Schleifen [1]
[705] Schleifen, Verfahren zur Bearbeitung von Arbeitsstücken durch Abtrennen sehr seiner Späne mit Hilfe der Schleifmittel. Wendet man feinste Schleifmittel zur Erzielung glänzender Flächen an, so geht das Schleifen in das Polieren (s.d.) über. Das Schleifen findet für die Bearbeitung aller Metalle und Legierungen, von Email, Granit, Gummi, Glas, Holz, Horn, Marmor, Porzellan, Leder, Perlmutter, Steingut, Pappe u.s.w. Anwendung. S.a. Sandstrahlgebläse, S. 570.
Schleifmittel. Man unterscheidet natürliche und künstliche Schleifmittel, die in pulver- oder sandartiger Beschaffenheit gewöhnlich in dünner Schicht auf eine Unterlage (Leinwand, Papier u.s.w.) aufgetragen (s.a. Polieren, S. 172) oder in Form kompakter Massen (Schleifsteine u.s.w.) zur Verwendung kommen. Die natürlichen Schleifsteine sind Sandsteine, Tonschiefer und Quarzsteine. Die künstlichen Schleifsteine sind entweder aus natürlichen oder aus künstlichen Schleifmitteln mit Hilfe von Bindemitteln hergestellt. Wir unterscheiden:[705]
1. Tonerdehaltige Schleifmittel:
a) natürliche: reiner Korund (s.d.), gemeiner Korund (93–96% Al2O3, 0,7% Fe2O3, 2,6% SiO2, Härte 9), Schmirgel (48–70% Al2O3, 22–30% Fe2O3, 3–7,6% SiO2);
b) künstliche: künstlicher Korund, Korubin (87% Al2O3); die aus Beauxit (s.d.), dessen Zusammensetzung zwischen 62–69% Al2O3, 1–15% Fe2O3, 2–10% SiO2, 28–33% H2O schwankt, in elektrischen Oefen gewonnenen Produkte: Diamantin, Diamantit, Alundum, Elektrit.
2. Kieselsäurehaltige, natürliche: Quarz, Feuerstein.
3. Siliciumkarbid (Carborundum, Carbosilite) SiC, mit 67–68% Si, 30% C, 1–1,5% Al2O3 und Fe2O3, Härte 9,5.
Die für die Herstellung der künstlichen Schleifsteine u.s.w. notwendigen Bindemittel sind zementartig erhärtende Substanzen, wie gebrannter Magnesit u.a. (mineralische Bindung; gegen Nässe nicht widerstandsfähig), vegetabilische Oele, Natronwasserglas, Schellack, Celluloid, Gummi oder Kautschuk (elastische, weich angreifende Steine ergebend), Ton- oder Porzellanerde (keramische Bindung; die aus der Masse geformten Steine werden in Weißglühhitze gebrannt) u.a.
Die Körnung und Härte muß der Härte des zu schleifenden Materials, der Art und Oberflächenbeschaffenheit der Arbeitsstücke (rauh oder glatt), der gewünschten Feinheit des Schliffs, der Umfangsgeschwindigkeit des Rades, ob naß oder trocken und ob freihändig geschliffen wird, angepaßt sein. Im allgemeinen hat man für hartes Material eine weiche und für weiches Material eine härtere Scheibe zu wählen. Unter gleichen Verhältnissen muß für gleiche Arbeitsstücke ein weicheres Schleifrad (um zu raschen Verschleiß zu verhindern) rascher laufen als ein hartes, das langsamer laufen muß, damit Erhitzen des Arbeitsstücks und Verschmieren der Poren des Rades vermieden wird. Einen allgemeinen Anhalt für die Wahl der Körnung und des Härtegrads eines Schleifrades gibt folgende Zusammenstellung:
a) Körnungen: grobes Korn zum Schleifen aus dem Rohen von Gußeisen, Schmiedeeisen, Stahl, Kupfer, Schleifen von Hartguß, sofern es sich hauptsächlich um das Abschleifen größerer Materialmengen handelt und es auf einen seinen Schliff nicht ankommt; mittelgrobes Korn zum Blankschleifen der Oberflächen an Stahl, Schmiedeeisen, Gußeisen, zum Schärfen von Maschinenmessern, zum Schleifen von Werkzeugen, Hartgußwalzen u. dergl.; mittelfeines Korn zum Schärfen und Schleifen von Werkzeugen (namentlich Fräsern), zum Abschleifen der Drehhobelstriche auf Arbeitsflächen, Schleifen von Hartwalzen, Anschleifen der Spitzen an Nadeln und Kratzenbändern u. dergl.; feines Korn zum Schärfen gewöhnlicher Werkzeuge, wie Bohrer, Meißel, Drehstähle u.s.w., sowie zum Feinschleifen von Maschinenteilen; sehr feines Korn zum Schärfen seiner Werkzeuge, zum Feinschleifen und Mattpolieren.
b) Härtegrade: weiche Scheiben hauptsächlich zum Schleifen auf selbsttätig arbeitenden Schleifmaschinen für Hobelmesser, Sägen, Oberflächen von Gußstahl und Schmiedeeisen und zum Trockenschleifen kleiner Werkzeuge, die beim Schleifen nicht anlaufen sollen; mittelharte Scheiben zum Schleifen von Oberflächen von Gußeisen, Stahl, Schmiedeeisen und hartem Messing, Schleifen von Zahnradlücken, Trockenschleifen von Werkzeugen und Hartgußwalzen; harte Scheiben zum Abschleifen der Kanten an Guß, Stahl, Schmiedeeisen und hartem Messing, Wegnehmen der Grate und Eingußstellen an Gußeisen, Schärfen von Fräsern, Anschleifen der Spitzen an Nadeln und Kratzenbändern, Naßschleifen von Werkzeugen.
Naß- oder Trockenschleifen. Bei den Schleifmaschinen ist wegen des schädlichen Schleifstaubs und wegen der Erhitzung der Arbeitsstücke, die besonders bei gehärtetem Stahl und beim Präzisionsschleifen zu vermeiden ist, das Naßschleifen (sofern überhaupt anwendbar) gebräuchlich. Der Wasserzufluß muß hierbei ein sehr reichlicher sein.
Ueber die Vorteile des Schleifens gegenüber andern Bearbeitungsverfahren (Drehen u.s.w.) vgl. [3] und [6].
Formen der Schleifwerkzeuge.
a) Schleifwerkzeuge für Handgebrauch. Diese aus natürlichen Schleifsteinen herausgearbeiteten oder künstlich hergestellten Werkzeuge werden besonders für feinere mechanische Arbeiten, zum Schlichten und Polieren von Metallwaren aller Art, zum Schärfen und Abziehen von Messern und seinen Instrumenten, zum Bearbeiten von Gold- und Silberwaren, optischen Instrumenten u.s.w. verwendet. Sie kommen in verschiedenen Körnungen vor, die je nach der zu verrichtenden Arbeit zu wählen ist. Die hauptsächlichsten Formen sind: flache Abziehsteine, flache, dreieckige, konische, halbrunde Feilen (ohne oder mit Holzunterlage [Heft]), Messerfeilen, (Muschel-) Abziehsteine für Bijoutiers, Abrutschplatten für Lithographen, Kupferstecher und Marmorarbeiter, kegelförmige Bohrer zum Erweitern und Glätten von Löchern für Uhr- und Instrumentenmacher, Schmirgelabziehsteine für Profilhobelmesser u.a.
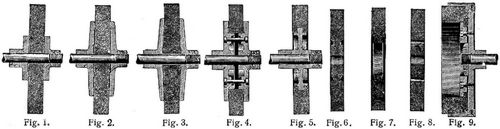
b) Schleifräder für Schleifmaschinen. Die aus natürlichen Schleifsteinen (in der Regel Sandsteinen) herausgearbeiteten Schleifräder besitzen fast ausschließlich Scheibenform; sie werden mehr und mehr durch die gleichmäßigeren und in beliebigen Querschnitten herstellbaren künstlichen Schleifräder verdrängt, deren hauptsächlichste Formen die Fig. 1–42 zeigen. – Die Befestigungsart der Scheiben auf den Wellen ist für die Sicherheit des Betriebs von größter Bedeutung; am häufigsten werden die Schleifräder zwischen Flanschen geklemmt (Fig. 1–4) unter Zwischenlage von Pappe, Gummi, Blei u.s.w., um ein Zersprengen der Scheibe beim Anziehen der Schrauben zu vermeiden. – Um ein Wegfliegen der einzelnen Stücke im Falle des Reißens einer Scheibe zu vermeiden, verwendet man Schleifräder mit Ansätzen (Fig. 1–4), die in Aussparungen der Flanschen eingreifen; Fig. 2 zeigt Flanschen, die nach Abnutzung des Scheibenrads gegen solche nach Fig. 1 ausgewechselt werden; denselben Zweck verfolgt man mit konischen Flanschen und konischen Scheiben (Fig. 3). Um das Material der Schleifräder bis auf einen kleinen Teil auszunutzen, wendet man die in Fig. 4 dargestellten Scheiben mit großer Bohrung, in die Ansätze (Ringe) der Flanschen eingreifen, oder nach Fig. 5 (nur bei einzelnen Bindungsarten [s. oben][706] möglich) mit einem gußeisernen Kern an; diese Anordnungen werden besonders angewendet, wenn die Schleifmaschinen keine der Abnutzung der Schleifräder entsprechende Erhöhung der Umdrehungszahl gestatten. Die Formen der Fig. 6–8 sollen ebenfalls durch entsprechende Gestaltung der Flanschen (Fig. 6–7) oder durch Schrauben (Fig. 8) das Wegfliegen der einzelnen Stücke zersprungener Scheiben verhüten; vgl. a. Unfallverhütung. – Ringförmige Scheiben werden bisweilen in einer Flansche mit entsprechender Ausdrehung eingekittet, häufig aber (Fig. 9) mittels eines Bodens zwischen zwei Flanschen gehalten. Auch Futter (Fig. 10) kommen zur Verwendung, die auf den Schleifmaschinen zwischen Flanschen eingespannt werden; der Schleifring wird mittels eines in mehrere Segmente geteilten konischen Rings gehalten.
Die Scheibe, gegen die sich die Bodenfläche des Schleifrings stützt, ist im Futter verschraubbar, so daß der Schleifring bis auf etwa 25 mm Höhe ausgenutzt werden kann. – Fig. 11 zeigt ein Segmentschleifrad (Friedr. Schmaltz in Offenbach a. M.), dessen Schleiffläche sich aus einzelnen Schleifsegmentstücken zusammensetzt, die durch einen Zwischenraum voneinander getrennt sind.
Sein Vorteil soll in einer geringeren Erhitzung der Arbeitsstücke und des Schleifrads, einer weniger leichten Verschmierung der Segmentstücke liegen und an größeren Arbeitsstücken und bei gröberen Schleifarbeiten, für die das Segmentrad bestimmt ist, eine hohe Arbeitsleistung besitzen.
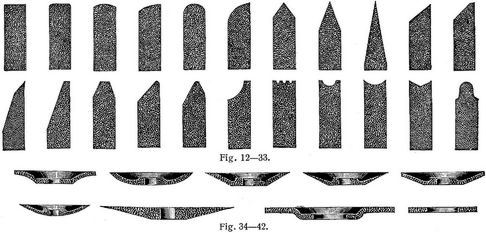
Die gebräuchlicheren Profile der Scheibenräder sind in den Fig. 12–33, Scheiben mit tellerartigen und ähnlichen Querschnitten in den Fig. 34–42 dargestellt
Schleifmaschinen und Schleifvorrichtungen.
1. Zum Bearbeiten von Maschinenteilen u.s.w.
Wir haben hier zu unterscheiden, ob es sich nur um eine mehr oberflächliche, keine Genauigkeit erfordernde Bearbeitung handelt, wofür Beispiele die Entfernung der Nähte an Guß- und Schmiedestücken, die Glättung von Schnittflächen, das Blankmachen von Arbeitsstücken u.s.w. sind (Schleifmaschinen zum Putzen und Schlichten) oder ob es sich um die Bearbeitung nach genauen Maßen (Präzisionsschleifmaschinen) handelt.
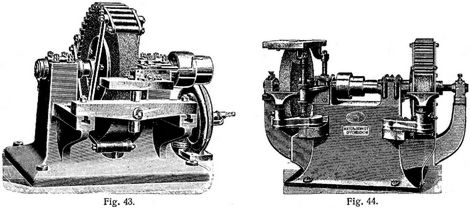
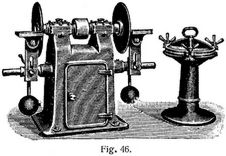
a) Schleifmaschinen zum Putzen und Schlichten von Arbeitsstücken. Das Arbeitsstück wird entweder von Hand gegen die Schleifscheibe gehalten, wobei es in der Regel auf einer in der Höhe der Drehachse oder auch im Scheitel des Schleifrads befindlichen Unterlage aufruht, oder es wird in Einspannvorrichtungen eingespannt und mit Hilfe dieser an das Schleifrad angedrückt oder an ihm vorbeigeführt. – Fig. 43. Schwere Schleifmaschine (Friedr. Schmaltz, Offenbach a. M.) mit verstellbarer Vorlage zum Anbringen von Supporten u.s.w. – Fig. 44. Doppelte Schleifmaschine mit zwei Auflagen und einem Schleiftisch; für besonders[707] schwere Scheiben werden zur Unterstützung der Welle Arme, wie in der Figur angegeben, angeordnet. – Fig. 45. Horizontale Schleifmaschine; diese Maschinen eignen sich besonders für das Planschleifen (Abschruppen) von Flächen, Platten, Schnitten, zum Fassettieren von Messingplatten, Kantigschleifen von Schlössern, Winkelteilen u.s.w. Als Schleifscheibe dient ein Ring bezw. Schleifzylinder oder, wenn es auf besondere Genauigkeit ankommt, ein Kupferring, in den das Schleifmittel eingedrückt wird. Das Schleifen erfolgt mit freier Hand oder mittels eines Lineals oder eines beweglichen Halters zum Einspannen der Werkstücke. Beim freihändigen Schleifen müssen für genaue, gleichmäßige Arbeit die Arbeitsstücke gedreht und gleichmäßig auf die Schleifscheibe aufgedrückt werden. – Fig. 46. Doppelte Flächenschleif- und Abrichtmaschine mit rotierenden Stahlscheiben, die einen Bezug von Schmirgelleinen, Schmirgel- oder Filmpapier erhalten, die mit Hilfe einer besonderen (s. Fig. 46) oder auch vielfach an der Vorderseite der Maschine angebrachten Presse auf die mit Spiralnuten versehenen Stahlscheiben mittels Fisch- oder guten Tischlerleims aufgeklebt werden.
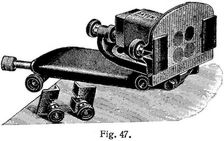
Die Scheibe erhält etwa 40 m Umfangsgeschwindigkeit, der Schliff wird dadurch ein zarterer als mit dem massiven Schleifrad und die Arbeitsteilung eine größere. Die Maschine wird besonders zum Putzen und Schlichten, genauen winkligen Abrichten gerader, scharfkantiger kleiner Maschinenteile, Schloßteile, Beschläge, zum Einpassen vorgehobelter oder gefräster Arbeitsstücke verwendet. Die Auflager sind beliebig verstellbar. Dünne oder kleine Arbeitsstücke werden zweckmäßig mit magnetischen Werkstückhaltern (Fig. 47) mit permanenten Magneten angepreßt.
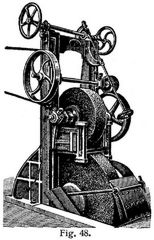
Für Spezialzwecke verwendet man besondere Konstruktionen, z. B zum massenweisen Schleifen von Arbeitsstücken mit parallelen Flächen Parallelflächenschleifmaschinen mit zwei Schleifzylindern, zwischen denen das in einen Support eingespannte Arbeitsstück durchgeführt wird. – Für das Schleifen von Gatter- und ähnlichen Sägeblättern werden Schleifmaschinen mit zwei übereinander angeordneten Schleifsteinen angewendet (Fig. 48), die mit verschiedener Geschwindigkeit umlaufen. Der kleinere obere Stein dient nur zum Gegenhalten und wird bisweilen durch ein Druckstück ersetzt.
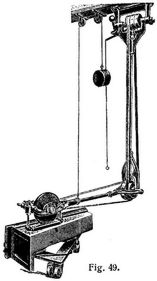
Während die bisher erwähnten Schleifmaschinen eine festgelagerte[708] Schleifwelle besitzen, ist bei den nachfolgenden (Fig. 49 bis 51) die Achse des Schleifrads beweglich. – Fig. 49. Hängende (pendelnde oder freischwingende) Schleifmaschine für schwere, sperrige oder eingespannte Arbeitsstücke. Das Gestänge schwingt um die Vorgelegewelle und ist derart eingerichtet, daß das Schleifrad während des Arbeitens nach allen Richtungen bewegt werden kann; für das Abrichten von geraden Flächen wird die Maschine mit einem (abnehmbaren) Schleifschuh versehen.
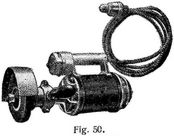
Die Aufhängung der Maschine ist entweder eine feste oder sie hängt an einer Laufkatze. – Fig. 50. Elektrische Handschleifmaschine (A.H. Schütte in Köln a. Rh.). Die Schleifscheibe sitzt auf der verlängerten Motorwelle. Andre Maschinen dieser Art besitzen einen Antrieb der Schleifradwelle durch eine biegsame Welle. – Fig. 51. Flächenschleifmaschine mit gelenkigem, an der Wand (oder an einer Säule) befestigtem Ausleger und durch Handhebel längsverschieblicher Schleifradwelle.
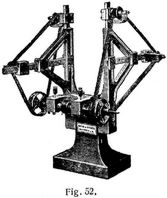
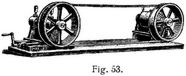
Fig. 52 und 53. Riemenschleifmaschinen zum Bearbeiten stark gekrümmter oder winklig gebogener Gegenstände.
b) Präzisionsschleifmaschinen und -vorrichtungen.
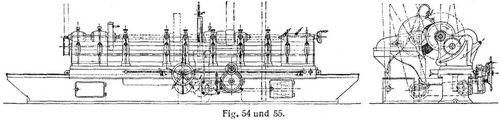
α) Rundschleifmaschinen für Wellen, Bolzen u.s.w. Hierfür werden bisweilen Schleifvorrichtungen benutzt, die auf den Support einer Drehbank aufgesetzt werden. Die eigentlichen Rundschleifmaschinen werden entweder mit feststehender Schleifscheibenwelle und in der Längsachse des Werkstücks verschiebbarem Werkstücktisch ausgeführt oder mit verschiebbarem Schleifscheibensupport. – Fig. 54 und 55. Automatische Rundschleifmaschine (Friedr. Schmaltz, Offenbach a. M.) für zylindrische und konische Gegenstände bis 2,5 m größter Schleiflänge und 800 mm größtem zu schleifendem Durchmesser. Das Schleifrad, 600 × 50 mm, besitzt zwei, der Spindelstock vier Geschwindigkeiten (im Mittel 250 mm Umfangsgeschwindigkeit des Arbeitsstückes). Die Tischplatte ist zum Konischschleifen bis 7° horizontal drehbar; die Bewegung des Tisches erfolgt durch Zahnstangentrieb mit selbsttätiger Umsteuerung und mit vier verschiedenen Geschwindigkeiten. Die Zuschaltung des Schleifrads kann von Hand oder automatisch, sowohl grob als auch sein von 0,005–0,1 mm erfolgen und läßt sich auf ein bestimmtes Maß einstellen, bei dessen Erreichung selbsttätige Ausschaltung erfolgt. Der Tisch ist zum Auffangen und Ableiten des Wassers mit schräger Fläche ausgebildet (vgl. Fig. 5b). Die Arbeitsstücke drehen sich zwischen Spindelstock und Reitstock eingespannt; die Reitstockspindel ist federnd gelagert, damit die infolge der Erwärmung der Arbeitsstücke eintretende Ausdehnung ungehindert erfolgen kann. Lange Arbeitsstücke sind sorgfältig durch nachstellbare Werkstückstützen (Lünette, Fig. 56) zu unterstützen. – Ueber Rundschleifmaschinen ähnlicher Bauart vgl. [7]–[9], über die Vorsichtsmaßregeln beim Rundschleifen vgl. a. [3].
Nach [4] ist für Rundschleifmaschinen, wenn P die Tangentialkraft der Schmirgelscheibe in kg, v die Umfangsgeschwindigkeit in m, sec, w die Seitenverschiebung auf 1 Umdrehung des Arbeitsstücks in mm, t die Schnittiefe in mm, E den Energieverbrauch in kg für 1 g Späne bezeichnet, für Stahl von 50 kg Fertigkeit pro qmm und für Gußeisen P = 7 bis 40, im Maximum = 80 kg. P nimmt mit wachsenden w und t zu und mit wachsendem v ab. Die spezifische Schleifleistung (Spangewicht in kg bei 1 kg Schmirgelverbrauch) nimmt bei mittelhartem Stahl mit wachsendem v (bis 35 m) zu und mit wachsenden w und t ab; bei Gußeisen nimmt die spezifische Schleifleistung mit wachsenden v und t zu und mit wachsendem w ab. Die mittlere Spanmenge in kg pro Stunde ist bei Stahl 20 kg, bei mittelhartem Gußeisen 50 kg. Der spezifische Energieverbrauch E in m/kg für 1 g Späne nimmt mit wachsendem v zu und mit wachsenden w und t ab. Als Mittelwerte für E können bei 30 m/min Umfangsgeschwindigkeit des Werkstücks gelten:[709]
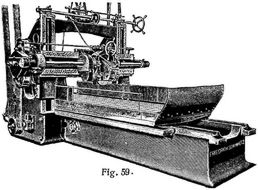
![Schleifen [1]](/Lueger-1904.images/I/TL071464.jpg?w=488&h=86&vid=1734455148)
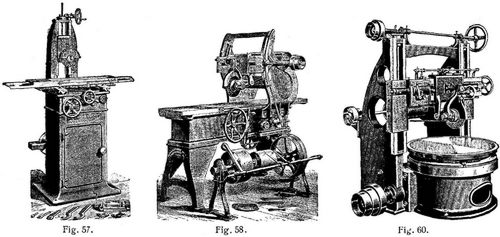
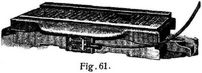
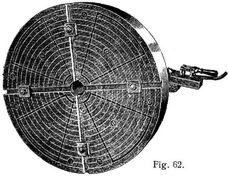
β) Plan- oder Flächenschleifmaschinen. Sie dienen zum Erzeugen ebener Flächen; vollkommen ebene Flächen lassen sich aber dabei wegen der während des Schleifens eintretenden Abnutzung der Scheiben nicht herstellen. Bisweilen verwendet man gewöhnlich Tischhobelmaschinen (s. Hobeln), bei denen in dem Support eine Schleifvorrichtung befestigt wird. Die eigentlichen Planschleifmaschinen gleichen in ihrem Aufbau den Universalfräsmaschinen, den Tischhobelmaschinen und für runde Arbeitsstücke den Drehbänken mit horizontaler Planscheibe. – Fig. 57 zeigt eine kleinere Planschleifmaschine mit einem Querschlitten, einem darauf angeordneten Längsschlitten mit selbsttätiger stoßfreier Umsteuerung. Der Spindelkopf läßt sich in senkrechter Richtung durch Schraube und Handrad bewegen, – Planschleifmaschinen, die nach Art der Hobel- oder Langfräsmaschinen gebaut sind, zeigen die Fig. 58 und 59. Bei Fig. 58 geschieht die grobe Vertikaleinstellung der Spindel durch Zahnbogen und Zahnrad; die seine Einstellung wird durch Neigen des Spindellagergestells bewirkt, wozu die über der Schmirgelscheibe angebrachte Handschraube dient. – Eine Rundflächenschleifmaschine (Friedr. Schmaltz, Offenbach a. M.) ist in Fig. 60 dargestellt; diese Maschinen werden besonders auch für das Bearbeiten von Kolbenringen (für Dampf- u.s.w. Kolben) angewendet. Zum bequemen Befestigen der Arbeitsstücke wird der Tisch mit Elektromagneten ausgestattet. Elektromagnetische Spannfutter für Flächenschleifmaschinen sind in den Fig. 61 und 62 dargestellt. Ueber Kolbenringschleifmaschinen vgl. a. [10].
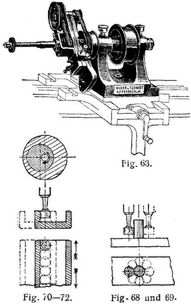
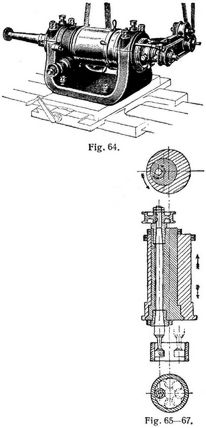
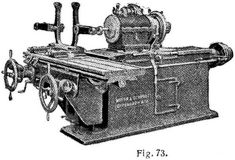
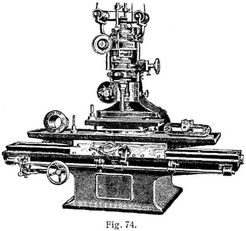
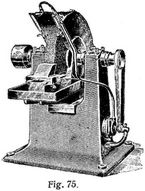
γ) Schleifmaschinen mit Planetspindeln. Vollführt die Schleifradwelle außer der Drehung um ihre Achse noch eine Drehung um eine zu ihr parallele, so vollführt sie eine »Planetenbewegung«. Solche Schleifmaschinen werden besonders zum Ausschleifen von Höhlungen und zum Rundschleifen von Zapfen bei still liegendem Werkstück angewendet. – Fig. 63 zeigt einen älteren, zum Befestigen auf Drehbanksupporten bestimmten Büchsenschleifapparat, bei dem die Bewegung der Schleifradwelle von der Hauptwelle aus mittels zweier Riemen erfolgt. Die Exzentrizität (Entfernung der Schleifradwelle von der Hauptwelle, um die sie kreist) kann verändert werden. Das Arbeitsstück wird auf der während des Schleifens[710] ruhenden Planscheibe aufgespannt. Wegen der überhängenden Massen des Apparats können besonders genaue Arbeiten damit nicht hergestellt werden. Man verwendet deshalb Schleifsupporte der aus Fig. 64 hervorgehenden Form, deren Exzentrizität in der Regel während des Schleifens verstellbar ist. Die Einrichtung der in diesen Figuren dargestellten Planetsupporte geht aus Fig. 65 und 66 hervor. Die Schleifradwelle läuft in einer exzentrisch durchbohrten Büchse, die selbst wieder in einer exzentrisch durchbohrten Büchse sich bewegt; die äußere Büchse dreht sich während des Schleifens mit geringer Umdrehungszahl. Die innere, exzentrisch ausgebohrte Büchse kann während des Schleifens um ihre Drehachse verdreht werden. Fig. 67 zeigt die Stellung dieser Büchse und der Schleifradwelle beim Ausschleifen von Höhlungen (Fig. 66 und 67) oder beim Rundschleifen von Zapfen (Fig. 68 und 69); in Fig. 70 ist die Büchse so verdreht, daß die Achse der Schleifradwelle mit der Achse der äußeren Büchse zusammenfällt und die Schleifradwelle keine Planetenbewegung mehr ausführt, so daß z.B. bei geradliniger Schaltung des Werkstücks Planschleifarbeiten (Fig. 71 und 72) ausgeführt werden können. – Die Planetenspindelschleifmaschinen besitzen entweder eine horizontale (Fig. 73) oder vertikale (Fig. 74) Planetenspindel. Bei horizontaler Anordnung muß die Lagerung wegen der liegend angeordneten Schleifscheibe besonders bei längeren Höhlungen eine sehr sorgfältige sein; im allgemeinen dürfte die vertikale Anordnung mit Rücksicht auf den Schleifstaub und das leichtere Aufspannen der Arbeitsstücke vorzuziehen sein [11], [12].
c) Schleifmaschinen für besondere Zwecke. Hier sind zu erwähnen: Schleifmaschinen für Hartgußräder und hartgelaufene Bandagen; Kulissenschleifmaschinen vgl. [13], [14]; Riemenscheibenschleifmaschinen; Zahnräderschleifmaschinen [15]; Walzenschleifmaschinen [16]; Daumen- oder Nockenschleifmaschinen [17]; Siederohrschleifmaschinen u.a.; Kugelschleifmaschinen, s. Kugelherstellung, Bd. 5, S. 742; Nadelschleifmaschinen, s. Nadelherstellung, Bd. 6, S. 554, Fig. 1–4; Kratzenschleifmaschinen, s. Baumwollspinnerei, Bd. 1, S. 606, Fig. 25 und 26.
2. Schleifmaschinen zum Schärfen von Werkzeugen.
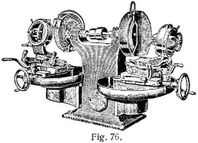
α) Für Dreh- und Hobelstähle verwendet man vielfach noch den rotierenden Sandstein, der aber mehr und mehr durch Schmirgelschleifmaschinen verdrängt wird. Eine einfache Naßschleifmaschine für Dreh- und Hobelstähle ist in Fig. 75 dargestellt. Zur Erzielung genauer Schneidwinkel dienen die Schleifmaschinen von Conradson [18] (auch als Gisholt-Werkzeugschleifmaschinen bezeichnet) und von Sellers & Co. [19], die mit einer in allen Richtungen nach Skalen einstellbaren Einspannvorrichtung für die Werkzeugstähle versehen sind. Fig. 76 stellt eine[711] derartige doppelte Schleifmaschine (Friedr. Schmaltz in Offenbach a. M.) dar.
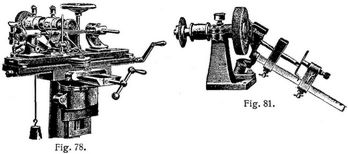
β) Für Fräsen, Reibahlen u.s.w. werden zum Schärfen in der Regel. Spezialmaschinen verwendet. Die Fig. 77 und 78 zeigen eine Werkzeugschleifmaschine mit verschiedenen zu schleifenden Werkzeugen, und zwar Fig. 77 das Schleifen eines hinterdrehten Walzenfräsers mit spiralgewundenen Zähnen, deren Brust mit Hilfe eines Tellerscheibchens geschliffen wird. Der Fräser ist auf einem zwischen zwei Spitzenböckchen drehbaren Dorn befestigt; ein Stellfinger dient ihm in seiner jeweiligen Lage als Führung. In gleicher Weise werden geradlinige hinterdrehte Walzenfräser und alle Arten hinterdrehter Profilfräser und Reibahlen geschärft. Fig. 78 zeigt das Schärfen eines konischen Werkzeugs mit gerieften Spiralzähnen vermitteln einer Schleifschale. Das Tischoberteil ist um so viel gedreht, daß die Schneidflächen in die gleiche Richtung mit der Tischbewegung gelangen. Für Messerköpfe und Winkelfräser verwendet man Einspannvorrichtungen, die auf den Tisch der Maschine aufgesetzt werden. Die Schaltung von Zahn und Zahn und das Vorbeibewegen des Werkstücks an der Schleifscheibe erfolgen entweder von Hand oder selbsttätig. In der Regel werden diese Maschinen auch zum Rundschleifen von Bolzen und zum Innenschleifen von Büchsen u.s.w. eingerichtet. Bei den Werkzeugschleifmaschinen von Bath [20], Walker [21] u.a. ist die Schleifradwelle nicht festgelagert, sondern in die dem zu schleifenden Werkzeug gegenüber erforderliche Lage einstellbar; vgl. [5], [22]–[24].
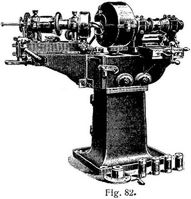
γ) Für Spiralbohrer. Das freihändige Schleifen der Spiralbohrer ist zu verwerfen, weil es hierbei unmöglich ist, die Schneidkanten richtig zu schleifen (s. Bohrer, Bd. 2, S. 182). Bei den gebräuchlichsten Spiralbohrerschleifmaschinen [25] liegt der Spiralbohrer in einem Halter, der um eine windschief liegende Achse geschwenkt wird. Bei der vielverbreiteten Worcester-Maschine liegt diese Achse in der durch Fig. 79, bei einer neueren Anordnung (Patent Weißker) in der durch Fig. 80 gekennzeichneten Lage. Eine Maschine letzteren Systems ist in Fig. 81 dargestellt. Ueber die hierhergehörige Maschine von Sellers, welche von der Maschinenfabrik Grafenstaden gebaut wird, vgl. [26] Ueber die automatischen Spiralbohrerschleifmaschinen, z.B. von Struck (Fig. 82), s. [27], von Mayer & Schmidt in Offenbach a. M., s. [28]. Bei diesen Maschinen findet das Schleifen der Bohrer ohne Umspannen statt, und man erzielt deshalb genau gleichlange Schneiden.
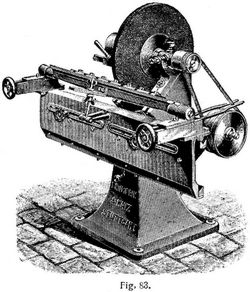
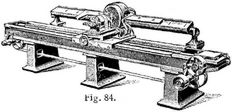
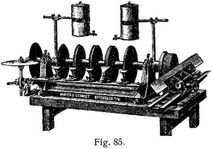
δ) Für Schneidmesser (Papier-, Tabakschneid-, Holzhobel-, Holzschäl-, Lederspalt-, Korkschneide-, Blechscher-, Gummischneidemesser u.s.w.). Diese Schleifmaschinen besitzen entweder gewöhnliche Schleifscheiben, deren Achsen parallel zur Messerschneide sind, die mit ihrer Zylinderfläche angreifen und demnach eine hohle Schneide erzeugen, oder Schleifzylinder, deren Achsen senkrecht zur Messerschneide stehen und die mit ihrer Stirnfläche angreifen und demnach eine ebene Zuschrägung der Messerschneide bewirken. In der Regel ist die Schleifscheibenwelle feststehend und das in einem Support eingespannte Messer wird von Hand oder selbsttätig an der Schleifscheibe (Fig. 83, Krumrein & Katz, Stuttgart) vorbeibewegt; nur für sehr lange Messer verschiebt man den das Schleifrad tragenden Support, Fig. 84 (Friedr. Schmaltz, Offenbach a. M.). Der auf dem Support sitzende Messerbalken kann um eine Längsachse zur Einstellung des gewünschten Schnittwinkels gedreht werden. Die Zustellung zwischen Schleifrad und Messer erfolgt entweder durch Verschieben des Messerbalkens oder durch Verschieben des Schleifrads. Für das Schleifen von Kehlmessern[712] und Fassonhobeleisen sowie gleichzeitig von Hobelmessern mit gerader Schneide und Kreistagen dient die in Fig. 85 dargestellte Maschine. Sie besitzt auf gemeinsamer Welle Schmirgelscheiben in verschiedenen Dicken und mit verschiedenen Profilen.
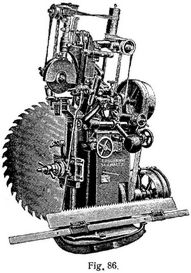
ε) Für Sägen. Die Sägenschärfmaschinen besitzen entweder eine festgelagerte Schmirgelscheibe, gegen welche die Säge von Hand geführt wird, oder einen die Schmirgelscheibe tragenden verschiebbaren oder schwingenden Schneidkopf, der gegen die in einem Support eingespannte Säge vorgeschoben wird. Vielfach sind die Sägenschärfmaschinen so eingerichtet, daß alle Bewegungen mit Hilfe von Steuerkurvenscheiben selbsttätig erfolgen. Schärfmaschinen für Holzsägen mit wechselnder Lage der Brust- und Rückenflächen der Zähne (s. Sägen, S. 544, Fig. 4) müssen für wechselseitigen Schrägschliff eingerichtet sein. – Fig. 86 zeigt eine automatische Universalsägenschärfmaschine (D.R.P.), Friedr. Schmaltz, Offenbach a. M., die Gatter-, Kreis- und Bandsägen zu schärfen gestattet. Die rotierende Schleifscheibe bewegt sich auf und abwärts und wird mittels besonderer Mechanismen abwechselnd nach links und nach rechts schräg gestellt; der Vorschub des Sägeblatts erfolgt mit Hilfe einer Klinke. Der Schleifsupport ist auf jeden Schneidwinkel der Zahnbrust einstellbar. Für Bandsägen wird die Maschine mit Führungsrollen u.s.w., für Gattersägen mit Linealen, Einspannbacken u.s.w. ausgestattet. Vgl. a. [29] und [30].
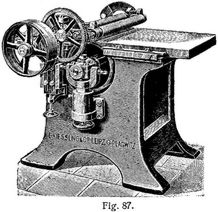
Als Schleifmittel verwendet man zum Schleifen von Hand Bimsstein und mit Glas- oder Flintsteinpulver bezogenes (Sand-) Papier oder Leinwand. Bei den Holzschleifmaschinen werden die Schleifscheiben, -walzen u.s.w. entweder mit Sandpapier überzogen oder das Schleifmittel wird direkt auf ihnen aufgeleimt. Zu Holzschleifmaschinen werden angewendet: Schleifbänke (in ihrer Einrichtung den Polierbänken ähnlich s. Polieren, S. 173, Fig. 10) insbesondere für gewundene Arbeitsstücke; Scheibenschleifmaschinen mit horizontaler oder vertikaler Schleifscheibe, oder mit gelenkigem Ausleger entsprechend Fig. 51. Trommelschleifmaschinen ohne oder (Fig. 87, E. Kießling & Co., Leipzig-Plagwitz) mit Vorschub durch Gummiwalzen; um das Auftreten von Strichen durch die Schleifstrommel zu vermeiden, gibt man dieser eine hin und her gehende Bewegung in Richtung ihrer Achse. Riemenschleifmaschinen dienen zum Schleifen beliebig gestalteter Gegenstände, z.B. Hammerstiele, Gewehrschäfte, Radspeichen u.s.w.
Für Spiegelscheiben verwendet man Schleifmaschinen, die eine Planscheibe besitzen, auf der die Glasplatte aufgegipst wird. Zwischen die Glasplatte und eine drehbare, auf ihr liegende Gegenscheibe, deren Achse außerachsig zu derjenigen der Planscheibe angeordnet ist, wird das Schleifmittel (geschlämmter Sand, Schmirgel) gebracht. Angetrieben wird nur die Planscheibe [2]. Für beliebige Gegenstände wendet man, sofern es sich um das Anschleifen ebener Flächen handelt, Schleifmaschinen mit horizontaler Schleifscheibe an (Fig. 88). Das Arbeitsstück a wird auf die Scheibe b mit Hilfe des Bretts d angedrückt; das Schleifmittel ist in dem Behälter c enthalten. Für sonstige Schleifarbeiten gebraucht man Schleifbänke, die teils Schleifsteine, teils Scheiben aus Eisen, Kupfer, Zinn, Holz oder Kork tragen, wobei man als Schleifmittel Sand, Schmirgel u.s.w. verwendet. Das Schleifen von Linsen geschieht mit Hilfe von Schleif schalen, die nach dem Halbmesser der Linsen abgedreht sind.
D. Schleifen von Stein, s. Steinbearbeitungsmaschinen.
E. Schleifen von Edelsteinen, s. Edelsteinschleiferei.
Literatur: [1] Fischer, H., Die Werkzeugmaschinen, Bd. 1, 2. Aufl. Berlin 1905. – [2] Weisbach-Herrmann, Lehrbuch der Ingenieur- und Maschinenmechanik, Bd. 3, 3. Abt., 1. Hälfte,[713] Braunschweig 1896. – [3] Darbyshire, H., Precision Grinding, New York. (Deutsch: Die Schleifmaschine in der Metallbearbeitung, Berlin 1908.) – [4] Schlesinger, Leistungsversuche mit nassen Schmirgel- und Carborundumscheiben (Mitteilungen über Forschungsarbeiten, herausgegeben vom Verein deutsch. Ing. 1907, Heft 43); Auszüge in der Zeitschr. d. Ver. deutsch. Ing. und in der »Werkstattstechnik«. – [5] Jurthe, E., und Mietzschke, O., Handbuch der Fräserei, 2. Aufl., Frankfurt 1903. – [6] Zeitschr. d. Ver. deutsch. Ing. 1903, S. 1653. – [7] Ebend. 1903, S. 1656. – [8] Ebend. 1906, S. 370. – [9] Werkstattstechnik 1907, S. 623, 628. – [10] Zeitschr. d. Ver. deutsch. Ing. 1907, S. 171. – [11] Ebend. 1903, S. 675. – [12] Ebend. 1906, S. 374. – [13] Ebend. 1903, S. 676. – [14] Ebend. 1906, S. 411. – [15] Werkstattstechnik 1907, S. 625. – [16] Zeitschr. d. Ver. deutsch. Ing. 1906, S. 369. – [17] Ebend. 1906, S. 416. – [18] Ebend. 1903, S. 1657. – [19] Ebend. 1903, S. 1658. – [20] Ebend. 1906, S. 417. – [21] Ebend. 1901, S. 548. – [22] Ebend. 1901, S. 546. – [23] Ebend. 1903, S. 677. – [24] Ebend. 1906, S. 416. – [25] Ebend. 1888, S. 970, 1010. – [26] Ebend. 1887, S. 278. – [27] Ebend. 1908, S. 1021. – [28] Ebend. 1906, S. 1024. – [29] Ebend. 1901, S. 814. – [30] Ebend. 1906, S. 1024. – [31] Tscheuschner, Handbuch der Glasfabrikation, Weimar 1885.
A. Widmaier.








Buchempfehlung
Auerbach, Berthold
Schwarzwälder Dorfgeschichten. Band 1-4

Die zentralen Themen des zwischen 1842 und 1861 entstandenen Erzählzyklus sind auf anschauliche Konstellationen zugespitze Konflikte in der idyllischen Harmonie des einfachen Landlebens. Auerbachs Dorfgeschichten sind schon bei Erscheinen ein großer Erfolg und finden zahlreiche Nachahmungen.
640 Seiten, 29.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten II. Zehn Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für den zweiten Band eine weitere Sammlung von zehn romantischen Meistererzählungen zusammengestellt.
- Novalis Die Lehrlinge zu Sais
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Eine Geschichte vom Galgenmännlein
- E. T. A. Hoffmann Der goldne Topf
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Die Bettlerin vom Pont des Arts
428 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum