Pressen [1]
[207] Pressen bezeichnet allgemein die Ausübung eines ruhigen Drucks (Gegensatz: Schlag, Stoß) auf ein Material zu einem bestimmten Zweck mit Hilfe entsprechender Werkzeuge oder als solcher dienender Elemente. Die maschinellen Vorrichtungen zur Ausübung des Drucks werden teils direkt als Pressen bezeichnet, teils führen sie besondere Bezeichnungen (s. unten).
A. Verschiedene Arten des Pressens. Am häufigsten findet das Pressen mit Hilfe solcher Maschinen statt, die an ihrem Gestell einen beweglichen Teil besitzen, der sich gegen ein am Gestell festes Widerlager bewegt, so daß die Pressung zwischen diesem und dem bewegten Teil stattfindet. In der Regel ist die Bewegung dieses Teils eine geradlinige, seltener eine bogenförmige (s. unten). – Bei weichen Massen kann der Preßdruck mittels einer an einer Welle rotierenden Schraubenfläche erzielt werden (vgl. Strangpressen und Kernformmaschinen). – Bei zylindrischen Arbeitsstücken findet ein Pressen durch Rollen zwischen Stempeln (Preßbacken)[207] statt, von denen der eine seitlich sich gegen den andern bewegt, z.B. beim Rändeln der Münzplatten (s. Münze, Münzenherstellung, Bd. 6, S. 530, ferner Schraubenherstellung). – Der Druck auf das Arbeitsstück oder Werkzeug kann auch unmittelbar durch Wasser, Luft, Sand, mit Wasser oder Luft gefüllte Kissen u.s.w. erfolgen. Hierher gehört unter anderm das Hubersche Preßverfahren (s. Prägen und Stanzen). – Weiterhin kann das Pressen mit Hilfe von Rollen und Walzen erfolgen; über die hierhergehörigen Maschinen vgl. Walzen.
B. Die nähere Bezeichnung der Pressen erfolgt entweder nach dem Material, das auf ihnen bearbeitet wird, nach dem Verfahren oder dem Gewerbe, dem sie dienen, nach der Form, die das Material besitzt oder durch das Pressen annimmt, nach dem konstruktiven Aufbau oder der Art des Antriebs, nach besonderen Einrichtungen, nach dem Konstrukteur, wie die folgende alphabetische Uebersicht mit Verweisen ergibt.
Abgratpressen, s. Nietenherstellung, Schraubenherstellung, Schmieden, Zange.
Abpreßmaschinen, s. Buchbindereimaschinen.
Appreturpressen, s. Appretur.
Ausflußpressen, s. Kabelherstellung, Rohrherstellung, Stangenpressen und Teigpressen.
Balancierpressen, s. S. 211.
Baumwollballenpressen, s. S. 209 u. [8].
Biegepressen, s. Biegemaschinen, Kielplattenbiegemaschinen und Plattenbiegemaschinen.
Blei (draht-, rohr-, kabel-, platten-) pressen, s. Rohrherstellung, Kabelherstellung, Stangenpressen.
Bleiminenpressen, s. Bleistiftfabrikation und Teigpressen.
Blockpressen von Whitworth, Härmet, s. Lunker.
Bördelpressen, s.d. und Kümpeln, Bd. 5, S. 733.
Bolzenpressen, s. Nietenherstellung, Schraubenherstellung, Schmieden.
Brikettpressen, s. Brikettieren.
Buchbinderpressen, s. Buchbindereimaschinen, Farbendruck und Goldpressung.
Buchdruckpressen, s. Buchdruckmaschinen, Handpressen, Schnellpressen.
Bündelpresse, s.d.
Büttenpresse, s. Papierfabrikation.
Bulldozer, s. Schmieden.
Dampfpressen, s. S. 213 und Tuchfabrikation.
Dampfhydraulische Pressen, s. S. 216.
Daumenpressen, s. S. 211.
Dorneintreibepressen, s. S. 213.
(Blei-) Drahtpressen, s. Stangenpressen.
Drahtstiftpressen, s. Nagelherstellung.
Drainröhrenpressen, f, d.
Druckpressen, s. Buchdruckmaschinen.
Druckluftpressen, s. S. 213.
Elektrodenpressen, s. Teigpressen.
Erzbrikettpressen, s. Brikettieren und Ziegelpressen.
Etagenölpresse, s. Oelfabrikation.
Exzenterpresse, s. S. 209.
Fahrkartenstempelpresse, s.d.
Falzmaschinen, s.d.
Falzziegelpresse, s.d.
Faßwinde, Faßreifenauftreibmaschine, s. Faßfabrikation.
Festigkeitsprobiermaschinen, s.d. und Biegeprobe.
Filterpressen, s.d.
Formmaschinen (-pressen) für Gießereien, s. Preßformmaschinen und Kernformmaschinen.
Friktionsspindelpressen, s. S. 212.
Fruchtpressen, s. Saftpressen.
Furnierpressen, s. Bd. 4, S. 214.
Fußpressen, s. S. 209.
Futterpresse, s. Ensilage.
Garnpressen, s. Baumwollspinnerei, Bd. 1, S. 620, Bündelpresse.
Gautschpressen (Kautschpressen), s. Papierfabrikation, Bd. 6, S. 812 u. 815. Glättpressen, s.d.
Grünfutterpressen, s. Ensilage.
Handpressen, s. S. 209, 211, 213,215; ferner Buchdruckmaschinen, Bd. 2, S. 381.
Hebelpressen, s. S. 209.
Hefepresse, s. Preßhefe.
Heupressen, s. Strohpressen.
Huberpresse, s. Prägen und Stanzen.
Hydraulische Pressen, s. S. 213.
Hydropneumatische Presse, s. S. 217.
Hydrostatische Presse, s. Realsche Presse.
Kabelpressen, s. Kabel, Bd. 5, S. 246.
Kachelpresse, s.d.
Käsepresse, s. Käsebereitung, Bd. 5, S. 280.
Kammerpresse, s. Filterpressen, Bd. 4, S. 35.
Kastenölpressen, s. Oelfabrikation, Bd. 6, S. 762.
Kautschpresse, s. Papierfabrikation, Bd. 6, S. 812 und 815.
Keilpressen, s. S. 209 u. Oelfabrikation, Bd. 6, S. 762.
Kelterpressen, s. Saftpressen.
Kernformmaschine, s.d.
Klammermaschine, s. Bd. 5, S. 501.
Kniehebelpresse, s. S. 209.
Kohlenelektrodenpressen, s. Teigpressen.
Kohlenstiftpressen, s. Bogenlicht, Bd. 2, S. 171, und Teigpressen.
Kolbenpressen, s. S. 213.
Kopfpressen, s. Schmieden, Nietenherstellung, Bd. 6, S. 614, Schraubenherstellung.
Kümpelpressen, s. Bd. 5, S. 733.
Kupferdruckpresse, s. Kupferdruckmaschinen.
Kurbelpressen s. S. 209.
Leimpressen (Leimzwinge), s. Bd. 6, S. 132, s.a. Furnierpresse, Bd. 4, S. 214.
Lichtdruckpressen, s. Lichtdruckmaschinen.
Lithographiepressen, s. Steindruckmaschinen.
Lochpressen, s. Lochen, Bd. 6, S. 178 f.
Luppenpressen, s. Luppe und Schmiedepressen.
Makkaronipressen, s. Teigpressen und Teigwarenfabrikation.
Markiermaschinen, s. Stempeln.
Masselbrecher, s.d.
Metall (rohr-, stangen-) pressen, s. Rohrherstellung und Stangenpressen.
Muffelpresse, s.d.
Muldenpressen, s. Tuchfabrikation.
Mutternpressen, s. Schraubenherstellung.
Nachpresser, s. Ziegelfabrikation.
Nageleintreibepressen (Nägelmaschinen), s. Nageln, Bd. 6, S. 578.
Naßpressen, s. Ziegelfabrikation.
Nietenpressen, s. Nietenherstellung, Bd. 6, S. 613.
Nietpressen (Nietmaschinen), s. Nieten, Bd. 6, S. 615 f.
Nudelpressen, s. Teigpressen und Teigwarenfabrikation.
Obstpressen, s. Saftpressen.
Oelpressen, s. Oelfabrikation, Bd. 6, S. 762.
Packpressen, s. Bündelpresse; in der Buchdruckerei, s.v.w. Glättpresse, s.d.; s.v.w. Scheidepresse, s. Oelfabrikation und Zuckerfabrikation.
Paketierpressen, s. Bd. 6, S. 793.
Papiereimerpresse, s. Papiereimer, Bd. 6, S. 802.
Papierprägemaschine, s. Buntpapierfabrikation.
Pastillenpresse, s. Tablettenpresse.
Pendelpresse, s. S. 209.
Pillenpresse, s. Tablettenpresse.
Pneumatische (Preßluft-, Druckluft-) Presse, s. S. 213.
Prägepressen (Prägwerke), s. Edelmetallverarbeitung, Prägen, S. 202, und Münzenherstellung, Bd. 6, S. 531.
Pulverpressen, s. Geschoßtreibmittel, Bd. 4, S. 416 und 418, und Teigpressen.
Rad-, Räderpresse, s.d.
Rahmenpressen, s. Filterpresse, Bd. 4, S. 35.
Rammpresse, s. Oelfabrikation.
Realsche Presse, s.d.
Revolverpressen, s. Revolver.
Richtpressen, s. Richten.
Ring(öl) presse, s. Oelfabrikation, Bd. 6, S. 763.
Röhrenpressen, s. Rohrherstellung, Einspannvorrichtungen, Bd. 3, S. 256, und Strangpressen.
Romershausensche Presse, s.d.
Rotationspressen, s. Buchdruckmaschinen, Bd. 2, S. 383.
Säulenpressen, s. S. 212.
Saftpressen, s.d.
Scheidepressen, s. Saftpressen, Filterpressen, Oelfabrikation.
Scheren, s.d.
Schienenpresse, s. Schienenbiegemasch.
Schlammpresse, s. Filterpresse.
Schmiedepressen, s. Schmieden.
Schmierpressen, s. Schmieren.
Schneckenpressen, s. Ziegelfabrikation.
Schnellpressen, s.d. und Buchdruckmaschinen, Bd. 2, S. 382.
Schnittwarenpressen, s. Teigwarenfabrikation.
Schnitzelpresse, s. Zuckerfabrikation.
Schrämpressen, s. Hereintreibearbeit, Bd. 5, S. 48 und 49.
Schraubenpressen, s. S. 211.
Schwellenpresse, s. Schwellenherstellung.
Seifenpressen, s. Seife.
Seiherölpressen, s. Oelfabrikation, Bd. 6, S. 762.
Senkwerke, s. S. 212 und Münzenherstellung.
Spaltmaschinen, s. Spalten.
Spindelpressen, s. S. 211.
Spitzenpresse, s. Teigpressen.
Stangenpressen, s.d.
Stanzpressen, s. Stanzen.
Stauch- und Schweißmaschinen, s. Schmieden.
Steindruckpressen, 1. Steindruckmaschine.
Steinpressen, s.d.
Stempelpressen, s. Stempeln.
Strangpressen, s.d.
Strohpressen, s.d.
Subpresse, s. Lochen und Schnitt.
Tablettenpresse, s.d.
Teigpressen, s.d. und Teigwarenfabrikation.
Tiegel- (Druck-) pressen, s. Buchdruckmaschinen, Bd. 2, S. 382.
Tonröhrenpresse, s. Drainröhrenpressen.
(Ton- und Graphit-) Tiegelpressen, s. Tiegel.
Topfpressen, s.v.w. Seih erpressen, s. Oelfabrikation, Bd. 6, S. 763.
Torfpressen, s. Torfgewinnung.
Traubenpressen, s. Saftpressen.
Trockenpressen, s. Ziegelfabrikation.
Tubenpressen, s.d.
Tuchpressen, s. Tuchfabrikation.
Vergolderpressen, s. Goldpressung.
Vulkanisierpressen, s. Gummiwarenfabrikation, Bd. 4, S. 680.
Warenpressen, s.d.
Weinpressen, s. Saftpressen.
Wellblechpressen, s. Wellblechherstellung.
Wellpappenpresse, s. Pappesorten.
Wurstfüllmaschine, s. Fleischwarenfabrikation.
Zahnstangenpressen, s. S. 213.
Zangen, s.d.
Ziegelpressen, s. Ziegelfabrikation.
Ziehpressen, s. Ziehen.
Zylinderpressen, s. Tuchfabrikation.
[208] C. Hauptarten (Typen) von Pressen. Alle Pressenkonstruktionen kann man in eine Anzahl von Klassen, die bestimmten Typen entsprechen, einreihen. Diese Typen sind entweder ohne weiteres oder nach entsprechender Umgestaltung einzelner Teile und durch Ausstattung mit den jeweiligen Werkzeugen und sonstigen Vorrichtungen für die verschiedenen Zwecke und Arbeitsverfahren brauchbar, worüber das Nähere bei den einzelnen Artikeln (s. oben) bemerkt ist.
Die folgende Einteilung der Pressen ist auf Grund der zur Kraft- und Bewegungsübertragung verwendeten Mittel getroffen. Als solche dienen zunächst: Hebel, Kniehebel, Kurbel oder Exzenter, unrunde Scheiben (Daumen), Zahnstange und Rad, Schraubenspindel und Mutter, durch Druckwasser, Dampf oder Druckluft (Preßluft) betätigte Kolben. Diese können direkt zur Arbeitsübertragung dienen; häufig aber sind zwischen Preßstempel und eines dieser Elemente noch Hebel, Kniehebel oder Keile (einfach, doppelt oder [seiten] in Kombination) eingeschaltet. Vielfach wird die Bezeichnung von Pressen, bei welchen zwischen Kurbel oder Exzenter, unrunde Scheibe u.s.w. und Preßstempel die erwähnten Uebertragungselemente eingeschaltet sind, in unvollständiger Weise nur nach den letzteren gewählt; zweckmäßigerweise bezeichnet man sie aber nach beiden oder mehreren Elementen (z.B. Preßluft [kolben] kniehebelpresse) und reiht sie nicht bei den Hebel- u.s.w. pressen, sondern bei den Kurbel- u.s.w. pressen ein. Mit welchen Mitteln die Drehung der Kurbel-, Exzenter u.s.w. -welle oder die Erzeugung des Druckwassers erfolgt, d.h. mit andern Worten, welche Kraftübertragungsmittel auf die angegebenen für die Einteilung wesentlichen Elemente folgen, ist hierbei nebensächlich, so daß also z.B. hydraulische Pressen mit Schraubenspindeltreibapparat (s. unten) den Kolbenpressen zuzuzählen sind.
In einzelnen Fällen kann der Preßstempel auf seinem Arbeitsweg in verschiedener Weise betätigt werden, wenn z.B. auf einem Teil des Wegs keine oder nur geringe Widerstände zu überwinden sind. Ein Beispiel hierfür sind gewisse Arten von Baumwollballenpressen, bei denen die Vorpressung mittels durch Dampf betätigter Kolben, die Nachpressung durch Wasserdruck erfolgt [8]. Auch die Rückbewegung des Preßstempels erfolgt vielfach durch ein andres Mittel, wie z.B. durch das Eigengewicht des Preßstempels, gespannte Federn, Gegengewichte, Kolben, worüber unten Beispiele gegeben sind.
a) Hebelpressen. Hierher gehören nach obigem nur diejenigen Pressen, bei denen der Preßstempel unter direkter Belastung eines einarmigen, doppelarmigen oder Winkelhebels steht und auf den Hebelkraftarm nicht Kurbel, Exzenter, unrunde Scheibe, Schraubenspindel, Zahnstange oder Kolben einwirkt, da diese Pressen zweckmäßiger den durch diese Elemente gekennzeichneten Pressen zugerechnet werden. – Auf den Kraftarm der Hebelpressen kann ein Druck (mittels Hand oder Fuß, Druckstangen und als Zahndruck bei Ausbildung des Kraftarms als Zahn-, Schnecken- oder Schaltrad) oder ein Zug (mittels Hand und Arm, Zugstangen, Seilen oder Ketten) ausgeübt werden.
Beispiele von Hebelpressen: Handhebelpressen finden vorzugsweise als Lochmaschinen (-stanzen), s. Lochen, Bd. 6, S. 180, Scheren (s.d.), Zangen (s.d.) Verwendung; Biegemaschinen, s. Bd. 1, S. 782, Fig. 1–5, 7, Fußhebelpresse, s. Lochen, Bd. 6, S. 179, Fig. 12 und als Pendelpresse ebenda Fig. 11; Hebelpresse mit Seilzug, s. Biegemaschinen, Bd. 1, S. 784, Fig. 17.
Doppelhebelpressen (mit zwei hintereinander geschalteten Hebeln) finden sich vorzugsweise bei Scheren (s.d.) und Zangen (s.d.).
b) Kniehebelpressen. (Ueber die Verwendung des Kniehebels bei den unter d) bis h) aufgeführten Pressen s.d.) Die Verwendung des Kniehebels ist dann angebracht, wenn der Preßstempel auf seinem Weg zunächst keinen oder geringeren und nur am Ende desselben einen beträchtlichen Widerstand zu überwinden hat. Ein Beispiel einer Kniehebelpresse ist bei den Preßformmaschinen (s.d.) angegeben.
c) Keilpressen. Hierunter versteht man Pressen, bei welchen der mit einer Keilfläche versehene Preßschlitten mit Hilfe eines Keils verschoben wird, wobei der Keil mit Hilfe von Hammerschlägen eingetrieben wird [2], [3]. Betreffs der Verwendung des Keils bei andern Pressen s. unter d) bis h).
d) Kurbel- und Exzenterpressen. Für den Betrieb von Pressen kann das gewöhnliche Kurbelgetriebe und die Kurbelschleife (s. Bd. 6, S. 8, Fig. 2 und 3) Verwendung finden. Für kleine Hübe kann an die Stelle des rotierenden Kurbelzapfens das Exzenter treten, das gleichfalls in diesen beiden und in einer weiteren (s. unten) Anordnung verwendet wird; Kurbelpressen mit kleinem Hub werden vielfach auch als Exzenterpressen bezeichnet. Die Kurbelschleife wird vorzugsweise nur bei Lochmaschinen (s. Lochen) und Scheren (s.d.) angewendet, wobei die Gleitbahn für den Gleitstein (Gleitklotz) innerhalb des zu bewegenden Schlittens angeordnet wird (s. Kurbelschleife, Bd. 6, S. 8, Fig. 2); auch die Schubstange beim gewöhnlichen Kurbel- bezw. Exzentergetriebe wird (vorzugsweise bei Lochmaschinen [s. Lochen] und Scheren [s.d.]) in einen Ausschnitt des Schlittens verlegt, womit sich eine geringere Bauhöhe der Maschine ergibt. Im allgemeinen arbeiten die Kurbelpressen drückend, d.h. der Preßdruck wird bei der Bewegung des Schlittens von der Kurbelachse weg ausgeübt. – Die Kurbel- bezw. Exzenterpressen mit kleinem Hub und leichtem Schlitten zeichnen sich durch die Möglichkeit großer Hubzahl (in der Minute) und deshalb hohe Leistungsfähigkeit aus. Infolge des genau bestimmten Hubes sind sie für solche Preßarbeiten, bei denen bis zur Erreichung des Hubendes unzulässig große Preßdrücke auftreten können, sofern nicht nachgiebige Glieder eingeschaltet werden, nicht brauchbar. – Die Drehung der Kurbel- bezw. Exzenterwelle kann durch Handhebel, Knarre (s.d.) und Handhebel (s. unten), Knarre und Kurbelgetriebe (ohne oder mit Uebersetzung s. z.B. Lochen, Bd. 6, S. 180, Fig. 17 und 18), Schwinghebelantrieb (s. Lochen, Bd. 6, S. 182, Fig. 26), durch Transmission oder Elektromotor erfolgen. – Exzenterpressen, bei denen der auszuübende Druck verhältnismäßig gering ist, werden vielfach mit veränderlichem Hub[209] gebaut. Das Prinzip der Hubveränderung besteht hierbei darin, daß auf dem mit der Exzenterwelle fest verbundenen umlaufenden Zapfen eine exzentrisch ausgebohrte Büchse aufgeschoben und mit ihm in feste Verbindung gebracht wird. Bezeichnet r den Halbmesser des Kreises, den die Achse des festen Zapfens beschreibt, und e die Exzentrizität der Büchse, so ist der erreichbare kleinste Hub 2 (r – e) und der größte 2 (r + e). Genügen zwei Hubgrößen, so wird die Büchse mit zwei einander gegenüber liegenden Nuten versehen und zwecks Hub Veränderung auf dem mit Feder und Nut versehenen festen Zapfen umgesteckt; sind eine größere Anzahl von Hubgrößen notwendig, so wird die Verbindung zwischen Zapfen und Büchse durch eine entsprechende Zahl seitlich an der Büchse und an einer mit dem Zapfen in fester Verbindung stehenden Scheibe angebrachter Kupplungszähne hergestellt; soll die Verstellung des Hubs beliebig zwischen dem kleinsten und größten Hub erfolgen können, so versteht man die Büchse seitlich mit einem zum Zapfen konzentrischen Schneckenrad, wobei die Verdrehung der Büchse mit Hilfe einer mit dem Zapfen fest verbundenen Schnecke erfolgt. Diese letztere Anordnung findet man auch bei Kurbeln nach Fig. 2–4. – Ueber die Hubveränderung bei Kurbelpressen. mit großem Kurbelarm vgl. Schmieden, Shapingmaschinen, Stoßmaschinen.
Die Kurbel- und Exzenterpressen mit Transmissions- oder elektrischem Antrieb kommen in sehr verschiedenen Anordnungen vor, von denen die wichtigsten folgende sind:
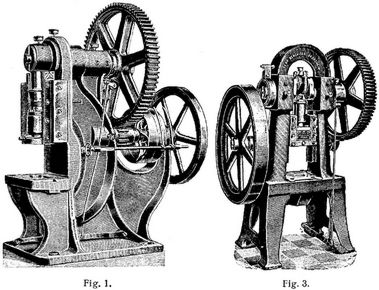
Einarmige Exzenterpresse (Fig. 1, L. Schuler in Göppingen). Diese Pressen werden auch mit ausrückbarer Räderübersetzung, um mit oder ohne Uebersetzung arbeiten zu können, und für leichtere Arbeiten ohne Uebersetzung gebaut. Der Körper wird in der Höhe des Tisches auch mit einer Durchbrechung versehen, um das zu verarbeitende Material eventuell von rückwärts zuführen zu können.
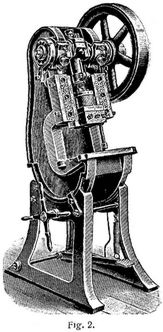
Doppelarmige (oder doppellagerige) Exzenterpressen (Fig. 2 mit ausladendem Gestell, Fr. Mönkemöller & Co. in Bonn-Dottendorf). Diese Pressen werden mit feststehendem senkrechtem oder schrägem oder wie in Fig. 2 schräg einstellbarem Gestell gebaut. Fig. 3 mit torartigem Gestell (geschlossene Kurbelpresse, Gebr. Benckiser in Pforzheim).
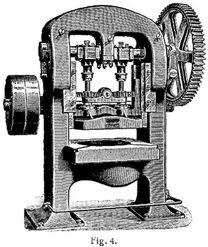
Für breitere Schlitten ordnet man zwei Exzenter bezw. Kurbeln an, wobei die Kurbelwelle unter Umständen noch durch ein Lager in der Mitte unterstützt wird, vgl. Fig. 4 (doppelständerige Doppelexzenterpresse, Fr. Mönkemöller & Co. in Bonn-Dottendorf).
Diese Exzenter- bezw. Kurbelpressen werden je nach Bedarf in folgenden Anordnungen ausgeführt: ohne oder – bei stark wechselndem Widerstand, welchen der Preßstempel zu überwinden hat – mit Schwungrad; ohne oder mit Räderübersetzung; ohne oder mit selbsttätiger Auslösung nach jedem Hub. Ueber die hierbei angewendeten Anordnungen von Kupplungen und Bremsen s. Kupplungen, Bd. 5, S. 796, Fig. 20, und [4]–[7].
Um die Kurbel- oder Exzenterpressen Werkzeugen und Arbeitsstücken von verschiedener Höhe anpassen und die Werkzeuge genau einstellen zu können, werden u.a. folgende Mittel angewendet: mehrteilige, durch Verschrauben zu verkürzende oder zu verlängernde Pleuelstange [4], [6]; der Exzenterbügel wird mit einer exzentrisch ausgebohrten Büchse versehen, die verdreht und innerhalb des Exzenterbügels festgeklemmt werden kann [2], [4] u.a.:[210]
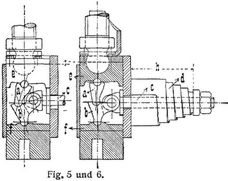
ferner wird der Tisch am Gestell verschiebbar angeordnet, vgl. Fig. 11. – Um die Ueberschreitung eines bestimmten Höchstdruckes unmöglich zu machen, versieht man die Exzenter- und Kurbelpressen bisweilen mit selbsttätigen Druckreglern, die im Stößel oder im Tisch angeordnet werden. Ein Beispiel eines derartigen Druckreglers ist in Fig. 5 und 6 (Wittlinger & Co. in Zuffenhausen-Stuttgart) gegeben. Er ist im Stößel oder auch im Tisch angeordnet und besteht aus den beiden beweglichen Gelenkteilen a und b, Federstange c, Feder d, Kugelpfanne e und Druckplatte f. Bei Ueberschreitung des durch die Feder einstellbaren Höchstdrucks schwingen die Gelenkteile a und b um den Stahlbolzen der Kugelpfanne e und im Sattel der Druckplatte f. – Ein Druckregler mit Keil und Feder ist von Wilzin (D.R.P.) angegeben und wird von der Firma Bliß & Co. in Brooklyn an ihren Pressen angewendet.
Exzenter- und Kurbelpressen mit Hebeln und Kniehebeln. Die Einschaltung eines Hebels zwischen Exzenter- bezw. Kurbelschubstange wird entweder nur zu dem Zweck gewählt, den Antrieb unten an das Gestell der Maschine zu legen (in gleicher Weise wie bei den Kurbelhämmern, s. Bd. 6, S. 5, Fig. 3) oder zum Zweck der Kraftübersetzung. Zu letzterem Zweck wird insbesondere auch der Kniehebel (Kniegelenk) verwendet.
Ein Beispiel einer Kurbelkniehebelpresse ist die von Uhlhorn herrührende Prägepresse; s. Münze, Münzenherstellung, Bd. 6, S. 531, Fig. 8–11.
e) Pressen mit Betrieb durch unrunde Scheiben (Daumenpressen). Die Verwendung unrunder Scheiben hat den Vorteil, daß man die Bewegung des Preßschlittens durch entsprechende Gestaltung der Scheibe in beliebiger Weise regeln und ihn nach Bedarf auch einige Zeit ganz stillstehen lassen kann. Besitzt die unrunde Scheibe die Form eines Exzenters, so unterscheiden sich die hierhergehörigen Pressen von den obenerwähnten Exzenterpressen durch das Fehlen des Exzenterbügels bezw. Gleitsteins. – Zur Verminderung der Reibung bringt man in der Regel an dem Preßschlitten eine Rolle an, die auf der Scheibe gleitet. Derartige Scheiben zur direkten Bewegung von Preßschlitten, werden z.B. bei Ziehpressen (s. Ziehen) zur Bewegung des Blechhalterschlittens angewendet.
Besonders häufig findet man bei diesen Pressen Hebel und Kniehebel zur Kraftübertragung angewendet, so z.B. bei Schmiedemaschinen (s. Schmieden), Lochmaschinen (s. Lochen, Bd. 6, S. 181, Fig. 22), Scheren (s.d.). Man zieht diese Anordnung bei großen Widerständen dem direkten Antrieb durch Kurbel oder Exzenter vor, weil bei letzteren infolge der in der Regel nicht zu vermeidenden hohen spezifischen Pressung zwischen Exzenter bezw. Kurbelzapfen und der zugehörigen Bügel, Lager oder Gleitsteine rasche Abnutzung sich zeigt, während bei jenen wegen der Hebelübersetzung sich günstigere Verhältnisse erzielen lassen.
f) Spindelpressen (Schraubenpressen). Schraubenspindel und Mutter eignen sich für Pressen wegen der Einfachheit der Pressenanordnungen und der Erzielung starken Preßdrucks infolge hoher Uebersetzung besonders gut. – Sollen die Spindelpressen einen nur kurz andauernden und während eines kleinen Weges des Preßstempels wirksamen hohen Preßdruck ausüben, so versieht man sie mit Schwungmassen, die man vor Beginn der Pressung in rasche Umdrehung versetzt, so. daß sie einen entsprechenden Betrag lebendiger Kraft in sich aufnehmen, die beim Auftreffen des Preßstempels auf das Arbeitsstück infolge der starken Geschwindigkeitsverminderung auf kurzem Weg als hoher Preßdruck zur Wirkung kommt und beträchtliche Widerstände trotz des kleinen zur Beschleunigung der Schwungmassen verwendeten Drehmoments zu überwinden gestattet. Tritt dagegen der Preßdruck während eines längeren Weges des Preßschlittens auf, so kann von diesem Vorteil der Schwungmassen kein Gebrauch gemacht werden, und es muß ein entsprechend großes Drehmoment zur Ueberwindung des Widerstands beim Pressen zur Verfügung stehen. –
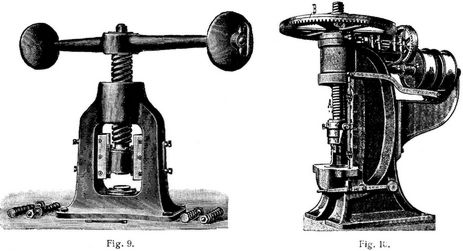
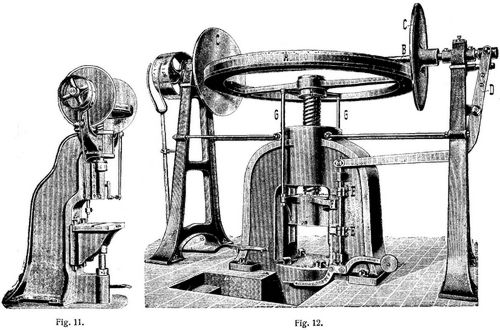
Für Pressen, mit denen ein länger andauernder Preßdruck aufrechterhalten werden muß, ist die Steigung der Schraubenspindel so gering zu wählen, daß Selbstsperrung eintritt. Die Spindelpressen werden mit fester Mutter im Gestell (Fig. 7–12) oder im Schlitten (Fig. 13) ausgeführt. Bei Handspindelpressen mit geringer Steigung für langandauernden Preßdruck (wie z.B. bei Obst- Frucht-, Filter-, Furnierpressen, s. Bd. 4, S. 214, Fig. 1 und 2) wird die Spindel durch Handrad, Handhebel und Knarre mit Hebel gedreht. – Handspindelpressen mit Schwunggewichten an den Hebelarmen (auch als Balanciers, Balancierpressen bezeichnet) sind in Fig. 7–9 dargestellt. Fig. 7 zeigt eine einarmige Handspindelpresse (L. Schuler in[211] Göppingen) mit durchbrochenem Körper, die im Gegensatz zu Pressen mit geschlossenem Körper das Durchschieben des Materials auch durch die Körperöffnung gestatten. Fig. 8 (L. Schuler in Göppingen) und Fig. 9 (Deutsche Waffen- und Munitionsfabriken, Karlsruhe) Handspindelpressen mit torartigem (geschlossenem) Gestell: Fig. 8 gewöhnlich als Säulenpresse, Fig. 9 als doppelarmige Spindelpresse (Senkwerk) bezeichnet. Zu den Pressen mit fester Mutter im Gestell gehört ferner die Spindelpresse Fig. 10 (L. Schuler in Göppingen). Die mit dem Stößel verbundene längsgenutete Spindel A wird durch das mit einer Feder (Keil) versehene Kegelrad B gedreht, wobei sie sich gleichzeitig infolge der im Gestell angeordneten (eingeschnittenen) Mutter in der Richtung ihrer Achse verschiebt. Der Antrieb erfolgt mittels Reibungskupplung durch offenen und gekreuzten Riemen. Mit Hilfe verstellbarer Anschläge kann die Bewegung des Stößels beim Auf- und Niedergang in jeder beliebigen Lage begrenzt werden. Von besonderer Wichtigkeit sind die hierhergehörigen Friktionsspindelpressen (Fig. 11 und 12, L. Schuler in Göppingen), die mit einarmigem (Fig. 11) und torartigem (Fig. 12) Gestell ausgeführt werden. Bei letzterem besteht das Gestell in der Regel aus einem Gußstück, nur bei Pressen mit großer Oeffnung wird die Presse als Säulenpresse (mit zwei oder vier Säulen) ausgeführt. Das Gewinde wird in der Regel direkt in den Gußkörper eingeschnitten. An dem oberen Ende der Spindel sitzt die als Schwungrad ausgebildete Friktionsscheibe A (Fig. 12), die ihre Bewegung bei der Abwärtsbewegung von der einen der beiden auf der mittels Hebel D verschiebbaren Welle B sitzenden Friktionsscheiben C C erhält. Die Verschiebung der Friktionsscheiben kann von Hand oder automatisch mit Hilfe der beiden verstellbaren Anschläge E E von dem Ansatz F am Schlitten G erfolgen. Die Aufwärtsbewegung des Stößels erfolgt durch die Zugstangen G G, die an der auf der Spindel[212] sitzenden Traverse H aufgehängt sind. – Eine rechnerische Verfolgung der Vorgänge beim Betrieb einer Friktionspresse ist in [2] enthalten. – Um die Ueberschreitung eines bestimmten Drucks unmöglich zu machen, wird nach D.R.P. Nr. 195367 die Schwungmasse des Schwungrads an seinem Kranz so beteiligt, daß sie gegenüber diesem gleiten kann.
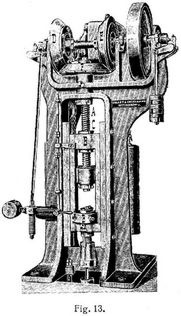
Die Friktionsspindelpressen System Vincent, Fig. 13 (Collet & Engelhard in Offenbach a. M.) besitzen eine festgelagerte, durch Kegelfriktionsräder gedrehte Spindel A, welche die im Stößel B feste Mutter C auf und ab bewegt. Die verschiebbaren konischen Friktionsscheiben D und E werden jeweils gegen die auf der Spindel A sitzende Scheibe F angepreßt.
Spindelpressen mit Hebel und Kniehebel. Beispiele hierfür finden sich im Art. Lochen (Bd. 6, S. 180, Fig. 13), Nieten (Bd. 6, S. 621, Fig. 27).
Lieber hydraulische Druckübersetzer (Treibapparate) mit Schraubenspindeln s. S. 217.
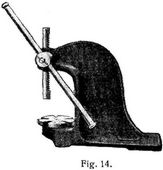
g) Zahnstangenpressen. Zahnstangen in fester Verbindung mit dem Preßschlitten werden im allgemeinen seiten verwendet. Ein Beispiel hierfür zeigt die Hebeldorneintreibpresse (Fig. 14, A.H. Schütte in Cöln a. Rh.), die dazu dient, in die Naben von abzudrehenden Arbeitsstücken Drehdorne ein- und auszutreiben. Das Arbeitsstück wird auf die drehbare, mit Einschnitten für verschiedene Dorndurchmesser versehene Scheibe gesetzt und der Dorn mit dem durch langen Druckhebel und Zahnstangengetriebe bewegten Preßstempel ein- oder ausgetrieben. Bei größeren Dorneintreibpressen dieser Firma wird das Zahnrad durch eine Knarre (s.d.) gedreht, deren Schaltzahn sich in der oberen Ruhestellung selbst auslöst, so daß man den Preßstempel mit einem Handrad, das auf der Zahnradwelle sitzt, schnell heben und senken kann. Für Arbeitsstücke sehr verschiedener Höhe kann auch der Tisch verstellbar eingerichtet werden. – Eine weitere Zahnstangenpresse s. Bd. 3, S. 360, Fig. 26 und 26 a.
h) Kolbenpressen. Die folgenden Pressen weisen als kennzeichnendes Merkmal Zylinder und Kolben auf. In der Regel ist der Zylinder am Gestell der Presse befestigt und der verschiebbare Kolben der Presse (Arbeitskolben) übt direkt oder unter Zwischenschaltung von Elementen, wie Hebel, Keil, den Preßdruck aus (seltener ist der Kolben fest und der Zylinder verschiebbar). Hinter dem Kolben der Presse wirkt als Treibmittel Dampf, Preßluft (Druckluft) oder Druckwasser.
1. Pressen mit Dampf- und Preßluftbetrieb. Im nachfolgenden sind nur diejenigen Pressen behandelt, bei denen auf den Arbeitskolben Dampf bezw. Preßluft (von 5–8 Atmosphären Pressung, vgl. a. Preßluft und Kraftübertragung, pneumatische, Bd. 5, S. 660) wirkt. Betreffs derjenigen Pressen, bei denen hinter dem Arbeitskolben Druckwasser wirkt, das von einem Dampf- oder Preßlufttreibapparat geliefert wird, s. unten S. 216.
α) Direkt wirkende Dampf- oder Druckluftpressen werden wegen des hohen Dampf- bezw. Preßluftverbrauchs und der oft unbequem großen Zylinderabmessungen seiten angewendet, Beispiel s. Nieten, Bd. 6, S. 621, Fig. 26. Um eine Anpassung des Preßdrucks dem Widerstand entsprechend vornehmen zu können, schaltet man mehrere Zylinder hintereinander, verbindet die Kolben durch Kolbenstangen und läßt je nach Bedarf Dampf bezw. Preßluft in einen oder mehrere Zylinder eintreten [1].
β) Indirekt wirkende Dampf- oder Druckluftpressen. Der Dampf- oder Druckluftkolben wirkt in der Regel auf einen Kniehebel oder einen Rollenkamm. Diese Pressen dienen für solche Zwecke, bei denen ein größerer Weg des Preßstempels unter gar keinem oder geringem Widerstand zurückzulegen ist und nur ein kräftiger Enddruck erforderlich ist. Infolge der eingeschalteten Uebersetzung wird der Kolbendurchmesser gegenüber den direkt wirkenden Pressen kleiner und deshalb der Dampf- bezw. Preßluftverbrauch ein geringerer. Beispiele s. Nieten, Bd. 6, S. 620, Fig. 22–24, Druckluftwerkzeuge, Bd. 3, S. 128, Fig. 1–3.
Zwecks Ersparung von Dampf oder Preßluft kann der für die Pressung gebrauchte Dampf zum Rückbewegen des Preßstempels verwendet werden; vgl. Druckluftwerkzeuge, Bd. 3, S. 128, Fig. 2, und Nieten, Bd. 6, S. 620 und 621.
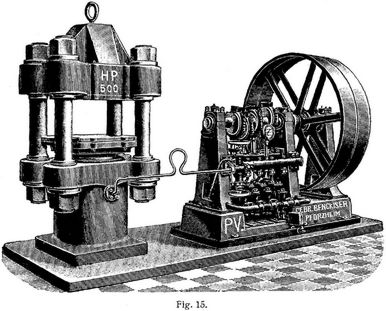
2. Pressen mit Druckwasserbetrieb (hydraulische Pressen). Eine hydraulische Preßeinrichtung besteht aus α) der eigentlichen Presse, β) den zur Betätigung der Presse dienenden Einrichtungen (vgl. Fig. 15–24).
Zu α). Eine (direkt wirkende) hydraulische Presse (vgl. Fig. 15) baut sich aus Preßzylinder samt Kolben, Widerlager (Kopfstück, Kapital) und dem den Preßzylinder und das Widerlager verbindenden Gestellten, in der Regel aus (zwei bis vier) Zugstangen (Säulen) bestehend, auf. – Der Preßzylinder ist mit Augen zur Aufnahme der Zugstangen versehen oder häufig als besonderer Teil in dem Preßhaupt (Brille) eingesetzt, s.a. Preßzylinder. – Konstruktive Rücksichten erfordern bisweilen an Stelle eines einzigen die Anordnung von zwei oder drei Preßzylindern, die auf einen gemeinsamen Preßbalken (Sattel) wirken, z.B. bei großen[213] Schmiedepressen, s. Schmieden, bei Schwellenpressen, s. Schwellenherstellung u.a. Zwei und mehr in der Regel unabhängig voneinander zu betätigende Zylinder sind ferner bei Spezialpressen angeordnet, wie z.B. bei den Kümpelpressen, s. Kümpeln, Bd. 5, S. 733, Fig. 1, 2, 5–7, bei Nietmaschinen mit Blechschlußvorrichtung, s. Nieten, Bd. 6, S. 619, Fig. 19–21, bei Ziehpressen, s. Ziehen. Beispiele indirekt wirkender hydraulischer Pressen s. Nieten, Bd. 6, S. 618, Fig. 16 und 17, Plattenbiegemaschinen, S. 153, Fig. 2, und Scheren.
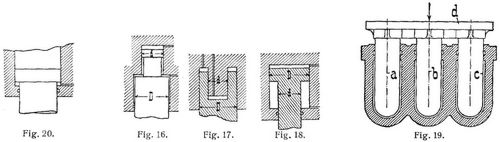
Besonders zu berücksichtigen sind die Zylinder- und Kolbenanordnungen, welche den Zweck haben, bei gegebener Größe des Wasserdrucks den Preßdruck dem Widerstand entsprechend anpassen zu können. Da der auf den Preßstempel (-balken, -sattel) wirksame Gesamtdruck aus Einzeldrücken zusammengesetzt werden kann, die in gleicher oder entgegengesetzter Richtung und in derselben Achse oder parallel zueinander wirken können, so sind eine ganze Reihe von Anordnungen möglich, von denen als bei hydraulischen Pressen vorzugsweise angewendet zu erwähnen sind: in gleicher Achse und Richtung wirkende Drücke (Fig. 16 und 17) mit drei Druckflächen entsprechend drei Druckstufen P1 = 1/4 π d2 p, P2 = 1/4 π (D2 – d2) p und P3 = 1/4 π D2 p kg (p Wasserdruck in Kilogramm/Quadratzentimetern, d und D in Zentimetern) in gleicher Achse und entgegengesetzter Richtung wirkende Einzeldrücke (Fig. 18). Eine weitere hierhergehörige Anordnung s. Nieten, Bd. 6, S. 618, Fig. 18. Durch Pressen, die zwei für sich zu betätigende Preßstempel besitzen, kann vielfach eine Abstufung des Preßdrucks erfolgen, s. z.B. Nieten, Bd. 6, S. 619, Fig. 19. Anordnungen von Preßzylindern und Kolben, die eine größere Anzahl in gleicher oder entgegengesetzter Richtung wirkende Einzeldrücke ergeben und somit eine größere Anzahl von Abstufungen des Gesamtdrucks zulassen s. [1]. Fig. 19 zeigt eine Anordnung mit drei gleichen Zylindern, die auf einen gemeinsamen Preßbalken wirken, der, je nachdem man Druckwasser in den mittleren, die beiden äußeren oder in alle drei Zylinder eintreten läßt, drei Druckstufen P1 = 1/4 π d2 p; P2 = 2 · 1/4 π d2 p; P3 = 3 · 1/4 π d2 p ergibt, lieber die Aenderung des Preßdrucks durch Aenderung des Wasserdrucks s. unten S. 215 und 216.
Rückführen des Preßstempels. Sofern nicht der Preßstempel samt zugehörigen Teilen durch das Eigengewicht zurücksinkt, sind besondere Einrichtungen notwendig, um den Preßstempel zurückzuführen. Hierfür werden bei hydraulischen Pressen verwendet:
1. Gegengewichte, die beim Arbeitshub der Presse gehoben werden und beim Ablassen des Druckwassers den Preßstempel zurückdrücken. Bei kleinen Pressen verwendet man bisweilen Federn, die beim Arbeitshub der Presse gespannt werden.
2. Rückzugsflächen am Preßkolben (Fig. 20). Durch Eintretenlassen von Druckwasser in den ringförmigen Raum findet der Rückzug des Preßstempels statt. Um die Steuerung zu vereinfachen, läßt man die Rückzugsfläche durch Verbindung mit einem Akkumulator oder mit einem Windkessel stetig unter Wasserdruck. Da es sich für die Rückführung des Preßstempels um geringe Kräfte handelt, so verwendet man bisweilen einen kleinen, schwach belasteten Akkumulator, dessen Belastungsgewicht beim Arbeitshub der Presse infolge des Zurückdrängens des Wassers gehoben wird, während es beim Ablassen des beim Pressen gebrauchten Wassers den Preßstempel ohne weiteres zurückführt. – Bei Anordnung eines Windkessels, der mit dem Preßzylinder in Verbindung steht, wird die Spannung darin enthaltener Luft beim Arbeitshub der Presse infolge der Volumverminderung erhöht; beim Ablassen des Preßwassers treibt die gespannte Luft den Preßstempel zurück.[214]
3. Rückzugszylinder- und -kolben, die am Gestell der Presse beteiligt sind und direkt oder durch Zug- oder Druckstangen u.s.w. den Preßstempel zurückführen. Wirkt in den Rückzugszylindern Druckwasser, so gilt das gleiche wie bei den Rückzugsflächen bemerkt. Sehr häufig wird aber auch Dampf (seltener Preßluft) zur Betätigung der Rückzugszylinder- und -kolben angewendet. – Bei hydraulischen Pressen mit Treibapparaten (s. unten S. 216) kann auch der Verdrängerkolben den Rückzug des Preßstempels besorgen, vgl. [1].
Besonderheiten der hydraulischen Pressen. Um eine Presse der wechselnden Größe (Höhe) der Werkzeuge und Arbeitsstücke durch Veränderung der Entfernung zwischen Widerlager und Preßstempel anzupassen, findet man folgende Anordnungen: 1. Am Preßstempel oder am Widerlager werden zur Ausgleichung Zwischenstücke entsprechender Dicke beteiligt oder durch Schrauben verstellbare Preßplatten angebracht. 2. Widerlager oder (seltener) Preßzylinder werden einander durch Verschieben auf den Zugstangen (Säulen) genähert oder voneinander entfernt. Um diese Verstellung leicht vornehmen zu können, werden Schraubenspindeln und (Druckwasser-)Hebezylinder angewendet. Beispiele hierfür bei Schmiedepressen s. Schmieden, bei Ziehpressen s. Ziehen u.a. – Ausschwenkbare und ausfahrbare Widerlager finden sich bei Preßformmaschinen (s.d.), Pressen mit leicht abnehmbarem Widerlager, durchbrochenem Widerlager, mit Widerlager als Füllzylinder s. Rohrherstellung, Strangpressen und Teigpressen, Pressen mit drehbarem Tisch s. Steinpressen und Preßformmaschinen.
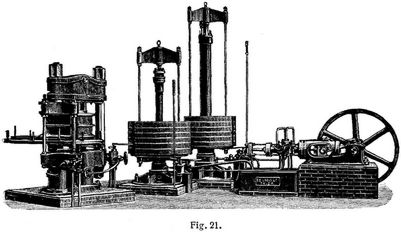
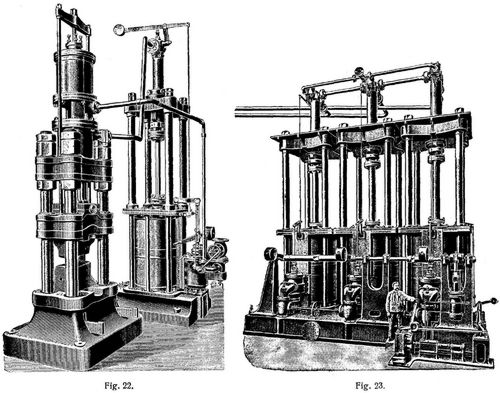
Zu β). Das zur Betätigung der Pressen notwendige Druckwasser kann in den Preßzylinder entweder 1. durch Preßpumpen direkt (Fig. 15) oder 2. von einem oder mehreren durch Preßpumpen gespeisten Druckwasserakkumulatoren (Fig. 21, s. unten) oder 3. von einem Dampf-(seltener Preßluft- oder Druckwasser-) treibapparat (Druckübersetzer, Fig. 22, s. unten), 4. von einem Schraubenspindel- oder Zahnstangentreibapparat (s. unten) geliefert werden. Bei der Bewegung des Preßstempels ist zwischen dem Heranbewegen des Preßstempels (Zusammenschieben, Füllen der Presse) und der eigentlichen Pressung zu unterscheiden. Um jenes mit möglichster Raschheit und geringstem Arbeitsverlust zu vollziehen, werden besondere Einrichtungen getroffen.
Pressen mit direktem Pumpenbetrieb. Bei Handbetrieb ordnet man zwei Handpreßpumpen nebeneinander an, von denen die eine größere Wassermengen zum Zusammenschieben der Presse liefert, aber nur geringen Wasserdruck zu erzielen gestattet, während die zweite nur geringe Wassermengen in den Preßzylinder fördert, aber einen großen Widerstand zu überwinden gestattet. Preßpumpen mit motorischem Antrieb erhalten eine Anzahl (bis zu acht) Pumpenzylinder; diese besitzen entweder alle gleichen oder verschieden großen Durchmesser und befinden sich gleichzeitig während der Füllung einer bezw. mehrerer Pressen im Betrieb, während sie mit wachsendem Widerstand nacheinander, und zwar zunächst der größte, selbsttätig ausgeschaltet werden. Beim Betrieb einer größeren Anzahl von Pressen findet man auch die Anordnung, daß die Preßpumpe zum Füllen zwei oder mehr Zylinder mit großem Durchmesser besitzt und daß diese eine allen Pressen gemeinsame Niederdruckleitung speisen. – In die Leitungen zwischen Preßpumpe und Pressen sind Preßstöcke eingebaut, welche die zur Steuerung notwendigen Steuerorgane enthalten; bei Handpreßpumpen ist eine Preßschraube zum Ablassen des Wassers aus dem Zylinder angeordnet.
Bei den Pressen mit Akkumulatorbetrieb (Fig. 21, hydraulische Presse mit zwei Akkumulatoren für niedrigeren und höheren Wasserdruck) ist zwischen die Preßpumpe und eine oder mehrere Pressen ein Akkumulator (Druckwasserspeicher) und in die Zuleitung zu den Pressen eine Steuerung (Sperrstock) eingeschaltet. Der Akkumulator besteht aus einem senkrecht stehenden, oben offenen Zylinder, in dem ein unter äußerer Belastung stehender Tauchkolben durch das von der Pumpe gelieferte Druckwasser gehoben wird; öffnet man den Zufluß nach der Presse, so wird durch den belasteten Tauchkolben des Akkumulators das in ihm enthaltene Wasser nach der Presse gedrückt und diese betätigt. Der Akkumulatorbetrieb hat den Vorteil, daß dem Akkumulator größere Druckwassermengen entnommen werden können, so daß rasches Pressen trotz kleinerer Preßpumpe, welche das Druckwasser des Akkumulators während der Betriebspausen ergänzen kann, ermöglicht wird. – An Stelle der obenangegebenen Anordnung eines Akkumulators findet man auch einen feststehenden Kolben, über den sich ein belasteter Zylinder verschiebt; dicker Kolben kann auch als Differentialkolben ausgebildet sein, so daß der Zylinder mit einer unteren und oberen Stopfbüchse an dem auch oben beteiligten Kolben gut geführt ist.
Die äußere Belastung des Akkumulators kann mit feilen Massen (Gewichtsakkumulatoren) erfolgen. Diese hängen entweder als gußeiserne Ringe an Tragstangen oder als Mauerwerk auf einer Unterlage, welche an dem beweglichen Kolben (bezw. Zylinder) des Akkumulators beteiligt[215] ist oder liegen als lose Massen, wie Roheisenmasseln, Eisenabfälle, Drehspäne, Steine, Schlacken, Erde u. dergl., in einem an dem Kolben (bezw. Zylinder) angehängten Behälter, der ferner auch mit Wasser gefüllt als Belastungsgewicht und als Reservoir dient. Zu achten ist bei allen Anordnungen auf eine gute Zugänglichkeit der Stopfbüchsen.
Die Gewichtsakkumulatoren werden auch, um eine Abstufung des Wasserdrucks zu erzielen, mit an- und abhängbaren Gewichten (s. Nieten, Bd. 6, S. 616, Fig. 8) ausgestattet; solche Akkumulatoren werden in den Fällen verwendet, wo längere Zeit hindurch ein höherer oder niedrigerer Druck notwendig ist, wie z.B. bei Nietmaschinen. – Eine andre, bequemere Regelung des Wasserdrucks läßt sich durch Anwendung mehrerer, z.B. dreier Zylinder an einem Akkumulator bewirken. Ist das Belastungsgewicht durch die drei Kolben gehoben, so wird das Wasser in den drei Zylindern unter einem vom Gewicht der auf ihnen ruhenden Massen und der Summe der drei Kolbenflächen abhängigen Druck stehen; setzt man den inneren oder die beiden äußeren der drei Zylinder in Verbindung mit der Abflußleitung, so steht das Wasser – der kleineren Kolbenfläche entsprechend – unter höheren Drücken. Dasselbe ergibt sich bei einer der Fig. 17 entsprechenden Zylinderkonstruktion des Akkumulators von Heinrich [1].
Bei großen Massen und größerer Geschwindigkeit des sinkenden Akkumulatorgewichts: können beim plötzlichen Absperren der Zuleitung zur Presse sehr heftige Stöße entstehen, welche die Leitungen gefährden können. Wesentlich geringere Massen – und deshalb ohne die angegebenen Nachteile – weisen die Dampf- und Luftdruckakkumulatoren auf. Ihr Wesen besteht darin, daß der bewegliche, auf dem Druckwasser ruhende Kolben des Akkumulators, einen zweiten Kolben von größerem Durchmesser trägt, der sich in einem mit dem Druckwasserzylinder verbundenen Zylinder bewegt und unter Dampfdruck durch Verbindung mit einem Dampfkessel bezw. dem Druck der eingeschlossenen zusammengepreßten Luft (oder Kohlensäure) steht. Weiteres über die Luftdruckakkumulatoren s. Bd. 6, S. 245 mit Figur.
Die Pressen mit Treibapparaten (Fig. 22, Breuer, Schumacher & Co. in Kalk bei Cöln) bestehen im wesentlichen aus dem Preßzylinder (mit Preß- oder Arbeitskolben) und einem mit ihm in Verbindung stehenden Zylinder mit einem Tauchkolben (Verdrängerkolben), wobei alle Räume mit Wasser ausgefüllt sind. Beim Hineindrücken des Tauchkolbens in seinen Zylinder treibt das verdrängte Wasser den Preßkolben aus seinem Zylinder heraus. Der Wasserdruck steht in direktem Verhältnis zur Größe der auf den Verdrängerkolben wirkenden Kraft und in umgekehrtem Verhältnis zu seiner Kolbenfläche.
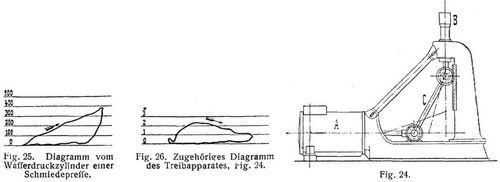
Die Bewegung und Beladung des Verdrängerkolbens erfolgt bei den Dampf-, Preßluft- oder Druckwassertreibapparaten durch Verbinden des Verdrängerkolbens und seines Zylinders mit einem Dampf- u.s.w. treibkolben und zugehörigem Zylinder. Da die Kolbenfläche des Treibkolbens gegenüber derjenigen des Verdrängerkolbens wesentlich größer ist, also eine Uebersetzung des Dampfdrucks in Wasserdruck in umgekehrtem Verhältnis der Kolbenflächen stattfindet, so bezeichnet man diese Treibapparate auch als Druckübersetzer (Multiplikatoren). Bei Dampf als Treibmittel bezeichnet man sie auch als dampfhydraulische[216] Treibapparate (Druckübersetzer), bei Preßluft als hydropneumatische. Die Treibapparate sind entweder seitwärts von der zugehörigen Presse aufgeteilt und mit ihr durch eine (bisweilen für Hebezeuge störende) Rohrleitung verbunden oder auf bezw. an der Presse selbst angebracht. Beispiele bei Schmiedepressen s. Schmieden, bei Nietmaschinen s. Nieten, Bd. 6, S. 621, Fig. 25 (hydropneumatische Nietmaschine), bei Blockscheren s. Scheren u.a. – Ein großer Vorteil dieser Treibapparate besteht darin, daß im hochgespannten Druckwasser keine Steuerungsorgane vorhanden sind, die schwer zu bewegen und raschem Verschleiß ausgesetzt sind. Genügt ein einzelner Hub des Treibapparats nicht, so sind beim Zurückgehen des Verdrängerkolbens die Druckwasserräume aus einem (Hoch-) Behälter oder zwecks rascheren Zuflusses aus einem Niederdruckakkumulator oder Hilfstreibapparat, der bei kleinem Inhalt mit einem Wasserbehälter zu verbinden ist, nachzufüllen; in die Verbindungsleitung ist ein selbsttätig nach den Druckräumen zu sich öffnendes Ventil oder Steuerungsorgan anzubringen. Beim Rückgang des Preßstempels (Arbeitskolbens) muß das nachgefüllte Wasser entweichen können; in der Regel wird es nach Oeffnen eines Ventils u.s.w. wieder in den Behälter bezw. in die Apparate, denen es entnommen wurde, wieder zurückgedrängt. – Die Treibapparate werden in verschiedenen Anordnungen ausgeführt: zwecks Vergrößerung der Geschwindigkeit des Preßstempels als doppelte und dreifache (Fig. 23, Breuer, Schumacher & Co. in Kalk bei Cöln), die einzeln oder gemeinsam betätigt werden können (s.a. Schmieden, Schmiedepressen), ferner zur Erhöhung und Abstufung des Drucks mit zwei oder mehr (eventuell verschieden großen), an gemeinsamer Kolbenstange sitzenden Kolben oder an gemeinsamer Traverse angreifenden Kolben mit zugehörigen Zylindern, wobei mehrere Verdrängerkolben [1], [8] angeordnet sein können, ferner zur Dampfersparnis als Verbundtreibapparate mit zwei verschieden großen Zylindern zur Ausnutzung der Expansion des Dampfes ohne oder mit Anwendung eines Zwischenbehälters (Receivers) [9]. Zu erwähnen ist noch der Dampftreibapparat mit Kniegelenkwirkung Fig. 24–26, D.R.P. Nr. 171068 (Maschinenfabrik Sack, Rath-Düsseldorf), bei dem der Dampfzylinder A und der Verdrängerzylinder B senkrecht zueinander angeordnet und ihre Kolbenstangen durch einen Lenker (Kniegelenk) C miteinander verbunden sind; die Anordnung bezweckt, trotz hohen Enddrucks eine gute Expansion des Dampfes und damit eine Dampfersparnis gegenüber direkt wirkenden Dampftreibapparaten zu erzielen. Fig. 25 und 26 zeigen die zusammengehörigen Diagramme des Wasserdrucks einer Schmiedepresse und des Dampfdrucks dieses Treibapparats [9].
Bei den Schraubenspindel- und Zahnstangentreibapparaten erfolgt die Bewegung des Verdrängerkolbens mit Hilfe von Schraubenspindel und -mutter bezw. Zahnstange und Zahnrad. Der Antrieb erfolgt bei kleinen Pressen von Hand, bei größeren von einer Transmission oder einem Elektromotor aus. Zur Erzielung eines hohen Enddrucks werden Schwungräder angewendet. Beispiele von Pressen mit Schraubenspindeltreibapparaten s. [10], von Pressen mit Zahnstangentreibapparaten s. Nieten, Bd. 6, S. 621, Fig. 28.
Die hydraulischen Pressen zeichnen sich im allgemeinen durch einen hohen Wirkungsgrad aus. Bei hohen Drücken und größeren Wassermengen ist zu beachten, daß der Wirkungsgrad infolge der Kompression des Wassers- und der Streckungen und Durchbiegungen der Gestelle u.s.w. nicht unbeträchtlich vermindert wird; vgl. [11].
Literatur: [1] Fischer, H., Die Werkzeugmaschinen, Bd. 1, 2. Aufl., Berlin 1905. – [2] Weisbach-Herrmann, Lehrbuch der Ingenieur- und Maschinenmechanik, 3. Teil, 3. Abt., 1. Hälfte, Braunschweig 1896. – [3] Karmarsch und Heerens Techn. Wörterbuch, 3. Aufl., Bd. 7, Prag 1884. – [4] Wencelides, Fr., Hilfsmaschinen und Werkzeuge für Eisen- und Metallbearbeitung (Bericht über die Weltausstellung in Philadelphia 1876), Wien 1877. – [5] Zeitschr. für Werkzeugmaschinen u. Werkzeuge 1902, S. 472. – [6] Zeitschr. d. Ver. deutsch. Ing. 1907, S. 176. – [7] Smith-Kannegießer, Das Pressen, Prägen u. Stanzen der Metalle, Leipzig 1903. – [8] Johannsen-Nieß, Baumwollspinnerei, Rohweißweberei u. Fabrikanlagen, Bd. 1, S. 158 (Baumwollballenpresse). – [9] Fördertechnik, 1. Jahrg., 1907, S. 95 ff. (Neuere dampfhydraulische Uebersetzer für Schmiedepressen). – [10] Zeitschr. f. Werkzeugmaschinen u. Werkzeuge 1902, S. 86; 1904, S. 7. – [11] »Stahl und Eisen« 1907, S. 808 (Ueber die Zusammendrückbarkeit von Preßwasser).
A. Widmaier.


Buchempfehlung
Droste-Hülshoff, Annette von
Ledwina

Im Alter von 13 Jahren begann Annette von Droste-Hülshoff die Arbeit an dieser zarten, sinnlichen Novelle. Mit 28 legt sie sie zur Seite und lässt die Geschichte um Krankheit, Versehrung und Sterblichkeit unvollendet.
48 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten III. Sieben Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Nach den erfolgreichen beiden ersten Bänden hat Michael Holzinger sieben weitere Meistererzählungen der Romantik zu einen dritten Band zusammengefasst.
- Ludwig Tieck Peter Lebrecht
- Friedrich de la Motte Fouqué Undine
- Ludwig Achim von Arnim Isabella von Ägypten
- Clemens Brentano Geschichte vom braven Kasperl und dem schönen Annerl
- E. T. A. Hoffmann Das Fräulein von Scuderi
- Joseph von Eichendorff Aus dem Leben eines Taugenichts
- Wilhelm Hauff Phantasien im Bremer Ratskeller
456 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum