Sägen, Sägemaschinen
[543] Sägen, Sägemaschinen. Sägen bezeichnet ein Arbeitsverfahren zur Herstellung von schmalen Einschnitten in härtere Materialien wie Holz, Metalle, Knochen, Steine u.s.w. mittels eines rasch bewegten dünnen Werkzeugs (Sägeblatts) von verschiedener Form, das in der Regel mit Zähnen besetzt ist und durch allmählichen Vorschub das ganze in dem herzustellenden Einschnitt befindliche Material in Späne zerlegt. Ueber zahnlose Sägen für Metalle s. S. 550, für Steine s. Steinbearbeitungsmaschinen. – Unter Sägen und Sägemaschinen versteht man sodann auch alle Vorrichtungen zum Sägen.
Sägeblätter. Die Zähne einer Säge befinden sich
1. an länglichen, streifenförmigen Sägeblättern, die in sich steif sind oder eingespannt werden müssen,
2. an kreisrunden Scheiben (Kreis-, Zirkularsägeblatt),
3. an endlosen bandförmigen, über Rollen gespannten Streifen (Bandsägeblatt),
4. an Gliederketten ähnlichen Bändern (Gliedersägen, Kettensägen, auch endlose),
5. an Trommeln, Kugelschalen u.s.w.[543]
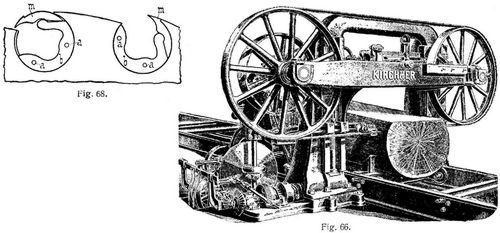
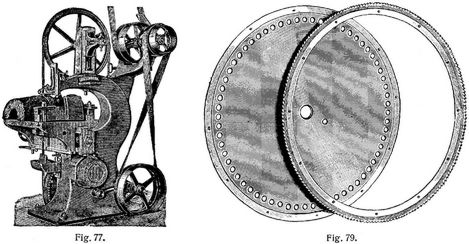
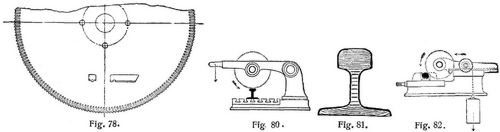
Die Zähne werden entweder in das Sägeblatt eingearbeitet oder (bei Kreissägen), um die Schwierigkeit des Härtens großer Blätter zu umgehen, eingesetzt (Fig. 68 und 78), oder sie bilden (nur bei Metallkreissägen angewendet) ein ringförmiges schmales Blatt, das an dem eigentlichen Blattkörper befestigt ist (Fig. 79).
Damit das Sägeblatt in dem schon teilweise hergestellten Einschnitt sich nicht klemmt oder infolge Reibung stark erhitzt, wird der Einschnitt in der Regel breiter als der Rücken des Sägblatts entweder durch Schränken (d.h. abwechselndes Herausbiegen der Zahnspitzen nach links und rechts aus der Ebene des Sägeblatts [Fig. 3–5]) oder durch Stauchen der Zahnspitzen (Fig. 6) oder durch konische Gestaltung (Dünnerschleifen u.s.w.) des Sägeblattrückens hergestellt. Nur bei Kreissägen zum Schneiden dünner Brettchen, die sich leicht zur Seite biegen, werden nach den Zähnen hin dünner gestaltete Sägeblätter angewendet, die einen geringen Schnittverlust ergeben, vgl. Feinsäge, Fig. 72.
Einteilung der Sägen. Die Sägen werden entweder von Hand geführt oder sie laufen in einem Gestell, wie dies bei allen Maschinensägen und bei einzelnen von Hand betätigten Sägen der Fall ist. Wir unterscheiden demnach:
1. von Hand geführte Sägen;
2. Gestell- oder Maschinensägen mit Hand- oder Fußbetrieb oder mechanischem Antrieb. Bei den Maschinensägen unterscheiden wir:
a) Maschinensägen mit hin und her gehender Bewegung der Sägeblätter, α) mit steifen Sägeblättern, ß) mit gespannten Sägeblättern,
b) Bandsägen,
c) Kreissägen und zugehörige Sägen.
I. Holzsägen.
Besonderheiten der Sägeblätter. Die Zahnformen sind sehr wechselnd, die Grundform ist immer ein spitz-, recht- oder stumpfwinkliges Dreieck, die in verschiedener Zusammenstellung und in verschiedenartiger Ausbildung der Zahnlücken die in den Fig. 1–29 dargestellten Zahnformen ergeben. Man unterscheidet Zahnformen, die eine Spanabnahme bei der Bewegung der Säge nur in einer Richtung (z.B. Fig. 7, 8 u.a.) oder in beiden (z.B. Fig. 18, 19 u.a.) gestatten. Die Zähne der Holzsägen erfordern wegen des starken Vorschubs Schneidkanten auch an den Seitenflächen, damit die Holzfasern auch seitlich durchschnitten werden können; die in der Bewegungsrichtung vorn liegenden (Brust) Flächen der Zähne sind deshalb zur Bewegungsrichtung (um 70–80°) geneigt (s. die Fig. 1–6). – Um die Instandhaltung der Zahnlücken zu erleichtern, werden bisweilen hinter ihnen Löcher angebracht (perforierte Sägen, Fig. 31 und 39), die gleichzeitig eine bessere Entfernung der Späne und eine Kühlung des Sägeblatts bewirken. – Die Teilung (Entfernung von Zahn zu Zahn) und die Zahnlücke ist verhältnismäßig groß mit Rücksicht darauf, daß die Späne ein wesentlich (durchschnittlich fünfmal) größeres Volumen einnehmen als das nichtzerspante Material. Die Größe der Teilung ist sehr wechselnd; sie hängt von der Dicke des Sägeblatts, der Härte des Holzes und der Dicke des Arbeitsstücks ab [1], [2], [15]. Zahnlücken mit abgerundeten Ecken (z.B. Fig. 5, 6 u.a.) sind besser als solche mit scharfen, weil diese leichter zu einem Einreißen des Sägeblatts Veranlassung geben.
A. Von Hand geführte Sägen. Wir unterscheiden:
1. ungespannte Sägen;
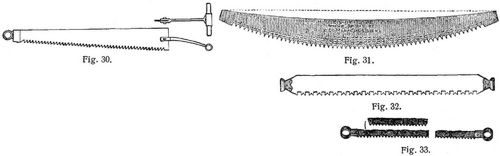
a) mit biegsamem, nur auf Zug zu beanspruchendem Sägeblatt: Kransäge (Spaltsäge, Fig. 30), der Schnitt erfolgt beim Niedergang; Schrottsäge (Treck-, Bauch-, Quersäge), Fig. 31, die Zahnspitzenlinie ist zweckmäßig konvex gekrümmt (Bogensäge), was eine leichtere (bogenförmige) Führung der Säge gestattet, die Rückenlinie ist gerade oder besser nach innen gekrümmt; Fig. 32 gerade schlesische Oehrsäge;
b) mit Sägblättern, die aus Gliedern bestehen: Fig. 33 Gliedersäge, zum Fällen von[544] schwer zugänglichen Bäumen dienend; Fig. 34 Kettensäge (zum Tiefsägen nicht zu gebrauchen);
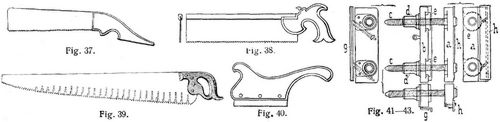
c) mit steifen Sägeblättern: Stichsäge (Spitz-, Lochsäge) Fig. 35; Fuchsschwanz Fig. 36, mit Verzahnung im Rücken (wie in Fig. 36) auch als Duplexsäge bezeichnet; türkische oder orientalische Handsäge Fig. 37 (Blatt auf Zug beansprucht); Rückensäge Fig. 38; Einmanntrumsäge Fig. 39; Gratsäge Fig. 40; Quadriersäge Fig. 41–43 zum Einschneiden paralleler Nuten (das verstellbare Sägeblatt h sitzt an dem Teil a, der mit dem als Führung dienenden Teil b durch Schrauben cc verbunden ist, an dem in schrägen Führungen das Führungslineal g beteiligt ist; dd und e e sind Muttern und Gegenmuttern);
2. gespannte Sägen: Klobsäge (Furniersäge) Fig. 44; Oertersäge (Bügel-, Holzmachersäge) Fig. 45 (a Sägeblatt, bb Handgriffe zum Drehen desselben, c Hörner, d Schnur, welche durch Verdrehen des Knebels e gespannt wird, f Steg); Bogensäge Fig. 46; Laubsäge Fig. 47 (s.a. Bd. 6, S. 75).
B. Gestell- oder Maschinensägen. Die verschiedenen Arten der Maschinensägen lind in folgendem entsprechend der obengegebenen allgemeinen Einteilung der Maschinensägen aufgeführt.
1. Mit hin und her gehender Bewegung der Sägeblätter:
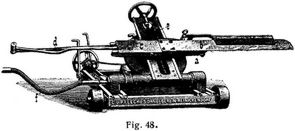
a) Mit steifen Sägeblättern: Baumstammfäll- und Quersägen, Fig. 48. Die Führung a des das Sägeblatt b tragenden Schlittens c kann wagerecht (zum Baumfällen), schräg oder senkrecht (zum Querschneiden am Boden liegender Stämme) eingestellt werden. Die Bewegung des Sägeblatts erfolgt durch eine Kurbel mittels der Schubstange d, der Vorschub durch die Schraubenspindel e. Der Antrieb geschieht von einem Elektromotor aus unter Vermittlung der biegsamen Welle f. Bei den Quersägen, welche nur für liegende Baumstämme bestimmt sind, fehlt die Umlegevorrichtung für das Sägeblatt. Der Antrieb geschieht auch in der Weise, daß der an Stangen geführte Sägeblattschlitten direkt an der Kolbenstange eines Dampfzylinders sitzt, der – wie auch bei Kurbelantrieb gebräuchlich – für den Vorschub des Sägeblatts um eine wagerechte Achse kippbar ist. – Für den Beginn des Sägeschnittes wird das Sägeblatt durch Führungen (s. Fig. 48) gestützt. – Bisweilen ordnet man auf der dem Antrieb entgegengesetzten Seite des Baumstammes eine feststehende Führung an, Mulaysäge Fig. 49.
b) Mit gespannten Sägeblättern:
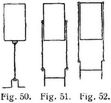
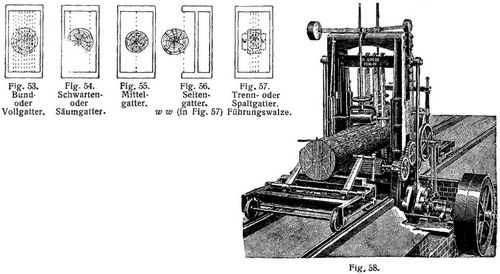
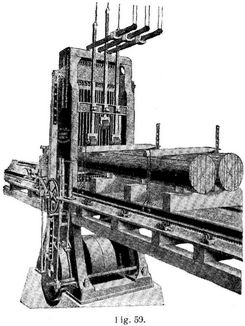
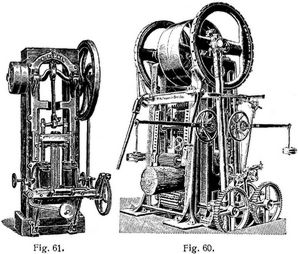
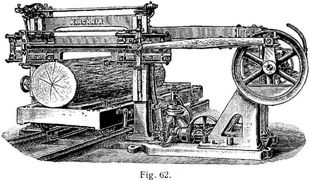
α) Gattersägen. Ein oder mehrere Sägeblätter sind in einem in Prismen oder an Säulen geführten Rahmen eingespannt, der bei den Vertikalgattern senkrecht auf und ab und bei den Horizontalgattern wagerecht hin und her bewegt wird mittels Kurbeln, deren Schubstangen in der aus den Fig. 50–52 hervorgehenden Weise angreifen. Doppelt wirkende Gattersägen nehmen beim Hin- und Rückgang des Rahmens Späne ab; ihre Sägeblätter haben eine von der Mitte aus entgegengesetzt laufende Verzahnung. Bei den Vertikalgattern, deren verschiedene Formen und Bezeichnungen die Fig. 53–57 zeigen, liegt die Kurbelwelle in der Regel unten (Fig. 58 und 59), seiten oben (Fig. 60 und 61 [Trenngatter]). Die Antriebriemscheiben ordnet man in der Regel – um gekröpfte Wellen (vgl. Fig. 58) zu vermeiden – in der[545] Mitte zwischen zwei Kurbelscheiben an – Nach dem Vorschub des Holzes unterscheidet man; 1. Walzengatter, Fig. 58, 60 und 61- vor und hinter den Sägeblättern sind zwei Walzenpaare angeordnet, je aus einer unteren und einer oberen geriffelten Walze bestehend; die unteren Walzen sind immer angetrieben, bei schwereren Gattern auch die oberen; 2. Schlittengatter (Fig. 59): der Block ist durch einen auf Schienen laufenden Schlitten unterstützt, der durch Zahnstangengetriebe, Kette oder Dampfzylinder bewegt wird und raschen Rücklauf erhält Der Vorschub erfolgt 1. ruckweise, und zwar entweder von der Hauptwelle aus durch Hilfskurbel, Exzenter oder unrunde Scheiben oder von dem Gatterrahmen aus, oder 2. kontinuierlich von der Hauptwelle aus. Bei ruckweiser Schaltung verwendet man Klinken- oder Reibungsschaltwerke; um die Größe der Schaltung zu verändern, werden entweder die Hebellängen des Schaltgetriebes verändert oder verschiebbare kegelförmige unrunde Walzen (mit verschiedener Exzentrizität) angeordnet. Die Zahnspitzenlinie der Sägen muß vertikal sein, wenn der Vorschub beim Niedergang erfolgt, und schräg nach vorn (»im Busen«) überhängend, wenn der Vorschub beim Aufgang oder beim Auf- und Niedergang erfolgt. – Bei den Horizontalgattern, die besonders für genauere Sägearbeiten und für wertvolle Hölzer angewendet werden, liegt der nach Fig. 56 ausgebildete Rahmen in einer senkrechten Ebene (Fig. 62) oder wie bei den Furnierschneidegattern (s. Furniersägen, Bd. 4, S 216, Fig. 1–3) in einer wagerechten Die Schubstange greift in der Mitte der kurzen Seite (Fig. 62) oder in der Mitte des langen Mittelstegs an Das Sägeblatt wird durch zwei rechts und links vom Block befindliche Führungen geführt.
Ueber Einzelheiten der Gattersägen vgl. [2]–[10], [13], [14].
ß) Laub-, Dekupiersägen, s. Bd. 6, S. 75.
2. Bandsägen Das Sägeblatt bewegt sich senkrecht oder (seltener) wagerecht.
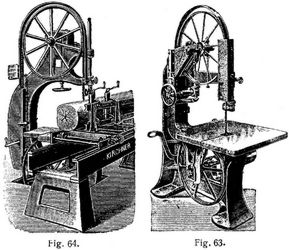
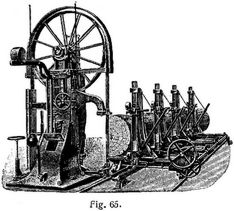
Fig. 63 ist eine einfache Tischlerbandsäge.[546] – Für das Aufschneiden (Trennen) von Bohlen und Brettern werden die Bandsägen mit senkrecht stehenden Führungswalzen versehen und für das Besäumen und Auftrennen von Rundholz und Blöcken mit Lauftischen bezw. Laufwagen (s. Fig. 64 und 65).
Bei den wagerechten Blockbandsägen, von denen Fig. 66 eine Anordnung zeigt, befindet sich der Laufwagen unterhalb oder innerhalb des Sägeblatts. Das Sägeblatt kann der Höhe nach verstellt werden.
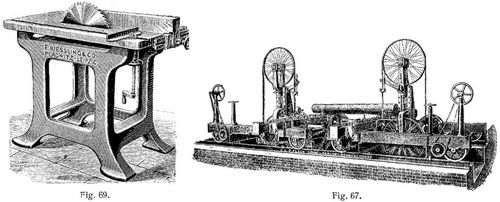
Zum Abkürzen von Stämmen werden Doppelbandsägen verschiebbar aufgestellt (Fig. 67), und die Stämme zwischen ihnen durch endlose Ketten mit Greifern durchgeführt.
Bei Furnier- oder Klobbandsägen befinden sich die Zahnspitzen des wagerecht sich bewegenden Sägeblatts in einer wagerechten Ebene und sind nach unten gerichtet. Ueber Einzelheiten der Bandsägen vgl. [2]–[9] und [11].
3. Kreissägen. Die Zahnformen der Kreissägeblätter müssen für Längsschnitt den Fig. 18–20 und für Querschnitt den Fig. 7 und 11 entsprechen [15]. – Fig. 68 zeigt einen Teil eines Kreissägeblatts mit eingesetzten Zähnen m, die in kreisförmigen Ausschnitten mit Hilfe der Teile b, die durch einen in die Löcher a gefleckten Schlüssel gedreht werden, befestigt sind.
Als hauptsächlichste Anordnungen der Kreissägen sind folgende zu erwähnen:
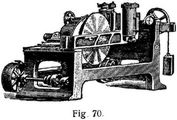
Einfache Tischkreissäge Fig. 69. – Der Tisch oder die Lager der Kreissägenwelle werden auch senkrecht verstellbar angeordnet. Zum Auftrennen von Bohlen und Brettern werden die Kreissägen mit einem selbsttätigen senkrechten Walzenvorschubapparat gebaut (Fig. 70).
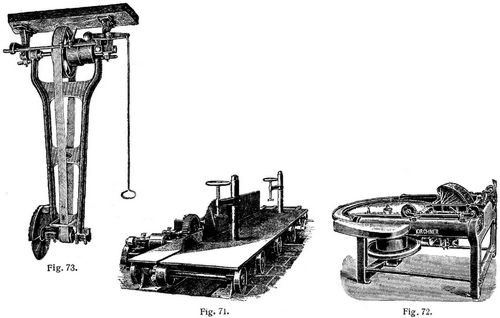
Kreissägen mit Schlittenvorschub Der Tisch kann wagerecht verschiebbar sein, oder es ist ein besonderer Lauftisch oder Laufwagen angeordnet (Fig. 71) – Für das[547] Durchtrennen dicker Stämme werden auch zwei Sägeblätter übereinander angeordnet.
Besäum- und Lattenkreissägen besitzen zwei oder mehr Sägeblätter auf derselben Welle; sie haben selbsttätigen Vorschub durch Kette oder Walzen.
Doppelte Abkürzkreissägen bestehen aus zwei Kreissägen, deren Wellen in derselben Achse liegen und von denen die eine axial verschiebbar angeordnet ist; sie dienen zum Beschneiden einer großen Anzahl gleicher Arbeitsstücke auf dieselbe Länge, die zwischen den beiden Sägeblättern auf Schlitten liegend oder mit Hilfe endloser Ketten durchgeführt werden.
Horizontale Kreissägen Fig. 72 werden besonders zum Zuschneiden dünner Brettchen für Kistenfabriken u. dergl. verwendet, das Sägeblatt hat konischen keilförmigen Querschnitt und ist am Umfang ganz dünn, so daß der Schnittverlust gering wird. Das abgetrennte Brettchen fällt selbsttätig ab.
Die folgenden Kreissägen besitzen ein während des Schnitts verschiebbares Sägeblatt:
Pendelkreissägen Fig. 73; bei den Kappsägen ist das Sägeblatt in einem drehbaren Hebel gelagert, der wagerecht oder senkrecht (mit untenliegendem Drehpunkt) angeordnet ist. – Hierher gehören ferner die Schlittenkreissägen (das Sägeblatt ist in einem Schlitten angeordnet).
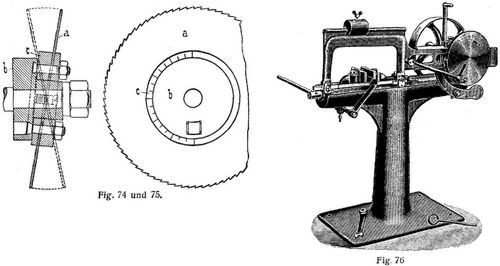
Verwendet man ein Sägeblatt, das schräg zur Wellenachse eingestellt werden kann (Fig. 74 und 75), so erhält man eine Taumelsäge, die zur Herstellung von Nuten benutzt wird. – Ueber Trommelsägen s. Faßfabrikation, Bd. 3, S. 648, Fig. 1 und 6.
II. Metallsägen.
A. Von Hand geführte Sägen. Als solche dienen fast nur die der Form Fig. 46 entsprechenden Bogensägen.
B. Gestell- oder Maschinensägen. Bei den Metallsägemaschinen ist es insbesondere bei schweren und langen Arbeitsstücken gebräuchlich, das Sägeblatt gegen das Arbeitsstück vorzuschieben.
α. Kaltsägemaschinen Die verschiedenen Arten sind in folgendem entsprechend der in der Einleitung gegebenen allgemeinen Einteilung aufgeführt:
1. Kaltsägemaschinen mit geradliniger Schnittbewegung: a) mit steifem Blatt werden seiten angewendet; b) mit gespannten Sägeblättern: α) Gattersägen, vorzugsweise zum massenweisen Abschneiden von Vierkant-, Sechskant-, Rundeisen u. dergl. – ß) Bügelsägen (Fig. 76) mit Kurbelantrieb, Gewichtsbelastung beim Schneiden und Abheben des Sägeblatts beim Rückgang, auch mit Spindelstock zum Rotierenlassen des Arbeitsstücks während des Sägens (vgl. a. Fig. 88); für Abstechzwecke viel verwendet.[548]
2. Bandsägen. Fig. 77 zeigt eine Bandsäge mit verschiebbarem Aufspannschlitten; sie werden aber auch mit verschiebbarem Sägeblatt ausgeführt [12].
3. Kreissägen sind die am häufigsten angewandten Kaltsägen und weisen deshalb die verschiedenartigsten Anordnungen auf.
Die Sägeblätter bezw. die eingesetzten Zähne werden vielfach aus Schnellschnittstahl hergestellt. Eine Befestigungsart eingesetzter Zähne im Blatt zeigt Fig. 78 (D.R.P Nr. 184064, Gustav Wagner in Reutlingen). – Auswechselbare gezahnte Ringe, die mit dem Blatt durch Nieten verbunden werden, zeigt Fig. 79 (H. Ehrhardt in Düsseldorf). – Eine Besonderheit bilden ringförmige Sägeblätter, deren Innenkante verzahnt ist; ihr Antrieb erfolgt am äußeren Rande, das Arbeitsstück befindet sich innerhalb des Blatts.
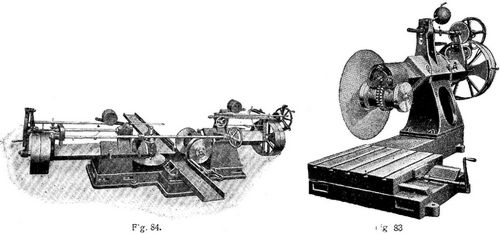
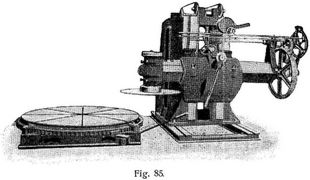
Man unterscheidet Hebel- und Schlittenkaltsägen. Bei den Hebelkaltsägen (Fig. 80) bewirkt der Hebel durch sein Eigengewicht und eventuell durch Zusatzgewichte den Vorschub des Sägeblatts, dem Widerstand entsprechend, wie z.B. Fig. 81 zeigt. Diese Sägen haben aber, ebenso wie die mit Gewichtsvorschub versehenen Schlittensägen, z.B. Fig. 82, den Nachteil, daß bei unrunden und ausgebrochenen Sägeblättern der Schlitten vorfällt und das Sägeblatt einhackt. Man wendet deshalb besser eine mechanisch betätigte Schaltung an, entweder mit Reibungsgetrieben, um den Vorschub des Sägeblatts bei zu großem Widerstand zu unterbrechen, oder mit einer nachgiebig unter Gewichtsdruck gelagerten Schaltmutter, wie bei den Kaltsägen (D.R.P Nr. 92827, 149797, 177235) von Gustav Wagner in Reutlingen, von denen die Fig. 83–85 einige Ausführungen zeigen. Der das Sägeblatt tragende Schlitten a (Fig. 83) ist durch einen Arm in Verbindung mit der durch Schaltklinke und Schaltrad gedrehten Schraubenspindel b, die den Vorschub des Sägeblatts dadurch vollzieht, daß sie sich in eine bei c gelagerte, mit einem Bund gegen ihr Lager gedrückte Mutter hineinschraubt. Findet das Sägeblatt einen zu großen Widerstand, so verschiebt sich die Mutter, deren obere Fläche mit einer Zahnstange versehen ist, in die ein mit einem Gewicht belastetes Zahnrad eingreift, und das Gewicht wird angehoben, das bei der Verminderung des Widerstands den Vorschub unterstützt. Fig. 84 zeigt zwei solche[549] Kaltsägen vereinigt, zum Ausklinken von Walzträgern dienend. Die Figur läßt auch die Drehbarkeit des Schlittenkopfes ersehen. In Fig. 85 ist eine Kaltsäge dargestellt, die eine in der Höhe verstellbare Schlittenführung besitzt, auf einer. Grundplatte verschiebbar und mit einem drehbaren Aufspanntisch ausgestattet ist. Die Befestigung der Sägeblätter erfolgt entweder mit Flansch oder insbesondere bei Kaltsägen, die zum Abtrennen von Gußtrichtern bestimmt sind, ohne Flansch mit Hilfe versenkter Schrauben, so daß über die Unterseite des Sägeblatts nichts herausragt.
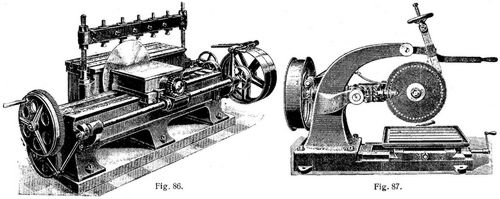
Eine Schlittensäge für lange Schnitte mit einer Aufspannplatte oberhalb der Achse der das Sägeblatt tragenden Welle ist in Fig. 86 (H. Ehrhardt, Düsseldorf) dargestellt.
Der Antrieb der Sägeblätter erfolgt entweder mittels eines auf der Sägeblattwelle befestigten Schneckenrads mit zugehöriger Schnecke (Fig. 83) oder aber mit Hilfe eines Zahnrads mit entsprechend geformten Zähnen, die in die Löcher des Sägeblatts eingreifen (Fig. 79 und 87).
Kaltsägemaschinen, die keinen verschiebbaren, das Sägeblatt tragenden Arm – wie in Fig. 83 – haben, bei denen vielmehr ein auf die Bettplatte sich aufbauender Schlitten verschoben wird, haben den Nachteil, daß bei ungenügender Ausladung breitere Schnitte wegen des Anstoßens des Schlittens an dem Werkstück nicht ausgeführt werden können.
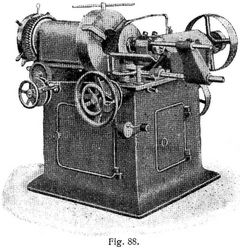
Zum Durchschneiden von runden Stäben u.s.w. ist die Rapidkaltsäge (Fig. 88) von Gustav Wagner in Reutlingen bestimmt, bei der infolge Rotation des Werkstücks das Sägeblatt nur bis zur Mitte vorzudringen hat, so daß ein Sägeblatt von geringem Durchmesser und geringer Stärke benutzt werden kann, wodurch der Materialverlust niedrig ausfällt.
Die Umfangsgeschwindigkeit der Kaltsägeblätter beträgt für weichen Stahl bis zu 20 m/min, für härteres Material und Stahl- und Grauguß 10–15 m/min. Zahnteilung bis zu 30 mm (um so größer, je größer die Querschnitte der abzuschneidenden Teile), Zahntiefe gleich 2/3 der Teilung. Sägeblattdicke ~ 1/100 D, Flanschendurchmesser ≥ 3/10 D. (D = Sägeblattdurchmesser).
Neuerdings verwendet man auch, vorzugsweise in Hüttenwerken, zum raschen Durchschneiden kalter Walzstäbe u.s.w. Sägen mit zahnlosem Kreissägeblatt (glatte Scheiben). Diese rotieren mit so hoher Umfangsgeschwindigkeit (130 m/sec und darüber), daß infolge der Reibung das mit dem Sägeblatt in Berührung befindliche Material hocherhitzt und weggeschleudert wird. Sie bieten bei hoher Leistungsfähigkeit den Vorteil, daß auch gehärtetes Material (z.B. Panzerplatten) geschnitten werden kann; der Kraftbedarf ist aber sehr bedeutend[550] (100–150 PS. bei 6–9 mm dickem Sägeblatt von 1000–1500 mm und 2000 Umdrehungen in der Minute [16]) und der Lärm sehr störend.
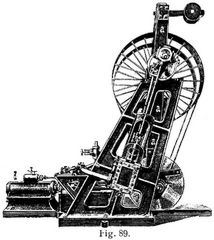
ß) Warm- (oder Heiß-)sägen. Diese vorzugsweise in Walzwerken zum Zerteilen der rotwarmen Walzblöcke und -stäbe verwendeten Sägen sind Kreissägen. Das Sägeblatt ist in der Regel durch Lagerung seiner Welle in einem Hebel (Pendelsägen) oder in einem Schlitten (Schlittensägen) verschiebbar. Fig. 89 zeigt eine Pendelwarmsäge (Breuer, Schumacher & Co. in Kalk bei Cöln); a a a ist der bei b pendelnd aufgehängte, das Sägeblatt tragende Rahmen, c die Antriebsdampfmaschine, d der zum Vorschub dienende Dampfzylinder; statt durch Dampf wird auch der Vorschub von Hand, hydraulisch oder elektrisch betätigt; auch elektrischer Antrieb für das Sägeblatt findet sich häufig. Die Sägen werden vielfach unter Flur aufgestellt (Unterflursägen). Bei den Schlittensägen erfolgt die Bewegung der das Sägeblatt tragenden Schlitten in wagerechter oder senkrechter Richtung. – Der Sägeblattdurchmesser schwankt etwa zwischen 700 und 1800 mm, die Umfangsgeschwindigkeit beträgt bis zu 80 m/sec; Zahnteilung bis zu 15 mm, Sägeblattdicke 1/160 bis 1/320 des Sägeblattdurchmessers. Ueber Einzelheiten vgl. [17].
Literatur: [1] J.D. Dominicus & Söhne, Illustriertes Handbuch über Sägen und Werkzeuge für die Holzindustrie, 2. Aufl., Berlin 1891. – [2] Fischer, H., Die Werkzeugmaschinen, Bd. 2, Berlin 1901; Ders., Die Holzsäge, Berlin 1879. – [3] Weisbach-Hermann, Lehrbuch der Ing.- und Maschinenmechanik, 2. Aufl., Bd. 3, 3. Abt., 1. Hälfte, Braunschweig 1896. – [4] Hoyer, E. v., Mechanische Technologie, Bd. 1, 4. Aufl. 1906. – [5] Braune, G., Anlage der Sägewerke, Jena 1901. – [6] Exner, W.F., Werkzeuge und Maschinen zur Holzbearbeitung, Weimar 1878/83. – [7] Exner, W. s. und Lauböck, G., Die mechanische Holzbearbeitung, deren Hilfsmittel und Erzeugnisse, Wien 1879. – [8] Ledebur, A., Die Verarbeitung des Holzes auf mechanischem Wege, Braunschweig 1881. – [9] Käßner, B., Der Sägewerktechniker, München 1881. – [10] Zeitschr. d. Ver. deutsch. Ing. 1901, S. 685. – [11] Ebend. 1901, S. 690. – [12] Ebend. 1895, S. 1341 (Bandsägen für Metallbearbeitung). – [13] Dinglers Polyt. Journal 1907, S. 632, 647 (schnell laufende Sägegatter). – [14] Zeitschr. für Werkzeugmaschinen und Werkzeuge 1908, S. 458. – [15] Ebend., 1907, S. 59.; 1908, S. 365. – [16] »Stahl und Eisen« 1907, S. 1299; Reißner, Amerik. Eisenbauwerkstätten, Berlin 1906, S. 26; Iron Age 1905, S. 346. – [17] Schwarze, A., Hüttenwerksmaschinerien mit elektr. Antrieb (Heft 1, Warmsägen), Dortmund 1906.
A. Widmaier.







Buchempfehlung
Hoffmann, E. T. A.
Prinzessin Brambilla

Inspiriert von den Kupferstichen von Jacques Callot schreibt E. T. A. Hoffmann die Geschichte des wenig talentierten Schauspielers Giglio der die seltsame Prinzessin Brambilla zu lieben glaubt.
110 Seiten, 4.40 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier III. Neun weitere Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Für den dritten Band hat Michael Holzinger neun weitere Meistererzählungen aus dem Biedermeier zusammengefasst.
- Eduard Mörike Lucie Gelmeroth
- Annette von Droste-Hülshoff Westfälische Schilderungen
- Annette von Droste-Hülshoff Bei uns zulande auf dem Lande
- Berthold Auerbach Brosi und Moni
- Jeremias Gotthelf Die schwarze Spinne
- Friedrich Hebbel Anna
- Friedrich Hebbel Die Kuh
- Jeremias Gotthelf Barthli der Korber
- Berthold Auerbach Barfüßele
444 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum