klaue o durch den Hebel p oder durch die Stange q von dem Längsschlitten d ausgerückt werden. Auf der Welle n sitzt ein Kegelrad r. Das Gehäuse s, in dem die Welle t[68] gelagert ist, kann um die Welle n gedreht werden, so daß das Wechselrad u mit der auf der Drehspindel v sitzenden Schnecke w in Eingriff kommt. Durch den Hebel y lassen sich die Kegelräder x oder x' zur Rechts- oder Linksdrehung der Leitspindel mit dem Rad r in Eingriff bringen. Durch Drehung des Ringes g wird dem Quersupport die Höhenstellung erteilt. Die Drehung des Supports um den Schaft h kann selbsttätig erfolgen. Fig. 29 zeigt die Vorrichtung der Pittler-Drehbank zum Gewindeschneiden.
Holzdrehbänke unterscheiden sich von den Drehbänken für Metall durch ihren leichteren Bau und durch hohe Umdrehungsgeschwindigkeit (s Drehen). Die Wangen der Holzdrehbänke bestehen aus Eisen oder Holz, gewöhnlich Buchen- oder Eichenholz, und sind in letzterem Falle häufig mit gehobelten Eisenschienen belegt. Von Patenten sind zu nennen: D.R.P. Nr. 153004 (Holzdrehbank mit einer Anzahl gemeinschaftlich angetriebener Mitnehmerspindeln und einer gemeinsamen, die Schneidmesser haltenden Messerbank). D.R.P. Nr. 118521 (Drehbank mit wechselnder Drehvorrichtung für Fußbetrieb). D.R.P. Nr. 137437 (Drehbank zum Fräsen und Glätten gebogener und gerader Rundstäbe). D.R.P. Nr. 139155 (Kopiermaschine). D.R.P. Nr. 119245 (Herstellung gewundener konischer Säulenschäfte). D.R.P. Nr. 122244 (Gewindeschneiden an Holzpflöcken). D.R.P. Nr. 122705 (Bohren und Abdrehen hölzerner Hülsen).
Revolverdrehbänke finden bei Massenerzeugung Anwendung und sind für Stahlwechsel eingerichtet. Die Schneidstähle werden meist von einer drehbaren Trommel (Revolver) aufgenommen, um mehrere Werkzeuge unmittelbar nacheinander zur Wirkung zu bringen und in der richtigen Arbeitsbereitschaft zu halten. Außer der Zeitersparnis ist eine Arbeitsgenauigkeit möglich, die bei einem Werkzeugwechsel mit Neueinspannung nie erreicht werden kann. Man unterscheidet folgende Arten:
1. Werkzeugschlitten, quer zur Drehspindel verschiebbar (Fig. 30). Vorteile sind: Einfachheit, bequeme Vorschubbegrenzung, leichtes Einstellen der Werkzeuge. Nachteile: Der geringe Abstand c zwischen den einzelnen Werkzeugen, deshalb beschränkte Größe der Werkstücke. Der Schlitten sowie die Schaltspindel stehen weit vor und behindern den Arbeiter. Diese Bauart eignet sich zum Ausbohren, Kalibrieren und Andrehen von Fahrradteilen u.s.w. Obwohl dieser Drehbank ein eigentlicher »Revolver« fehlt, wird sie doch in die Klasse der Revolverdrehbänke gebracht.
2. Revolver mit wagerechter, in gleicher Höhe mit der Arbeitsspindel befindlicher Drehachse und an der Stirnseite befestigten Werkzeugen (Fig. 31). Die Drehbank eignet sich zum seitlichen Arbeiten mit scheibenförmigen Sticheln oder Werkzeugen mit rechteckigem, dreieckigem oder trapezförmigem Querschnitt und findet bei Bearbeitung von Schrauben, Bolzen, Formteilen aus Schmiedeeisen von der Stange u. dergl. Anwendung. Hierbei muß der Revolver auf einem Querschlitten angeordnet sein.
3. Revolver mit quer zur Arbeitsspindel gerichteter in gleicher Höhe mit dieser liegender Drehachse (Fig. 32). Die Werkzeuge sind sternförmig am Umfang der Trommel angeordnet. Die Drehbank ist für Ausbohrarbeiten geeignet, bei denen das Werkzeug in der Drehachse arbeitet. Ein Nachteil ist die geringe Länge der Werkzeuge, weil Bett und Werkzeugschlitten hinderlich sind. Man hilft sich dadurch, daß die Arbeitsspindel und der Revolver nicht über der Mitte des Bettes, sondern seitlich gelagert werden, so daß die Werkzeuge am Bett vorbeidrehen können.
4. Revolver mit unterhalb der Arbeitsspindel und parallel zu dieser liegender Drehachse. Das oberste Werkzeug steht der Drehspindel gegenüber (Fig. 33). Vorteile: Leichte Beobachtung des arbeitenden Werkzeuges. Bei einem Arbeitsvorschub können mehrere Werkzeuge gleichzeitig arbeiten. Während z.B. mit dem der Drehspindel gegenüberstehenden Werkzeug gebohrt wird, kann mit dem benachbarten abgedreht werden. Zur Verminderung großer Spitzenhöhe liegt der Revolver im Bette etwas vertieft.
5. Revolver mit senkrechter Drehachse (Fig. 34). Vorteile: Bereitstellung einer größeren Anzahl von Werkzeugen, weil der Revolver groß ausgeführt werden kann. Die Drehbank dient in einfacher Ausführung – ohne Querschlitten – zum Ausbohren, zum Bearbeiten von Schrauben, Bolzen u. dergl., weil selbst längere Werkzeuge ungehindert vorbeidrehen können –, mit Querschlitten zur Bearbeitung langer Werkstücke zwischen Spitzen oder in Büchsenführungen. Die Entfernung der Arbeitsspindel vom Drehbankbett kann gegenüber der Bauart Fig. 32 gering sein.[69]
6. Revolver mit im spitzen Winkel zur Arbeitsspindel gerichteter Drehachse (Fig. 35). Vorteile: Umfangreiche und lange Werkzeuge behindern den Arbeiter wenig. Der Drehzapfen des Revolvers ist zum Teil entlastet. Die Drehbank eignet sich für schwere und genaue Arbeiten. Die Revolverköpfe werden vier- bis achteckig ausgeführt, um gute Befestigungsflächen für die Werkzeuge zu schaffen.
7. Revolver mit schräg seitwärts zur Arbeitsspindel gerichteter Drehachse (Fig. 36). Vorteile: Anwendung außergewöhnlich langer Werkzeuge, weil die dem Arbeiter zugekehrten Werkzeuge nach oben gerichtet sind. Nachteile: Ungünstige Beanspruchung des Drehzapfens.
8. Revolver mit wagerechter Drehachse und mehreren der Anzahl der Werkzeuge entsprechenden, die Werkstücke tragenden Arbeitsspindeln (Fig. 37). Vorteile: Mehrere Werkzeuge kommen gleichzeitig zur Wirkung Nach jedem Arbeitsvorschube wird die Drehscheibe mit den Werkstücken, oder umgekehrt, weitergeschaltet, so daß jedes Werkstück dem nächstfolgenden Werkzeug gegenübersteht. Gewöhnlich bleibt eine Arbeitsspindel ohne Werkstück. Bei dieser wird während des Vorschubes das fertiggestellte Werkstück gegen ein neues ausgewechselt, so daß bei jedem Arbeitsgang ein Werkstück fertiggestellt wird. Der Drehzapfen des Revolvers wird wegen der gleichmäßigen Druckverteilung günstig beansprucht.
9. Der Revolver umfaßt das Bett der Drehbank oder eine das Bett ersetzende Stange (Fig. 38). Vorteile: Große Revolver, somit Bereitstellung einer großen Anzahl von Werkzeugen, Anbringung radialer Werkzeughalter, Benutzung großer Werkzeuge.
Beispiele von Revolverdrehbänken. Die Revolverdrehbank von Max Hasse & Co., Berlin (Fig. 39) ist besonders für die Fahrradfabrikation bestimmt und eignet sich zur Herstellung von Kugellagerschalen, Kettenrädern, Naben u.a. Die Quer- und Längsverschiebung des Revolverkopfes erfolgt durch Spindeln, die Umschaltung durch Hebel, die Feststellung durch zwei Schieber. Sechs Bohrungen dienen zur Aufnahme von Werkzeughaltern, deren jeder ein bis drei Werkzeuge trägt. Das Material wird durch die hohle Spindel zugeführt und durch ein Futter festgespannt. Die Drehbank ist zum Gewindeschneiden mittels Patrone eingerichtet. Zu diesem Zweck ist auf das hintere Ende der Drehbankspindel ein Gewindebolzen (Patrone) aufgeschraubt. In das Gewinde greift mit entsprechendem Muttergewinde ein Arm, der an einer neben der Spindel angeordneten verschiebbaren Leitstange befestigt ist. Die Leitstange trägt am andern Ende den Gewindeschneidstahl. Wird der Hebel heruntergedrückt, so verschiebt sich dem Gewinde entsprechend die Leitstange, und es wird ein Gewinde von derselben Steigung wie das der Patrone geschnitten. Die Leitstange trägt gewöhnlich eine Feder, welche die Stange nach dem Aufheben des Hebels zurückschnellt. Zur Fertigstellung des Gewindes ist ein mehrmaliges Schneiden erforderlich. Gewöhnlich ist der Druckhebel von dem Gewindearm getrennt und gegen ihn elastisch verdrehbar, und die Tiefe des Gewindes wird durch eine Stellschraube am Hebel geregelt. Die Patrone ist, um verschiedene Gewinde schneiden zu können, auswechselbar; dementsprechend trägt der Gewindearm einen Stern (Gleitstern) mit mehreren Muttergewinden.
Eine Revolverdrehbank englischen Ursprungs nach der Bauart von Fig. 32 ist ausführlich beschrieben in der Zeitschrift für Werkzeugmaschinen 1899/1900, S. 266, worauf wir verweisen.
Die Maschine der Sächsischen Werkzeugmaschinenfabrik Bernh. Escher, Chemnitz (Fig. 40, Bauart nach Fig. 33) ist als Revolverbohrbank ausgeführt. Der Revolversupport hat sechs Werkzeugspindeln zur Aufnahme von Bohrern, Reibahlen, Fräsern u.s.w. Für jede Spindel ist der durch Handrad mittels Schnecke und Zahnstange erfolgende Vorschub durch einen verstellbaren Anschlag festgelegt. Der Setzstock mit verstellbarer Bohrschere dient zur Führung der Werkzeuge. Das Bett ist zur Aufnahme größerer Werkstücke gekröpft.[70]
Bei der Drehbank von L. Loewe & Co., Berlin (Fig. 41), hat der Revolver eine senkrechte Drehachse. Die Arbeitsspindel ist durchbohrt. Der Revolverkopf hat selbsttätigen Vorschub oder wird von Hand verstellt. Die Bohrungen im Revolverkopf für die sechs Werkzeuge sind groß gehalten, um Werkzeuge mit starken Schäften anwenden zu können. Eine Führungsbrücke für die Werkzeuge ist meistens überflüssig. Für den selbsttätigen Vorschub des Revolverschlittens sind acht verschiedene Geschwindigkeiten vorgesehen Mittels einer selbsttätig arbeitenden Anschlagvorrichtung (rechts in Fig. 41) werden die Vorschübe der Werkzeuge begrenzt. Für jedes von ihnen ist ein besonderer Anschlagstift vorhanden. Der Quersupport vor dem Revolver hat seitlich verstellbare Stichelhäuser zur Aufnahme gewöhnlicher Abstech- und Formstähle, die der Höhe nach einstellbar sind. Die Querbewegung des Supports erfolgt durch Handrad. Vorn am Spindelkasten befinden sich verstellbare Anschläge für die Vorschubbegrenzung des Quersupportes.
Eine Einrichtung zur Begrenzung des Schlittenweges durch verstellbare Anschläge von der Werkzeugmaschinenfabrik Ducommun, Mülhausen i. E., zeigt schematisch Fig. 42. Unter der Drehplatte liegen in einer Vertiefung im Bett Stäbe s nebeneinander. Diese sind am vorderen Ende mit einem Einschnitt versehen, in den die Nase eines in der Drehplatte steckenden Federbolzens a paßt. Für jedes Werkzeug des Revolvers ist ein solcher Federbolzen und ein Ausziehstab s vorhanden. Wenn z.B. das Werkzeug w1 in Arbeitsstellung ist, so befindet sich der zugehörige Federbolzen a über dem Stab s1. Dieser ist durch die Stellschraube r so festgespannt, daß, wenn das Werkzeug am Ende seiner Bahn angelangt ist, der Federbolzen in[71] den Einschnitt am Ende des Stabes einfällt und ein Vorrücken des Revolvers durch die Nase verhindert. Beim Zurückziehen wird der Bolzen durch die schräge Fläche des Einschnitts zurückgedrängt und gleitet beim Drehen des Revolvers über die Stäbe hinweg.
Die Revolverdrehbank Fig. 43 (Grant machine tool works, Cleveland) ist mit Planscheibe versehen und besonders zur Bearbeitung von großen Ringen, ferner von Pumpen und Ventilkörpern, Achslagern von Lokomotiven u. dergl. bestimmt. Der Revolverschlitten a ist auf einem Rahmen b gelagert, der um einen an seinem linken Ende befindlichen Zapfen schwingt und in jeder Lage festgeklemmt werden kann, so daß ein Konischdrehen bis zu einer Neigung von 1 : 4 stattfinden kann. Die Schallbewegungen werden durch einen Satz abgestufter, im Spindelkasten untergebrachter Zahnräder abgeleitet. Die Leitspindel c wird von einer unter ihr liegenden genuteten Welle durch Rädergetriebe bewegt. Die selbsttätige Vorschiebung beider Schlitten erfolgt von der genuteten Welle aus; zur Bewegung von Hand dient für den Schlitten a das Handrad e, für den Schlitten b das Handrad d. Die Löcher des Revolverkopfes sind ganz durchbohrt, um lange Arbeitsstücke hindurchführen zu können.
Die Konstruktion eines Revolverkopfes mit senkrechter Drehachse für sechs Werkzeuge, der zum Aufsetzen auf gewöhnliche Drehbänke bestimmt ist, zeigen Fig. 44–47 (Richard Braß, Werkzeugmaschinenfabrik, Nürnberg). Beim Drehen des Handgriffes löst sich der Bolzen c und nimmt mittels des Bolzens h den im Unterteil b lose gelagerten Schalttrieb d (Fig. 47) in der Pfeilrichtung (Fig. 46) mit. Dabei gleitet die Daumenfläche des Schalttriebes über den Ansatz e des Sicherungsbolzens f und drückt diesen nieder. Sobald der Ansatz e soweit niedergedrückt ist, daß das obere Ende des Sicherungsbolzens f das Loch im Teilring g verläßt, befindet sich der Ansatz e im ebenen Teil des Daumens d. Jetzt kann der Bolzen c den Oberteil a durch Reibung mitnehmen. Nach einer kurzen Teildrehung des Oberteils befindet sich der Ansatz e am Ende der ebenen Fläche des Daumens und gleitet ab, worauf der Sicherungsbolzen f in das nächste Loch des Pfeilringes g einschnappt und den Oberteil a feststellt. Wird der Bolzen c zurückgedreht, so bleibt der Schaltring d, durch den Ansatz e festgehalten, in seiner Lage stehen. Der Federbolzen h wird von den Spiralflächen des Schaltringes zurückgedrängt, bis er abgleitet und feine frühere Angriffsstellung wieder einnimmt. Ferner sitzt auf dem Bolzen c ein Ring i, der durch einen Keil mit der Büchse k verbunden ist. Diese wird durch die Feder l aufwärtsgepreßt, so daß der Teil a zwischen Ring i und Büchse k eingeklemmt ist. Beim Drehen des Bolzens c findet zunächst ein Schleifen der Flächen x und y am Oberteil [72] a statt. Ist die Sicherungsvorrichtung ausgelöst, so wird der Oberteil a von dem in Drehung versetzten Bolzen c mitgenommen. – Der Revolverkopf a für gewöhnliche Supportdrehbänke, Fig. 48 (E. Hettner, Maschinenfabrik, Münstereifel), ist für kleine Werkstätten geeignet. Die Einstellung der in den sechs Löchern b aufgenommenen Werkzeuge erfolgt bei der Schaltung durch Einschnappen eines Sperrhebels c. Mittels des Schraubhebels d wird der Revolverkopf festgespannt. Die Vorschubbegrenzung wird durch den Anschlag des Hebels h gegen die auf der Stange f verstellbaren Anschlagringe g bewirkt.
Die kleine Revolverdrehbank Fig. 49, mit schräg liegendem Kopf (Leipziger Werkzeugmaschinenfabrik vorm. W. v. Pittler, A.-G., Leipzig-Wahren), dient besonders zur Herstellung von Teilen aus Stangenmaterial, wie Schrauben, Bolzen, kleinen Stopfbüchsen, Formstücken in Fahrrad-, Nähmaschinen- und Armaturenfabriken. Das vordere Ende der durchbohrten Spindel trägt Gewinde zur Aufnahme des selbstzentrierenden Keilspannfutters. Am hinteren Ende befindet sich eine Vorrichtung zum selbsttätigen Materialvorschub, die zugleich mit dem Spannfutter durch einen Hebel bedient wird. Zwischen dem Revolverkopf und Spindelkasten befindet sich ein Abstechsupport mit zwei Stichelhäusern, dessen Bewegung durch Anschläge begrenzt wird. Die Begrenzung für den Revolverkopf erfolgt durch die rechts in der Figur sichtbare, verstellbare Anschlagstange. Die Konstruktion dieses Revolverkopfes zeigen Fig. 50–52. Der Bettschlitten a trägt den unter einem Winkel von 45° zur Drehachse geneigten Untersatz c mit dem Revolver d. Die Löcher e, e1 stehen unter einem Winkel von 45° zur Drehachse des Revolvers, so daß die unterste Bohrung wagerecht, die oberste senkrecht steht. Der Untersatz c und der Schlitten haben ebenfalls Bohrungen g, so daß lange Arbeitsstücke durch die unterste Bohrung und den Revolver hindurch geführt werden können. Die Werkzeuge, z.B. ein Halter mit Gewindeschneidbacken i, Fig. 52, können daher sehr kurz sein. Die Feststellung des Revolvers erfolgt durch einen Riegel.
Die große Drehbank Fig. 53, mit schräg liegendem Revolverkopf (Gebr. Boehringer, Göppingen), ist außer zur Massenherstellung aus Stangenmaterial zur Bearbeitung von Gußstücken bestimmt. Das Bett hat amerikanische Schlittenführung mit hohen und breiten Leisten. Der vordere Supportschlitten trägt einen kleinen Revolverkopf für vier Werkzeuge und einen Abstechsupport für zwei Werkzeuge. Für jedes derselben ist ein Anschlag zur Selbstauslösung in der Längs- und Planrichtung angeordnet. An den sechs abgeflachten Seiten des Revolvers können große Werkzeuge festgeschraubt werden. Die Schaltung der Werkzeuge erfolgt von Hand oder selbsttätig. Eine Feststellvorrichtung am äußeren Umfang des Revolverkopfes ist als Federzapfen ausgebildet. Durch einen Handhebel wird der Revolver festgeklemmt.
Drehbänke mit seitlich geneigter Drehachse des Revolvers sind für große Gußstücke bestimmt, damit die zur Bearbeitung nötigen großen Werkzeuge über den Arbeiter und den kleinen Support hinweg drehen können. Derartige Drehbänke sind besonders im Auslande gebaut worden, jedoch auch bei uns viel in Gebrauch.
Zur Bearbeitung großer Gußstücke, besonders zur Herstellung von Riemenscheiben, Stufenscheiben, [73] Rädern u. dergl. dient die Drehbank (Conradson-Drehbank) Fig. 54 der American turret lathe works, Cincinnati. Die wagerechte Drehplatte derselben von 1200 mm Durchmesser nimmt fünf Werkzeuge auf. Die Anordnung der Werkzeughalter zeigt Fig. 55. I ist ein Ausbohrwerkzeug, II ein Werkzeug zum Andrehen der Nabe und eines Teiles der Vorderfläche, III dient zum Fertigmachen der Bohrung und zum gleichzeitigen äußeren Abschruppen des Nabenzylinders und des Kranzes, IV zum Schlichten der Stirnfläche der Nabe und V zum Fertigschlichten der ganzen Form. Auf einem kleinen, ebenfalls auf der Drehplatte befindlichen Revolver mit geneigter Achse sind vier Werkzeuge zum Bohren verschieden weiter Löcher und zum Formendrehen angeordnet. Der Revolver kann selbsttätig und von Hand quer und längs verschoben werden. Zum raschen Entfernen der Kruste vor dem Drehen mit Formenmessern, um diese zu schonen, läßt sich ein besonderer drehbarer Support auf der Drehscheibe anbringen und leicht wieder entfernen. Die Befestigung der Werkzeughalter an der Drehplatte geschieht durch Festspannen eines zylindrischen Schaftes in Lagern, große Werkzeughalter werden außerdem an der Vorderseite der Lager verschraubt. Die Werkzeuge bestehen aus drei Teilen, dem Tragbalken, dem Messerhalter und dem Schneidstahl. Bei den Werkzeugen II und IV ist der Vorderteil des Tragbalkens als Schlittensupport ausgebildet, bei den Werkzeugen III und V ist der Balken s zur Aufnahme von je drei Werkzeughaltern eingerichtet, welche nur in der Richtung der Drehachse verstellt werden können. Die Balken sind im Zapfenmittel durchbohrt, so daß gleichzeitig gedreht und ausgebohrt oder ausgerieben werden kann. Die Bohrung dient auch zur Aufnahme eines Führungsdornes, auf welchem das Werkzeug beim Drehen mit Formenmessern läuft und der an seinem hintern, aus dem Bohrloche herausragenden Ende in einer Büchse geführt werden kann. Ferner dient die Bohrung auch zur Aufnahme von Führungsflächen beim Drehen langer Zapfen u. dergl. Die Werkzeughalter h werden teils mittels Spannklauen an den Seitenflächen des Balkens s oder bei den Haltern II und IV in runden Löchern der Schlittensupporte festgespannt und sind für flache Messer und Formmesser zum Plandrehen oder für Drehstichel von rechteckigem oder trapezförmigem Querschnitt zum Langdrehen eingerichtet. Die Messer befinden sich stets sehr nahe an dem Spannlager der Drehplatte, die der größeren Festigkeit wegen am äußeren Umfange gelagert ist. Die Verriegelung der Platte erfolgt selbsttätig unter dem arbeitenden Werkzeuge. Für den Schlittenvorschub ist ein besonderer Antrieb vom Deckenvorgelege aus angeordnet, der zum Schnellgang des Schlittens dient. Hierdurch wird die Arbeitsspindel bedeutend entlastet und die Arbeitsverteilung ist günstiger, da die Uebertragungsvorrichtungen von der Arbeitsspindel auf den Schlitten fortfallen. Die Welle a, Fig. 54, dient zum langsamen Arbeitsgang, die Leitspindel b zum Schlittentransport während des Leerganges oder zum schnellen Schlichten. Das Umschalten erfolgt durch den Steuerhebel s oder selbsttätig durch die Steuerwelle c.[74]
Von deutschen Firmen, die Revolverdrehbänke zur Bearbeitung großer Gußstücke bauen, seien genannt: Gebr. Heinemann, Werkzeugmaschinenfabrik, St. Georgen, Schwarzwald, und die Elsässische Maschinenbaugesellschaft Grafenstaden. (Vgl. Zeitschrift für Werkzeugmaschinen, Berlin, vom 15. Mai 1901.)
Bei der mehrspindligen Revolvermaschine Fig. 56 (Bauart Fig. 37) läßt sich je eine Arbeitsspindel während des Ganges der übrigen außer Tätigkeit setzen, so daß das Werkstück ausgewechselt werden kann. Bei der Schaltung tritt das eingespannte Werkstück vor das erste Werkzeug, worauf die Trommel selbsttätig verriegelt wird. Ist das erste Werkstück bearbeitet, so wird die Trommel von neuem in Drehung versetzt, so daß es dem zweiten Werkzeuge gegenübersteht, u.s.w. Die Maschine eignet sich zur Herstellung von Bolzen, Schrauben, Hülsen, Ringen, Formstücken u. dergl. Zwischen Spindelkasten und Revolverschlitten befindet sich ein kleiner Support mit zwei Querschlitten. Der vordere nimmt den Abstechstahl auf, der hintere die Formstähle. Beide werden von Hand bewegt.
Die Konstruktion dieser Drehbank geht aus Fig. 57–61 hervor. In dem Spindelkasten a ruht die Trommel b und trägt vier Spindeln h. Auf dem Ring c, der die Trommel umgibt, läuft ein mit Zahnkranz e versehener Ring d, dessen Drehung durch den Innenzahnkranz f auf die Spindelgetriebe g übertragen wird, die drehbar auf den vier Spindeln h sitzen und gewöhnlich durch die längs verschiebbaren Reibkegel i mit den Spindeln h gekuppelt sind. Solange die Trommel b verriegelt ist, drehen sich die Spindeln h. Wird der Hebel p nach links bewegt, so wird durch das Gelenk o, Stange n und den Arm m die Muffe l nach links verschoben. Dadurch werden die Keilstücke k freigegeben, so daß der Reibkegel i von dem beständig umlaufenden Getriebe g sich ablöst und mit der Spindel h zum Stillstand kommt. Das im Spannfutter sitzende Werkstück kann jetzt durch ein neues ausgewechselt werden. Wird der am unteren Teil des Spindelkastens angeordnete wagerechte Hebel gehoben, Fig. 56, und dadurch der Riegel aus dem Loche der Trommel zurückgezogen, so erfolgt die Drehung der Trommel, da der auf die Getriebe g wirkende Zahndruck an einem größeren Hebelarm angreift. Der Hebel wird sofort wieder freigegeben, so daß der Riegel in das folgende Loch der Trommel einschnappt und diese feststellt. Zum Gewindeschneiden stehen die Getriebe g mit einem fünften auf der Welle r sitzenden Getriebe q im Eingriff, die Welle ist außerhalb der Trommel b genutet und durch das Gehäuse des Werkzeugschlittens hindurchgeführt. In diesem sitzt drehbar die Nabe eines Getriebes s und Stirnrades x, beide werden von der genuteten Welle r mitgenommen. Das Getriebe s setzt durch die Zahnräder t, u und v das fest auf der hohlen Spindel w1 sitzende Stirnrad w in langsame, das Stirnrad x das drehbar auf der Spindel w1 sitzende Getriebe y in schnelle Umdrehung. In der hohlen Spindel w ruht drehbar und verschiebbar eine zur Aufnahme eines Gewindebohrers oder Schneidkopfes bestimmte Spindel z. Wird das Armkreuz des Revolverschlittens gedreht, so stößt das Werkzeug auf das Werkstück und verschiebt sich nach rechts, so daß seine Klauen z1 in diejenigen w2 der Hohlspindel w1 eingreifen. Die Spindel z erhält hierbei eine langsame Drehung. Beim Zurückschieben des Revolverschlittens verschiebt[75] sich die Spindel z. Ihre Klauen z2 greifen in die Klauen y1 des Getriebes y ein und die Spindel erhält schnelle Drehung, so daß das Werkzeug vom Werkstück abgeschraubt wird.
Die Pittlersche Revolverbank, Fig. 62, zeigt die Bauart nach Fig. 38. Der den Revolver tragende runde Schlitten a umfaßt das Bett c. Der Schlitten wird von einem oben geschlitzten, festgeklemmten Arm b umgeben, der am unteren Ende in zwei Augen eine Schneckenwelle trägt. Die Revolverscheibe läßt sich entweder langsam mit Hilfe dieser Schneckenwelle oder zum Weiterschalten rasch durch ein in den Zahnkranz eingreifendes Zahnradgetriebe drehen. Sie hat acht große und acht kleine Löcher zur Aufnahme der Werkzeuge, die durch radiale Schrauben befestigt werden. Dicht an der Nabenbohrung befinden sich 16 verstellbare Schrauben, die als Anschlagstifte zur Begrenzung der Werkzeugbewegungen dienen, indem sie gegen die Stange e stoßen, wodurch die innerhalb des Bettes liegende Leitspindel entkuppelt wird. Durch Anschlag des Knaggens f gegen den Arm g wird beim Zurückziehen des Schlittens die Leitspindel wieder eingerückt. Der Antrieb der Leitspindel erfolgt entweder von der Stufenscheibe h aus durch Uebertragungswelle, Kegelräder, Schnecke und Schneckenrad k oder durch die Kegelräder i. Zum Gewindeschneiden kann auch eine Patrone benutzt werden. Die Drehbewegung des Revolvers wird nach jeder Seite hin durch einen Riegel begrenzt.
Die Pittlersche Revolvereinrichtung, Fig. 63, kann zehn Werkzeuge aufnehmen und besteht aus zwei Revolverköpfen für je vier Stähle und zwei Schneideisenhaltern zur Aufnahme von Gewindebohrern. Die Revolvereinrichtung wird mittels Klemmrings auf dem runden Längsschlitten der Drehbank befestigt.
Auch bei senkrechten Bohr- und Drehwerken kommen Revolverköpfe zur Anwendung. Das Drehwerk Fig. 64 und 65 (Ludw. Loewe & Co., A.-G., Berlin) dient zum Bearbeiten von Naben, zum Bohren von Büchsen, zum Plan- und Formdrehen. Der Revolverkopf ruht auf dem senkrecht und wagerecht verschiebbaren und um 30° drehbaren Schlitten, der selbsttätig bewegt wird. Jede Stufe der Antriebsstufenscheibe hat acht verschiedene Vorschubgeschwindigkeiten. Der Vorschubwechsel erfolgt durch zwei Hebel,[76] von denen der eine vier verschiedene Vorschübe ermöglicht, während der andre diese im Verhältnis von 4. 1 vergrößert. Die ganze Vorschubeinrichtung kann durch einen Handhebel am Fuße des Maschinenständers ein- oder ausgerückt werden. Für die Fabrikation von Arbeitsstücken in größeren Massen werden selbsttätige Revolverdrehbänke verwendet. Bei ihnen erfolgt die Bewegung der Werkzeuge, das Verschieben und Festspannen des Materials, das Wechseln der Drehrichtung und der Geschwindigkeit des Arbeitsstückes selbsttätig, so daß dem Arbeiter nur die Instandhaltung der Werkzeuge und das Einführen einer neuen Stange des Rohmaterials zufällt und bis zu zehn Maschinen von einem Arbeiter bedient werden können.
Bei der selbsttätigen Revolverdrehbank, Fig. 66, von Ludw. Loewe & Co., A.-G., Berlin, ruht unter der Antriebsspindel die Hauptwelle. Diese trägt die Bewegungstrommel für den Revolverdrehkopf, die Nutscheibe für den Querschlitten, die Umschaltscheiben für den Spindelantrieb und die Trommel für die Stangenvorschub- oder die Spannvorrichtung. Die Arbeitsspindel trägt zwei Riemenscheiben a und b, die durch eine zwischen ihnen sitzende Friktionskupplung unter dem Einflusse der beiden links auf der Hauptwelle sitzenden Scheiben abwechselnd mit der Spindel gekuppelt werden, so daß das Arbeitsstück je nach der Art der Arbeit (Schruppen, Formdrehen, Gewindeschneiden) schneller oder langsamer gedreht wird. Die Hauptwelle wird durch eine auf der hinteren Seite der Drehbank liegende Stufenscheibe, Kegelrad und Schneckengetriebe angetrieben. Die Umstellung erfolgt durch die Schaltscheiben rechts auf der Hauptwelle. Hierbei wird eine zweite Geschwindigkeit hervorgebracht, um den Leerlauf der Maschine abzukürzen und den Werkzeugwechsel zu beschleunigen. Das Material wird durch die Spannvorrichtung f, die durch die Kurvenscheibe g bewegt wird, vorgeschoben und festgespannt. Zur Bewegung des zweiteiligen Quersupports, der zwischen Revolverkopf und Drehbankspindel untergebracht ist, dienen die unrunden Scheiben h und i. Die Kurventrommel k bewegt den Revolverschlitten, der durch ein Gewicht stets nach rechts gezogen wird. Die Kurven und Anschläge lassen sich leicht für die jeweiligen Arbeiten einstellen.
Die mehrspindlige automatische Revolverdrehbank Fig. 67 (Leipziger Werkzeugmaschinenfabrik vorm. W. v. Pittler, A.-G., Leipzig-Wahren) besitzt zwei Antriebe. Der erste bewirkt die Drehung der vier Arbeitsstücke und der Werkzeugspindeln, der zweite die der Steuerwelle, von der aus die verschiedenen Trommeln, Scheiben, Knaggen u.s.w. zur Ausführung der automatischen Bewegungen angetrieben werden. Die vier Arbeitsspindeln sind um die Antriebswelle in einer in einem Gehäuse drehbaren Trommel gelagert und mit selbsttätigen[77] Materialvorschüben und Spannvorrichtungen versehen, die von der Steuerwelle betätigt werden. Die Spindeltrommel wird durch eine doppelte Vorrichtung an ihrem äußeren Umfang festgestellt. Alle Arbeitsspindeln besitzen Ausrückvorrichtungen, so daß jede in der oberen hinteren Stellung durch einen Hebel von der Steuerwelle ausgerückt werden kann. Dies ist zum Beispiel beim Gewindeschneiden erforderlich. Die Umschaltung der Spindeltrommel erfolgt durch Zahntrieb und Sperrstift. Das Material wird in langen Röhren zugeführt, die sich an die Arbeitsspindel anschließen. Die Schaltung des Werkzeugschlittens erfolgt durch eine in Kurvenstücken der großen Trommel auf der Steuerwelle geführte Rolle. Die vorderen beiden Werkzeugspindeln können von der Antriebswelle unmittelbar angetrieben und zum schnellen Bohren kleiner Löcher verwendet werden. Die hintere obere Werkzeugspindel dient nur zum Gewindeschneiden mit Schneideisen und Gewindebohrer. Sie erhält langsame Drehung durch Zahnradübersetzung von der Antriebswelle und wird von der Steuerwelle aus durch Hebelübertragung ein- und ausgerückt. Ein vorderer Quersupport nimmt runde Formstähle, ein hinterer runde Abstechstähle auf, ihre Schaltbewegung erfolgt durch Hebelübertragung von der Steuerwelle aus. Ein Schlichtsupport hängt über der vorderen oberen Arbeitsspindel. Das Schlichtwerkzeug wird beim Vorwärtsbewegen des Werkzeugschlittens nach unten bewegt, beim Zurückbewegen nach oben. Ein Anschlaghebel stellt sich nach jeder Umschaltung der Spindeltrommel vor die vorn unten angeordnete Arbeitsspindel. Nach dem Festspannen des Materials geht er zurück, so daß das vordere untere Werkzeug das Material bearbeiten kann. Die Kurven und Knaggen auf den Trommeln sind leicht auswechselbar. Diese sind mit Teilstrichen und Nummern versehen, so daß die zu einem bestimmten Muster gehörigen Kurven und Schablonen schnell angeschraubt werden können.
Von den über Revolverdrehbänke bestehenden Patenten sind zu nennen: D.R.P. Nr. 107903 (Getriebe für Revolverköpfe). D.R.P. Nr. 108144 (Vorrichtung zum Drehen und Hin- und Herbewegen des Revolverkopfes). In D.R.P. Nr. 117450, 125777, 130395 und 143039 sind Revolverdrehbänke beschrieben, bei denen die Steuerungsteile durch Druckflüssigkeit bewegt werden. In der erstgenannten Patentschrift wird Druckflüssigkeit und Druckluft in der Weise verwendet, daß für die Vorwärtsbewegung des Schlittens die Druckflüssigkeit durch die Druckluft vorgetrieben wird, während diese allein zum Zurückbewegen des Schlittens benutzt wird. Eine Drehbank von M. Conradson in Madison (vgl. Zeitschr. für Werkzeugmaschinen und Werkzeuge 1901, S. 566) hat einen durch Druckflüssigkeit bewegten Schlitten. Auch Karusselldrehbänke werden in neuerer Zeit hydraulisch angetrieben. In D.R.P. Nr. 99715 von Ludw. Loewe & Co., A.-G., Berlin, ist ein Revolverkopf mit hin und her gehender Bewegung beschrieben, dessen schrittweise Drehbewegung durch Ein- oder Ausschalten einer Mitnehmervorrichtung in eine oszillierende verwandelt werden kann. Werden bei einem Revolverkopf mit drei oder vier Werkzeuglöchern nur zwei Werkzeuge für eine bestimmte Arbeit gebraucht, so kann man für die abwechselnde Benutzung die beiden Werkzeuge hin und her schwingen lassen, wodurch die Leistung namentlich von automatischen Revolverbänken erhöht wird.
Elemente von Drehbänken.
Das Drehbankbett ruht bei großen und schweren Bänken der ganzen Länge nach auf dem Fundament, bei kleinen Bänken auf Füßen. Von den Drehbankfüßen Fig. 68–72 hat die Fußform Fig. 68 den Nachteil geringer Festigkeit. Stärker ist die gerade Form, Fig. 69. Der Fuß Fig. 70 gestattet eine feste Verbindung mit dem Bett und ist die gebräuchliche Form für kleine Drehbänke. Nachteilig ist bei allen diesen Formen, daß bei Unebenheiten des Bodens das Drehbankbett verdreht wird. Für größere Drehbänke wird der Kastenfuß, Fig. 71 und 72, angewendet, entweder nur unter dem Spindelstock oder an beiden Enden des Bettes. Den angeschraubten Füßen, Fig. 71, sind angegossene, Fig. 72, vorzuziehen. Der Kastenfuß dient zur[78] Unterbringung von Werkzeugen, Wechselrädern u. dergl. Das Drehbankbett (vgl. a. Bett) wird durch den Arbeitsdruck auf Verdrehung beansprucht. Zweckmäßig erhält es eine rechteckige Querschnittsform, Fig. 73. Zur Entfernung der Drehspäne dienen die Oeffnungen a.
Die Führungen für den Supportschlitten haben bei deutschen und englischen Drehbänken flache prismatische Form, Fig. 74–76, bei amerikanischen dachförmige Λ-Gestalt, Fig. 73. Gewöhnlich umfaßt der Supportschlitten das Bett, während Spindelstock und Reitstock zwischen den Wangen desselben eingepaßt sind. Flache Prismenführungen haben den Vorzug großer Auflagerfläche, geringer Abnutzung, leichter Herstellung; dachförmige Führungen haben geringe Auflagerfläche, aber den Vorzug, nur in senkrechter Richtung abgenutzt zu werden, also ihre Lage zur Drehachse in wagerechter Richtung beizubehalten. Die äußeren Leisten, Fig. 73, nehmen den Supportschlitten, die inneren den Spindelstock und den Reitstock auf. Bei der Drehbank D.R.P. Nr. 117742 ist für den Support und für den Reitstock eine Prismenführung derart vorgesehen, daß sie unbehindert aneinander vorbeigehen können. Der Support und der Reitstock nehmen dabei innerhalb der Führungsprismen den Arbeitsdruck auf. Rechteckige Führungen, Fig. 75 und 76, erfordern zwei Nachstelleisten a und b, dreikantige Führungen, Fig. 74, nur eine a. Ein auf Λ-Führungen ruhender Schlitten muß stärker ausgeführt werden, da er auf größere Entfernung freitragend ist. Drehbänke mit übergreifendem Schlitten gestatten starke Späne zu nehmen, da der Schlitten gegen Abheben gesichert ist. Die Drehbank S. 58, Fig. 2, hat auf der vorderen Wange eine Λ-Führung, auf der hinteren eine flache Führung. Bei der Drehbank Fig. 77 hat der Schlitten an der vorderen Seite eine besondere Führung auf der Leiste c des Angusses b. Zur Seitenführung dient die Rippe a. Die Leitspindel l liegt geschützt unter dem Support, die Vorschubwelle v unter dem Anguß b. Bei der Drehbank Fig. 78 dient die Leiste c zur Aufnahme des seitlichen Druckes des Reitstockes und des Spindelkastens. Das Nachstellen erfolgt durch die Keile d. Das Drehbankbett Fig. 79 (H. Wohlenberg, Drehbankfabrik, Hannover) hat besonders hohe Seitenführungen; die vordere Führung a ist als doppeltes, nach innen gekehrtes Prisma ausgebildet, dessen untere Fläche für den Schlitten eine Stützfläche bildet, wenn beim Drehen großer Stücke der Arbeitsdruck über die Bettkante hinaus wirkt. Die inneren etwas vertieften Führungen b dienen zur Aufnahme des Reitstockes, die äußeren c zur Führung des Schlittens. Die Schrauben zur Befestigung der Einsatzbrücke liegen in der vertieften Bahn des Bettes, um zu verhüten, daß Späne, die in die Schlitze der Schraubenköpfe fallen, die Lauffläche beschädigen.
Die Festigkeit einer Drehbank hängt von dem Verhältnis der Spitzenhöhe (Entfernung der Drehachse von der Oberkante des Bettes) zur Bettbreite ab, da das Verdrehungsmoment mit der Spitzenhöhe wächst. Je kleiner das Verhältnis ist, das zwischen 0,8 bei älteren Drehbänken und 0,5 bei neueren Drehbänken schwankt, um so günstiger wird die Drehbank beansprucht.
Der Reitstock wird gewöhnlich durch Ansätze a oder durch Leisten, Fig. 80 und 81, zwischen den Wangen geführt. Zum Feststellen des Reitstockes dient die Anzugsvorrichtung b. Zuweilen wird der Reitstock einseitig geführt und durch eine abgeschrägte Anzugsplatte gegen die Führungsleiste gepreßt. Der Körner c des Reitstockes wird im Stoß- oder Reitnagel d befestigt. Dieser ist gewöhnlich durch eine flachgängige Schraubenspindel e in der Achsenrichtung verschiebbar und gegen Drehung durch eine in eine Nut eingreifende Schraube u gesichert. Der Stoß wird durch eine Schraube f in der an ihrem Ende aufgeschlitzten Reitstockhülse g oder durch einen Zugkeil g, Fig. 82, in der nicht aufgeschlitzten Hülse oder bei amerikanischen Drehbänken durch Zusammenpressen einer konischen geteilten Hülse festgeklemmt.[79]
Beim Reitstock Fig. 80 und 81 ist der Stoß mit Gewinde e versehen und die Nabe h des Handrades i trägt das Muttergewinde. Die Nabe h ist drehbar, aber nicht verschiebbar, durch die Verschraubung k festgehalten. Zuweilen wird die Nabe durch eine in eine Nut derselben eingreifende festgeschraubte Scheibe gehalten. Beim Reitstock Fig. 82 ist die Schraubenspindel e mit dem Handrade i fest verbunden und liegt in dem schmiedeeisernen hohlen Stoß d, in dessen Ende eine das Muttergewinde enthaltende Muffe m eingesetzt ist.
Zum Konischdrehen (s.d.) wird der Reitstock seitlich verschiebbar angeordnet. Er ruht dann meist auf einer besonderen Reitstockplatte n, Fig. 80 und 81. Die Verschiebung erfolgt von Hand oder durch eine Schraubenspindel s (Fig. 82), deren Mutter t mit einem Zapfen in den Reitstockfuß eingreift. Die Schrauben v, Fig. 80 und 81, dienen zum Feststellen des Reitstockes. Die Einstellung in die gewöhnliche Lage wird durch eine Marke oder durch Anschlagschrauben erleichtert.
Zur Ausführung von Bohrarbeiten mit Hilfe des Reitstockes wird statt des Körners ein Bohrer im Stoß befestigt. Der Vorschub des Stoßes erfolgt gewöhnlich selbsttätig durch Ratsche oder durch Handhebel.
Beim Spindelstock unterscheidet man offene und geschlossene Form, bei jener, Fig. 83, paßt sich der Boden der Form der Stufenscheibe an, bei dieser, Fig. 84, umschließt der Kastenboden die Stufenscheibe teilweise. Das Rädervorgelege a liegt hier innerhalb des Bettes. Der Kasten wird durch Schrauben befestigt oder mit dem Bett aus einem Stück gegossen.
Der Spindelstock trägt die Drehbankspindel und die zur Bewegungsübertragung erforderlichen Stufenscheiben, Vorgelege und Wechselräder Die Lager der Spindel müssen möglichst lang sein, da sie starken Beanspruchungen ausgesetzt sind. Sie sind zylindrisch oder konisch. Bei der konischen Lagerung, Fig. 85, sind die beiden starken Enden der konischen Lager einander zugekehrt. Die Lagerteile bestehen aus durch Schrauben a einstellbaren, verschiebbaren Hülsen b. Bei dieser Anordnung findet ein genaues Zentrieren der Spindel statt. Der axiale Druck wird durch den hinteren Konus, dessen Konizität mehr als 1/5 betragen muß, aufgenommen. Der Ring c stützt sich gegen einen Ansatz der Spindel, dient als Widerlager für die Mitnehmerscheibe oder Planscheibe und ersetzt den gewöhnlich an der Spindel befindlichen Bund.
Bei der Spindellagerung, Fig. 86, wird die Büchse b mit ihrem vorderen Ansatz durch die Mutter m an den Spindelkasten gepreßt. Zwischen dem Bund l und der Büchse b sind Reibungsringe r eingesetzt, deren Dicke so bemessen ist, daß der Konus ohne Spiel in seinem Lager sitzt. Der Druck wird vom hinteren Lager aufgenommen. Die Spindel ist abgesetzt und stützt sich gegen den Druckring s, dessen Druck unter Vermittlung des Kugellagers k von der Stirnfläche der Büchse c aufgenommen wird. Die Spindel a hat am hinteren Ende Gewinde mit Doppelmutter g. Durch die Stellmuttern n wird die Büchse c eingestellt.
Bei der Spindellagerung von Putnam, Fig. 87, läuft die Drehbankspindel a zylindrisch in Lagerschalen b und c. Die vordere Lagerschale b ist an ihrem äußeren Umfange konisch gestaltet, ist geschlitzt und wird durch die Stellschrauben d und e ein- und nachgestellt, und, da das Gewinde schwach konisch ist, zusammengeklemmt. Die Stifte f verhindern das Drehen der Lagerschale. Die hintere Lagerschale ist zylindrisch und dient zur Aufnahme des Druckes. Einerseits stützt sich die Schulter g der Spindel gegen die Lagerschale, anderseits der auf das mit Gewinde versehene Ende k aufgeschraubte Ring i gegen die als Hülse ausgebildete Mutter h, die auf die Lagerschale aufgeschraubt ist. Die Ringe l und m dienen als Reibungsringe. Die Lager sind mit selbsttätiger Schmierung versehen. Das Oel wird um die Lagerschalen durch die Nuten n herumgeführt und tritt von unten durch den Schlitz o an die Welle. Damit die Lagerschalen sich gleichmäßig abnutzen, können sie von Zeit zu Zeit um 120° gedreht werden.[80]
Bei der Spindellagerung Fig. 88 von Braun & Bloem, Düsseldorf (D.R.P. Nr. 140752), befindet sich auf der Drehbankspindel c zwischen dem Zahnrad a und dem Konus b eine zweiteilige Mutter m. Beide Teile werden durch Schrauben s zusammengehalten. Mit dem Rand d greift die Mutter über den Bund f des Zahnrades a. Beim Drehen der Mutter m findet ein Nachstellen der Spindel statt, wobei eine Verschiebung des Zahnrades gegen den Spindelkasten durch den Rand d der Mutter verhindert wird. – Die Spindeln werden meist durchbohrt, um an Gewicht zu sparen, und Arbeitsstücke, Stangen u. dergl. (s. Revolverdrehbänke, S. 69) durch die Spindel hindurchführen zu können. Die Spindeln werden auch unmittelbar in den gußeisernen Spindelkasten gelagert. Die Lager sind möglichst lang und die Lagerstellen der Wellen gehärtet und geschliffen. Zylindrische Lager werden zweiteilig hergestellt und durch Zusammenschrauben beider Hälften nachgestellt. Im allgemeinen eignen sich konische Lagerungen zum Drehen zwischen Spitzen, da durch den axialen Druck ein Zentrieren der einzelnen Lagerteile stattfindet, zylindrische Lagerungen zum Plandrehen, da hier ein axialer Druck nicht auftritt.
Zum Einspannen der Arbeitsstücke oder des sich drehenden Werkzeuges (Bohrstange) dienen die Körner oder Drehbankspitzen (s. Körner), die Mitnehmerscheibe, das Drehherz (s.d.), die Planscheibe (s.d.) und das Drehbankfutter (s. Futter). Die Herstellung der Körnerlöcher erfolgt bei kleinen Gegenständen von Hand (s. Ankörnen), bei großen Gegenständen durch Zentriermaschinen (s. Zentrieren), Die Körnerspitze hat einen Winkel von etwa 90°, die Konizität des Körnerschaftes, der in der Drehbankspindel oder dem Reitstockstoß lagert, beträgt 1/16–1/10. Die Körner sind, um leicht herausgenommen werden zu können, entweder mit Sechskantkopf versehen, Fig. 81, oder tragen Gewinde, Fig. 82 und 88, auf dem eine Mutter gegen die Spindel oder den Stoß geschraubt wird, so daß der Körner zentrisch herausgezogen wird. Der Körner des Spindelstockes wird nach D.R.P. Nr. 156321 in einem Kugellager derart gelagert, daß die Kugeln nicht nur den axialen Druck, sondern auch den seitlichen Druck aufnehmen. Nach D.R.P. Nr. 151926 ist der Körner federnd gelagert, um den infolge der Erwärmung des Werkstückes beim Drehen entstehenden axialen Druck aufzunehmen. Zur Stützung langer Werkstücke gegen Durchbiegung dienen Lünetten (s.d.), die entweder fest auf dem Drehbankbett angeordnet sind oder sich mit dem Support fortbewegen. Vgl. a. Brille.
Der Spindelantrieb erfolgt vom Deckenvorgelege (s. Vorgelege) mit fester und loser Riemenscheibe durch Stufenscheibe mit oder ohne Rädervorgelege. – Beim Antrieb mit Rädervorgelege, Fig. 89 und 90, läuft die Stufenscheibe a lose auf der Drehbankspindel b. Mit der Stufenscheibe ist das Zahnrad c, mit der Spindel das Zahnrad d fest verbunden. Das Rad c treibt das Rad e und das mit diesem auf derselben Welle (Vorgelegewelle) h sitzende Rad f an, und dieses das Rad d. Soll ohne Vorgelege gearbeitet werden, wird die Vorgelegewelle mit den Rädern e und f ausgerückt und das Rad d mit der Stufenscheibe durch eine Kupplungsschraube g oder Mitnehmerstift verbunden. Die Ausrückung der Vorgelegewelle erfolgt durch seitliche Verschiebung oder durch Drehung der exzentrisch gelagerten Vorgelegewelle. Bei der exzentrischen Ausrückvorrichtung, Fig. 89, entfernt sich die gußeiserne Vorgelegewelle h von der Spindelachse, wenn die mit exzentrischem Lagerzapfen versehene Welle i mit Hilfe des Hebels k gedreht wird. Der Stift l dient zum Feststellen der Welle. Die Schraube g (Fig. 90) ist in einem Schlitz des Zahnrades d verschiebbar und greift in eine Aussparung des die Stufenscheibe nach vorn abschließenden Deckels m ein. Bei amerikanischen Drehbänken liegt das Rädervorgelege zuweilen innerhalb der Stufenscheibe. Ost ist eine hohe Anzahl verschiedener Schnittgeschwindigkeiten erforderlich, um auf derselben Drehbank sowohl bei hoher Schnittgeschwindigkeit (Schnelldrehstahl) mit starken Spänen zu schruppen, als auch bei durchschnittlicher Geschwindigkeit mit gewöhnlichen Stählen zu drehen. Bei dem Rädervorgelege[81] Fig. 91 (D,R.P. Nr. 144781) von H. Wohlenberg, Drehbankfabrik, Hannover, werden große Stücke mit dreifachem, kleine mit zweifachem Rädervorgelege bearbeitet. Der Spindelstock enthält für die doppelte Uebersetzung eine einrückbare Exzenterwelle, die das Vorgelegerohr r trägt, für die dreifache Uebersetzung eine unter derselben exzentrisch gelagerte Vorgelegewelle w mit den beiden Rädern f und g. Das Rohr r ist in der Mitte geteilt und mit Kupplungsbüchse k versehen. Die linke Hälfte erhält außer dem großen Rade c noch ein kleines e. Die rechte Hälfte trägt außer der Kupplungsbüchse das Triebrad d. Beim Arbeiten mit doppeltem Vorgelege wird das Rohr r gekuppelt. Der Antrieb erfolgt dann von dem Stufenscheibenrad a auf c und durch d auf b. Bei dreifacher Uebersetzung wird das andre Vorgelege eingerückt und r entkuppelt. Es arbeitet dann a auf c, e auf f und g auf b, wobei d als Zwischenrad dient. Ebenso wird ein Spindelstock für doppelte und zwei dreifache Uebersetzungen mit Zahnkranzplanscheibe für 20 Geschwindigkeiten ausgeführt. Bei Plandrehbänken und Plan- und Spitzendrehbänken wird meistens die Planscheibe durch ein in einen inneren oder äußeren Zahnkranz der Scheibe eingreifendes Getriebe angetrieben Schwere Plandrehbänke erhalten ihren Antrieb auch durch eine quer zum Spindelkasten liegende Schneckenwelle; die Wellen senkrechter Plandrehbänke laufen in einem Halslager unterhalb der Planscheibe und in einem Spurlager zur Aufnahme des Druckes. Große wagerechte Planscheiben erhalten am Rande eine ringförmige, den Druck aufnehmende Führung. Der Antrieb erfolgt durch einen an der unteren Seite liegenden Zahnkranz.
Der Support (Kreuzsupport) für Handsupportdrehbänke, Fig. 92 (Erdmann Kircheis, Aue i. S), ist drehbar auf einem auf dem Drehbankbett feststellbaren Unterteil a. Auf diesem ruht der Drehteil d, auf dem in prismatischen Führungen der Unterschlitten b gleitet, der wieder den Oberschlitten c trägt. Dieser ist senkrecht zum Unterschlitten verschiebbar.
Der Support selbsttätiger Supportdrehbänke ruht auf dem am Drehbankbett b, Fig. 93, verschiebbaren Supportschlitten a. c und d sind die rechtwinklig zueinander verschiebbaren Schlitten. Der obere, d, trägt das Stichel- oder Messerhaus e. Der untere, c, ist durch die Spindel f, der obere, d, durch die Spindel g verschiebbar. Um den Stahl schräg einstellen oder den Support sowohl zum Lang- als auch zum Plandrehen verwenden zu können, trägt der Teil c einen Drehteil h, der nach Drehung durch die Schrauben i festgestellt werden kann. Ebenso ist der Teil e um den Schraubenbolzen o drehbar. Die Uebertragung der Drehbewegung der Spindeln f und g auf die Schlitten erfolgt durch Muttern, die mit Zapfen k und l in den oberen Schlitten eingreifen. Die Befestigung des Stahles erfolgt beim Stichelhaus, Fig. 93, durch die beiden Druckschrauben m und n, auch wird der Druck durch Hebelwirkung auf den Stahl übertragen. Bei kleinen amerikanischen Drehbänken ist nur eine Druckschraube in dem am Oberschlitten zur bequemen Seiteneinstellung drehbar befestigten Stichelhalter vorhanden, der mit einem durchgehenden Schlitz versehen ist. Man hat auch das Messer zur leichten Einstellung in der Höhenrichtung auf einer zylindrisch gewölbten oder auf einer kugelförmigen Unterlage gelagert, so daß die Messerspitze auch seitlich verstellt werden kann, oder es dient eine Schraube als Auflage für das Messer, das durch ihre Drehung gehoben oder gesenkt wird. Der Support für Plandrehbänke ruht auf einem freistehenden Untersatze, der bei großen Plandrehbänken auf einer Unterplatte verschiebbar ist. Bei Bohrdrehbänken trägt häufig der Supportschlitten das Werkstück. Er ist mit Aufspannschlitzen versehen, die Bohrstange wird zwischen den Spitzen eingespannt oder mit der Drehbankspindel verbunden.
Die Bewegung des Supportschlittens erfolgt bei selbsttätigen Supportdrehbänken durch Leitspindel oder Zugwelle (Transportwelle) oder kann durch beide Wellen erfolgen und wird von der Drehbankspindel aus zum Gewindeschneiden (Leitspindel) stets durch Zahnräder oder Wechselräder (s.d.), zum Abdrehen auch durch Riementrieb bewirkt. Die Wechselräder werden auf einer Schere oder Stelleisen angeordnet. Bei dem Leitspindelantrieb, Fig. 94 und 95, sitzt auf der Drehbankspindel s ein Zahnrad a. Dieses treibt das Rad b, das mit dem Rade c auf demselben Wellenzapfen e sitzt und gleiche Umdrehungszahl hat. Das Rad c[82] treibt das auf der Leitspindel l sitzende Wechselrad d. Der Wellenzapfen oder Transportstift e ist in den Schlitzen f der Schere g verstellbar, um verschieden große Wechselräder einschalten zu können. Die Schere g ist um die Leitspindel l drehbar. Bei der Drehbank Fig. 90 liegt unter der Drehbankspindel b eine kurze Welle o, die von dieser mittels der gleichgroßen Zahnräder p und q angetrieben wird. Diese Welle trägt das Wechselrad r; auf zwei Bolzen einer Schere stecken ein zweites und ein drittes Wechselrad, das vierte auf der Leitspindel. Diese hat, um rechtes Gewinde schneiden zu können, Linksgewinde; zum Schneiden von Linksgewinden wird ein fünftes Wechselrad eingeschaltet. Die Schere läßt sich durch Schrauben feststellen.
Andre Formen einer Schere oder eines Stelleisens zeigen Fig. 96–98. Bei der Schere Fig. 96 (Sächsische Werkzeugmaschinenfabrik Bernh Escher, Chemnitz) liegt der Bogenschütz zwischen der Drehachse a und dem radialen Schlitz c. Die Schere ist, da die Befestigungsschraube im Bogenschlitz b von der Drehachse weit entfernt ist, gegen Erschütterungen gesichert. Die Schere Fig. 97 hat den Nachteil, daß die Länge des Schlitzes c beschränkt ist, die Schere Fig. 98 den Nachteil, daß der Bogenschlitz unsymmetrisch liegt.
Beim Antrieb der Transportwelle durch Riemen sitzt gewöhnlich am hinteren Ende des Spindelkastens auf einer kurzen Uebertragungswelle (vgl. Fig. 17 u.a.) eine dreistufige Riemenscheibe, die eine zweite dreistufige Riemenscheibe antreibt, die entweder unmittelbar auf der Zugspindel sitzt oder ihre Drehung durch Zwischenräder derselben mitteilt. Ein Antrieb der Transportwelle durch Zahnräder zur Verhütung des Gleitens des Riemens ist bei der Drehbank Fig. 99 und 100 (H. Wohlenberg, Hannover, D.R.G.M. Nr. 169687), angewendet. Das Rad d kann zur Erreichung verschiedener Geschwindigkeiten von den Räderpaaren a, b, c angetrieben werden. Die Drehung des Rades d wird durch Zwischenräder auf das auf der Transportwelle t sitzende Rad g übertragen. Da über der Transportwelle t die Leitspindel liegt, so ist das Uebertragungsrad f auf den Hals h des Leitspindellagers gesteckt. Die Uebertragung der Drehung der Leitspindel oder der Transportwelle auf den Supportschlitten zum Längs- oder Plandrehen erfolgt durch das Schloß (Drehbankschloß).
Längsverschiebung durch Leitspindel (vgl. a. Gewindeschneiden). Die Leitspindel wird von der zweiteiligen Mutter p (Fig. 93) umschlossen. Jede Hälfte derselben trägt einen Stift q, der durch einen Schlitz der Supportplatte s hindurch in exzentrische Nuten r des drehbaren Handhebels t hineinreicht. Durch Drehung des Hebels wird das Schloß geöffnet oder geschlossen. Bei geöffnetem Schloß läßt sich der Schlitten a durch das in die Leitspindel u eingreifende Zahnrad v (Fig. 101) mit Hilfe einer Handkurbel verschieben. Die Rolle w dient zur Stützung der Leitspindel gegen den seitlichen Druck. – Fig. 102 stellt ein Leitspindelschloß der Drehbankfabrik H. Wohlenberg, Hannover (D.R.P. Nr. 31322), dar, das den Zweck hat, beim Gewindeschneiden den Schneidstahl beim Oeffnen und Schließen des Schlosses aus dem Gewinde herauszuziehen und wieder in dieselbe Tiefe einzuführen. Ueber die beiden Mutterhälften a und b, die durch die doppelgängige Schraube c mit Rechts- und Linksgewinde geöffnet und geschlossen werden, ist ein Schieber d angebracht, der die Backen umschließt und auf ihnen und am Supportschlitten k gleitet. In dem vorderen Schieberteil ist die Supportspindel s drehbar[83] gelagert, folgt aber den Verschiebungen des Schiebers. Quer durch die Ansätze der Backen und den diese umschließenden Schieber sind Löcher f, g, h gebohrt. Wird ein Stift in die Oeffnung f gesteckt, so wird d mit dem Supportschlitten, wird er in die Oeffnung h oder g gefleckt, so wird a oder b mit d gekuppelt und dadurch beim Oeffnen des Schlosses der Schieber d mit der Spindel s entweder nach vorn oder zurückbewegt. Es kann dadurch der Schneidstahl sowohl bei Außen- als auch bei Innengewinde vom Werkstück fortbewegt werden. Für gewöhnliche Dreharbeit befindet sich der Stift im Loch f. Das Oeffnen der Drehbankschlösser erfolgt häufig selbsttätig durch einen auf die Ausrückvorrichtung wirkenden Anschlag, vgl. D.R.P. Nr. 130021 (Drehbank zur Massenfabrikation, bei welcher der Support nach Zurücklegung eines bestimmten Weges stillgesetzt wird).
Querverschiebung durch Leitspindel. Die auf der Leitspindel a sitzende Mutter b (Fig. 103 und 104) ist an der einen Seite als Kegelrad c ausgebildet. Dieses greift in das Kegelrad d, welches das Zahnrad e und durch dieses das Zahnrad f antreibt, das auf der Supportspindel sitzt. Durch die Klemmschraube h läßt sich die Leitspindelmutter auf der Leitspindel, durch die Klemmschraube i die Welle der Räder d und e in dem Lager festklemmen. Ist i angezogen und h gelöst, so sind die Räder d, e und f festgestellt, und die Leitspindel dreht sich in der Mutter b und verschiebt den Schlitten der Länge nach. Ist h angezogen und i gelöst, so muß sich das Rad c drehen und treibt auch d, e und f, verschiebt also den Schlitten in der Querrichtung. – Fig. 105 zeigt die Vorrichtung in größerem Maßstabe. In dem an dem Supportschlitten angegossenen Lagerstück a ist die Spindelmutter drehbar gelagert. Ist die Schraube c gelöst und d angezogen, so erfolgt Langdrehen; ist c angezogen und d gelöst, so dreht sich die Mutter b mit der Leitspindel, das Kegelrad e treibt das Rad f und die Welle g an, von der ein Zahnrad die Bewegung auf die Supportspindel zum Plandrehen überträgt.
Längsverschiebung durch Transportwelle. Die Transportwelle ist der Länge nach genutet und trägt verschiebbar, aber nicht drehbar eine Schnecke. Diese ist in einer am Supportschlitten befestigten Gabel gelagert und treibt ein Schneckenrad an, das seine Bewegung unter Zwischenschaltung eines Getriebes auf ein Zahnrad überträgt. Dieses greift in eine am Drehbankbett befestigte Zahnstange ein und verschiebt dadurch den Schlitten.
Querverschiebung durch Transportwelle. Ein von dem Schneckenrad getriebenes Zahnrad treibt ein andres auf der Supportspindel sitzendes Zahnrad in ähnlicher Weise an wie beim Plandrehen durch Leitspindel. – Gewöhnlich haben Supportdrehbänke Leitspindel und Zugwelle. Die Anordnung der Steuerungsvorrichtungen ist sehr verschiedenartig ausgeführt. Um zu verhüten, daß die eine oder andre Vorschubbewegung für Leitspindel- oder Zugwellenantrieb eingerückt werden kann, bevor die andre ausgerückt ist, werden gewöhnlich Vorkehrungen getroffen, die beide Bewegungen gegeneinander verriegeln. Bei dem Drehbankschloß Fig. 106 und 107 (D.R.P. Nr. 92721 und 92722) von H. Wohlenberg, Drehbankfabrik, Hannover, für Drehbänke mit Leitspindel und Zugspindel kann das Mutterschloß der Leitspindel nur dann geschlossen, also der Antrieb des Supports durch die Leitspindel nur dann eingerückt werden, wenn Lang- und Planzug ausgerückt, der zugehörige Stellhebel sich also in der Mittellage befindet. Ferner kann der Stellhebel nur dann auf Lang- oder Planzug umgestellt werden, wenn die Leitspindelmutter geöffnet ist. Das Mutterschloß der Leitspindel ist in der Stellung des Hebels l (Fig. 106) geöffnet. Die Kerbe u in der Scheibe s steht[84] dem Stift t am Riegel r gegenüber. Wird der Hebel l zum Schließen des Leitspindelschlosses nach rechts umgelegt, so wird die Kerbe u fortbewegt, und der Stift t schleift auf dem Rande der Scheibe s. Der Stellhebel h für den Supportantrieb kann also nicht aus seiner Mittellage bewegt werden, sondern erst nachdem der Hebel l in die dem geöffneten Leitspindelschloß entsprechende Stellung zurückgeführt ist. Wird der Hebel h zum Plandrehen nach rechts umgelegt, so wird der Riegel r aus der Kerbe v herausgedrückt. Der Stift t tritt hierbei in die Kerbe u der Scheibe s ein und verriegelt das Leitspindelschloß. Die Vorrichtung ist in einem Gehäuse seitlich am Schlitten verdeckt angeordnet und durch eine Platte geschlossen, in der auch die Spindel zum Mutterschloß gelagert ist. Beim Plandrehen wird eine wagerechte Welle mit dem auf der Schlittenspindel sitzenden Kegelrad k in Eingriff gebracht. Beim Langdrehen wird die Triebachse mit dem Schneckenrade m gekuppelt. Durch eine senkrechte, an den Enden gezahnte Welle w stehen beide Bewegungen in Verbindung.
Bei der Vorrichtung Fig. 108–110 zum selbsttätigen Plan- und Langdrehen von C. Sondermann, Stuttgart (D.R.P. Nr. 105492), wird durch die Kurbel k das Leitspindelschloß m mit Hilfe des Hebels n ein- und ausgeschaltet und mit Hilfe des Hebels r und der Verbindungsstangen v eine Muffe t bewegt und durch diese unter Vermittlung der Feder f der Konus c zwischen Leitspindel s und Nabe des Rades a gepreßt und dadurch beide Teile gekuppelt. Von a aus wird durch die Uebertragungsräder b, d, e und g die im Bettschlitten i gelagerte Schraubenspindel h zur Verschiebung des Querschlittens q beim Plandrehen angetrieben. Wird die Kurbel k in die Mittelstellung bewegt, so wird durch Zapfen o und Hebel r der Konus c ausgerückt, also die Verbindung zwischen Leitspindel s und Kegelrad a gelöst. Wird die Kurbel k nach rechts hin bewegt, so wird durch Zapfen o und Hebel n das Leitspindelschloß m geschlossen, folglich der Bettschlitten i mit der Leitspindel zum Langdrehen in Verbindung gebracht. An Drehbänken, die außer der Leitspindel eine vorn gelagerte Welle für Schneckenbetrieb und eine Zahnstange am Bette zum Langdrehen haben, wird die Vorrichtung in der Weise eingerichtet, daß das Zahnstangengetriebe an dem einen Ende eines zweiarmigen Hebels gelagert ist und die Kurbel k an dem andern Hebelende mittels Schleife derart angreift, daß nur bei ihrer senkrechten Stellung nach unten das Getriebe im Eingriffe mit der Zahnstange steht.
Fig. 111 zeigt eine Vorrichtung der Maschinenfabrik J.E. Reinecker, Chemnitz, zur gegenseitigen Ausschließung der Bewegungen. Nur wenn eines der beiden am Schlittenschild angebrachten Segmente a und b so gedreht ist, daß das andre in seine Aussparung hineinpaßt, ist eine Umschaltung der Bewegungen möglich. Der eine der beiden Selbstgänge ist dann stets ausgerückt. Selbstgangschlösser für Drehbänke mit Leit- und Zugspindel sind in großer Anzahl konstruiert worden. Vgl. die Patentschriften D.R.P. Nr. 112160, 114888, 116602, 118556, 119030, 125225, 125448, 126281, 135655, 142394.
Die Bewegungsumkehr der Drehbankspindel erfolgt vom Deckenvorgelege aus (s. Vorgelege), diejenige der Leitspindel oder Zugwelle, während die Drehbankspindel ihre Drehrichtung behält durch Umkehr- oder Reversiervorrichtungen (s.d.), die zwischen Drehbankspindel und Leitspindel oder Zugwelle geschaltet sind.
Umsteuerungsvorrichtung. Die Räderumsteuerung Fig. 112 (H. Wohlenberg, Drehbankfabrik, Hannover) ist in einem doppelwandigen Gehäuse untergebracht, das zugleich als Gegenlager für die Drehbankspindel s dient. Die Umsteuervorrichtung besteht aus drei in einem Rahmen des Umsteuerhebels d festgelagerten Zahnrädern a, b und c. Das Rad c ist auf dem Drehzapfen e des Umsteuerungshebels d gelagert. Das Rad a ist mit b und b mit c, nicht aber a mit c im Eingriff. Durch Drehung des Hebels d wird entweder a oder b mit dem[85] auf der Drehbankspindel s sitzenden Rade r in Eingriff oder in der Mittelstellung des Hebels beide außer Eingriff gebracht. Im letzten Falle erfolgt Stillstand, in den beiden ersteren wird die Bewegung des Rades r entweder über a und b auf c oder unmittelbar über b auf c übertragen, und es erfolgt Rechts- oder Linksgang. Zum Feststellen der Umsteuerung dient ein in die Einschnitte f, g, h eingreifender Bolzen. Das Drehzapfenende e dient zur Aufnahme der Wechselräder w.
Literatur: Fischer, Hermann, Die Werkzeugmaschinen, Berlin 1905; Weiß, H., Die Werkzeugmaschinen, Wien, Pest, Leipzig 1897; Pechan, Joseph, Leitfaden des Maschinenbaues, III. Abt.: Werkzeugmaschinen, Reichenberg 1889; Hoyer, E. v., Die Verarbeitung der Metalle und des Holzes, Wiesbaden 1897; Ledebur, A., Mechanische Technologie, Braunschweig 1897; Kick, F., Mechanische Technologie, Leipzig, Wien 1898; Zeitschrift für Werkzeugmaschinen und Werkzeuge, Berlin, sowie die Kataloge der Werkzeugmaschinenfabriken.
Dalchow.
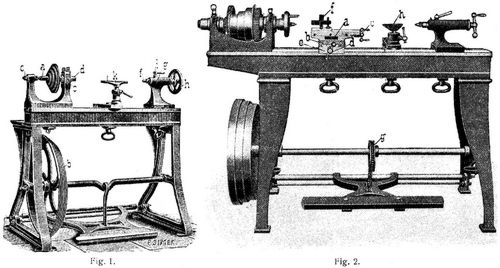
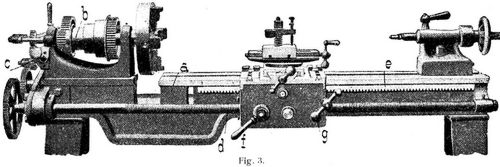
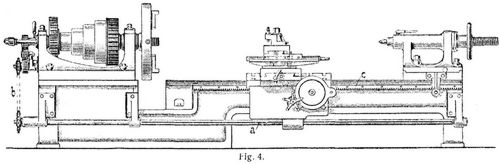
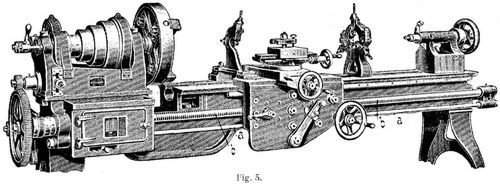
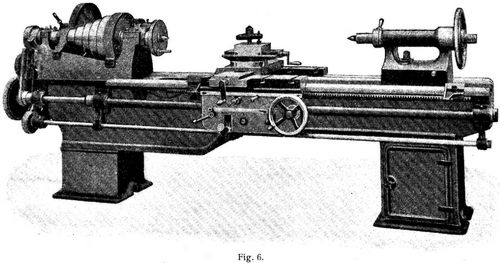
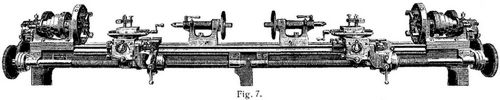

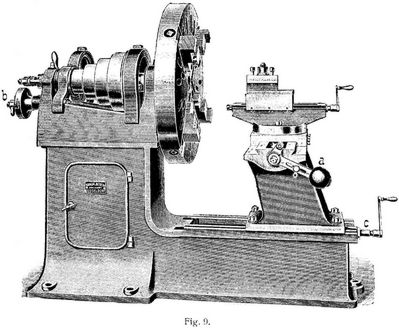
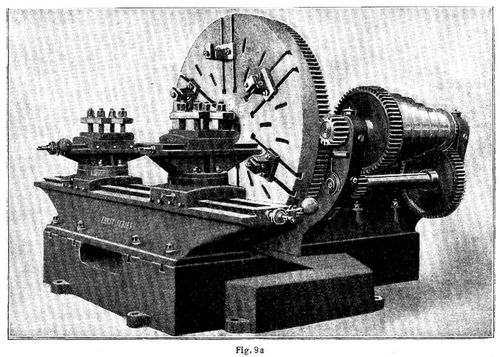

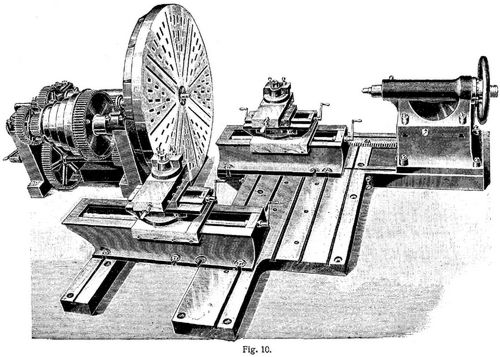
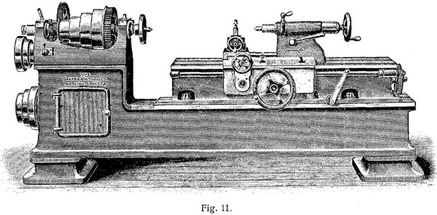

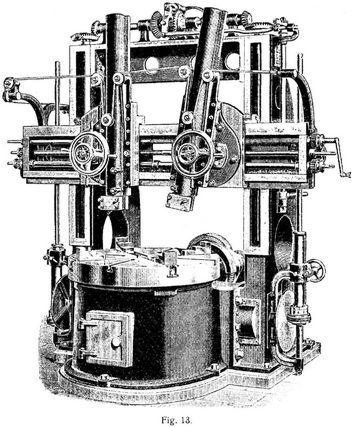



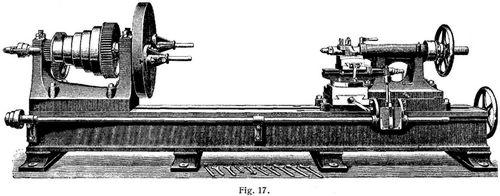
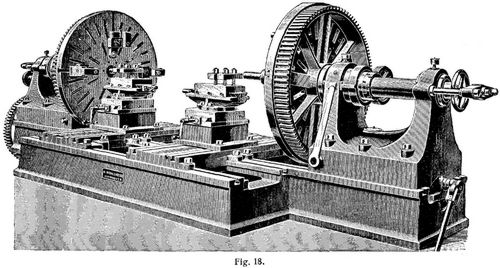
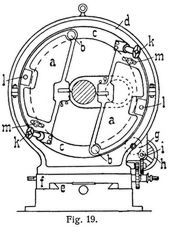
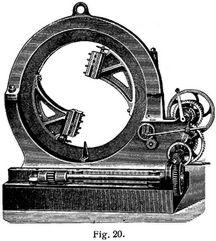
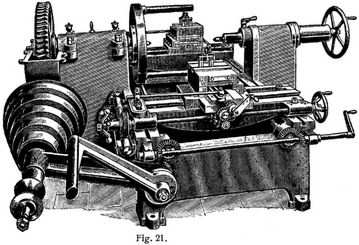



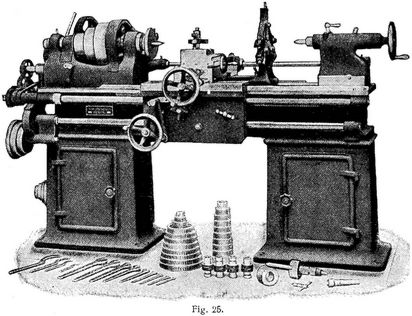

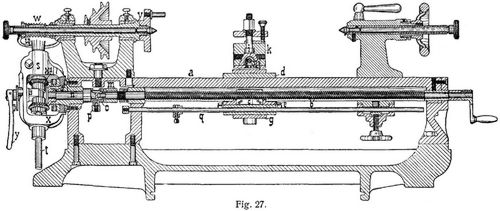





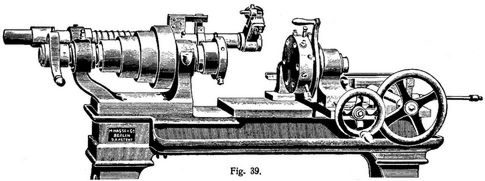
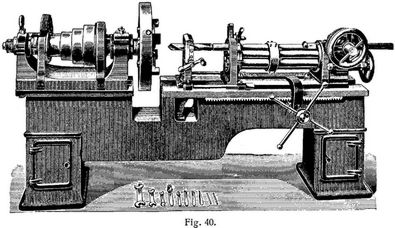
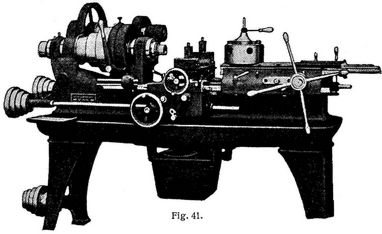

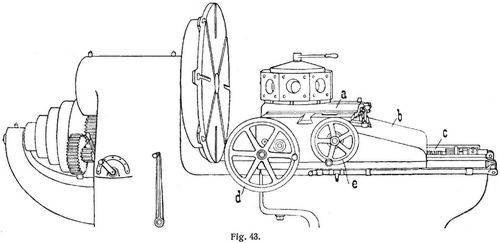
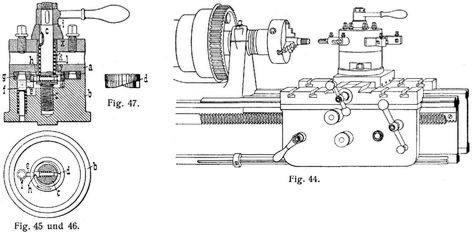
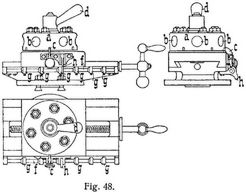
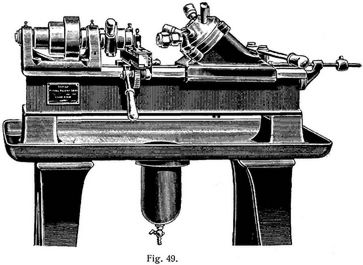


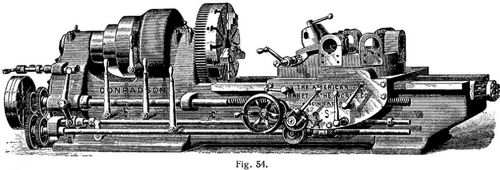
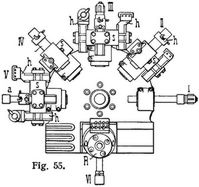

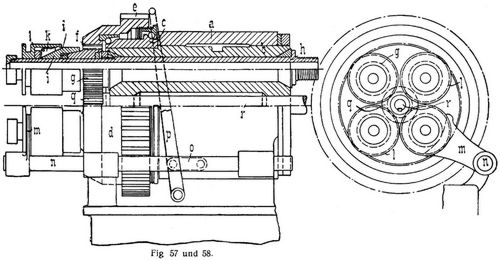

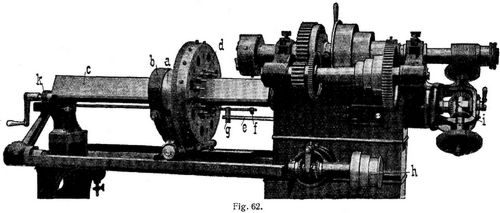

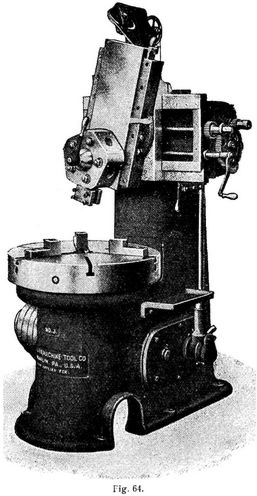
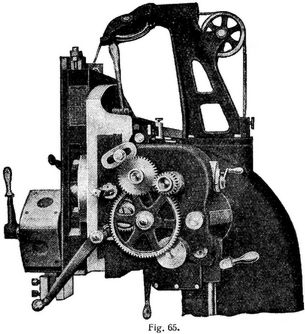




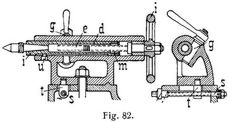
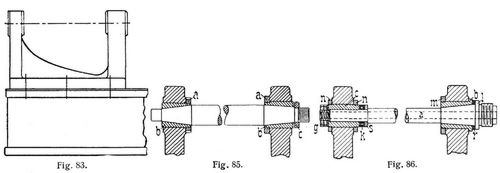

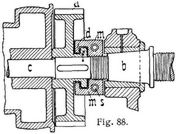

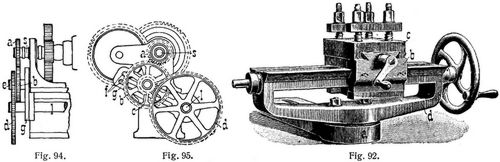

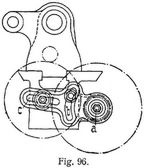
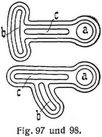

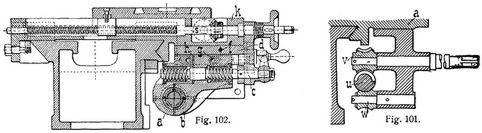
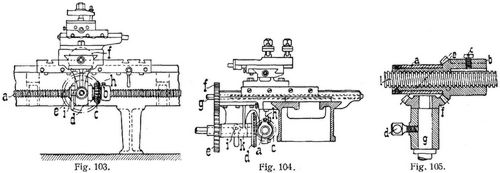

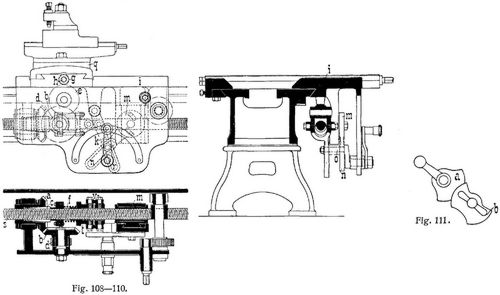
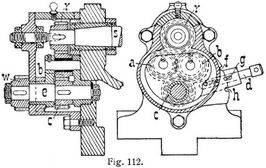
Buchempfehlung
Schnitzler, Arthur
Flucht in die Finsternis

Robert ist krank und hält seinen gesunden Bruder für wahnsinnig. Die tragische Geschichte um Geisteskrankheit und Tod entstand 1917 unter dem Titel »Wahn« und trägt autobiografische Züge, die das schwierige Verhältnis Schnitzlers zu seinem Bruder Julius reflektieren. »Einer von uns beiden mußte ins Dunkel.«
74 Seiten, 3.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier III. Neun weitere Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Für den dritten Band hat Michael Holzinger neun weitere Meistererzählungen aus dem Biedermeier zusammengefasst.
- Eduard Mörike Lucie Gelmeroth
- Annette von Droste-Hülshoff Westfälische Schilderungen
- Annette von Droste-Hülshoff Bei uns zulande auf dem Lande
- Berthold Auerbach Brosi und Moni
- Jeremias Gotthelf Die schwarze Spinne
- Friedrich Hebbel Anna
- Friedrich Hebbel Die Kuh
- Jeremias Gotthelf Barthli der Korber
- Berthold Auerbach Barfüßele
444 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum