Faßfabrikation
[648] Faßfabrikation. Die Herstellung von Fässern erfolgt heute nur zum geringen Teil von Hand, meistens durch Maschinen. Sie zerfällt in die Herstellung der Dauben (s.d.), in die Herstellung der Böden, in das Zusammenfügen der Fässer und in die Verbesserungsarbeiten. (S.a. Böttcherei.)
Der Vorgang bei der Herstellung der Fässer von Hand ist folgender. Die Dauben werden aus Holzstäben, die durch Spalten, selten durch Zersägen erhalten werden, durch Behauen mit dem Breitbeil oder Segerz hergestellt. Infolge der eigenartigen Form des Fasses müssen sie eine doppelte Krümmung erhalten, eine kreisbogenförmige im Querschnitt wegen der Rundung des Fasses und eine bikonvexe Gestalt infolge der bauchigen, an den Enden sich verjüngenden Form des Fasses. Beide Krümmungen werden den Dauben auf der Schneidbank durch Hobeln gegeben, erstere mit dem Krummhobel, letztere mit dem Rauh- und Glatthobel. Die Seitenkanten (Fugen) der Dauben werden auf der Stoßbank mit dem Blöchel, Rauh- und Glatthobel gehobelt. Die Dauben werden zunächst ohne Böden zusammengefügt und mit Reifen versehen. Vier Dauben werden im Innern eines eisernen Reifens, Setzreifens oder Hauptreifens, in gleichem Abstande voneinander durch Schraubenzwingen oder Aufsetzkloben gehalten und darauf die andern Dauben eingesetzt. Durch Herniederschlagen des Reifens mittels des Reifsetzers, eines an einem Stiel beteiligten meißelartigen Werkzeuges, werden die Dauben aneinander- und ihre Enden zusammengepreßt. Dann werden andre Reifen (Bauch-, Halsreifen) aufgezogen. Das Biegen der Dauben wird durch Feuchtigkeit und Wärme (Wärmstuhl, s. Böttcherei) oder Dampfbad erleichtert. Die auseinanderstehenden und vorläufig durch einen Reifen gehaltenen unteren Enden der Dauben werden mit Hilfe eines Faßzuges (Schraubwinde, Faßzieher) zusammengezogen und das Faß mit der Winde umgestürzt und die andre Hälfte ebenfalls mit Reifen versehen. Es folgt das Beschneiden der Faßenden mit der Säge und das Abhobeln der Hirnseiten mit dem Stemmhobel, ferner das Beschneiden und Abhobeln der inneren Wandung mit dem Krummeisen und dem Gärbhobel. Dann wird die Kimme (Kröse) oder der Falz zur Aufnahme der Faßböden mit dem Kimmhobel, Kröseeisen oder Falzhobel eingearbeitet. Die Böden, deren einzelne Stäbe an den Längsseiten mit dem Glatt- oder Fugenhobel geglättet und durch Dübel verbunden werden, werden mit der Säge geschnitten, mit dem Hobel nachgearbeitet, am Rande mit dem Zugmesser und einem Hobel, dem Bodenbramschnitt, abgeschrägt und mit Verzierungen versehen. Zum Einsetzen der Böden werden einige Reifen an den Enden des Fasses abgenommen oder gelockert und darauf wieder festgetrieben. Zum Schlusse wird das Faß mit dem Streifhobel geglättet oder gestreift, wobei nacheinander alle Reifen abgenommen und wieder aufgeschlagen und die Fugen zuweilen durch eingelegte Blätter einer Schilfart gedichtet werden. Dann werden die Fässer mit Spund- und Zapfenloch versehen.[648]
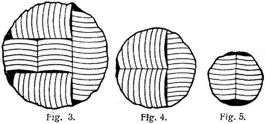
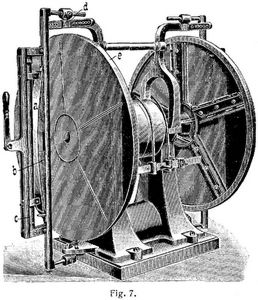
Maschinelle Vorrichtungen sind teils zur Herstellung einzelner Teile, teils zur Herstellung ganzer Fässer vielfach verwendet worden. Die Dauben werden durch zwei auf derselben Welle sitzende Kreissägen gleichlang geschnitten (Faßdaubenabkürzsäge). Vielfach werden die Kreistagen auch schräg angeordnet [1], um den Stirnenden eine Neigung zu geben und die Bearbeitung der Faßenden auf der Krösemachine zu erleichtern. Den kreisbogenförmigen Querschnitt erhalten gespaltene Dauben, die häufig windschief sind, auf einer Hobelmaschine mit zwei beweglichen übereinander gelagerten Messerköpfen, von denen der eine konvexe, der andre konkave Messer hat. Die Messerköpfe können sich der Form der windschiefen Stäbe anpassen, so daß ein Zerschneiden der Holzfasern vermieden wird. Die gesägten Dauben werden mittels einer Trommelsäge, Fig. 1, aus Bohlen herausgeschnitten, deren Dicke gleich der Breite der Dauben ist. Als Sägeblatt dient eine zylindrische Trommel, die mit ihrem hinteren geschlossenen Ende auf der Welle gelagert ist. Das Holz wird von einem Schlitten aufgenommen, der auf dem Maschinenbett gegen die Säge verschoben wird. Die abgeschnittenen Dauben fallen in eine im Innern der Trommel angebrachte Rinne und werden bei der Rückführung des Schlittens von einem Mitnehmer ausgeworfen. Auf der Maschine können in 10 Stunden 3000–8000 Faßstäbe, je nach der Länge und Holzart, geschnitten werden. Zur Vorbereitung wird das Holz am besten der Faser oder dem Spiegel nach, d.h. derartig zerschnitten, daß die Schnitte möglichst radial zum Baumkerne liegen. Wie aus Fig. 2 hervorgeht, werden starke Baumstämme zunächst durch radiale Trennung in keilförmige Schnitte a gespalten, die dann durch Band- oder Kreissägen nach den Linien b, b zerschnitten und durch die Trommelsäge weiter in kreisförmige Stücke d zerlegt werden. Fig. 3 zeigt die Einteilung eines Baumstammes von 300 bis 400 mm, Fig. 4 eines solchen von 200–300 mm und Fig. 5 eines solchen unter 200 mm Durchmesser. Die Dauben für kleine Fässer zur Verpackung von Sardinen und Heringen werden häufig auf faßförmigen Sägen (Fig. 6) geschnitten, auf denen sie außer der Faßrundung eine der Längswölbung des Fasses entsprechende Form erhalten, so daß ein Biegen der Daube nachher nicht mehr nötig ist. Auch der Schlitten, auf dem das Holz ruht, wird auf einer der Faßwölbung entsprechenden Kurve der Säge zugeführt. Solche Dauben können unmittelbar zu Fässern zusammengesetzt werden. Für große Dauben haben faßförmige Sägen den Nachteil großen Holzverlustes. Das Fügen der Dauben oder die Ausarbeitung der bogenförmigen Gestalt derselben erfolgt auf älteren Maschinen durch eine Kreistage. Das Holz wird in entsprechenden bogenförmigen Führungen an der Säge entlang geführt. Bei anderen Maschinen werden große, schnell umlaufende Messerscheiben verwendet. Bei der Daubenfügemaschine, Fig. 7, werden die Dauben a auf eine der Form des Fasses entsprechende Auflage oder Schablone b aufgespannt. Diese ist an einem Bügel c befestigt, der um die Bolzen d drehbar ist. Die Drehachse der Bügel entspricht ihrer Lage nach der Mitte des herzustellenden Fasses. Wird der Bügel c nach der einen und dann nach der andern Seite herumgelegt, so wird dadurch die Daube gegen die Messerscheibe e gedrückt und in genau richtiger Form bearbeitet. Der Bügel und die Schablone lassen sich auswechseln. Starke Dauben lassen sich nicht so weit biegen, daß sie ohne Gefahr des Brechens auf dieser Maschine gefügt werden könnten. Man macht daher die Messerscheiben hohl (kegelförmig), so daß dadurch schon eine gerade Daube bauchig wird. Wenn sie dann noch ein wenig durchgebogen wird, so ist es leicht, ihr die erforderliche Gestalt zu geben. Ein Nachteil hohler [649] Messerscheiben ist, daß mit einer Messerscheibe nur Dauben von bestimmter Krümmung geschnitten werden können. Die Dauben konischer Fässer werden an einem zur Drehachse schräg gestellten Bügel befestigt und erhalten daher die richtige Verjüngung. Bei einer andern Art von Fügemaschinen kommen zwei Kreissägen oder Messerscheiben zur Verwendung, die so gegeneinander geneigt sind, daß die Schnittlinie ihrer Ebenen der Mittellinie des Fasses entspricht. Auch hierbei muß die Daube auf eine gekrümmte Schablone gespannt und mit dieser gegen die Sägen oder Messerscheiben geführt werden.
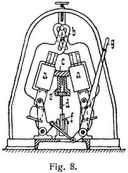
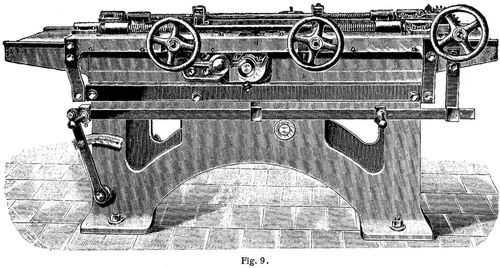
Das Biegen der Dauben auf eine Schablone wird bei einer Maschine, die in Fig. 8 schematisch dargestellt ist, vermieden. Die Achsen der beiden Messerköpfe a, a schneiden sich in einem der Mitte des Fasses entsprechenden Punkte b. Zwischen den Messerköpfen wird die Daube c hindurchgezogen, indem sie gesenkt und wieder gehoben wird, um ihr eine bauchige Form zu geben. Das gleichmäßige Heben und Senken wird durch die Schablone d bewirkt, auf welcher der die Daube tragende Schlitten e ruht, und die auf der Rolle f geführt wird. Die Messerköpfe lassen sich durch den Hebel g beliebig einstellen. Je nach der Form der Schablone d erhalten die Dauben verschiedene Gestalt. In ähnlicher Weise wirkt die Fügemaschine Fig. 9 [1], die 10–20 Dauben zugleich fügt. Diese werden in einen Schlitten gespannt, der über eine untenliegende Messerwelle hinweg geführt wird. Diese hebt und senkt sich nach einer auswechselbaren Schablone und gibt dadurch den Dauben die bauchige Gestalt. Häufig werden die Dauben heute, statt mit glatter Fuge, durch Nut und Feder nach Fig. 10 miteinander verbunden, wodurch ein vollkommenes Dichthalten und eine erhöhte Fertigkeit erzielt wird. Auch für derartige Dauben sind besondere Maschinen konstruiert worden. Der Verschub der Daube erfolgt durch Zahnstange oder endlose Kette.
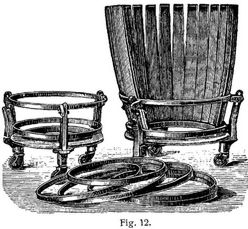
Die gefügten Dauben werden zu einem Faßrumpfe, Fig. II, zusammengesetzt, der durch eiserne Reifen zusammengehalten wird. Hierzu bedient man sich einer Aufsetzform, Fig. 12. Der Faßrumpf wird nun in kochendes Wasser oder unmittelbar in Dampf gestellt, bis die Dauben hinreichend weich geworden sind, um sich biegen zu lassen. Das Kochen erfolgt in viereckigen Kästen, das Dämpfen gewöhnlich in Dampfhauben, die über die Fässer gestülpt und in die von unten Dampf geleitet wird, das Erhitzen über Hitzhauben, die von innen geheizt und über welche die Fässer gestülpt werden. Nachdem die Dauben weich gemacht sind, werden ihre oberen Enden durch eine Faßwinde oder einen Faßzug zusammengezogen. Einen Faßzug für Handbetrieb s. Böttcherei, Fig. 15.
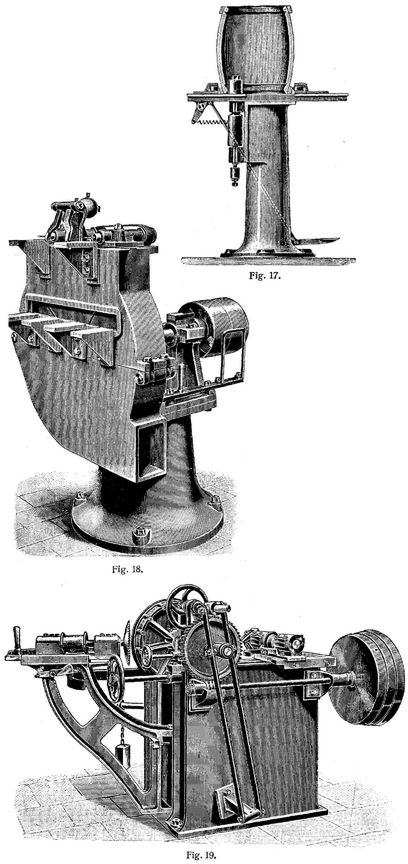
Bei der Faßwinde mit Maschinenbetrieb, Fig. 13, wird eine Drahtseilschlinge durch zwei [650] Kurbeln, die sich in entgegengesetztem Sinne drehen, abwechselnd zusammengezogen und wieder gelöst. Das Faß steht hierbei seitlich neben der Maschine. Auf das zusammengepreßte Faßende werden sodann Hilfsreifen gezogen, die sehr kräftig sind und eine Stärke von etwa 10 mm und eine Breite von 40–50 mm haben. Sie werden zusammengeschweißt und warm über einen Block, den Reifenblock, gezogen. Um die Reifen fetter auf das Faß zu ziehen, bedient man sich der Reifenauftreibmaschinen. Fig. 14 zeigt eine solche für Handbetrieb, Fig. 15 für Maschinenbetrieb. Die Anzugshebel, die sich gewöhnlich durch Federdruck leicht gegen das Faß legen, werden durch eine Spindel mit Hilfe von Kegelrädern nach abwärts gezogen. Für Fabriken, die große Mengen gleicher Fässer anfertigen, eignen sich Maschinen, in denen Faßwinde und Reifenauftreibmaschine vereinigt sind, die entweder durch hydraulischen Druck oder durch Transmission angetrieben werden. Bei der Maschine Fig. 16 wird der Tisch, der das Faß trägt, durch Zahnräder, Schnecke, Kurbel und Lenkstange gehoben und dadurch in die konische Haube gepreßt, deren innerer Raum die Form des Fasses hat. In Nuten der aufklappbaren Haube liegen zwei Hilfsreifen, die nach dem Oeffnen derselben auf dem Fasse sitzen bleiben. Bei Fässern, die vollkommen dicht sein müssen, werden die Reifen zweimal angezogen, unmittelbar nach dem Erwärmen und nach dem Trocknen, das dem Austreiben der Reifen folgt. Zum Trocknen werden die Fässer, deren obere Oeffnung verdeckt wird, über eiserne Oefen, Hitzhauben von der Form eines abgestumpften Kegels gestülpt, die durch Dampf oder unmittelbar durch Heizgase geheizt werden. – Der Faßrumpf gelangt nun zur Krösemaschine, auf der die Nut für den Boden, die Kröse, eingeschnitten und die Daubenenden abgehobelt und abgeschrägt werden. Die Fässer werden hierbei zwischen zwei sich langsam drehenden Ringen aufgenommen, während sich im Innern der Fässer an einem oder beiden[651] Enden derselben (einfache oder doppelte Krösemaschine) mit hoher Geschwindigkeit ein oder zwei Messerköpfe drehen, welche den Daubenkopf bearbeiten. Die Ringe sind auswechselbar, so daß Fässer verschiedener Größe auf derselben Maschine bearbeitet werden können. Der Messerkopf, der außer dem Kröseeisen zwei Abstemm- und zwei Aushobelmesser trägt, ist in zwei Richtungen einstellbar. Bei doppelten Krösemaschinen werden die beiden. Köpfe gleichzeitig durch einen Hebel gegen das Faß geführt. Eine als Tischfräse ausgebildete Krösemaschine zeigt die Fig. 17. Die Fässer sind nun zum Einsetzen der Böden fertig.
Die den Faßboden bildenden Stäbe werden zunächst auf einer Scheibenfügemaschine oder einer mit Messerkopf arbeitenden Hobelmaschine gefügt, die gewöhnlich mit einer Vorrichtung zum Bohren der Dübellöcher versehen ist. Auf der Bodenfügemaschine, Fig. 18, werden die Bodenstäbe durch die vorn sichtbare Oeffnung gegen die im Gehäuse rotierende Messerscheibe geführt. Oben trägt die Maschine die Dübellochbohrvorrichtung. Auch hat man besondere Bohrmaschinen für diesen Zweck. Die mit Hilfe besonderer Pressen zusammengedübelten Böden werden durch einfache oder doppelte Hobelmaschinen mit ein oder zwei Messerwellen glatt gehobelt. Der Boden gelangt dann zur Bodenrundschneidemaschine, Fig. 19. Auf dieser wird mit einer Konkavsäge der Boden aus einem eckigen Brett rund herausgeschnitten und der Rand durch einen im Innern der Konkavsäge befindlichen Fräskopf abgeschrägt und ihm das richtige Profil gegeben. Böden für kleine Fässer werden auch auf einer Drehbank gedreht.
Dem Ein setzen der Böden folgt das Abhobeln der Fässer auf einer Art Drehbank, in die das Faß eingespannt wird. Während das Faß sich dreht, wird der gewöhnlich an einem Gestell aufgehängte Hobel gegen das Faß gehalten.[652]
Den Beschluß der Arbeiten macht das Aufziehen der Reifen und das Bohren des Spundloches. Zum Aufziehen werden Maschinen nach Fig. 15 und 16 verwendet, die jedoch heute meistens durch hydraulischen Druck betrieben werden, weil dieser sich leichter regeln läßt, als ein durch Schraubenspindel hervorgebrachter Druck.
Zur Faßfabrikation gehört ferner die Herstellung der eisernen und hölzernen (geschälten und ungeschälten) Faßreifen sowie diejenige der Faßspunde. Eiserne Reifen werden auf Biege-, Loch-, Abscher- und Nietmaschinen bearbeitet und auf einem Futter (Reifenblock) konisch gestaltet. Schwere Reifen werden konisch gewalzt. Holzreifen, meistens Weidenbänder, werden mit der Hand geschält und gespalten, da es an geeigneten Maschinen hierfür noch fehlt. Dagegen erfolgt das Biegen auf besonderen Maschinen. – Die Spunde werden gedreht, wobei gleichzeitig drei Stähle zur Wirkung kommen, oder auf einer Maschine gepreßt. Zunächst werden kleine Holzwürfel durch ein zylindrisches Messer rund geschnitten und dann in eine konische Form gepreßt. Eine solche Maschine liefert täglich etwa 12000 Spunde.
Zu den Hilfsmaschinen gehören eine Reihe verschiedener Sägen, Messer- und Sägenschleifmaschinen, die Exhaustoranlage zum Absaugen des Holzstaubes und der Späne, die unmittelbar an die mit einem Gehäuse umgebenen Maschinen angeschlossen wird, ferner Trockenanlagen zum Trockenhalten der Holzvorräte u.a.
Folgende Patente sind über Faßfabrikation zu nennen: D.R.P. Nr. 99448, 103224, 104047, 104602, 107821, 108102, 114603, 115219, 116478, 118727, 118728, 119565, 120909, 121078, 121680, 127712, 128715, 130037, 130125, 131947, 132341, 136038, 140520, 144311, 145777, 146984, 151454, 152147, 152282, 154368, 155748, 159590, 161813.
Literatur: [1] Kataloge der Firma Anthon & Söhne, Flensburg. Ferner Katalog der Firma F.W. Hofmann, Fabrik für Holzbearbeitungsmaschinen in Breslau.
Dalchow.






Buchempfehlung
Gryphius, Andreas
Horribilicribrifax

Das 1663 erschienene Scherzspiel schildert verwickelte Liebeshändel und Verwechselungen voller Prahlerei und Feigheit um den Helden Don Horribilicribrifax von Donnerkeil auf Wüsthausen. Schließlich finden sich die Paare doch und Diener Florian freut sich: »Hochzeiten über Hochzeiten! Was werde ich Marcepan bekommen!«
74 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten II. Zehn Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für den zweiten Band eine weitere Sammlung von zehn romantischen Meistererzählungen zusammengestellt.
- Novalis Die Lehrlinge zu Sais
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Eine Geschichte vom Galgenmännlein
- E. T. A. Hoffmann Der goldne Topf
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Die Bettlerin vom Pont des Arts
428 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum