Buntpapierfabrikation
[393] Buntpapierfabrikation. Der Begriff Buntpapier ist nicht streng begrenzt; es sind einesteils von ihm ausgeschlossen die mit matten Farben, gewöhnlich im Papierstoff gefärbten Papiere, während anderseits ihm solche Papiere zugezählt werden, die weniger durch farbige als durch besonders behandelte Flächen wirken, wie das Damastpapier, das Erz-, Samt- und veloutierte Papier u.s.w. Im weitesten Sinne verstehen wir daher unter Buntpapier alle Papiere, die im Gegensatze zu den weißen oder mattgefärbten Papieren eine auffallende, durch Farben oder andre Mittel hervorgerufene Flächenansicht zeigen. – Die Buntpapiere[393] können eingeteilt werden: 1. in schlichte, über die ganze Fläche ein gleichförmiges Aussehen bietende, und 2. in gemusterte, dessinierte, figurierte Papiere. Die Buntpapierfabrikation ist ein Zweig jener Industrien, die sich mit der Weiterverarbeitung des Papieres befassen. Die dabei in Anwendung kommenden Arbeiten lassen sich einteilen: A. in Vorarbeiten, bestehend aus der Gewinnung und Vorbereitung der Rohmaterialien; B. in Hauptarbeiten, bestehend aus der Uebertragung und Befestigung der entsprechenden Rohmaterialien auf der Oberfläche des Papiers, und C. in Nacharbeiten, bestehend aus Manipulationen, durch die eine Vollendung und Verschönerung der Produkte bezweckt wird.
A. Vorarbeiten. Zur Buntpapierfabrikation soll nur sorgfältig geleimtes, ungefärbtes, festes, nicht zu glattes Velinpapier verwendet werden (s. Papierfabrikation). Das Papier darf daher nicht zu viel Füllstoff und Holzschliff enthalten; Papier aus Natronzellstoff ist zweckmäßig. Die Vorbereitung des Papieres besteht in Anfeuchten, durch das die sichere Aufnahme und gleichmäßige Verteilung der Farben bewirkt werden soll. Das Feuchten im Bogen wird in der Weise zur Ausführung gebracht, daß ein Stoß gebildet wird, in dem man auf je sechs bis acht Bogen einen nassen Bogen einschaltet, dessen Feuchtigkeit sich allmählich den andern Bogen mitteilt. Für das Feuchten des sogenannten endlosen Papiers sind besondere Apparate in Anwendung (die Feuchter), die das Feuchten entweder durch Aufspritzen oder durch Berührung mit einem feuchten Körper oder endlich durch Aufblasen von Dampf bewirken. – Die wichtigsten auf die Oberfläche des Papiers zu übertragenden Rohmaterialien sind die Farben. In der Buntpapierfabrikation kommen hauptsächlich in Betracht: 1. die Körper- oder Deckfarben, im Wasser unlösliche, farbige Pulver; 2. die Lasurfarben, im Wasser lösliche Farben; 3. die Lackfarben, im Wasser lösliche Farben, die jedoch durch Mischung und Bindung mit gewissen, im Wasser löslichen oder unlöslichen Substanzen in unlösliche Farben verwandelt werden; zu letzterem Zwecke werden namentlich Erden (Tonerde, Infusorienerde, Kalk u.s.w.), Metalloxyde (Eisen-, Kupfer-, Zinn-, Zinkoxyde u.s.w.) und auch indifferente Körper (Stärke) verwendet; 4. die Kristallfarben, auch Brokatfarben, die durch Mischung von Farblösungen mit zerkleinertem Glimmer – daher auch Glimmerbrokat – entliehen und perlmutterglänzend sind. Alle diese Farben müssen vor ihrer Verwendung in gehöriger Konsistenz vorbereitet werden, was durch Herstellung einer mehr oder weniger dicken wässerigen Lösung oder durch Mischen mit den Bindemitteln geschieht. Dieses Mischen wird durch Zusammenreiben der angefeuchteten Farbepulver mit Bindemitteln auf dem Reibstein, in den verschieden konstruierten Farbmühlen und in Mischmaschinen ausgeführt; schließlich müssen die Farben durch Siebe hindurchgedrückt werden, wozu Farbesiebmaschinen in Anwendung kommen. Andre in der Buntpapierfabrikation verwendete, den Farben gleichgestellte Rohmaterialien sind die Metalle, namentlich Gold, Silber, Kupfer, Messing, Aluminium u.s.w., die entweder in Form dünner Blätter (Blattgold, Blattsilber u.s.w.) oder in Form seiner Pulver, sogenannter Metallbronzen oder Bronzen in Anwendung kommen. – Ein weiteres hier zu erwähnendes Rohmaterial ist der Wollstaub (auch Scherwolle genannt), der als Abfall beim Scheren der Tuche auf den Schermaschinen (s. Tuchfabrikation) oder auch direkt aus der Wolle gewonnen wird. Im letzteren Falle wird die Wolle sortiert, mit Seifenlösung gewaschen, getrocknet, gemahlen, das Pulver sortiert und schließlich gefärbt. – Von den als Bindemittel verwendeten Rohmaterialien der Buntpapierfabrikation sind zu erwähnen der tierische Leim. Dieser muß vollkommen frei von Fett und mineralischen Substanzen und tunlichst farblos sein. Die Leimlösung muß für zu glättende Papiere konzentrierter genommen werden. Um das Zersetzen der Leimlösung hintanzuhalten, wird ihr 1 Teil Alaun auf 5 Teile Leim zugesetzt, und um ihn dünnflüssiger und gleichmäßiger zu erhalten, werden 4 Teile Glyzerin auf 100 Teile Leimlösung beigemischt. – Gummiarabikum wird namentlich für Saftfarben verwendet und durch schwefelsaure Tonerde verdickt. – Stärke wird in Form von Kleister als Bindemittel verwendet und durch einen Zusatz von Alaun gegen Zersetzung geschützt. – Galle wird mittels Pressen durch einen Flanellbeutel und Filtrieren von Gewebeteilen befreit und durch einen Zusatz von Alkohol oder Karbolsäure in unzersetztem Zustande erhalten. – Leinölfirnis, Hausenblase, auch als Verdickungsmittel verwendet. – Dextrin, das jedoch mit Säuren nicht verwendet werden darf, da es sonst ein Fließen der Farben herbeiführt.
B. Hauptarbeiten. Diese bestehen aus dem Aufbringen und Befestigen der Farben und sonstiger Stoffe.
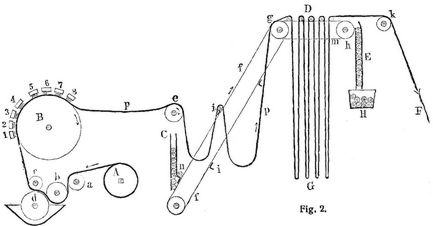
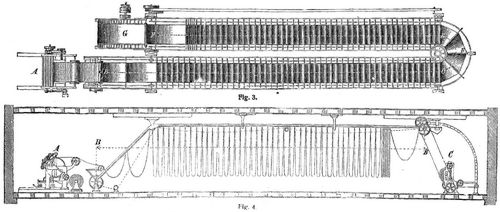
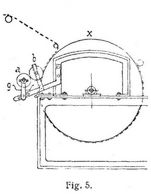
I. Die Herstellung der schlichten Buntpapiere durch Färben wird in der Weise zur Ausführung gebracht, daß man die entsprechende Farbe auf die Oberfläche des Papieres überträgt und dort gleichmäßig verteilt. Dieses Färben wird entweder durch Handarbeit (Handfärberei) oder durch Maschinen (Maschinenfärberei) bewirkt. Die Werkzeuge, die sowohl bei der Hand- als auch Maschinenfärberei zum Auftragen und Verteilen der Farben in Anwendung kommen, sind Bürsten, Pinsel und Schwämme. Diese letzteren werden für die Arbeit in hölzerne Kluppen gespannt, so daß der Schwamm nur als mäßig starker Wulst aus der Kluppe heraustritt. – Bei der Handarbeit legt der Arbeiter das angefeuchtete Papier bogenweise oder bei endlosem Papier in einer entsprechend langen Teilstrecke auf eine horizontale, tischähnliche Fläche, den Streichtisch, und überfährt dasselbe mit dem mit Farbe gefüllten Werkzeug, bis die ganze Oberfläche mit Farbe bedeckt ist, worauf eine gleichmäßige Verteilung der Farbe (Verschlichten) durch Ueberfahren mit einer weichen Verschlichtbürste zur Ausführung kommt. Die Farben werden lauwarm verwendet. Hierauf wird das Trocknen dadurch bewirkt, daß der Bogen vom Tische abgehoben, über das sogenannte Hängekreuz gelegt und mit Hilfe desselben auf gespannte Schnüre in der Weise gehängt wird, daß der Bogen die Schnur etwa in der Mitte[394] berührt und die farbige Fläche nach oben zu liegt. Endloses Papier wird in entsprechenden Abständen auf runde Stäbe gelegt und diese mittels einer Gabel auf zwei parallel nahe der Decke des Raumes angeordnete Leisten gehoben. Die Farbe muß dünn aufgetragen und das Streichen öfters wiederholt werden, wenn eine gleichmäßige Verteilung erreicht werden soll. Man nennt die ganze Arbeit das Färben im Blatt, auch dann, wenn sie durch Maschinen zur Ausführung kommt. Die zur Herstellung des schlichten gefärbten Papieres verwendeten Maschinen werden Grundier-, auch Fonciermaschinen, auch Streichmaschinen genannt und sind in den fünfziger Jahren des vorigen Jahrhunderts in England erfunden und konstruiert worden. – Die Färbmaschinen für das Färben im Bogen bestehen aus einem horizontalen Tisch, über dem sich ein Gummituch (Farbtuch) fortbewegt, auf dem die Bogen, durch einen Zuführapparat aufgelegt, zuerst von einer mit Farbe getränkten Filzwalze gestrichen, durch mehrere feststehende und hin und her bewegte Bürden verschichtet, endlich an einen Bogentrockner abgeliefert werden (s. Papierfabrikation). – Die Färbemaschinen zum Färben endlosen Papiers, auch bei der Tapetenfabrikation als Grundiermaschinen in Anwendung, werden nach drei Hauptsystemen (dem englischen, französischen und deutschen) gebaut. Bei den beiden ersteren Systemen läuft das Papier mit Hilfe eines endlosen Filzes kontinuierlich über einen horizontal angeordneten glatten Tisch in gespanntem Zustande, erhält die Farbe aus einem Farbtröge entweder durch einen farbegetränkten Filz oder durch eine rotierende Bürstenwalze, während das Verschlichten durch hin und her gehende, rotierende oder kombiniert bewegte Bürsten oder Bürstenwalzen zur Ausführung kommt. Die deutsche Grundiermaschine wird in zwei Konstruktionen verwendet. Bei der älteren, 1867 von Hummel in Berlin gebauten läuft das Papier (wie Fig. 1 zeigt) in senkrechter Richtung von unten nach oben über einen festen Tisch, indem es sich unten von einer Rolle abwickelt, oben auf einer Rolle aufläuft, die das Papier weiter in den Trockenapparat liefert. Die Farbe wird aus einem Farbtrog durch eine in diesen eintauchende Walze am unteren Ende des Tisches auf das Papier übertragen und dann zuerst durch die wagerecht hin und her gehende Bürste B, darauf durch die gleichzeitig rotierenden und wagerecht hin und her geführten pinselähnlichen Bürsten bbbb verschlichtet. Die rotierende Bewegung geht von der Schnurrolle R aus, welche die Drehung durch die Schnüre a über die Leitrollen f auf die Bürsten überträgt, während die wagerechte Bewegung dadurch erreicht wird, daß alle diese Konstruktionsteile auf einem eisernen Rahmen angeordnet sind, der seinerseits durch einen Kurbelmechanismus auf einer wagerechten Bahn hin und her geschoben wird. – Besser angeordnet ist die von s. Flinsch in Offenbach gebaute Maschine, deren Konstruktion schematisch aus Fig. 2 ersichtlich ist. Bei dieser läuft das endlose Papier von der Rolle A ab, über die Führungs- und Spannwalzen abc an der Farbwalze d vorüber, die, in den Farbtrog tauchend, Farbe auf das Papier überträgt, das nun behufs Verschlichtens über die Trommel B geführt wird, an deren Mantelfläche vier feststehende Bürsten 1, 3, 5, 7 und vier hin und her bewegte Bürsten 2, 4, 6, 8 angeordnet sind. – Das gefärbte Papier gelangt nun infolge des Zuges von seiten der Walze e, an die behufssicherer Bewegung das Papier angesaugt wird, in die Trockenvorrichtung, die sogenannte Accrocheuse. Diese besteht aus zwei schiefliegenden, endlosen, um zwei Rollen beweglichen Ketten ff, an denen in bestimmten Abständen winkeleisenförmige Mitnehmer i befestigt sind, die bei jedem Passieren des Hängstabbehälters C einen Hängstab n mitnehmen, diesen unter das von e gelieferte Papier und mit diesem auf zwei parallel unter der Decke des Trockenraumes wagerecht geführte endlose Ketten m bringen, so daß von diesen kontinuierlich weiterbewegten Stäben das Papier frei herabhängt, langsam durch den Trockenraum bewegt und endlich durch die Walze k zur Aufwickelrolle befördert wird, wobei die Hängestäbe in den Kanal E und in das Sammelgefäß H fallen. Da das Trocknen geraume Zeit in Anspruch nimmt, ist der Trockenraum, wie die Fig. 3 und 4 zeigen, in die Länge gedehnt und dabei auch noch eine Umkehrung angeordnet, um den Weg des zu trocknenden Papiers zu verlängern. A ist die[395] Färbemaschine, B der Trocken-, C bezw. G der Aufrollapparat. Die Fig. 3 zeigt die erwähnte Umkehrung. Durch den Trockenraum wird erwärmte Luft mittels eines Exhaustors durchgesaugt. – In neuerer Zeit und verschiedene anders konstruierte Färbemaschinen aufgetaucht, so eine kalanderartige Maschine, bei der die Farbe aus darüber angeordneten Farbebehältern durch Rohre auf die Kalanderwalzen fließt und von diesen auf das zwischen den Walzen hindurchgehende Papier übertragen wird; oder das Papier läuft zwischen einer gerifften, in Farbe tauchenden und einer mit elastischem Stoffe überzogenen und gegen die geriffte gepreßten Walze hindurch, wodurch ein gleichmäßiges Uebertragen der Farbe ermöglicht wird. Endlich bemüht man sich auch, die Färbung unmittelbar nach dem Entstehen des Papiers, also noch in der Papiermaschine zur Ausführung zu bringen. Damit die Farbe das Papier nicht durchdringe, wird der Färbeapparat, wie Fig. 5 zeigt, am ersten Trockenzylinder der Papiermaschine angeordnet und besteht aus der im Farbtröge g laufenden Farbwalze a, von der die Walze b die Farbe abnimmt und auf das über die Trockentrommel x gehende Papier überträgt. Auch durch Aufstäuben der Farbe mittels eines Zerstäubers wird Papier gefärbt.
Die Herstellung der schlichten Buntpapiere durch Streuen und Auflegen wird in der Weise zur Ausführung gebracht, daß Bogen- oder Rollenpapiere mit einem Klebstoffe versehen und darauf entsprechend gefärbte Pulver gestreut oder dünne Metallblätter aufgelegt werden. Die Herstellung schlichter Papiere durch Streuen findet nur in seltenen Fällen statt; durch Auflegen werden viele schlichte Metallpapiere erzeugt, indem das durchaus glatte Papier zuerst mit einer Grundfarbe überzogen wird, die mit klebriger Flüssigkeit gemischt ist, und auf diese Fläche nach einiger Zeit, wenn sie noch etwas klebrig ist, dünne, echte oder unechte Metallblätter sorgfältig nebeneinander aufgelegt, angedrückt und dadurch angeklebt werden. Neuestens werden solche schlichte Metallpapiere dadurch erzeugt, daß eine auf elektrolytischem Wege hergestellte Metallschicht auf das mit einem Klebemittel überzogene Papier übertragen wird.
II. Die Herstellung der gemusterten Buntpapiere. Unter dem Mustern der Papiere verliehen wir die Bedeckung der Oberfläche derselben mit dicht aneinander grenzenden oder weiter abstehenden, in der Fläche des Papieres liegenden oder über diese heraustretenden, regelmäßig oder unregelmäßig begrenzten, geometrischen, ornamentalen oder figuralen oder auch nur musterartigen, scharf begrenzten oder ineinander fließenden Gebilden, die nicht nur durch ihre Form, sondern auch durch den Wechsel der Farbe, durch Licht- und Schattenwirkung einen von dem schlichten Papier vollkommen verschiedenen Eindruck auf das Auge üben. – Dieser Eindruck wird hervorgebracht: a) durch das sogenannte Sprengen, Abziehen und Streichen; b) durch Drucken; c) durch Pressen, Prägen und Stanzen; d) durch Streuen und Auflegen; e) durch Kristallisieren; f) durch eine Kombination mehrerer der vorstehenden Methoden.
a) Die Herstellung der gemusterten Buntpapiere durch Sprengen, Abziehen und Streichen. Diese Methoden, die heutigentags zur Herstellung der am meisten verwendeten Buntpapiere in Anwendung kommen, bestellen beim Sprengen darin, daß man den in eine entsprechende Lage gebrachten naturfarbigen, im Stoff gefärbten oder grundierten[396] Papierbogen in trockenem oder noch feuchtem Zustande mittels eines Pinsels mit seinen oder gröberen Tropfen einer oder mehrerer Farben besprengt oder betupft, beim Abziehen den Bogen mit der zu färbenden Seite auf eine durch aufgesprengte Farben bedeckte Fläche legt und davon wieder abzieht. Beim Sprengen werden die nicht zu langen Borsten eines mit Farbe gefüllten, über dem Papierbogen gehaltenen und hin und her bewegten Pinsels mit dem Finger oder mit einem Holz oder Falzbein von unten nach aufwärts gestrichen, oder der Pinsel selbst in Bewegung gesetzt und auf die Hand oder sonst einen festen Punkt aufgeschlagen, wodurch die Farbetröpfchen auf das Papier geschleudert, gesprengt werden. Eine ziemlich gleichmäßige Größe der Tröpfchen erreicht man durch Anwendung des Sprenggitters, eines feinmaschigen, in einem Rahmen befestigten Drahtgewebes, das, über das Papier gehalten, an der oberen Fläche mit dem farbegefüllten Pinsel überstrichen wird. – Durch das Aufsprengen verschiedener richtig gewählter Farben, durch das Auflegen kleiner Kügelchen, Scheibchen, Fäden u.s.w., durch die Aussparungen von verschiedener Form erreicht werden können, lassen sich die mannigfaltigsten Wirkungen erzielen; ähnliche auch durch das Betupfen eines noch feuchten Papiers mit Farbtropfen, durch das Zusammenfließenlassen der Tröpfchen u.s.w. – Zum Sprengen können Mineral- und Körperfarben genommen werden, wenn das Papier nicht geglättet wird; soll dies geschehen, dann müssen mehr flüssige Farben zur Verwendung kommen. Die Herstellung des Buntpapiers durch Abziehen kann man in der Weise zur Ausführung bringen, daß ein mit Wachstuch überzogenes Brett von etwas über Bogengröße mit verschiedenen mit Kleister, Leim oder Ochsengalle versetzten Farben auf die vorerwähnte Weise besprengt wird, bis die Fläche gedeckt ist, worauf das angefeuchtete Papier mit der zu färbenden Seite auf das Brett gelegt, sanft angedrückt und dann abgezogen wird. – Eine Variation in den so entgehenden musterähnlichen Gebilden wird erreicht werden können durch ein welliges Ueberfahren des mit Farbe bedeckten Brettchens mit einem oder mehreren hölzernen Stiften, Stäbchen oder dadurch, daß zwei mit Farbe besprengte Papierlagen aufeinander gelegt und wieder auseinander gezogen werden, endlich durch ein geradliniges oder schiefes, drehendes Abziehen u.s.w. – Eine andre, weit häufiger angewendete Methode besteht darin, daß die Farbfläche nicht auf einem Brett, sondern auf einer Flüssigkeit, dem Marmorierwasser (weil gewöhnlich Marmorpapiere mit dem Verfahren erzeugt werden), hergestellt wird. Um ein Untersinken der Farben in der Flüssigkeit zu verhindern, muß diese bedeutende Konsistenz haben. Sie besteht gewöhnlich aus einer Auflösung von Tragantgummi in destilliertem Wasser oder aus einer Mischung von Wasser mit einer Abkochung von Flohsamen oder Carragheenmoos, dem behufs Hintanhaltens der Zersetzung in Alkohol gelöste Salizylsäure zugesetzt und die in den Marmorierkasten, ein 3–4 cm tiefes, über Bogengröße dimensioniertes, aus Holz, Zink-, Blei- oder Eisenblech (dieses emailliert) hergestelltes Gefäß gegossen wird. – Auf diese Flüssigkeitsfläche werden nun die mit sogenannten treibenden Mitteln versetzten Farben in bekannter Weise aufgesprengt, und zwar häufig zuerst eine die ganze Fläche deckende Grundfarbe und hierauf die andern Farben in solcher Reihenfolge, daß gewöhnlich zuerst die lichten und dann die dunkeln Farben an die Reihe kommen, jede folgende Farbe mit einem größeren Zusatz von Treibmittel. – Als gute Treibmittel sind namentlich Ochsengalle, außerdem aber auch Oelseife und durch einen besonderen Prozeß (namentlich plötzliche Abkühlung) in eine schwammige Masse verwandeltes Wachs in Verwendung, das mit der mit Wasser verriebenen Farbe tropfenweise gemischt wird. Die Wirkung dieser treibenden Mittel zeigt sich darin, daß die später aufgesprengten Farbtropfen die schon vorhandenen Farben zur Seite treiben und aus runden Flecken in Streifen, Adern, verwandeln, was durch die leichte Verschiebbarkeit der Farben auf der Flüssigkeit und durch den fettigen, seifigen Zusatz ermöglicht wird. Durch Aufsprengen einer Mischung von Galle und Wasser werden die Farben verdrängt und es entstehen ungefärbte Flecke. Hierdurch sowie durch das Hindurchziehen hölzerner Stäbchen oder kammartig angeordneter Spitzen in verschiedenen Bahnen durch diese Farbschicht können die Tropfen und Adern in mannigfacher Weise verzogen und dadurch die verschiedensten Gemenge annähernd regelmäßiger oder auch ganz unregelmäßiger Gebilde und Figuren erreicht werden. – Auf diese so vorbereitete Farbschicht wird das angefeuchtete Papier langsam so aufgelegt, daß zwischen beiden keine Luftblasen zurückgehalten werden, worauf das Abziehen folgt, durch das je nach der Richtung und Art der Bewegung noch eine Aenderung der Farbenverteilung erreicht werden kann; eine Erschütterung des Marmorierkastens während des Abziehens kann hierbei ebenfalls mitwirken. Das Papier wird hierauf zum Ablaufen auf einen Stab über ein Gefäß gehängt und endlich dem Trocknen zugeführt. – Bei der Erzeugung mehrfarbigen gemusterten Buntpapiers durch Streichen wird in der Weise verfahren, daß man auf den auf einer festen Unterlage liegenden Bogen gerade oder gewellte Streifen von verschiedener Farbe mit Pinsel so nebeneinander zieht, daß diese entweder von selbst ineinander verlaufen oder durch das Ueberfahren mit einer trockenen Pferdehaarbürste hierzu veranlaßt werden. Das Auftragen dieser Streifen wird häufig mit einer kammartigen Bürste zur Ausführung gebracht, deren jedes Borstenbüschel mit einer andern Farbe getränkt ist. Hierbei kommt ein in mehrere Abteilungen geteilter Blechkasten in Anwendung, der die verschiedenen Farben enthält.
b) Herstellung der gemusterten Buntpapiere durch Bedrucken. In diesem Falle werden gewöhnlich geometrische, ornamentale oder figurale Gebilde, also Muster im engeren Sinne, auf die Oberfläche des in den meisten Fällen schon vorher mit einer einheitlichen Farbe[397] grundierten Papieres aufgetragen. – Die dabei zur Verwendung kommenden Farben müssen durch entsprechende Verdickungsmittel ziemlich konsistent hergestellt werden. Das Uebertragen der aus farbigen Konturen, Flächen und Punkten bestehenden Muster auf die Papierfläche wird meist in der Weise zur Ausführung gebracht, daß dieselben auf einer ebenen oder gekrümmten Holz- oder Metallfläche entweder erhöht oder vertieft hergestellt, im ersten Fall auf die Erhöhungen Farben aufgetragen, im letzteren die Vertiefungen mit Farben gefüllt und durch Anpressen dieser Flächen an das Papier oder umgekehrt des Papieres an die Flächen die Farben auf dieses letztere übertragen werden. Bei der Ausführung dieser Arbeit müssen wir den Handdruck und Maschinendruck unterscheiden; mit beiden können sowohl ein- als mehrfarbige Muster gedruckt werden, nur sind die dabei in Anwendung stehenden Vorrichtungen verschieden. Bei dem Handdruck werden aus Holz hergestellte Platten, sogenannte Model oder Formen, in Anwendung gebracht. Dieselben werden aus mehreren mit versetztem Fasernlauf übereinander geleimten Holzplatten erzeugt, von denen diejenige, in der das Muster ausgeschnitten wird, aus Birnbaumholz, die darauffolgende, auch Futter genannt, aus Eichen- oder Buchenholz, die dritte aus Tannenholz besteht, wodurch ein Werfen infolge des Feuchtwerdens verhütet werden soll. Die erhöhten Musterflächen dieser Form werden entweder durch Wegschneiden der umgebenden Holzteile oder durch Aufkleben von entsprechend konturierten Filzplättchen erzeugt. Dünne Linien und Punkte u.s.w. werden durch Eintreiben entsprechend gestalteter Messingdrahtstiftchen und gebogener oder gerader Bleistreifchen hergestellt. In neuerer Zeit stellt man die feineren Teile des Musters durch Einbrennen mittels eines dauernd glühend erhaltenen Stiftes im Holze vertieft her, schneidet die breiteren Teile aus und gießt in diese negative Form, die Matrize, eine aus Blei, Zinn und Antimon zusammengesetzte Legierung, wodurch eine Metallplatte erhalten wird, die das Muster erhöht enthält und die man auf einer Holzplatte befestigt. Ist das Muster aus mehreren Farben, so müssen ebenso viele Druckmodel in Anwendung kommen, auf denen die Musterflächen so angeordnet sind, daß die betreffende Farbe beim Druck im Muster genau auf die ihr bestimmte Stelle trifft. Dies wird dadurch erreicht, daß bei der Herstellung der zu einem Muster gehörenden Model hierauf Rücksicht genommen wird und daß beim Drucken mit dem ersten Model auf dem Papiere gleichzeitig ein Zeichen entsteht, das dem Drucker beim Drucken mit dem folgenden Model als Richtschnur für das Auflegen dieses letzteren dienen kann. Hierzu verwendet man in die Model eingesetzte Metallspitzen, die Rapportstifte oder Paßspitzen, die auf dem Papier einen entsprechenden Eindruck hinterlassen. Zur Uebertragung der Farbe auf diese Form wird ein aus wasserdichtem Wollstoff oder Leder bestehendes, mit einer breiigen Masse von Wasser und Papierschnitzeln gefülltes und in einen Rahmen (Chassis) gesetztes Kissen verwendet, das mit der betreffenden Farbe überzogen wird. Durch das Aufdrücken des Models auf dieses Kissen wird die Farbe von demselben auf die erhöhten Teile des Models übertragen. – Das Drucken selbst wird auf dem in Fig. 6 dargestellten Drucktisch zur Ausführung gebracht. Derselbe besteht aus der massiven Tischplatte g, die auf einem der Stabilität wegen ebenfalls schweren, aus vier Säulen und dem Querbalken F und E zusammengezimmerten Gestelle aufruht. In den rückwärtigen, nach oben verlängerten Säulen ist ein starker Drehbolzen a' gelagert, um den sich der Hebel drehen kann, der seinerseits' durch einen um a drehbaren Hebel e und die beide Hebel verbindende Zugstange c bewegt werden kann. Beide Hebel samt Zugstange c lassen sich über die ganze Länge der Drehbolzen a und a' verschieben und können daher an einer beliebigen Stelle des Tisches zur Wirkung kommen. Zur Ausführung der Arbeit wird der zu bedruckende Papierbogen auf den Tisch gelegt, der Model an das von einem Hilfsarbeiter mit Farbe bestrichene Farbekissen aufgedrückt, dadurch mit Farbe versehen, hierauf behutsam auf die entsprechende Stelle des Papiers gelegt, der Hebel b darüber geschoben und durch Herabdrücken des Hebels e an das Papier angepreßt. Wird Rollenpapier bedruckt, so wird dasselbe über den Stab 1 zugeführt und nach dem Drucken über den Stab 2 weitergeschoben und auf Stangen gehängt, die ähnlich wie beim Grundieren das Papier in eine Trockenkammer bringen. Besser ist es, in diesem Falle den Drucktisch lang zu dimensionieren und ein größeres Stück des Rollenpapiers gleichzeitig zur Auflage auf denselben zu bringen. – Bei dem Maschinendruck werden, der kontinuierlichen Arbeit wegen, Formen in Gestalt von Walzen in Anwendung gebracht, an deren Zylinderfläche die Muster vertieft hergestellt sind. Diese Walzen bestehen entweder aus einem Kupfer- oder Bronze- oder Messingmantel, der auf einer Eisen- oder Stahl walze mit Stahlachse oder Zapfen durch Nut und Keil befestigt wird. Die Herstellung der vertieften Muster auf dieser Walze geschieht bei einfacheren, sich wiederholenden Mustern durch das sogenannte Molettieren (s.d.), bei schwierigeren, sich über große Flächen verbreitenden Mustern durch das Aetzverfahren. Im ersteren Falle wird zuerst die Muttermolette aus einem Stahlzylinder von mäßigem, d.h. so großem Durchmesser hergestellt, daß der Rapport des Musters, d.i. die ganze Breite desselben, genau einmal oder mehreremal Platz findet. Das Muster wird auf dem Zylinder abgepaust, eingraviert, der Zylinder dann gehärtet und mit Hilfe desselben die sogenannte Patrize, d.h. das Muster erhöht auf einer weicheren Stahl- oder auch Eisenwalze von bedeutend größerem Durchmesser, in deren Umfang der Umfang der Muttermolette ohne Bruchteil enthalten sein muß, dadurch hergestellt, daß beide gegeneinander gepreßt, gleichzeitig gedreht und mit einer [398] Masse aus Kolophonium, Wachs, Fett und Unschlitt versehen werden, welche die Vertiefungen der Muttermolette füllt und die entsprechenden Flächen der Patrize so viel deckt, daß dadurch eine Wirkung der Salpetersäure, in welche dieselbe getaucht wird, auf diese Flächen ausgeschlossen ist, wodurch ein Vertiefen der den erhöhten Stellen der Muttermolette entsprechenden Flächen erreicht wird. Die so erzeugte Walze bildet gehärtet die eigentliche Molette, die in der Molettiermaschine auf die Formwalze, durch einen bedeutenden Druck zur Wirkung gebracht, hier das Muster wieder vertieft erzeugt. Bei dem Aetzverfahren wird die Formwalze mit einem Lack aus Asphalt, Pech und Wachs überzogen, in diesen mit Hilfe des Pantographen das vergrößert vorgezeichnete Muster verkleinert eingeritzt und die Walze mit Salpetersäure geätzt, wodurch den Ritzen entsprechende Vertiefungen entstehen. In vielen Fällen werden die Muster nicht direkt auf der Walze, sondern auf besonderen Platten erzeugt, die dann in beliebiger Anzahl auf der Mantelfläche der Walze befestigt werden. Die so hergestellten Formwalzen werden in die Walzendruckmaschine gelegt, die Vertiefungen mit Farben gefüllt und durch starkes Andrücken des Papiers bei gleichzeitiger Rotation auf dieses letztere übertragen. Die Schwierigkeit beim Drucken mehrfarbiger Muster, wobei ebenso viele Walzen in Anwendung kommen müssen, liegt namentlich in der übereinstimmenden Anordnung der Bewegung dieser Walzen, d.h. im Erreichen des sogenannten Längen- und Breitenrapports, weshalb die Walzen auch während der Arbeit leicht stellbar sein müssen. Eine der neuesten Papierdruckmaschinen ist die von H.H. Möller für zwei Farben (D.R.P. Nr. 63979), worauf wir verweisen. – Soll mehrfarbig gedruckt werden, so ist für jede Farbe ein Farbkasten, eine Musterwalze und ein sogenanntes Farbabstreifmesser, bestehend aus einer mit der Musterwalze gleich langen, zu einer scharfen Schneide zugeschliffenen und mit dieser an die Oberfläche der Musterwalze tangential angepreßten Stahlschiene (Rakel, Doktor) nötig, welches die auf den erhabenen Stellen der Musterwalze haftende Farbe vollständig abzustreifen hat, so daß nur in den Vertiefungen Farbe zurückbleibt und die Zwischenräume zwischen den Mustern von Farbe nicht berührt werden. Sind nun eine größere Anzahl von Farben für das Muster notwendig, so häufen sich all diese Vorrichtungen und werden in diesem Falle konzentrisch um die gemeinschaftliche Gegendrucktrommel, den Presseur, angeordnet (s. Tapetenfabrikation); wobei es namentlich auf eine solche Bewegung der Farbwalzen ankommt, daß die verschiedenen Farben in die durch das Muster bedingte, richtige gegenseitige Lage kommen, was durch mannigfache Einrichtungen erreicht wird. Von der Maschine wird das bedruckte Papier mit dem darunter befindlichen Farbtuche einem Trockenraum zugeführt, in dem es, durch Walzen geleitet, mehrfach hin und her läuft, endlich vollständig getrocknet austritt und auf eine Rolle aufgewickelt wird. In manchen Fällen wird auch eine Kombination von Maschinen- und Handdruck zur Anwendung gebracht, indem größere Flächen des Musters, gewissermaßen der Grund desselben, auf der Maschine vorgedruckt und einzelne schwierigere Partien, Licht, Schatten u.s.w. durch Handdruck hergestellt werden.
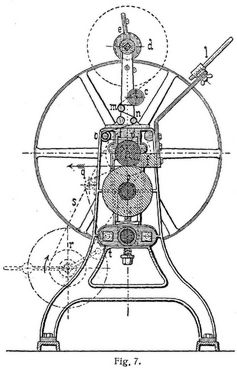
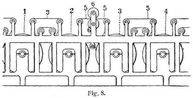
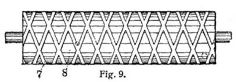
c) Die Herstellung der gemusterten Buntpapiere durch Pressen. Die das Papier bildenden Fasern haben namentlich im feuchten Zustande in hohem Grade die Eigenschaft, sich infolge der Einwirkung einer Kraft gegenseitig zu verschieben und in dieser Lage nach dem Trocknen zu verbleiben, ohne hierbei eine Beschädigung des Papiers herbeizuführen. Diese Eigenschaft wird ausgenutzt, um die Oberfläche des Papiers mit wirklichen ornamentalen und figuralen Mustern oder mit musterähnlichen Gebilden zu bedecken, die reliefartig über die Oberfläche des Papiers hervortreten. Es wird dies sowohl mit naturfarbigem als auch im Stoff oder auf der Maschine gefärbtem und auch bedrucktem Papiere zur Ausführung gebracht. Die Methode, die dabei eingeschlagen wird, besteht hauptsächlich darin, daß man das angefeuchtete Papier an einer mit erhabenen oder vertieften Mustern versehenen Walze vorbeigehen und an dieselbe elastisch anpressen oder auf eine gravierte Metallplatte auflegen und mit einer elastischen Decke zwischen zwei gegeneinander gepreßten Walzen oder zwischen zwei als Matrize und Patrize gravierten Walzen ohne Decke hindurchgehen läßt; oder, wenn das Muster nur an einer Stelle erscheinen soll, diese Stelle auf eine elastische oder gravierte Platte auflegt und mittels eines durch eine Schraube oder einen Hebel bewegten, an der unteren Fläche ebenfalls gravierten Stempels das Muster einpreßt, wobei die die Pressung bewirkenden Metallteile erwärmt zur Wirkung kommen können. Der Fall, daß das Papier zwischen das vertieft hergestellte Muster, die Matrize, und das erhaben hergestellte, in das erstere passende Muster, die Patrize, gelegt wird, ist der seltenste, weil kostspieligste. Gewöhnlich wird nur der eine dieser Teile verwendet und das Papier durch eine elastische Unter- oder Auflage ein- oder aufgepreßt. Als elastische Unterlagen werden Platten aus Pappe, Leder, Gewebe, Kautschuk und Blei oder Papier-, Kautschuk- und Bleiwalzen verwendet. Die Vorrichtungen, die dabei in Verwendung kommen, sind teils kleine Handpressen mit Schrauben- oder Hebelbewegung, oder Maschinen, durch die der Druck wie bei einem Walzwerk zur Ausführung kommt. Bei dem Pressen im Bogen werden sowohl Platten- als auch Walzenpressen, auch Walzenprägmaschinen genannt, bei Rollenpapier nur letztere verwendet. Eine solche Walzenpresse von s. Flinsch in Offenbach ist in Fig. 7 dargestellt. Sie besteht aus der gravierten Metallwalze a und der aus Papier begehenden Gegenwalze b, die durch Schrauben gegeneinander gepreßt werden. Das Papier läuft von der oben angeordneten und gebremsten Rolle d über die Leitwalzen m, n, o der Walze a zu, zwischen a und b hindurch und wird auf der Walze t aufgerollt. Die Walze b hat genau den doppelten Umfang der Walze a, wodurch sich das Muster vertieft auf derselben abdrückt. In neuester Zeit wird dieses Pressen auch auf dem frisch erzeugten, noch feuchten Papiere durch Einschalten eines geeigneten Apparates in die Papiermaschine zur Ausführung gebracht. Ein solcher Apparat ist aus Fig. 8 und 9 ersichtlich und besteht aus den so, wie Fig. 9 zeigt, oder auch anders gravierten, zwischen dem zweiten und dritten Trockenzylinder angeordneten, geheizten Zierwalzen. Die die geheizten Flächen der Walze berührenden Papierstellen[399] werden schnell getrocknet, während die die Rinnen oder Vertiefungen berührenden feucht bleiben, wodurch sich infolge der ungleichmäßigen Zusammenziehung eine Art Musterung ergibt. Auf ähnlicher physikalischer Grundlage beruht die Hervorrufung musterähnlicher erhöhter Gebilde dadurch, daß man das trockene Papier wieder anfeuchtet und dann ohne Spannung über den Trockenzylinder gehen läßt, wodurch sich dasselbe mit einer Unzahl ganz unregelmäßiger Wülste bedeckt. Daß das eigentliche Pressen durch Druck in ähnlicher Weise in der Papiermaschine ausführbar ist, ist selbstverständlich. Die Formwalze oder -platte kann auch durch irgend einen plattenförmigen Körper, z.B. Gaze, ersetzt werden, der zwischen Papier und harte Unterlage gelegt und mit dieser und einer elastischen Oberlage einer Pressung ausgesetzt, seine Erhöhungen im Papier abdrückt. Je nach der Form der musterähnlichen Gebilde wird diese Pressung Gaufrieren, Moirieren, Guillochieren u.s.w., die betreffenden Maschinen als Gaufrier-, Moirier-, Guillochiermaschinen bezeichnet. – Durch Stanzen werden gemusterte Papiere in der Weise erzeugt, daß man dieselben auf die aus hartem Metall hergestellte und mit den scharfen Kanten nach aufwärts gekehrte Form legt, mit einer Bleiplatte bedeckt und diese mit einem Hammer so lange bearbeitet, bis das Papier durchschnitten ist wie bei den Papierspitzen. Es läßt sich dies selbstverständlich auch durch eine walzenförmige Form erreichen.
d) Die Herstellung der gemusterten Buntpapiere durch Streuen und Auflegen. Mit dieser Methode werden Muster oder Teile solcher auf der Oberfläche schon grundierter oder selbst schon bedruckter Buntpapiere dadurch erzeugt, daß man auf die mit dem Muster zu deckenden Flächen einen Klebstoff aufdruckt, hierauf pulverförmige Farben, Wollstaub oder Metallpulver aufstreut und den Ueberschuß dieser Pulver entfernt. Das Bedrucken kann entweder durch Handarbeit oder mit Hilfe der schon besprochenen Maschinen zur Ausführung gebracht werden und unterscheidet sich von dem Farbendruck nur dadurch, daß statt Farben Klebstoffe auf Model und Musterwalze oder Mutterplatte gebracht werden, wobei gewöhnlich dicker Leinölfirnis in Anwendung kommt. Die erwähnten Pulver werden mit einem Sieb aufgestreut und der Ueberschuß nach dem Trocknen durch Abschütteln entfernt. Um hierbei die oft wertvollen pulverförmigen Stoffe zu sparen, wird der ganze Prozeß in einem geschlossenen Raum und selbsttätig durch Mechanismen ausgeführt, die als Bronziermaschinen bezeichnet werden. Ebenso können ähnliche Muster dadurch erzeugt werden, daß auf die aufgedruckte Klebemasse sehr dünne Metallplatten aufgelegt und durch Andrücken fixiert werden.
e) Die Herstellung gemusterter Buntpapiere durch Kristallisieren. Diese Methode wird in der Weise zur Ausführung gebracht, daß man naturfarbige oder gefärbte Papiere mit einer Massenschicht überzieht, welche die Eigenschaft besitzt, während des Abkühlens zu kristallisieren und dadurch die Fläche mit den bekannten Kristallisationsfiguren zu bedecken. Es wird hierzu gewöhnlich eine im erhitzten Zustande gesättigte Lösung von Bleizucker mit Leim, Gummi, Dextrin oder eine Lösung von Bittersalz in Wasser und Dextringummischleim, mit etwas Glyzerin versetzt, verwendet. Die erstere Lösung ist giftig. Es können noch das kieselsaure Kali, das Chlorbaryum, das Eisensulfür, das salpetersaure Kali, in Lösung mit Schwefelkupfer, essigsaurem Baryt u.s.w. zur Anwendung kommen. Die Kristallisation beginnt an mehreren Punkten zugleich, die man durch Berühren mit einem spitzen Stäbchen nach Belieben vermehren kann, wodurch sich Kristallisationszentren bilden, die sich gegenseitig scharf abgrenzen. – Ruft man die Kristallisation auf einer Stahlplatte hervor und drückt eine Bleiplatte dagegen, so drücken sich die Kristallformen in der letzteren ab und können nun auf galvanoplastischem Wege auf eine Kupferplatte übertragen und abgedruckt werden.
f) Die Herstellung der gemusterten Buntpapiere durch Kombination mehrerer Methoden, wobei namentlich eine Verbindung des Drückens mit dem Pressen[400] und Prägen oder mit dem Streuen und Auflegen, sowie auch aller dieser Methoden, des Drückens, Pressens und Streuens, zur Ausführung gebracht wird.
C. Nacharbeiten. Als solche sind namentlich zu erwähnen: a) das Glätten und Glänzen; b) das Lackieren. Die ersteren Arbeiten bezwecken die Herstellung einer mehr oder weniger glatten und glänzenden Oberfläche; die letztere außerdem noch die Bedeckung des Papiers mit einem Ueberzug, der es gegen die Einwirkungen verschiedener Angriffe, namentlich gegen Feuchtigkeit, schützt.
a) Glätten und Glänzen stehen in unmittelbarer Verbindung, denn der Glanz ist nichts andres als der mehr oder weniger vollkommene Reflex des einfallenden Lichtes; dieser ist aber in höherem Grade nur auf einer geglätteten, ihrer Rauheiten entkleideten Fläche möglich. Die Unebenheiten können entweder dadurch beseitigt werden, daß die Erhöhungen durch einen entsprechend hohen Druck breitgedrückt und zur Ausfüllung der Vertiefungen gezwungen werden, oder dadurch, daß das Material der Erhöhungen in die Vertiefungen bei gleichzeitig hohem Drucke gewissermaßen hineingestrichen, oder endlich, indem die Vertiefungen durch irgend ein Material ausgefüllt werden, dessen feinste Teilchen leicht beweglich in die kleinsten Poren und Vertiefungen eingedrückt werden können. Die Arbeiten, die dabei in Anwendung kommen, bestehen entweder bloß in der Ausführung eines hohen Druckes oder in einem solchen kombiniert mit einer streichenden Bewegung oder in beiden unter gleichzeitiger Anwendung pulverförmiger Materialien. Die erste Arbeit wird gewöhnlich durch sogenannte Walzenkalander (s. Kalander und Papierfabrikation) zur Ausführung gebracht, bestehend aus zwei gußeisernen Gestellen, zwischen denen wagerecht mehrere Walzen übereinander angeordnet sind, von denen eine oder mehrere aus Hartguß, andre aus Papier (Papierwalzen) bestehen, die ersteren mit sehr glatter Oberfläche versehen sind und von denen die oberen durch einen entsprechenden Druckapparat gegen die unteren gepreßt werden. Zwischen diesen Walzen wird das Papier bogenweise oder auch in langer Bahn hindurchgeführt und dadurch einem hohen Druck ausgesetzt. Die Wirkung wird erhöht, wenn eine dieser Walzen, die hochpolierte Hartgußwalze, eine etwas größere Geschwindigkeit erhält als die andern Walzen, wodurch das erwähnte Streichen erreicht wird. – Eine ähnliche Wirkung, in geringerem Grade, erreicht man durch das Glätten mit dem Glättstein auf dem Glättisch, eine Handarbeit, bei der das mit der gefärbten Seite auf einen aus einer harten Steinplatte bestehenden Tisch gelegte Papier, mit einem niedergepreßten harten Steine – Feuerstein, Jaspis, Achat – wiederholt überfahren wird. Der Stein ist walzenförmig und drehbar oder er ist an seiner Arbeitsfläche breit oder kantig abgerundet und wirkt streichend. Der Druck wird gewöhnlich durch eine an der Decke der Werkstätte angeordnete federnde Latte oder durch ein Brett erzeugt, das seine Federkraft durch eine in Scharnieren bewegliche Stange, die Glättstange, auf den Stein überträgt. Die Bewegung des Steines wird manchmal auch durch einen Kurbelmechanismus zur Ausführung gebracht und der Apparat dann Steinglättemaschine genannt. – Zur Ausfüllung der Vertiefungen bei der zuletzt erwähnten Methode wird namentlich Talk, aus Kieselerde und Magnesia bestehend, auch Fasergips und Wachs verwendet, diese Stoffe entweder schon der Farbe selbst beigemengt oder pulverförmig auf die gefärbte Fläche des Papiers gestreut und dann durch Bearbeitung mit Bürsten ein atlasartiger Glanz erzeugt. Die Bewegung der Bürsten kann entweder durch die Hand oder durch einen Mechanismus erfolgen, welch letzterer dann als Bürstensatiniermaschine bezeichnet wird, da man diese Glatt- oder Glänzarbeit das Satinieren nennt.
b) Zum Lackieren resp. Ueberziehen der Flächen gegen äußere Einwirkungen werden Lacke, gelatinartige Massen verwendet (Gelatinieren), wobei namentlich die Spiritusfirnisse und Leimgelatine in Gebrauch kommen. Diese Flüssigkeiten werden mit breitem Pinsel in mehreren Schichten aufgestrichen und dann getrocknet. Auch das Lackieren und Firnissen wird nun schon durch Maschinen zur Ausführung gebracht, wobei das Papier zwischen einer glatten und geriffelten Walze hindurchläuft, von denen die letztere mit Lack aus einem Gefäß versehen wird. Beim Gelatinieren wird das Papier nach dem letzten Trocknen in kaltes Wasser gelegt, dadurch der Gelatinüberzug zum Quellen gebracht und dann mit der überzogenen Seite auf ein sehr glattes, etwas mit Vaseline eingefettetes Spiegelglas gelegt und so getrocknet, wodurch ein durchsichtiger, porzellanartiger Ueberzug erreicht wird.
Literatur: Hoyer, E., Die Fabrikation des Papiers, Braunschweig 1877; Weichelt, Buntpapierfabrikation, Papierzeitung 1902.
Maxim. Kraft.


Buchempfehlung
Schnitzler, Arthur
Das neue Lied und andere Erzählungen 1905-1909

Die Sängerin Marie Ladenbauer erblindet nach einer Krankheit. Ihr Freund Karl Breiteneder scheitert mit dem Versuch einer Wiederannäherung nach ihrem ersten öffentlichen Auftritt seit der Erblindung. »Das neue Lied« und vier weitere Erzählungen aus den Jahren 1905 bis 1911. »Geschichte eines Genies«, »Der Tod des Junggesellen«, »Der tote Gabriel«, und »Das Tagebuch der Redegonda«.
48 Seiten, 3.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum