Leder
[82] Leder, jener Teil der tierischen Haut, welcher durch Aufnahme der verschiedenartigsten Dinge, wie pflanzliche Gerbstoffe, Fette, Salze, Seifen u. dergl., aus dem leicht verweslichen Zustand der Rohhaut in einen Zustand größerer Widerstandsfähigkeit gegenüber äußeren Einflüssen übergegangen ist und noch andre vorteilhafte Eigenschaften erlangt hat; Während die Rohhaut durch Trocknen hornartig und durchscheinend wird, bei Gegenwart von Feuchtigkeit leicht in Fäulnis übergeht und beim Kochen mit Wasser Leim bildet, stellt das Leder ein deutlich faseriges, nicht mehr durchscheinendes Gewebe dar und besitzt entweder eine gewisse Weichheit und Geschmeidigkeit (Oberleder, Weißgarleder, Sämischleder) oder eine gewisse Starrheit und Fertigkeit (Sohlleder); es widersteht selbst in der Nässe lange der Fäulnis und liefert beim Kochen mit Wasser überhaupt[82] nicht oder erst nach einiger Zeit Leim. Derjenige Industriezweig, welcher sich mit der Herstellung des Leders befaßt, wird als Gerberei bezeichnet, und diejenigen Stoffe, welche die tierische Haut in Leder überzuführen vermögen, nennt man Gerbstoffe oder Gerbmaterialien.
Hinsichtlich der Natur der Gerbstoffe kann man das gesamte Gebiet der Gerberei einteilen in: Rot- oder Lohgerberei; nach diesem Verfahren, bei welchem man als Gerbstoffe die verschiedensten Materialien aus dem Pflanzenreiche verwendet, werden aus den Häuten sehr vieler Tierarten die verschiedenartigsten Leder, wie Sohl-, Vache-, Riemen-, Zeug-, Oberleder, Korduane, Saffiane u.s.w., hergestellt; Sämischgerberei (Oelgerberei), welche mit Hilfe von tierischen Fetten, namentlich der Trane, die Sämisch- oder Waschleder erzeugt; Mineralgerberei, welche die tierische Haut durch Einverleibung von anorganischen Verbindungen wie Alaun, Kochsalz, Chromsalzen, Eisensalzen u.s.w., in Leder überführt; der wichtigste Zweig der Mineralgerberei ist jetzt die Chromgerberei; außerdem ist von Bedeutung die Weißgerberei, welche Alaun und Kochsalz verwendet; als Nebenzweige derselben sind die Glacégerberei und Kidgerberei zu betrachten, welche neben den beiden genannten Gerbstoffen noch Eidotter und Mehl benutzen; Gerberei diverser Lederarten; in diesem Teile sollen alle diejenigen Gerbverfahren zusammengefaßt werden, welche gewissermaßen Kombinationen der drei genannten Gruppen bilden oder bei welchen andre Gerbmaterialien Verwendung finden; hierher gehört die Herstellung des Fettgarleders, Crownleders, Transparentleders u.s.w.
Nach [1] ist schon vor 2000 Jahren mit Pflanzengerbstoffen Leder erzeugt, jedoch erst in neuerer Zeit sind die chemischen Wirkungen der Gerbstoffe gründlich untersucht worden [2]. in der sub [1] und [2] angeführten Literatur läßt sich der historische Teil der Gerberei verfolgen. Wesentliche Fortschritte in dem Gewerbe verdankt man der 1873 gegründeten Chemisch-technischen Versuchsanstalt für Lederindustrie in Wien, dem nach dem Tode von v. Schroeder eingegangenen Gerbereilaboratorium in Tharandt bei Dresden, der im Jahre 1897 errichteten Deutschen Versuchsanstalt für Lederindustrie zu Freiberg i. S. sowie verschiedenen Fachlaboratorien und Fachlehranstalten des Auslandes.
Rohmaterialien und Hilfsstoffe der Gerberei.
Die tierische Haut besteht im wesentlichen aus drei voneinander verschiedenen Schichten, und zwar, von außen nach innen betrachtet, aus Oberhaut (Epidermis), Lederhaut (Corium, Cutis) und Unterhaut. Die Oberhaut setzt sich wiederum aus zwei Teilen zusammen: Hornschicht und Schleimschicht (Malpighischer Schleim). Die Lederhaut besteht aus Bindegewebsfasern, die durch Gabelung vielfach verästelt sind, sich gegenseitig durchkreuzen und sich zu Bündeln vereinigen. Die einzelnen Bestandteile des äußeren Teiles der Lederhaut bilden ein außerordentlich seines Gewebe, welches intermediäre Lederhaut, vom Gerber der Narben oder die Narbe genannt wird. Zur Herstellung von Leder kann nur die Lederhaut dienen, weshalb die Ober- und Unterhaut vor dem Gerben entfernt werden müssen. Die von Oberhaut, Unterhaut, Haaren bezw. Wolle befreite, mit Wasser durchtränkte Lederhaut wird vom Gerber Blöße genannt.
Wenn tierische Haut einige Zeit im Wasser oder an der Luft liegen bleibt, so daß dieselbe anfängt, in schwache Fäulnis überzugehen, oder wenn man sie in schwache Lösungen von Säuren, Alkalien, Erdalkalien oder deren Schwefelverbindungen legt, so wird der Zusammenhang zwischen der Schleimschicht und der Lederhaut aufgehoben und die Oberhaut nebst Haaren (bezw. Wolle) läßt sich leicht von der Lederhaut ablösen. Nach [3] besteht die Lederhaut – abgesehen von Wasser, Mineralstoffen und Fett – aus dem Stoff, welcher die Bindegewebsfasern zusammensetzt und die Bezeichnung Bindegewebesubstanz, leimgebende Substanz, Glutin oder Hautfibroin führt, und der zwischen diesem eingelagerten Substanz, welche Intercellularsubstanz oder Coriin genannt wird. Das Hautfibroin hat nach [3] die Zusammensetzung: C16H23N5O6 und ist in kaltem Wasser, schwachen Säuren und verdünnten Lösungen von Alkalien und Erdalkalien unlöslich, dagegen löslich in kochendem Wasser, wobei Leim gebildet wird, in konzentrierten Säuren und Alkalilösungen. Das Coriin hat die Formel: C30H50N10O15 und ist in verdünnten Säuren, verdünnten Lösungen von Alkalien und Erdalkalien und in 10 prozentiger Kochsalzlösung löslich, aber unlöslich in Kochsalzlösung von größerer oder geringerer Konzentration und in Wasser. Beim Trocknen der Blöße verkittet das Coriin die Bindegewebsfasern, wodurch das so erhaltene Produkt, welches man als Hornleder bezeichnet, steif wird. Da man durch wiederholte Behandlung von Blößen mit Kalkwasser immer neue Mengen Coriin erhält, so muß man das letztere als ein Zersetzungsprodukt der Bindegewebesubstanz auffassen. Reimer [3] hat weder in der Bindegewebesubstanz noch im Coriin einen Schwefelgehalt gefunden, während spätere Untersuchungen stets einen, wenn auch nur kleinen Gehalt an Schwefel nachgewiesen haben. Stohmann und Langbein, ebenso Muntz [4] führten die Elementaranalyse der Coriumtrockensubstanz aus und fanden bei derselben im aschefreien Zustande folgende Zusammensetzung:

[83] v. Schroeder und Päßler [5] haben die Blöße (Lederhaut) verschiedener Tiere eingehend untersucht und hierbei den Gehalt an Wasser, Mineralstoffen, Fett und eigentlicher Hauttrockensubstanz und ferner die Elementarzusammensetzung der letzteren bestimmt. Es ergab sich hierbei hinsichtlich des Gehaltes an Hauttrockensubstanz, daß dieselbe in den verschiedenen Blößen sehr verschieden ist und im allgemeinen um so mehr abnimmt, je mehr die Stärke der Blöße abnimmt und je schwammiger die Textur der Blöße ist; ferner ist auch die Haarlockerungsmethode (Schwitzmethode oder Aeschermethode) von großem Einflusse auf den Gehalt an Hauttrockensubstanz. Starke Rindsblößen sind reicher daran als schwache; Rindsblößen enthalten mehr Hautsubstanz als Kalbsblößen, diese mehr als Schafsblößen. Der stärkere Rückenteil einer Blöße hat einen größeren Gehalt an Hautsubstanz als die zugehörigen Bauch- und Seitenteile; geschwitzte Blößen enthalten mehr Hautsubstanz als geäscherte Häute. Bei diesen Ermittlungen ergaben sich folgende Gehalte an Trockensubstanz und Wasser:
Die frühere Annahme, daß die verschiedenen Blößen annähernd den gleichen Wassergehalt besitzen, ist demnach unrichtig.
Der Gehalt der Lederhaut an Mineralstoffen ist meist sehr gering und beträgt bei geschwitzten Blößen meist nur etwa 0,2–0,5% (auf Trockensubstanz berechnet); in geäscherten Blößen ist er etwas höher, etwa 1–2%. Der Fettgehalt ist je nach Abdämmung sehr verschieden; im allgemeinen enthalten die Blößen von Rind, Kalb und Roß wenig Fett (auf Trockensubstanz berechnet etwa 0,6% im Mittel), während die von Ziege, Schwein und Schaf sich durch einen höheren Fettgehalt, der innerhalb sehr weiter Grenzen schwanken kann (2–30%), auszeichnen.
Bei der Ermittlung des Stickstoffgehaltes in einer großen Anzahl von Blößen der verschiedensten Abstammung ergab sich die für die Lederanalyse wichtige Tatsache, daß derselbe (bezogen auf wasser-, asche- und fettfreie Hautsubstanz) bei allen denjenigen Blößen, welche von derselben Tierart herrühren, nur ganz geringen Schwankungen unterliegt und deswegen als eine konstante Größe anzusehen ist. Hinsichtlich des Stickstoffgehaltes kann man die für die Gerberei wichtigen Blößen (die weniger wichtigen sind in Klammern angeführt) in folgende drei Gruppen einteilen: 1. Die Blößen vom Rind, Kips, Kalb, Roß und Schwein mit einem durchschnittlichen Stickstoffgehalte von 17,8%; 2. die Blößen von der Ziege (Hirsch und Reh) mit einem durchschnittlichen Stickstoffgehalte von 17,4%; 3. die Blößen vom Schaf (Hund, Katze) mit einem durchschnittlichen Stickstoffgehalte von 17,1%. Diese Tatsache ist sehr wichtig für die Lederanalyse. Wie später gezeigt wird, werden bei dem Gerbprozesse in den meisten Fällen stickstofffreie Substanzen von der Haut aufgenommen; es kann demnach der Stickstoffgehalt des Leders als Grundlage zur Berechnung der von der Haut absorbierten Gerbstoffmenge dienen. Nach v. Schroeder und Päßler [5] hat die wasser-, fett- und aschefreie Hautsubstanz der obenangeführten Blößen folgende Zusammensetzung:

Die Gerberei verwendet vorzugsweise Häute vom Rind (Ochsen-, Kuh-, Bullen-, Kipshäute, Kalbfelle u.s.w.), vom Roß, Büffel, Schwein, Schaf und von der Ziege; außer diesen, jedoch seltener, die Häute und Felle von Hirschen, Gemsen, Antilopen, Renntieren, Rehen, Eseln, Zebras, Hunden, Katzen, Seehunden, Elefanten, Rhinozerossen, Beuteltieren, Krokodilen, Alligatoren, Schlangen, Fröschen u. dergl. Die Felle der verschiedensten Pelztiere werden unter Erhaltung der Haare bezw. der Wolle in der Pelzgerberei verarbeitet. – Der Gerber belegt die Häute der größeren Tiere mit dem Namen Haut, die der kleineren Tiere mit dem Namen Fell.
Im Handel sind die Häute oder Felle in frischem oder konserviertem Zustande erhältlich. Die frischen Häute, welche zur Verhütung der Fäulnis entweder sofort verarbeitet oder konserviert werden müssen, bezeichnet man als Grünhäute oder grüne Häute. Behufs Konservierung werden die Häute bezw. Felle mit Kochsalz (am besten reines Salz oder solches, welches mit Petroleum denaturiert ist) eingesalzen und aufbewahrt (grüngesalzene Häute) oder eingesalzen und etwas aufgetrocknet (trockengesalzene Häute) oder ohne Anwendung von Salz vollständig aufgetrocknet (Trockenhäute); zuweilen werden sie auch geräuchert. Die Beschaffenheit der Rohhaut ist von großem Einfluß auf die Qualität des Leders; im allgemeinen liefert dünne, klapprige Rohware ein schlechtes Leder, während gleichmäßig starke, kräftige, kernige Häute gutes Leder geben. Häute kranker oder gefallener Tiere sind weniger für die Gerberei geeignet als die Häute geschlachteter oder erjagter gesunder Tiere. Ferner ist der Wert der Häute abhängig von Rasse, Alter, geschlechtlicher Tätigkeit, Nahrung und Pflege; beispielsweise liefern Häute von starken, großen männlichen Tieren im allgemeinen ein besseres Leder als Häute von alten weiblichen Tieren, zumal wenn letztere oftmals gekalbt haben. Das Fell eines Tieres, welches schon Heu oder Gras gefressen hat, liefert ein weniger gutes Leder als das Fell eines solchen, das lediglich mit Milch ernährt worden ist.
Die einzelnen Teile ein und derselben Haut sind in ihrer Qualität auch sehr verschieden. Der beste Teil befindet sich in der Mitte der Haut, und zwar vom Schweife bis zum Anfange[84] des Nackens und seitwärts bis über die Mitte des Bauches hinab; man bezeichnet denselben als Kern oder Croupon und unterscheidet bei ihm zwei Teile: den nach dem Schweife zu liegenden, Schild, und den nach dem Nacken zu liegenden, Rücken genannt. Der Abfall ist derjenige Teil, welcher verbleibt, wenn man aus der Haut den Kern herausschneidet (Crouponnieren); derselbe besteht aus dem Kopfe (den mittleren Teil desselben nennt man Stirnling und die Seitenteile Laschen), dem Halse, den Vorderklauen, den Flämen oder Schlampen (das sind die weichen lockeren Teile um die Schultergelenke, die Vorderfüße und die sich nach hinten zu anschließenden Teile), den beiden Bauchstreifen und den Hinterklauen. Das Randstück des Schildes mit dem Schweife, Kratze genannt, wird bei Häuten, die zu Sohlleder verarbeitet werden, auch zum Abfall gerechnet. Die besten Abfallteile sind der Hals und die Kratze und die schlechtesten die Flamen.
Die Rindshaut ist unter allen in der Gerberei verwendeten Rohhautsorten entschieden die wichtigste. Man unterscheidet hierbei die Zahmhaut und die Wildhaut. Die erstere flammt von dem bei uns als Haustier gezüchteten Rind ab, während die letztere von dem namentlich in Südamerika, Indien, Australien, Ostasien und Südafrika lebenden Rinde gewonnen wird. Da der europäische Kontinent nicht genügend Rindshäute erzeugt, so werden bedeutende Mengen Wildhäute alljährlich aus den genannten Ländern zu uns importiert. Hauptstapelplätze dieser im getrockneten oder trockengesalzenen Zustande zum Versand kommenden Häute sind Hamburg, London, Antwerpen und Havre. Wir unterscheiden bei den Zahm- wie bei den Wildhäuten Ochsenhäute, Kuhhäute, Stier- oder Bullenhäute, ferner Kalbinnen, welche von weiblichen Tieren abdämmen, die noch nicht gekalbt haben und deswegen ein gutes Leder liefern. Die rothaarigen Häute sind wertvoller als die andersgefärbten. Bei Bullenhäuten ist der Rücken der Haut, welcher bei den übrigen Häuten der stärkste Teil ist, in großer Ausdehnung dünn, während Hals-, Kopf- und Seitenteile eine übermäßige Dicke haben und von loser, schwammiger Textur sind. Der Gerber spricht von der Stellung der Haut und versteht darunter das Verhältnis der Fläche zur Dicke; eine voll- oder gutgestellte Haut weist in allen ihren Teilen eine ihrer Ausdehnung entsprechende Dicke auf, während bei einer schlechten oder abfälligen Stellung der Unterschied in der Stärke der Kern- und Seitenteile ein sehr großer, die Abnahme der Stärke nach den Seitenteilen zu eine bedeutende ist. Das Geschlecht, das Alter und die Ernährungsweise der Tiere üben auf die Beschaffenheit der Rindshäute einen ganz hervorragenden Einfluß aus. Die Haut des weiblichen Rindes besitzt ein feineres, elastischeres, teueres und widerstandsfähigeres Fasergewebe, und dementsprechend zeigt das aus derselben hervorgegangene Leder eine feinere Narbenbildung und einen feineren Schnitt. Die Haut des männlichen Rinds erreicht meist ein höheres Gewicht, eine größere und dabei gleichmäßigere Stärke – das Fasergewebe ist aber gröber und loser und dementsprechend auch die Narbenbildung und der Schnitt. Die Haut des Ochsen (des kastrierten männlichen Rindes) hat eine bessere Beschaffenheit als die Bullenhaut. Die Ochsen, die erst in späterem Alter kastriert worden sind, bezeichnet man als Altschneider und die Häute derselben liegen hinsichtlich ihrer Beschaffenheit und Qualität zwischen den Ochsenhäuten und den Bullenhäuten. Die Häute jüngerer Tiere sind im allgemeinen seiner in der Faser und im Narben als die der älteren. Häute von Weidevieh sind besser als solche von Stallvieh. Jede Ernährung, bei welcher eine möglichst starke Entwicklung des Fleisches und großer Fettansatz bezweckt wird, ist ungünstig für die Hautentwicklung; das Mastvieh liefert daher weniger gute Häute. Schlechte Ernährung, Mangel an Bewegung, übermäßige Anstrengung bei der Arbeit und schlechte Pflege üben einen ungünstigen Einfluß auf die Güte der Häute aus. In einem gemäßigten und feuchteren Klima werden die besten Häute erzeugt; ungünstig wirken immer größere Wärme und Trockenheit. Das Gewicht der grünen Zahmhäute schwankt gewöhnlich innerhalb der Grenzen von 15 bis 50 kg, geht in Ausnahmefällen herauf bis zu 80, sogar bis zu 100 kg. Unter den zu uns eingeführten Wildhäuten spielen die südamerikanischen Häute, welche vorzugsweise aus den La-Plata-Staaten und dem südlichen Teile von Brasilien flammen, die bedeutendste Rolle. Die wichtigsten Arten der in den La-Plata-Staaten produzierten Häute sind die Mataderos, Saladeros und Campos. Die Mataderos, welche meist gesalzen, zuweilen aber auch getrocknet in den Handel kommen, sind Häute von Rindern, die in den großen städtischen Schlachthäusern zur Ernährung der Bevölkerung geschlachtet werden, während die Saladeros, welche stets gesalzen werden, aus den großen Fleischextrakt- und Fleischkonservenfabriken der genannten Länder stammen. Beide Hautsorten sind wegen ihrer guten Schlachtung im Handel sehr geschätzt. Die Campos, welche von den für den Bedarf der Landbevölkerung geschlachteten Tieren herrühren und stets getrocknet werden, sind im allgemeinen geringwertiger, weil auf das Trocknen meist sehr wenig Sorgfalt gelegt wird. Die Wildhäute werden häufig auch nach dem Ursprungslande oder nach dem Ausfuhrhafen bezeichnet, z.B. Uruguay-, Paraguay-, Entre-Rios-, Montevideo-, Santa-Fé-Häute. Im Handel sortiert man sie in Sommerhäute (mit kurzem Haar) und in Winterhäute (mit langem Haar); ferner erfolgt die Sortierung nach Ochsen und nach Kühen und innerhalb engerer oder weiterer Grenzen nach Gewicht. Die brasilianischen Häute, welche wegen der Ungleichmäßigkeit in der Qualität im Handel weniger geschätzt werden, sind meist nach dem Ursprungsorte oder nach dem Ausfuhrhafen benannt, z.B. Bahia-, Parana-, Ceara-, Rio-de-Janeiro-, Pernambuco-Häute. Die Gewichte der gesalzenen Wildhäute schwanken gewöhnlich innerhalb der Grenzen von 15 bis 40 kg und die der trockenen Häute zwischen 8 und 20 kg. – Als Seronen bezeichnet man Teile von Rindshäuten, die als Umhüllung der aus Amerika importierten Tabak- und Erzballen dienen; diese meist aus dem Rücken flammenden Teile werden namentlich zur Herstellung von Sohlleder oder Brandsohlleder verwendet. Unter den asiatischen Wildhäuten sind von größter Wichtigkeit die aus den englischen Besitzungen in Indien über London nach Europa exportierten Kipshäute, die von dem kleinen indischen, mit einem Rückenhöcker versehenen Rinde (Zebu) abdämmen und wegen ihres kleineren Gewichtes und ihrer geringeren Stärke meist zu Oberleder[85] verarbeitet werden. Man unterscheidet bei diesen Häuten, welche stets getrocknet sind, Arsenikkipse und belegte Kipse. Die ersteren sind gewöhnlich sehr sorgfältig behandelt und zur besseren Konservierung beim Trocknen mit einer Arseniklösung getränkt worden. Die belegten Kipfe werden beim Trocknen auf der Fleischseite mit einem mehr öder weniger starken, im wesentlichen aus Kalk und Ton begehenden Anstrich versehen, dessen Zweck übrigens nicht recht ersichtlich ist; die Beurteilung der Rohware wird durch denselben sehr erschwert. Die Kipfe werden ferner eingeteilt in slaughtered hides, das sind Schlachthäute, in dead hides, Häute von gefallenen Tieren, und in rejections, Ausschußhäute. Sie werden auch nach ihrem Ursprungsorte oder nach dem Ausfuhrhafen näher bezeichnet, z.B. Darbhangah, Patna, Luknow, Dacca, Chittagong, Kalkutta. Die Gewichte der Arsenikkipse bewegen sich etwa zwischen 2 und 5,5 kg und die der belegten Kipfe zwischen 3 und 6,5 kg. – Die holländischen Besitzungen in Indien liefern auch eine große Menge getrockneter Wildhäute, die, nach der Herkunft benannt, als Java-, Sumatra-, Borneo-, Celebeshäute in den Handel kommen. China und Japan exportieren ebenfalls Wildhäute im getrockneten und auch im gesalzenen Zustande, ebenso auch Südafrika (Kaphäute, Sansibarhäute).
Eine Hauptaufgabe des Gerbers ist die richtige Auswahl der Rohhäute für einen bestimmten Zweck, und zwar gilt dies nicht nur für Rindshäute, sondern auch für jede andre Hautsorte. Die Größe, die Dicke, die Stellung der Haut, ihre sonstige Beschaffenheit ist maßgebend für die Lederart, welche daraus hergestellt werden soll, und schließlich auch für die Art und Weise, wie der Gerbprozeß zu leiten ist, weil Häute von verschiedener Beschaffenheit beim Gerbprozeß auch verschieden behandelt werden müssen. Für eine bestimmte Lederart und für ein bestimmtes Gerbverfahren müssen deswegen immer solche Häute ausgewählt werden, die in ihren Eigenschaften möglichst gleich sind.
Die Häute der jungen Rinder von der Geburt bis zum Beginn der Selbsternährung werden als Kalbfelle bezeichnet; die Häute etwas älterer Rinder, welche sich bereits mit gemischtem Futter ernährt haben und bis zu einem Jahre alt sein können, nennt man Heufresser oder Bittlinge. Die Kalbfelle liefern das beste Leder, weshalb dieselben im Preise am höchsten stehen; im Handel kommen sie im gesalzenen und im getrockneten Zustande vor und ihr Wert richtet sich namentlich nach der Provenienz und nach dem Geschlechte. Felle von weiblichen Kälbern (Mutterseite) sind mehr geschätzt als solche von männlichen (Oechschen), rote Felle mehr als anders gefärbte. Die von Mastkälbern stammenden Mastkalbfelle zeichnen sich durch ein höheres Gewicht, aber auch den Kalbfellen gegenüber durch geringere Qualität aus. Die Gewichte der grünen Kalbfelle schwanken, je nach Alter und Rasse der Tiere, etwa zwischen 2 und 7 kg, die der trockenen Felle zwischen 0,8 und 2,5 kg; die Mastkalbfelle sind bis zu 15 kg schwer.
Schweinshäute werden nur in gewissen Gegenden, namentlich in England, Oesterreich und Süddeutschland, in größeren Mengen für bestimmte Zwecke, wie für Sattler- und Buchbinderleder, zu Leder verarbeitet.
Die Roß-, Esel- und Maultierhäute, welche hinsichtlich ihrer Dicke und Fertigkeit den Rindshäuten nachstehen, sind ein geeignetes Material für Oberleder. Während früher die Roßhaut ganz vernachlässigt war, spielt dieselbe sowie das Roßleder gegenwärtig eine bedeutende Rolle. Die Häute von einheimischen Pferden sind, weil sie meist von alten, abgetriebenen Tieren flammen, geringer in der Qualität als diejenigen der in den südamerikanischen Prärien eingefangenen wilden und halbwilden Pferde. Charakteristisch für die Roßhaut, ebenso wie für die Haut des Esels, des Maultiers und des Zebras, ist, daß dieselben auf der Fleischseite am hinteren Rückenteile mit zwei über den ganzen Afterteil reichenden, oft miteinander zusammenhängenden, kautschukähnlichen Schichten belegt sind. Diese Teile der Haut, welche der Gerber als Spiegel bezeichnet, sind in gegerbtem Zustande als Schuhvorderteile sehr geschätzt. Bei der Verarbeitung der Häute wird dieser Spiegelteil meist herausgeschnitten und, wie die übrigen Hautteile, für sich gegerbt, da beide verschiedene Verwendungsweisen haben; zuweilen kommen diese Teile bereits im rohen Zustande getrennt zum Verkaufe. Die Roßhäute gelangen gesalzen oder getrocknet in den Handel. Die Verarbeitung der Roßhäute zu Leder wird gegenwärtig in großem Umfange betrieben, namentlich in Norddeutschland, England und Dänemark.
Ein sehr gutes Fell für feinere Leder (Luxusschuhe, Buchbinderarbeiten, Handschuhe u.s.w.) liefern die Ziegen. Die Ziegenfelle kommen, meist im getrockneten Zustande, vorzugsweise aus den europäischen Gebirgsländern, ferner aus Afrika, Zentralamerika und in allergrößter Menge aus Ostindien. Die Qualität der Felle hängt wesentlich von dem Alter und der Provenienz ab; die von ganz jungen Tieren flammenden Felle, die man als Zickel- oder Saugziegenfelle bezeichnet, besitzen den höchsten Wert. Die amerikanischen Tampicoziegenfelle zeichnen sich vor andern Fellen vorteilhaft durch ihre Größe, Stärke und Fertigkeit aus und übertreffen in dieser Beziehung noch die ostindischen Ziegenfelle.
Einen geringeren Wert als die Ziegenfelle besitzen die Schaffelle; geschätzter sind die von jungen Tieren flammenden Lammfelle, welche vorzugsweise zur Herstellung von Glacéleder verwendet werden. Die Qualität der Felle verschiedener Schafrassen ist sehr verschieden; im allgemeinen kann man sagen, daß diejenigen Rassen, welche eine schlechte Wolle liefern, bessere Felle produzieren als solche mit seiner, guter Wolle; es stehen demnach unter der Voraussetzung, daß die Ernährung in beiden Fällen eine gute ist, die Qualität der Wolle und die des Felles im umgekehrten Verhältnisse. Die Schaf- und Lammfelle, welche meist im getrockneten, weniger im gesalzenen Zustande in den Handel kommen, flammen namentlich aus Kleinasien, Griechenland, den Balkanländern, Italien, Spanien, Nordafrika und Australien. – Außer den genannten Häutegattungen werden in der Gerberei noch viele andre verwendet, welche eingangs bereits kurz angeführt worden sind, jedoch im übrigen nur geringe Bedeutung haben.
Gerbstoffe. 1. Die Gerbstoffe der Lohgerberei: Pflanzliche Gerbmaterialien. Die Teile vieler Pflanzen (Rinden, Hölzer, Wurzeln, Blätter, Früchte, Samen, vgl. Gerbstoffe,[86] Bd. 4, S. 400) enthalten organische Stoffe, welche gerbend auf tierische Haut wirken und deswegen Gerbstoffe oder zugleich wegen ihres sauern Charakters Gerbsäuren (Bd. 4, S. 400) genannt werden. Mit Ausnahme des in den Galläpfeln (Bd. 4, S. 237) vorkommenden Gerbstoffs, der als Tannin bezeichnet wird, und des Eichenrindengerbstoffes sind sie nur wenig untersucht; die in der Literatur vorhandenen Angaben über die Gerbstoffe andrer Gerbmaterialien beziehen sich meist nicht auf chemisch reine Körper, sondern auf solche, die vermutlich noch Gemische mehrerer Substanzen darstellen. Das Studium dieser Verbindungen wird sehr erschwert dadurch, daß sie nicht kristallisieren und durch Einwirkung der Luft und der meisten Chemikalien leicht verändert werden. Ursprünglich hielt man die Gerbstoffe für Glykoside, was aber durch die neueren Untersuchungen sehr Zweifelhaft geworden, für die meisten Gerbstoffe sogar schon widerlegt ist. Es ist übrigens nicht ausgeschlossen, daß die als Gerbstoffe bezeichneten Substanzen ganz verschiedenen Klassen chemischer Verbindungen angehören. Doch ist eine Anzahl von gemeinsamen Eigenschaften für Gerbstoffe charakteristisch. Hierzu gehören namentlich folgende Reaktionen: sie werden aus ihren Lösungen von tierischer Haut absorbiert, sind Verbindungen säureartiger Natur und geben infolgedessen mit Basen salzartige Verbindungen; sie sind nicht kristallisierbar, geben keine kristallisierenden Verbindungen, besitzen einen zusammenziehenden Geschmack, liefern mit Eisensalzen gefärbte Niederschläge, mit Leim-, Eiweißlösungen oder Alkaloiden amorphe Fällungen. Sie erteilen dem Leder sehr verschiedene Eigenschaften. Rindengerbstoffe liefern z.B. ein andres Leder als Holzgerbstoffe oder Fruchtgerbstoffe; Eichenrindengerbstoff wirkt anders als Mimosenrindengerbstoff u.s.w. Zur Ermittlung des Gehaltes an Gerbstoff sind eine große Anzahl von Methoden ausgearbeitet und vorgeschlagen worden. Wirklich zuverlässige Zahlen liefern bei peinlich genauer Einhaltung der Vorschriften die von Schroeder modifizierte Löwenthalsche Titriermethode [6] und die indirekt-gewichtsanalytische Methode, die auf den Konferenzen des »Internationalen Vereins der Lederindustriechemiker« wesentlich präzisiert worden ist. Die erstere liefert Zahlen, welche sich auf Tannin beziehen und erst mit Hilfe besonderer Faktoren in Gewichtsprozente umgerechnet werden müssen. Handelt es sich um eine annähernde Wertbestimmung eines Gerbmaterials, so genügt die von v. Schroeder ausgearbeitete Spindelmethode [7]. Dieses Verfahren beruht darauf, daß man die Dichte des aus einer bestimmten Menge von Material mit einer gleichbleibenden Wassermenge hergestellten Extraktes ermittelt und alsdann in Tabellen, die v. Schroeder aufgestellt hat, den der gefundenen Dichte entsprechenden Gerbstoffgehalt abliest.
Da der Gerbstoff für sich allein Haut nicht in ein brauchbares Leder überzuführen vermag, sondern beim Gerbprozeß auch die aus den zuckerartigen Stoffen durch Gärung gebildeten organischen Säuren von wesentlichem Einflusse sind, so ist der Gehalt an zuckerartigen Stoffen, welche auch als Säurebildner bezeichnet werden, sowie das Verhältnis von Gerbstoff und Säurebildnern von Wichtigkeit. Die wichtigsten gerbstoffhaltigen Materialien sind: Eichen-, Fichten-, Weiden-, Hemlock-, Mimosenrinde, Garouille, Kastanien-, Eichen-, Quebrachoholz, Valoneen, Dividivi, Myrobalanen, Knoppern, Rove, Canaigre und Sumach. Einige dieser Materialien und noch andre gerbstoffhaltige Pflanzenteile werden zur Gewinnung von gerbstoffhaltigen Brühen ausgelaugt, worauf man diese Auszüge durch Eindampfen eindickt und flüssig, teigförmig oder fest als Gerbextrakte in den Handel bringt. Es sind hier zu nennen: Kastanienholz-, Eichenholz-, Quebrachoholzextrakt, Fichtenloh-, Hemlockextrakt, Katechu, Gambir und Kino. Von geringerer Bedeutung für die Gerberei sind die Lärchenrinde, Birkenrinde, Mangrovenrinde, Cajotarinde, Scorza rossa oder Péfkos und Snobarrinde. Näheres über Abstammung und Vorkommen vgl. Bd. 4, S. 401.

[87] Die vorstehende Tabelle enthält eine Zusammenstellung der durchschnittlichen Wassergehalte, der niedrigsten, mittleren und höchsten Gehalte an gerbenden Stoffen und der durchschnittlichen Zuckergehalte der wichtigsten Gerbmaterialien, wobei die zahlreichen Analysen v. Schroeders zugrunde gelegt sind.
Die pflanzlichen Gerbmaterialien bedürfen vor ihrer Verwendung einer Zerkleinerung, damit der Gerbstoff leichter und vollständiger ausgelaugt werden kann. Bei den Rinden und Hölzern ist namentlich eine Zerfaserung und bei den meisten andern Materialien eine Zerkleinerung zu Pulver erforderlich. Die Rinden werden meist auf Rindenschneidern vorzerkleinert und dann wie die andern Gerbmaterialien auf Steinmühlen, Glockenmühlen, Exzelsiormühlen, Schleudermühlen (Desintegratoren) weiter vermählen; sie heißen dann Lohen. Zur Zerkleinerung des äußerst festen Quebrachoholzes verwendet man Raspelmaschinen; bei Quebrachoholz unterscheidet man, je nachdem das Abraspeln parallel oder senkrecht zur Längsachse des Stammes erfolgt, Lohschnitt und Hirnschnitt, ferner noch Quebrachopulver.
Die Herstellung von Extrakten aus Gerbmaterialien wird in Ostasien zur Gewinnung von Katechu, Gambir und Kino schon mehrere hundert Jahre betrieben. Gegenwärtig stellt man die S. 87 angeführten Extrakte dort her, wo z.B. Eichen- oder Kastanienholz oder deren Abfälle in größerer Menge zu haben sind und wo wegen unvorteilhafter Transportverhältnisse der Versand des Gerbmaterials selbst nicht lohnend erscheint. Die Fabrikation von Extrakten soll nach [8] nur dann lohnend sein, wenn Material von mindestens 4–6% Gerbstoff zur Verarbeitung gelangt. Das heute angewendete Extraktionsverfahren ist dem in der Rübenzuckerfabrikation zur Saftgewinnung dienenden Diffusionsverfahren nachgebildet. Die erhaltenen Brühen werden zur Entfernung der suspendierten Substanzen geklärt (durch Filtrieren oder Absitzenlassen und nachheriges Dekantieren; durch Niederreißen der suspendierten Substanzen mittels eines in der Lösung hervorgerufenen Niederschlags, wofür Metallsalze, Blut, Leim u.s.w. vorgeschlagen worden sind und wobei stets nicht unwesentliche Mengen an Gerbstoff mit niedergerissen werden). Die Konzentration der geklärten Brühen erfolgt für flüssige, teigförmige und feste Extrakte durch Eindampfen in Vakuumapparaten. Die flüssigen Extrakte haben meist eine Dichte von 20–30° Bé. – Im Handel sind Extrakte häufig als Eichenextrakte angeführt, um den Anschein zu erwecken, als ob sie aus Eichenlohe hergestellt seien, während es Eichenholzextrakte sind und bei der Gerbung sich entsprechend der Wirkungsweise des Eichenholzgerbstoffes verhalten, in neuester Zeit kommen aus Amerika auch Eichenrindenextrakte in den Handel, die aus der Rinde der Kastanieneiche (Chestnut oak, Quercus prinus) gewonnen werden; auch kalt- und klarlösliche Quebrachoextrakte werden hergestellt (D.R.P. Nr. 91603, 103725; Engl. Pat. 1891, Nr. 25063; Amerik. Pat. Nr. 734889). Die Gerbextrakte werden zuweilen durch Zusätze von Melasse u.s.w. verfälscht.
An Stelle der pflanzlichen Gerbmaterialien versuchte man auch wohlfeilere Kunstprodukte zu verwenden. Jennings [9] behandelte gepulverten Torf mit Salpetersäure in der Hitze und langte hierauf zur Lösung des Gerbstoffes mit heißem Wasser aus. Diese Lösung muß zur Entfernung des Farbstoffes zunächst mit etwas Zinnsalz gekocht werden. Skey [10] stellt in ähnlicher Weise durch Einwirkung von Salpetersäure auf Stein- oder Braunkohle einen künstlichen Gerbstoff her. Reinsch (D.R.P. Nr. 37022) hat festgestellt, daß die Steinkohlen (Anthracit ausgenommen) in wechselnder Menge je nach der Provenienz einen Körper enthalten, der sich mit Alkalien ausziehen läßt und gerbende Eigenschaften besitzen soll (Pyrofuscin). Diese künstlichen Gerbstoffe haben sich nicht in der Gerberei einzuführen vermocht, weil die damit hergestellten Produkte bei weitem nicht den Anforderungen genügten, die man an ein gutes Leder stellt. Honig hat ein Patent auf ein Verfahren zur Gewinnung von Gerbextrakten aus den Abfallaugen der Sulfitcellulosefabrikation erhalten (D.R.P. Nr. 132224). Die nach demselben hergestellten Extrakte lassen sich für Gerbzwecke verwenden, haben sich aber bis jetzt nur wenig eingeführt.
2. Die Gerbstoffe der Sämischgerberei sind die aus dem Tierreiche flammenden Trane (Robben-, Wal-, Seehunds-, Leber-, Fischtrane); die dünnflüssigen Wal- und Fischtrane werden bevorzugt; näheres s. Tran.
3. Die Gerbstoffe der Mineralgerberei. In der Weißgerberei (Glace-, Kidgerberei) dienen als Gerbmaterialien Alaun, Kochsalz, Mehl und Eidotter und in der Chromgerberei werden verwendet Chromalaun, Kochsalz, Kaliumbichromat, Natriumthiosulfat, Salzsäure bezw. Schwefelsäure, Chromoxychlorid oder andre basische Chromoxydsalze. Die Gerbstoffe der Eisengerberei können hier unberücksichtigt bleiben, weil eisengare Leder in der Praxis nicht mehr hergestellt werden. Näheres über die einzelnen Substanzen ist aus den zugehörigen Artikeln zu ersehen. Da der eigentlich gerbende Bestandteil des Alauns die schwefelsaure Tonerde ist, während sich das schwefelsaure Kali indifferent verhält [3], so ist es vorteilhaft, den Alaun durch die wohlfeilere schwefelsaure Tonerde zu ersetzen; die essigsaure Tonerde hat sich jedoch wegen des hohen Preises keinen Eingang verschafft. Zur Erzielung einer reinen weißen Farbe beim weißgaren Leder muß der Alaun bezw. die schwefelsaure Tonerde möglichst eisenfrei sein. Das Kochsalz der Weißgerberei ist entweder rein oder denaturiert; bei der Verwendung von letzterem ist Alaun als Denaturierungsmittel andern Substanzen, wie Petroleum, Eisenverbindungen u.s.w., vorzuziehen. Die Eidotter mußte sich der Weißgerber früher selbst ausschlagen, wobei große Mengen Eiweiß als Nebenprodukt erhalten wurden, für welche fast gar keine Verwendung vorhanden war. Gegenwärtig bilden die Eidotter in Form der sogenannten »Faßeier« einen Handelsartikel. In den Albuminfabriken erfolgt die Trennung von Eiweiß und Eidotter, welch letztere mit Kochsalz oder Borax konserviert und in Fässern versendet werden. Enteneier kommen als Faßeier jetzt auch in größeren Mengen, und zwar namentlich aus China und Japan, in den Handel. Als Eidotterersatz wurde[88] von Jacques und Souval Eibischwurzelschleim (D.R.P. Nr. 3644) vorgeschlagen; dieses Mittel sowie der als Eitnerin empfohlene Dotterersatz haben keinen Eingang in die Weißgerberei gefunden. Das Chromoxychlorid (basisches Chromchlorid), welches in der Chromgerberei bei dem Dennis- oder Einbadverfahren in wässeriger Lösung als Gerbmaterial angewendet wird, ist entweder in Lösung unter den Bezeichnungen Tanolin, Corin u.s.w. im Handel zu haben oder wird in den Gerbereien selbst hergestellt. In letzterem Falle geht man entweder von dem Chromoxydhydrat oder von dem Chromalaun aus, indem aus letzterem durch Ammoniak oder Soda das Chromoxydhydrat zunächst ausgefällt wird. Das Chromoxydhydrat wird durch Auflösen in Salzsäure in das Chlorid übergeführt, und zur Lösung des letzteren wird so viel Ammoniak oder Sodalösung zugesetzt, bis sich eine geringe Menge Niederschlag bildet, die beim Umrühren nicht mehr oder nur sehr langsam verschwindet. Diese Lösung, welche außer Chromoxychlorid Chlornatrium enthält, kann in der entsprechenden Konzentration als Gerbflüssigkeit Verwendung finden. Außer diesem Produkt kommen verschiedene andre basische Chromoxydsalze unter Bezeichnungen wie Chromalin, Chromgerbextrakt u.s.w. in den Handel.
Neben den angeführten Stoffen werden in der Gerberei noch eine Reihe andrer Substanzen als Gerbmaterialien verwendet, welche jedoch von geringerer Bedeutung sind, wie z.B. Talg (für Fettgarleder), Glyzerin (für Transparentleder), Pferdefett (für Crownleder), Rindsgehirn, Butter, Milch u.s.w.
Hilfsstoffe der Gerberei. Einer der wichtigsten Hilfsstoffe für die Gerberei ist das Wasser, welchem man gewöhnlich bei seiner Verwendung während der Vorarbeiten und beim Gerbprozesse selbst einen großen Einfluß auf die Güte des fertigen Leders zuschreibt. Die Gerber nehmen im allgemeinen an, daß sich ein hartes Wasser besser für die Herstellung von Unterleder, ein weiches Wasser mehr für die Oberledergerberei eigne. In Wirklichkeit übt aber weniger die Härte als die Temperatur des Wassers einen bestimmenden Einfluß auf die Qualität des Leders aus. Man soll für Gerbereizwecke möglichst reines, an organischen und anorganischen Verbindungen armes, also ein weiches Wasser verwenden; bei der Herstellung von solchem Leder, von welchem man eine gewisse Starrheit und Fertigkeit (Sohlleder) verlangt, soll das Wasser eine während der verschiedenen Jahreszeiten möglichst gleichmäßige niedrige Temperatur besitzen, während zur Herstellung weicherer Ledersorten (Oberleder) ein Wasser von etwas höherer Temperatur erforderlich ist. Es ist dies ganz besonders während der Vorarbeiten (sogenannte »Wasserarbeit«) und der ersten Stadien des Gerbprozesses zu berücksichtigen; die Rohhaut bezw. die Blöße und die schwach angegerbte Haut hat die Eigenschaft, durch die Einwirkung kalten Wassers aufzuschwellen oder »aufzugehen«, während weniger kaltes Wasser die Haut in den sogenannten »verfallenen« Zustand überführt. Wird die Haut während der Anfangstadien immer im geschwellten Zustande erhalten, so geht daraus ein starres, festes Leder hervor; ist die Haut dagegen erst verfallen oder nur wenig aufgegangen, so wird das Leder eine größere Weichheit erlangen. Ein an organischen Substanzen reiches Wasser wirkt nachteilig auf die Güte des Leders ein, besonders wenn es während der Vorarbeiten verwendet wird. Die Benutzung eines Wassers von hoher, besonders temporärer Härte hat eine ungünstigere Ausnutzung des Gerbstoffes der pflanzlichen Gerbmaterialien zur Folge, weil sich die Bikarbonate der Erdalkalien mit dem Gerbstoff umsetzen und weil die bei der heißen Extraktion ausgefällten Karbonate der Erdalkalien Gerbstoff mechanisch niederreißen. Eitner schreibt den im Wasser gelösten anorganischen Bestandteilen ebenfalls einen wesentlichen Einfluß beim Gerbprozesse zu, welcher Ansicht nicht ohne weiteres zugestimmt werden kann, weil selbst in den härtesten und mineralstoffreichsten Wässern diese Stoffe in verhältnismäßig nur geringen Mengen vorhanden sind.
Zum Enthaaren der Häute (Aeschern) dient gelöschter gebrannter Kalk; derselbe soll möglichst wenig Magnesia enthalten. Zur Verstärkung der Wirkung setzt man demselben rotes Schwefelarsen (Realgar, vom Gerber »Gift« genannt) oder Schwefelnatrium zu. Das für die Gerbereien in den Handel gebrachte Schwefelnatrium ist die wasserhaltige Verbindung: Na2S + 9 H2O; dieselbe ist meist durch geringe Mengen Kohle und organische Substanzen verunreinigt, welche die hellgelbe bis dunkelbraune Farbe bedingen. Der Gehalt an Na2S kann ermittelt werden durch Titrieren mit einer ammoniakalischen 1/10-normalen Zinksulfatlösung unter Zuhilfenahme von Kobaltpapier oder durch Titrieren mit einer 1/10-normalen Jodlösung vor und nach dem Ausfällen mit Zinksulfatlösung. Früher wurde der in den Leuchtgasfabriken als Nebenprodukt bei der Reinigung des Gases gewonnene Grünkalk oder Gaskalk zum Enthaaren, besonders in der Weißgerberei, benutzt.
Zum Entfernen des Kalkes aus den geäscherten Häuten verwendet man entweder verdünnte Säuren (Salz-, Schwefel-, Essig-, Milch-, Ameisensäure) oder vergorene Aufgüsse von Kleie oder Mehl (Kleienbeizen), welche infolge des Gärungsprozesses Essigsäure und Milchsäure enthalten, oder Kotbeizen. Diese letzteren sind wässerige Aufgüsse von vergorenem Hühner-, Tauben- oder Hundekot.
Weichheit und Geschmeidigkeit der Leder erreicht man durch Imprägnieren mit Fetten, namentlich mit Talg, Tran und Degras (d.i. ein Abfallprodukt der Sämischgerberei); als teilweisen Ersatz für Talg verwendet man Wollfett, Vaseline, Vaselineöl (Vacuum oil) oder Paraffin. Tran und Degras unterliegen häufig Verfälschungen; ersterer wird zuweilen mit billigen Pflanzenölen, Harzölen oder Vaselineölen und letzterer sehr oft mit Vaseline, Wollfett oder Talg versetzt. Die Trane, besonders die Helltrane, haben die Eigenschaft, unter gewissen Bedingungen später aus dem Leder auszuharzen; nach Eitner läßt sich dieser Uebelstand durch Erhitzen der Trane beseitigen. Außer den genannten Substanzen finden in der Gerberei noch eine sehr große Anzahl andrer Hilfsstoffe, besonders bei der Zurichtung des Leders, Verwendung; von diesen sind die wichtigsten: Blauholz und Eisenschwärze (zum Schwärzen des Leders), Leinöl und Kienruß (zum Wichsen des Leders), die zum Färben des Leders erforderlichen Stoffe (s. Lederfärberei), ferner Carragheenmoos, Gummitraganth, Birkenteeröl (Juchtenöl) u.s.w.[89]
Ausführung der Gerberei.
I. Vorbereitende Arbeiten.
a) Aufbewahrung der Häute und Felle, Wässern und Weichen. Werden die grünen Häute nicht sofort eingearbeitet, so müssen sie zunächst von Kot, Knochen (Stirnbein, Schweifbein) und Unreinigkeiten befreit und zur Verhütung von Fäulnis mit reinem oder denaturiertem Kochsalz konserviert werden. Die gesalzenen Häute werden in Bündeln oder zu Stößen aufeinander geschichtet in einem kühlen Räume, am bellen in Kellern, aufbewahrt, bis sie zur Einarbeitung gelangen. Eitner [11] hat vorgeschlagen, die Fleischseite mit calciniertem Glaubersalz einzureiben; dieses Verfahren hat ebensowenig wie die Brydgessche Methode, bei welcher die Häute zur Konservierung mit Kieselgur verpackt werden sollen (D.R.P. Nr. 40376), Eingang gefunden. Verdünnte Karbolsäure wird nur hier und da zum Konservieren verwendet. Das Räuchern der Häute hat den Nachteil, daß sie beim Einarbeiten nur sehr langsam wieder aufweichen. Getrocknete Häute und Felle (namentlich Schaffelle, wegen des höheren Wertes der Wolle) müssen bei der Aufbewahrung vor Insektenfraß geschützt werden; es geschieht dies durch oftmaliges Lüften der Lagerräume, Umlegen und Ausklopfen der Felle und durch Einstreuen mit Naphthalin, welches man zur Erzielung einer besseren Verteilung mit Schwerspatpulver mischt. Als Einstreumittel werden auch Antiputrin und ähnliches empfohlen.
Den Häuten und Fellen anhaftende Substanzen, die nicht zur Lederbildung geeignet sind, müssen vor dem Gerbprozesse entfernt werden. Hierzu gehören Hörner, Knochen (soweit dieselben nicht schon vor dem Salzen beseitigt worden sind), Klauen, Hufe, Fleisch, Haare bezw. Wolle, Unterhaut, Oberhaut und jede Art von Unreinigkeiten, wie Mist, Blut u.s.w.; ferner muß den konservierten Häuten das Konservierungsmittel wieder entzogen werden und die steifen getrockneten Häute müssen durch Aufnahme von Wasser die Weichheit der rohen Haut wieder erlangen. Die grünen Häute werden zur Beseitigung von Blut u.s.w. in reines Wasser geworfen oder eingehängt und mehrere Stunden darin belassen. Während des Wässerns sollen sie öfters aufgeschlagen und nachher mehrmals abgespült werden. Das Wässern wird entweder in Bächen oder Flüssen oder in besonderen Weichbottichen ausgeführt, in welche beständig Wasser zu- und abfließt oder in welchen das Wasser während des Weichens mindestens einmal vollständig durch reines Wasser ersetzt wird. Gesalzene Häute werden in ähnlicher Weise gewässert; nur ist eine längere Einwirkung des Wassers, etwa 2–3 Tage, und ein wiederholter Wasserwechsel erforderlich, um das Salz vollständig zu lösen und die Häute genügend zu erweichen. Das Wässern in Bächen und Flüssen hat die Nachteile, daß die Temperatur des Wassers während der verschiedenen Jahreszeiten zu sehr wechselt, dementsprechend die Arbeit geregelt werden muß, und daß bei allzu starker Strömung die schwächeren Teile der Haut zu stark gelockert und dadurch geschädigt werden.
Die Operation, durch welche man getrockneten Häuten den ursprünglichen Grad der Weichheit wiedergibt, bezeichnet man als Weichen. Dasselbe wird in gleicher Weise wie das Wässern, nur entsprechend länger ausgeführt und bei sehr stark ausgetrockneten Häuten meist durch Strecken mit dem sogenannten Streckeisen auf dem Gerberbaum oder durch Walken in einer Kurbel walke oder in einem Walkfasse (10–20 Minuten lang) oder in einem andern Apparate (D.R.P. Nr. 15067, 27735) befördert. Getrocknete Häute in den sogenannten Stinkbottich, welcher altes faules Weichwasser von den vorhergehenden Operationen enthält, zu bringen empfiehlt sich nicht. Die Häute kommen hierauf ins Wasser zurück, bis sie vollständig erweicht sind; werden ungenügend geweichte Häute weiterverarbeitet, so liefern dieselben stets ein hartes, blechiges Leder. Die Weichdauer beträgt bei getrockneten Häuten oft 6–8 Tage, zuweilen noch länger. Da während dieser langen Zeit die zuerst erweichten Teile Gefahr laufen, in Fäulnis überzugehen, so setzt man dem Weichwasser Kochsalz (die sogenannte Kochsalzweiche), Karbolsäure, Kreolin u.s.w., zuweilen auch Schwefelnatrium zu; die ersteren wirken hierbei lediglich fäulnishemmend, während das letztere zugleich auch erweichende Eigenschaften besitzt.
Nach vollständigem Wässern bezw. Weichen kommen die Häute mit der Fleischseite nach oben auf den Schabebaum und werden mit dem Schabeeisen (Streicheisen) ausgestrichen; hierbei wird die Fleischseite mit der stumpfen Schneide des Schabemessers, welches sich der bogenförmigen Krümmung des Schabebaumes anpaßt, wiederholt von oben nach unten gestrichen, um die im Innern der Haut befindlichen Unreinigkeiten herauszupressen und anhängende Fleisch- und Fetteile zu entfernen. Diese Operation wird gegenwärtig in manchen Gerbereien mit Hilfe der sogenannten Schab- und Streckmaschinen ausgeführt; es dienen hierzu z.B. die Julliensche Maschine [12], die Freudenbergsche Maschine (D.R.P. Nr. 50902) und ähnliche (D.R.P. Nr. 949, 7090, 9554, 21266, 24824, 41086, 43836, 44400, 52 301).
b) Enthaarung und Beseitigung der Oberhaut und Unterhaut. Hierzu unterwirft man die Häute zunächst denjenigen Operationen, durch welche der Zusammenhang zwischen Oberhaut und Lederhaut gelockert wird, um hierauf die Haare und Oberhaut auf mechanische Weise von der Lederhaut entfernen zu können. Die Beseitigung der Unterhaut erfolgt mit Hilfe eines scharfen Instruments (durch Scheren mit dem Scherdegen u. dergl.). – Die Lockerung der Oberhaut kann auf sehr verschiedene Weise erreicht werden, und zwar durch Einwirkung von Kalk (Kalkmilch), Alkalien (verdünnte Natron- oder Kalilauge), Schwefelnatrium, Calciumsulfhydrat, Cyancalcium, durch verdünnte Säuren sowie durch einen mit großer Vorsicht eingeleiteten Fäulnisprozeß, welches letztere Verfahren man als Schwitzen bezeichnet. – Die genannten Verbindungen heben in verdünnter Lösung den Zusammenhang zwischen Oberhaut und Lederhaut auf, und zwar die Alkalien in stärkerem Maße als die Erdalkalien; in stärkerer Konzentration wirken die Alkalien auch lösend auf das Bindegewebe der Haut, weshalb dieselben mit großer Vorsicht angewendet werden müssen. Schwefelnatrium und Calciumsulfhydrat greifen zugleich die Haarsubstanz stark an, werden also nur unter besonderen Vorsichtsmaßregeln oder[90] nur da zu Hilfe genommen, wo es auf die Erhaltung der Haare oder Wolle nicht ankommt. Der Kalk führt die Haut in einen hohen Grad der Schwellung über und lockert bei längerer Einwirkung das Zellgewebe. Es darf daher Kalk zur Lockerung der Oberhaut nicht da benutzt werden, wo es sich um die Herstellung eines festen und möglichst dichten Leders, wie Sohlleder, handelt. Für diese Fälle empfiehlt sich die Anwendung der Schwitze oder des Schwefelnatriums. Die haarlockernde Wirkung der Schwitze beruht entweder darauf, daß eine gewisse Bakterienart die Malpighische Schicht verflüssigt, oder auf der durch gelinde Fäulnis hervorgerufenen Bildung von Ammoniak, welches die Haut nicht schwellt [13].
Man bezeichnet die Haarlockerung mittels Kalk, wenn die Häute in Kalkmilch zu liegen kommen, als Aeschern oder Kälken, wenn der Kalk in Breiform auf die Fleischseite der Haut aufgestrichen wird, als Anschwöden oder Schwöden. Um die Wirkung der Aescher bezw. Schwöden zu »verschärfen«, gibt man denselben mancherlei Zusätze, wie Soda, Holzasche, Gas- oder Grünkalk, Realgar oder Schwefelnatrium. – Nach v. Schroeder und Schmitz-Dumont [14] wird die haarlockernde Wirkung des Aeschers hervorgerufen durch die alkalische Reaktion des Kalkes und des im Aescher gebildeten Ammoniaks, aber nicht etwa direkt durch die im Aescher befindlichen Bakterien. Bei gleichzeitiger Anwendung von Kalk und Schwefelnatrium findet keine Umsetzung dieser Substanzen statt, sondern jede übt ihre spezifische Wirkung für sich aus; gegenüber dem reinen Kalkäscher ist die Wirkung eine beschleunigte und die Schwellung der Haut eine geringere. Bei einem Zusatze von Schwefelarsen zum Aescher bezw. zur Schwöde bilden sich durch Umsetzung Calciumsulfhydrat, arsenigsaurer Kalk, Arsen und eine wahrscheinlich geringe Menge sulfarsenigsaurer Kalk. Außer dem im Ueberschuß vorhandenen Kalkhydrat ist nur dem Calciumsulfhydrat eine haarlockernde Wirkung zuzuschreiben, während die übrigen Verbindungen sich vollständig indifferent verhalten.
Nach dem Schwitzverfahren werden namentlich die für schweres Sohlleder bestimmten Häute, seltener die in der Weißgerberei zur Verarbeitung kommenden Häute und Felle für den Enthaarungsprozeß vorbereitet. – Das Schwitzen erfolgt entweder in Gruben oder in Kammern. Bei der ersteren Methode, welche wegen der damit verbundenen Gefahren für die Häute nur mit großer Vorsicht anzuwenden ist, werden die Häute mit der Fleischseite nach innen zusammengefaltet, in Gruben eingeschichtet und mehrere Tage sich selbst überlassen, bis die Haarlockerung erreicht ist. Da die Selbsterwärmung innerhalb der Gruben sehr ungleichmäßig stattfindet, so ist eine sorgfältige Ueberwachung und ein oftmaliges Umlegen der Häute erforderlich. Gegenwärtig führt man den Schwitzprozeß meist in Kammern aus. Man hat hierbei zu unterscheiden: trockene Schwitze, Kaltwasserschwitze und Dampfschwitze. Bei diesen Verfahren werden die Häute an Stangen in den sogenannten Schwitzkammern, welche in den Erdboden eingelassene oder mit dicken Mauern versehene kellerartige Räume darstellen, frei aufgehangen und dann werden die Kammern gut abgeschlossen und tunlichst vor Temperaturwechsel geschützt. Bei der trockenen Schwitze tritt infolge gelinder Fäulnis Erwärmung der Kammern ein und nach mehreren Tagen sind die Häute haarlassig. Bei ungenügender Beobachtung kann das Hautmaterial durch zu weitgehende Fäulnis leicht Schaden erleiden, was bei der Kaltwasserschwitze [15] vermieden wird; bei dieser läßt man beständig kaltes Wasser an den Wandungen der Schwitzkammer herunterfließen, so daß die Temperatur des Schwitzraumes auf 10–15° C. herabgedrückt wird. Auf diese Weise verlängert sich die Schwitzdauer auf 6–12 Tage, zugleich wird aber eine zu weitgehende Fäulnis vermieden. Bei der Dampfschwitze, auch Dunstschwitze genannt, sucht man die Schwitzdauer durch Einleiten von Wasserdampf beim Anfange des Prozesses, wodurch eine Erhöhung der Temperatur auf 20–25° C. stattfindet, abzukürzen, so daß bereits nach 3–5 Tagen die Enthaarung vorgenommen werden kann. Die Dampfschwitze arbeitet sehr schnell, erfordert aber eine sehr sorgfältige Beaufsichtigung. In manchen Gerbereien reibt man die in die Schwitze gelangenden Häute auf der Fleischseite mit Kochsalz ein, wodurch der Eintritt von Fäulnis von der Fleischseite aus erfolgreich vermieden wird.
Nachdem die Haare durch den Schwitzprozeß genügend gelockert sind, kommen die Häute zum Enthaaren, welche Operation man bei geschwitzten Häuten als Peelen oder Pählen bezeichnet.
Das Kälken oder Aeschern, welches durch Einlegen oder Einhängen des Hautmateriales in gemauerte und zementierte, mit Kalkmilch gefüllte Gruben, sogenannte Aescher, erfolgt, wird bei solchen Häuten und Fellen vorgenommen, welche für die verschiedensten Lederarten, mit Ausnahme der schweren lohgaren Sohlleder, bestimmt sind. Zur Herstellung der Aescherbrühe wird gebrannter Kalk zu Kalkbrei gelöscht und mit Wasser zu Kalkmilch verdünnt. – Die Mengenverhältnisse zwischen Kalk und Wasser und zwischen Hautmaterial und Aescherflüssigkeit sind in der Praxis außerordentlich wechselnde; im Mittel kann man zur Herstellung von 1 cbm Aescherflüssigkeit 6 kg gebrannten Kalk rechnen, und dieses Quantum reicht zum Einhängen von 200 kg Grünhaut. Gewöhnlich verteilt man die angewendete Kalkmenge auch auf mehrere Aescher, meist drei, und zwar etwa in der Weise, daß auf den ersten zwei Zehntel, auf den zweiten drei Zehntel und auf den dritten fünf Zehntel kommen. Die Häute gelangen zuerst stets in den schwächsten Aescher und verbleiben darin mehrere Tage, während welcher Zeit man sie mehrmals herausnimmt (»aufschlägt«) und die Aescherflüssigkeit gut aufrührt. Hierauf werden sie in stärkere Aescher gebracht und erst dann herausgenommen, wenn sie vollständig haarlassig sind. Die Aescherflüssigkeiten können, wenn ein Teil des Kalkes wieder ersetzt wird, mehrmals benutzt werden; nach einiger Zeit entleert man den ersten (ältesten) Aescher, setzt ihn mit neuer Kalkmilch wieder an (»Frischstellen des Aeschers«), wodurch er dritter (frischer) Aescher wird, und macht den zweiten zum ersten und den dritten zum zweiten Aescher. Den schwächsten Aescher, in welchen die Häute zunächst gelangen, bezeichnet man gewöhnlich als faulen Aescher. Die Aeschertemperatur soll etwa 12–16° C. betragen; durch[91] Erhöhung derselben kann die Aescherzeit abgekürzt werden. Die Aescherdauer richtet sich im übrigen nach dem Hautmaterial und ganz besonders nach der Ledersorte, welche man herstellen will; diejenigen Häute, welche zu möglichst festem Leder, wie Halbsohlleder, Brandsohlleder, Maschinenriemenleder, verarbeitet werden, äschert man möglichst kurz (5–8 Tage), da hierbei im wesentlichen nur Haarlockerung erreicht werden soll. Hautmaterial, aus welchem man Zeugleder, Geschirrleder, Vachetten u.s.w. herstellt, wird länger geäschert (8–15 Tage) und Häute, die für Oberleder bestimmt sind, bleiben am längsten im Aescher (bis zu 25 Tagen), weil man bei diesen durch den Kalk zugleich auch eine Lockerung des Hautgewebes erreichen will. Eine allzulange Aescherung ist jedoch auch nachteilig, weil die Lederhaut alsdann ein wenig haltbares Leder liefert. – Zur Beschleunigung des Aescherprozesses sind in neuerer Zeit vielfache Vorschläge gemacht worden, welche im wesentlichen darin bestehen, daß man zeitweilig die Häute im Aescher (Drehkälke, s.d.) oder die Aescherflüssigkeit selbst bewegt. Das letztere wird durch die Diehlsche Einrichtung (D.R.P. Nr. 76920) und auch durch den Thomannschen Apparat (D.R.P. Nr. 81305) erreicht, bei welchen beiden am Boden des Aeschergefäßes Rührvorrichtungen angebracht sind. – Die verschärften Aescher werden angewendet, wenn die Aescherzeit möglichst abgekürzt werden soll oder wenn man ein besonders weiches Leder aus Häuten herstellen will, die sehr stark aufgetrocknet sind, z.B. aus Kipsen. Für derartige Zusätze verwendet man Soda, Holzasche, Realgar und Schwefelnatrium, früher auch den Gas- oder Grünkalk. Man rechnet zur Anstellung dieser Aescher auf 1 cbm Wasser 6 kg gebrannten Kalk und etwa 2 kg Realgar bezw. 1 kg kristallisiertes Schwefelnatrium. Der Realgar muß in gepulvertem Zustande dem Kalke beim Löschen desselben zugegeben werden, damit er sich mit dem Kalke in der früher angegebenen Weise umsetzen kann. Der Arsenikäscher wird namentlich bei solchen Häuten, die für Oberleder bestimmt sind, und der Schwefelnatriumäscher bei solchen angewendet, die zu Sohlleder u. dergl. verarbeitet werden.
Um die Haarlockerung möglichst zu beschleunigen oder um die Haare bezw. die Wolle, welche beim Einlegen in die Aescherflüssigkeit stark leidet, zu schonen, wird der Kalk auch in Breiform, eventuell mit den obenangeführten Zusätzen, auf die Häute aufgetragen (Schwöden oder Anschwöden genannt). Kommt es lediglich auf die Abkürzung der Zeit, aber nicht auf Erhaltung des Haares an, so erfolgt der Auftrag auf die Haarseite, im andern Falle auf die Fleischseite. Das letztere Verfahren wird namentlich bei Schaf- und Lammfellen ausgeführt, bei welchen die Wolle meist einen höheren Wert als das entwollte Fell besitzt. Zur Herstellung des Schwödebreies wird der Kalk mit so viel Wasser gelöscht, daß derselbe eine breiige Konsistenz annimmt und bei der Verwendung nicht von den Häuten herabläuft; soll der Brei mit Realgar oder Schwefelnatrium verschärft werden, so müssen diese Zusätze direkt beim Löschen des Kalkes gegeben werden. Man rechnet auf 6 kg Kalk 0,5–1 kg Realgar bezw. 1–2 kg Schwefelnatrium. Die Schwefelnatriumschwöde wird namentlich in der Schnellgerberei bei den zu Sohlleder bestimmten Häuten und die Kalk- bezw. Arsenikschwöde (Giftschwöde) vorzugsweise in der Weißgerberei bei Schaf- und Lammfellen angewendet. Der Schwödebrei wird im ersteren Falle auf die Haarseite, möglichst der Haarrichtung entgegen, aufgestrichen (die stärkeren Teile, wie Rücken und Kopf, werden mit einer dickeren Breischicht als die schwächeren Teile versehen), worauf die Häute in Kissen zusammengefaltet oder Fleischseite auf Fleischseite, Haarseite auf Haarseite übereinander geschichtet werden. Nach 12–24 Stunden können die Häute bereits gehaart werden. Da hierbei das Haar zerstört wird, so wird in manchen Gerbereien die Schwefelnatriumschwöde auf die Fleischseite aufgetragen, wobei die Haarlockerung natürlich langsamer vonstatten geht. Bei der Kalk- oder Giftschwöde trägt man den Brei meist auf die Fleischseite auf, klappt die Felle zur Hälfte derart zusammen, daß die Haare bezw. die Wolle nach außen kommen, und legt sie hierauf in Bottiche oder Gruben ein, welche entweder trocken stehenbleiben oder mit einer ganz dünnen Kalkmilch gefüllt werden. Nach 4–20 Tagen, je nach der Stärke und sonstigen Beschaffenheit der Felle, sind die Haare bezw. die Wolle und das ganze Zellgewebe so weit gelockert, daß die Enthaarung erfolgen kann.
Im Handel werden unter volltönenden Namen eine Reihe von Enthaarungsmitteln angepriesen, die meist konzentrierte Lösungen der gewöhnlichen Mittel, wie Alkalien, Schwefelalkalien, Calciumsulfhydrat, darstellen. Auf mehrere Enthaarungsmittel bezw. Enthaarungsverfahren, die sich jedoch nicht auf die Dauer in die Gerberei eingeführt haben, sind Patente genommen worden. – Chesnay (D.R.P. Nr. 15736) legt die Häute in eine Mischung von Ammoniak und schwefliger Säure oder bestreicht die Fleischseite mit Ton, welcher mit dieser Flüssigkeit getränkt ist. Moret (D.R.P. Nr. 14508) benutzt eine Lösung von Pottasche und Kaliumpermanganat, während Etcheverry (D.R.P. Nr. 21297) behufs Haarlockerung die Häute mit Wasser von 80° C. behandeln will; Townsend (D.R.P. Nr. 42526) behandelt die Häute zunächst mit Natrium- oder Kaliumaluminatlösung und nachher mit einer Borsäurelösung, welche zugleich konservierend wirken soll. Myers [16] legt die Häute in mit Kohlensäure gesättigtes Wasser ein, und Palmer (D.R.P. Nr. 27971) setzt dieselben abwechselnd der Einwirkung von frischem Wasser und von Luft aus, bis genügende Haarlockerung erreicht ist. Andersen [17] rührt frischgebrannte Holzkohle mit Wasser zu einem Brei an und legt die Häute hinein, bis sie sich nach 4–8 Tagen haaren lassen.
Nachdem die Haare bezw. die Wolle nach einem der angeführten Verfahren genügend gelockert sind, werden die Häute zur Entfernung von Kalkbrühe, Schwödebrei u.s.w. zunächst in nicht zu kaltem Wasser gespült (in manchen Gerbereien erfolgt diese Operation in Walk- oder Haspelfässern bei zu- und abfließendem Wasser); alsdann kommen sie mit der Haarseite nach oben auf den Haarbaum und werden mit Hilfe eines stumpfen Messers (Haareisen) von Haaren und Oberhaut befreit, worauf sie wieder in Wasser gespült werden. – Zum Zwecke der Enthaarung sind mehrere Maschinen konstruiert worden, z.B. von Volkersen und Molinier (D.R.P. Nr. 949), von Charpentier (D.R.P. Nr. 7090), von Jansen (D.R.P. Nr. 21266), von [92] Vaughn (D.R.P. Nr. 24829, 43836), neuerdings wiederholt verbessert, und die von C. und E. Chapal frères (D.R.P. Nr. 75800). ferner D.R.P. Nr. 120176.
An die Enthaarung schließt sich die Entfernung der Unterhaut und des an ihr sitzenden Fleisches an (Scheren, Ausfleischen). Häute, die für Sohl-, Halbsohlleder und ähnliche Zwecke bestimmt sind, werden mit der Fleischseite nach oben auf den Baum gelegt, und hierauf wird mit Hilfe des scharfen Scherdegens (Schereisen, Firneisen), an dessen Stelle in manchen Gegenden die scharfgeschliffene Sense verwendet wird, die Unterhaut entfernt (die abfallenden Späne und Hautteile liefern das sogenannte Leimleder, welches zur Leimfabrikation dient); bei Häuten für Geschirr-, Zeug-, Verdeckleder u. dergl. ersetzt man das Scheren durch das Falzen, bei welcher Operation man die Haut auf den Falzbock legt und außer der Entfernung der Unterhaut auch eine Egalisierung der stärkeren Hautteile vornimmt. Bei schwächeren Häuten und Fellen, namentlich bei solchen für Oberleder, werden nur der Kopf und die stärkeren Teile geschoren; im übrigen werden dieselben auf dem Baume mit dem bogenförmig gekrümmten, scharfen Schabeisen geschabt. – Zur Entfernung der Unterhaut u.s.w. bedient man sich in größeren Gerbereien auch der sogenannten Entfleisch- oder Schabmaschinen (D.R.P. Nr. 9554, 16 714, 28824, 41086, 44400, 50902, 52301).
c) Reinmachearbeiten. Nach den obenbeschriebenen Operationen müssen die Häute, welche von jetzt an bis zum Beginne des Gerbprozesses die Bezeichnung »Blößen« führen, von den seinen Grundhaaren und diejenigen, welche durch Aeschern oder Anschwöden enthaart worden sind, von dem in der Haut befindlichen Kalke befreit werden.
Die geschwitzten Häute werden zunächst gewässert, zur Entfernung der Grundhaare auf dem Baume mit dem Putzeisen (Streicheisen) geputzt oder gestrichen und gelangen hierauf zur Gerbung. In manchen Gerbereien werden stärkere Rindshäute, die zu Vachetten, Oberleder oder dergl. verarbeitet werden sollen, in diesem Stadium mit Hilfe von Spaltmaschinen der Fläche nach in zwei Teile gespalten (Spalten aus dem Kalke), wovon der eine Teil Narbenteil, der andre, weniger wertvolle Teil Fleischteil oder Spalt genannt wird. Jeder der beiden Teile wird für sich weiterverarbeitet.
Die gekalkten Häute werden zur Erzielung eines glatten Narbens auf dem Baume mit dem Glättsteine geglättet, wozu man sich auch der für diesen Zweck konstruierten Glättmaschinen bedient. Beim Glätten wird die Narbenseite der auf dem Baume liegenden Haut wiederholt mit dem Glättsteine, welcher aus einem 2–3 cm dicken, mit Handhabe versehenen Sandsteine besteht, ausgestrichen. Die gekalkten Häute enthalten trotz Auswässerns in ihrem Innern noch Kalk, welcher teilweise frei, teilweise an Kohlensäure und Fettsäure gebunden ist. Zur Entfernung dieser Verbindungen werden die Häute dem Entkalken oder Beizen unterworfen. Entweder wird die Blöße aus dem prallen, geschwollenen Zustande nach dem Aescher in einen schlaffen, verfallenen Zustand übergeführt, in welchem sich die im Innern befindlichen Kalkverbindungen und sonstigen Unreinigkeiten durch mechanische Prozesse, wie z.B. durch Ausstreichen auf dem Baume, entfernen lassen, oder die Kalkverbindungen werden durch Einwirkung chemischer Agenzien, also durch Ueberführung der schwerlöslichen bezw. unlöslichen Kalkverbindungen in leichtlösliche, in Lösung gebracht. – Zu der ersten Gruppe gehören diejenigen Entkalkungsverfahren, bei welchen die Häute bezw. Felle in lauwarme Aufgüsse von Hunde-, Hühner- oder Taubenkot (Hunde-, Hühner-, Taubenkotbeize) oder von Haferstroh (Strohbeize), oder in warmes Wasser eingelegt bezw. mit diesen Flüssigkeiten gehaspelt oder gewalkt werden. Früher schrieb man diesen Flüssigkeiten eine chemische Wirkung auf die Kalkverbindungen zu. Popp und Becker haben nachgewiesen, daß das Verfallen der Haut bei der Kotbeize namentlich auf die Lebenstätigkeit mehrerer Bakterienarten zurückzuführen ist, und haben sich auf Grund ihrer Beobachtungen ein Verfahren, welches auf der Verwendung von Aufgüssen der Reinkulturen der betreffenden Bakterienarten als Ersatz für die Kotbeizen beruht, patentieren lassen (D.R.P. Nr. 86335). Nachdem die Häute eine gewisse Zeit (12–24 Stunden) in einer dieser Beizen gelegen haben, werden sie in warmem Wasser gespült und dann auf dem Baume mit dem scharfen Streicheisen ausgestrichen, wobei die Kalkverbindungen und sonstigen Unreinigkeiten in Form einer schleimigen, schmutzigen Flüssigkeit aus den Poren der Haut heraustreten. Diese Beizen werden namentlich bei solchen Häuten und Fellen angewendet, die zur Herstellung von lohgarem Oberleder (Fahlleder, Kalbleder) und von feinerem, weißgarem Leder (Glacé-, Kidleder) dienen. – Zu der zweiten Gruppe der Entkalkungsmittel gehören alle diejenigen Substanzen, welche infolge ihres sauern Charakters die Kalkverbindungen in lösliche Körper überführen, z.B. sehr verdünnte Salzsäure und Schwefelsäure, Beizen, bei welchen durch Vergärung zuckerartiger Stoffe sich organische Säuren gebildet haben, wie Kleienbeize, Gerstenschrotbeize (ein mit Sauerteig versetzter, wässeriger Aufguß von Kleie oder Gerstenschrot), rote Schwellbeize (mehrmals gebrauchte Gerbbrühen, die arm an Gerbstoff, aber reich an organischen Säuren sind). – Bauer und Gyiketta schlagen als Entkalkungsmittel das Borol vor, welches durch Zusammenschmelzen von Borsäure mit Natriumbisulfat erhalten wird. Turnbull empfiehlt die Entfernung des Kalkes mit Hilfe von schwachen Zuckerlösungen [18], welches Verfahren vereinzelt in der Praxis angewendet wird. Wirbel & Co. (D.R.P. Nr. 16871) entkalken mit einer Substanz, die die Bezeichnung Phosphobutyraline führt, und ein Doppelsalz (erhalten aus buttersauerm und sauerm phosphorsauerm Kalk) darstellt. Nesbit (D.R.P. Nr. 39265) will die Entkalkung durch Behandeln mit Kohlensäure herbeiführen. Hauff (D.R.P. Nr. 46643, 50480 und 85933) ließ sich seine Verfahren auf Verwendung von Salizylsäure, Kresotinsäure, Oxynaphthoesäuren und Kresotinsulfosäuren (Anticalcium) zum Entkalken patentieren.
Bei diesen sämtlichen Verfahren werden die Häute mehrere Stunden in die Lösungen eingelegt, gewässert und schließlich in der obenbeschriebenen Weise vollständig rein gemacht, wonach sie zum Gerben fertig sind. Bei den sauern Beizen ist zu berücksichtigen, daß dieselben[93] nicht nur enthaltend, sondern zugleich auch schwellend wirken. Da bei manchem Hautmaterial ein zu starkes Schwellen vermieden werden muß, so ist der Beizprozeß mit entsprechender Vorsicht zu leiten.
Zur Kontrolle des Einkaufs und des Betriebs ist es wichtig, das Gewicht der Blößen in dem Zustande, in welchem sie zum Gerben fertig sind (Weißgewicht), zu ermitteln. Es wird hierdurch bei Verarbeitung von grüngesalzenen Häuten, welche nach dem vom Käufer nicht mehr kontrollierbaren Gewicht der ungesalzenen rohen (grünen) Haut (sogenannten »Grüngewicht«) gehandelt werden, eine Kontrolle ermöglicht, indem bei reellem Gebaren seitens des Händlers aus einem gewissen Grüngewicht immer annähernd dasselbe Weißgewicht erhalten werden muß. Die Zahl, welche angibt, wieviel Blöße aus 100 Gewichtsteilen Rohhaut erhalten werden, bezeichnet der Gerber als Blößenrendement. Die Bestimmung dieser Zahl gibt außerdem Aufschluß darüber, wie er hinsichtlich der Schlachtung (man versteht darunter die Beschaffenheit der Rohhaut in bezug auf Vorhandensein von Teilen, die nicht zur Lederbildung geeignet sind, wie Horn, Knochen, Klauen, Kot, Schmutz u.s.w.; man spricht deswegen von schlechter und von guter Schlachtung, je nachdem mehr oder weniger von diesen Bestandteilen an der Haut vorhanden ist) bedient worden ist und wie die Wasser- und Reinmachearbeiten ausgeführt wurden. Als Normen (Mittelzahlen und Grenzwerte) für die verschiedenen Rohhautsorten kann man nach den Ermittlungen v. Schroeders die in der folgenden Zusammenstellung aufgeführten Zahlen annehmen, wobei als Voraussetzung gilt, daß die Bestimmung des Weißgewichts der Blößen erfolgt ist, nachdem dieselben einen halben Tag im Wasser gelegen und dann zum Abtropfen 2 Stunden über dem Bock gehangen haben.
Grüne Rindshäute mit Horn und Schweif und gesalzene Rindshäute, bei welchen das Grüngewicht angegeben ist.
Gesalzene Wildhäute (in Packen), sogenannte grüngesalzene Häute (ohne Horn und Schweif).
Trockene Rindshäute, starke Wildhäute (auch Seronen).
Für trockengesalzene Wildhäute können die Mittel der Zahlen aus gesalzenen Wildhäuten und trockenen Rindshäuten genommen werden. Bei den folgenden Rohhautsorten handelt es sich nur um geäscherte Blößen.

Das geringere Blößenrendement bei geschwitzten Blößen hängt nicht etwa mit Hautsubstanzverlusten beim Schwitzprozesse zusammen, sondern ist darin begründet, daß, wie oben bereits gezeigt wurde, dieselben einen geringeren Wassergehalt als die gekalkten Blößen besitzen
II. Rot- oder Lohgerberei.
Beim lohgaren Leder läßt sich der von der Haut aufgenommene Gerbstoff nur zu einem sehr geringen Teile durch Auslaugen mit Wasser wieder entfernen; er wird sehr hartnäckig von der Haut zurückgehalten. Die Gewichtsmenge des vegetabilischen Gerbstoffs, die tierische Haut im Maximum zu absorbieren vermag, ist nach den Untersuchungen von v. Schroeder und Päßler gleich der Gewichtsmenge der Hauttrockensubstanz; dieses Maximum kann nur erreicht werden, wenn die Haut zunächst in gerbstoffarme und erst nach und nach in immer gerbstoffreichere Lösungen gebracht wird. Namentlich im Anfang dürfen nicht zu starke Gerbstofflösungen angewendet werden und auch nicht zu rasche Steigerungen im Gerbstoffgehalte der Gerbbrühen stattfinden, weil sonst der äußere Teil der Haut plötzlich sehr stark angegerbt wird und die Gerbbrühe alsdann nicht mehr in den innern, noch ungegerbten Teil der Haut eindringen kann; der Gerber bezeichnet diesen Zustand als »totgegerbt«.
Wird tierische Haut lediglich mit reinen Gerbstofflösungen gegerbt, so geht ein Produkt hervor, das der Pappe ähnelt und ohne jeden »Griff« ist; der Gerber bezeichnet es als leer und blechig. Die in den Gerbbrühen vorhandenen, aus den zuckerartigen Stoffen der Gerbmaterialien gebildeten organischen Säuren (Essig- und Milchsäure) sind es, die bewirken, daß die gegerbte Haut die gewünschte Beschaffenheit und die Eigenschaften annimmt, die man von einem guten Leder verlangt; es kommt daher den Säuregehalten der Gerbbrühen eine wesentliche Bedeutung beim Gerbprozeß zu. Ein hoher Säuregehalt wirkt auf die Haut, besonders in den ersten Stadien des Gerbprozesses, stark aufquellend (schwellend) und hat zur[94] Folge, daß das Leder fest und steif wird; man wird deswegen da, wo es auf die Erzielung eines solchen Produkts ankommt, wie beim Sohlleder (besonders beim geschwitzten), anfangs stark saure Brühen (sogenannte Schwellbrühen, Schwellfarben) anwenden, während man bei andern Lederarten im Säuregehalte um so mehr heruntergehen muß, je weicher das Leder werden soll. Das geringe Schwellen der Häute, wie es bei solchen für Oberleder u.s.w. erforderlich ist, bezeichnet man als »Aufgehen«. Die Blöße ist namentlich im Anfang des Gerbprozesses am empfindlichsten gegenüber der Einwirkung von Säuren; in den späteren Stadien ist der Säuregehalt von geringerem Einflusse auf die Starrheit des Leders.
Entsprechend den verschiedenen Säuregehalten der Brühen unterscheidet man saure und süße Gerbung; unter letzterer ist jedoch nicht etwa eine solche unter vollständigem Ausschluß von Säuren, sondern eine Gerbung unter Verwendung gerbstoffreicher Brühen von mittlerem Säuregehalte zu verliehen. Die neueren Gerbverfahren, die den Gerbprozeß in wesentlich kürzerer Zeit mit Hilfe von gerbstoffreichen, aber an Säurebildnern armen Gerbmaterialien durchführen, gehören zur fußen Gerbung.
Bei der Lohgerberei kann man zwei Hauptmethoden unterscheiden, und zwar das Versetzen in Lohgruben (Grubengerbung) und das Einhängen oder Bewegen in Gerbbrühen, die durch Extraktion von Gerbmaterialien erhalten worden sind (Brühengerbung, Schnell- oder Extraktgerberei). – Bei der ersten, ursprünglichen Methode werden die Blößen, nachdem sie zuvor in Sauerbrühen (säurereiche, gerbstoffarme Brühen) genügend geschwellt (bei geschwitzten, für Sohlleder bestimmten Häuten) oder in dünnen Gerbbrühen aufgegangen und schwach angegerbt sind (bei allen andern, nicht für schweres Sohlleder bestimmten Häuten), mit dem zerkleinerten Gerbmaterial in Gruben eingeschichtet, mit Wasser oder Sauerbrühen übergossen und so mehrere Monate belassen (erster Satz). Hierauf werden die Häute herausgenommen und nochmals mit frischem Gerbmaterial »versetzt« (zweiter Satz); man wiederholt dies so oft, bis die Leder durchgegerbt (gar) sind (dritter Satz u.s.w.). Meist genügen hierzu drei Sätze. Vollständige Durchgerbung wird auf diese Weise bei schweren Häuten erst nach 11/2–2 Jahren Gerbzeit erreicht; in manchen Gerbereien dehnte man früher den Gerbprozeß zuweilen auf 4–5 Jahre aus. – Bei der Schnellgerberei werden die Blößen in Gerbbrühen, die durch Extraktion von Gerbmaterialien oder durch Auflösen von Gerbextrakten erhalten werden, eingehängt oder in denselben bewegt (gewalkt) und nach und nach in immer stärkere Brühen gebracht, bis die Leder vollständig gar sind, was hier in wenigen Monaten oder sogar Wochen, bei sehr schwachen Häuten und Fellen in einigen Tagen oder bei gleichzeitiger Anwendung mechanischer Mittel (Einwalken) sogar in wenigen Stunden erreicht werden kann. Die in Gruben versetzten Leder übertreffen die »brühengaren« Leder an Widerstandsfähigkeit und Haltbarkeit. Zur Erzielung eines guten, haltbaren Leders wie zur wesentlichen Verkürzung der Gerbdauer wird jetzt meist die alte Grubengerbung mit der Brühengerbung derart kombiniert, daß man die Häute erst in Brühen gut angerbt und alsdann in den Gruben zu Ende gerbt, wobei man zum Abtränken der Gruben nicht Wasser oder schwache Gerbbrühen, sondern gerbstoffreiche Brühen verwendet (»kombinierte Gerbung«).
Als Hauptsorten von lohgarem Leder sind zu unterscheiden: 1. Sohlleder (geschwitzt); 2. Halbsohlleder (Vacheleder), Brandsohlleder; 3. Maschinenriemenleder; 4. Geschirr-, Zeug-, Blankleder; 5. Wagenverdeckleder, Vachetten; 6. Oberleder (Fahlleder, schwarzes Rind-, Kalb-, Roßleder); 7. Lackleder; 8. Saffian-, Corduan- und Marokkoleder; 9. Lederspezialitäten (wie Juchten u.s.w.). Diese verschiedenen Ledersorten unterscheiden sich voneinander hinsichtlich ihrer Herstellung namentlich durch das Hautmaterial, das Gerbmaterial, die Leitung des ganzen Gerbprozesses und diejenigen Arbeiten, mittels welcher das Leder nach Vollendung des Gerbprozesses auf mechanischem Wege in eine seiner Verwendung entsprechende Form gebracht wird. Diese Arbeiten bezeichnet man als die »Zurichtung« des Leders.
1. Sohlleder (geschwitzt). Hierzu verwendet man die Häute von Ochsen und starken Kühen. Da Sohlleder in besonders guter Qualität in den Rheinlanden hergestellt wird, so bezeichnet man dasselbe häufig als »rheinisches Sohlleder« und das dabei angewendete System als »rheinisches System«. Die geschwitzten Blößen werden durch Einwirkung von säurereichen Lohbrühen (Sauerbrühen, Schwellfarben, Rotbeize), die durch kalte Extraktion der gebrauchten Lohe vom dritten Satz erhalten wird, in den geschwellten Zustand übergeführt. Die Blößen kommen zu diesem Zwecke erst in eine verdünnte Sauerbrühe, in der sie 1–2 Tage verbleiben, dann in immer stärkere Sauerbrühen und schließlich in die unverdünnte Sauerbrühe, in der sie den richtigen Grad der Schwellung erreichen, was je nach dem Säuregehalte der Brühen und nach der Beschaffenheit des Hautmaterials im ganzen 6–10 Tage dauert. Das System der verschiedenen Konzentrationen der Sauerbrühen bezeichnet man als einen »Schwellfarbengang« und die schwächste Sauerbrühe als »Stinkfarbe«. Nach den Schwellfarben erhalten die Häute eine Stichfarbe oder Versteck; man bringt hierbei außer starker Sauerbrühe auch noch Lohe (Eichen- oder Fichtenlohe) in das betreffende Gesäß. Wenn hierdurch nach einigen Tagen eine schwache Angerbung erreicht ist, kommen die Häute in die Versetzgruben, das sind große in das Erdreich eingelassene Holzgefäße oder mit Zement verputzte, gemauerte Behälter. Beim Versetzen streut man auf den Boden der Grube Eichenlohe; dann wird auf derselben eine Haut flach ausgebreitet, auf die Eichenlohe unter Beobachtung gewisser Regeln (z.B. erhalten die stärkeren Hautstellen eine dickere Schicht Lohe) aufgestreut wird; auf diese Lohschicht kommt wieder eine Haut und in dieser Weise wird fortgefahren, bis die Grube gefüllt ist. Zuletzt gibt man eine dicke Schicht Lohe, bedeckt die Oberfläche mit Brettern und beschwert diese mit Steinen. Hierauf läßt man direkt auf die Grube oder durch ein in einer Ecke der Grube befindliches Rohr, das bis auf den Boden reicht (Pfaffen), Wasser oder Sauerbrühe laufen, bis die oberste Lohschicht von Brühe durchtränkt ist (Abtränken des Satzes). In dieser Grube bleiben[95] die Leder 3–10 Monate stehen (erster Satz); sie werden dann »gezogen« und kommen in eine andre Versetzgrube, in der sie in gleicher Weise wie vorher versetzt werden (zweiter Satz). Je nach der Stärke der Häute erhalten dieselben drei bis fünf Sätze, meist genügen drei. Zum Abtränken des zweiten Satzes verwendet man die Brühe vom ersten Satz und zum Abtränken des dritten Satzes die Brühe vom zweiten Satz. Wenn die Häute aus dem letzten Satze gezogen werden, müssen sie vollständig »gar« sein, d.h. die dicksten Stellen müssen beim Anschneiden gleichmäßig durchgegerbt sein und dürfen im nassen Zustande in der Mitte keinen lichten, noch ungegerbten Streifen besitzen. Ist die richtige Gare erreicht, so werden die Leder getrocknet und zugerichtet. Die nach dieser Methode hergestellten Leder sind von sehr guter Qualität, beanspruchen jedoch eine sehr lange Gerbdauer. In manchen Gegenden wird an Stelle der Eichenlohe ausschließlich Fichtenlohe verwendet.
Zur Abkürzung der Gerbdauer und zur gleichzeitigen Verbilligung des Verfahrens (Ersatz der teuren Eichenlohe durch billigere Gerbmaterialien) versetzt man in vielen Gerbereien die Leder nicht direkt nach der Stichfarbe, sondern gibt ihnen erst noch ein oder zwei Versenke. Hierbei wird eine Versetzgrube zur Hälfte mit Sauerbrühe, die eventuell mit käuflichen Extrakten oder mit frischen Brühen (durch Extraktion von Eichen- oder Fichtenlohe) verstärkt worden ist, gefüllt; man wirst eine Haut flach auf die Oberfläche der Flüssigkeit, streut etwas Eichen- oder Fichtenlohe darauf, breitet darauf wieder eine Haut aus und fährt so fort, bis die Grube gefüllt ist. In einem derartigen Versenke bleiben die Häute 2–4 Wochen; sie kommen dann in ein weiteres Versenk, bei dem die Brühe stärker als bei dem vorhergehenden sein muß, oder direkt in den ersten Satz. Die Abtränkebrühen erhält man durch Verstärken der Sauerbrühen mit käuflichen Extrakten oder mit starken Brühen, die durch zweckmäßige Extraktion von frischem Gerbmaterial hergestellt sind. Als billigere und gerbstoffreichere Materialien zum Versetzen bezw. zur Extraktion oder zum Verstärken kommen in Betracht: Fichtenlohe, Mimosenrinde, Valonea, Knoppern, Dividivi, Quebrachoholz, Eichen- und Kastanienholzextrakt. Als Regel hat hierbei zu gelten, daß der Gerbstoffgehalt der Abtränkebrühen und der durchschnittliche Gerbstoffgehalt der in den einzelnen Sätzen benutzten Gerbmaterialgemische von Satz zu Satz steigt und daß diejenigen Gerbmaterialien, die dem Leder eine unerwünschte Farbe oder sonstige ungünstige Eigenschaften erteilen, möglichst in den ersten Sätzen zu verwenden sind, damit diese Nachteile durch die in den letzten Sätzen zur Anwendung kommenden Gerbmaterialien wieder verdeckt werden. Man wird demnach dort, wo es auf Erzielung einer möglichst guten Qualität ankommt, Fichtenrinde, Quebrachoholz, Dividivi, Myrobalanen in den ersten Sätzen und Eichenlohe, Mimosenrinde, ganz besonders aber Valonea in den letzten Sätzen vorwalten lassen. Auf diese Weise läßt sich geschwitztes Sohlleder von sehr guter Qualität etwa in 9–12 Monaten herstellen.
Die Ausnutzung der Gerbmaterialien ist sowohl bei dem alten wie bei dem neuen System eine sehr ungenügende, wenn die Lohe aus den Sätzen (Versetzzeug, Streumaterial) nur kalt zur Gewinnung von Sauerbrühe ausgelaugt wird; der kalten Extraktion muß eine solche mit heißem Wasser folgen. Die so erhaltenen Brühen werden nach dem Erkalten zum Kaltauslaugen von anderm Versetzzeug verwendet.
In Oesterreich werden die Blößen zur Herstellung von starkem Sohlleder (dort Pfundleder genannt) mit der Sogenannten Weißbeize, die durch Vergärung eines mit Sauerteig versetzten Aufgusses von Gerstenschrot erhalten wird, geschwellt und nachher in Gruben mit Valonea oder mit Knoppern oder mit einem Gemisch der beiden (neuerdings auch unter Zusatz von Myrobalanen) gegerbt.
Statt der reinen Brühengerbung wird zur Herstellung von starkem Sohlleder in großem Maßstab – Amerika und England ausgenommen – vielfach ein kombiniertes Verfahren angewendet. Diese Methode wird namentlich in Norddeutschland, besonders in der Hamburger Gegend, gehandhabt, und man nennt sie auch das norddeutsche System bezw. die danach hergestellten Produkte norddeutsche, zuweilen auch Hamburger Sohlleder. Hierbei verwendet man nicht geschwitzte, sondern mit Kalk und Schwefelnatrium enthaarte Häute; beim Schwellen nimmt man Mineralsäure, meist Schwefelsäure, zu Hilfe, da die Gerbebrühen hier wegen der Verwendung andrer Gerbmaterialien, die arm an Säurebildnern sind, zu wenig Säure enthalten. Man bringt die rein gemachten Blößen zunächst in schwache Gerbbrühen, welchen nach und nach steigende Mengen Schwefelsäure zugesetzt werden, und hängt sie nach genügender Schwellung auf 6–10 Tage in einen Farbengang ein, dessen einzelne Farben im Gerbstoffgehalte zunehmen; hierauf erhalten die Häute noch vier bis fünf Versenke in der früher beschriebenen Art, wobei auch der Gerbstoffgehalt der Versenkbrühen von Versenk zu Versenk zunimmt. Die Brühen des Farbenganges werden durch Extraktion des gebrauchten Versenkzeuges und die Versenkbrühen durch Extraktion von frischem Gerbmaterial erhalten. Als Gerbmaterialien kommen bei diesem System vorzugsweise in Betracht: Quebrachoholz, Valonea, Myrobalanen und Dividivi. Die Gerbdauer beträgt etwa 3–4 Monate.
Nach beendeter Gerbung werden die nach einem der genannten Systeme gegerbten Leder durch Klopfen und Abkehren von der anhaftenden Lohe befreit und an der freien Luft, in luftigen Räumen oder in besonderen heizbaren Trockenräumen getrocknet. Hierauf erfährt das Sohlleder, um ihm eine möglichst große Dichte und Festigkeit zu geben, noch eine leichte Zurichtung durch Hämmern oder Walzen mit Hilfe von einfachen oder doppelten Handwalzen, von Karrenwalzen, Lederhämmern, Pendelwalzen, die durch Maschinenantrieb bewegt werden (D.R.P. Nr. 2882, 6950, 19587, 37026, 42659, 43114, 51366, 55777, 79593) u.s.w.
Zum Sattgerben von 100 kg geschwitzter Blöße zu Sohlleder sind etwa 350–400 kg Eichenlohe (mit ca. 10% Gerbstoff) und zur Herstellung von 100 kg Sohlleder etwa 500–600 kg Eichenlohe erforderlich. Bei Verwendung gerbstoffreicherer Materialien werden natürlich geringere Gerbmaterialmengen, entsprechend dem höheren Gerbstoffgehalte, gebraucht. Die Ausbeute[96] an Sohlleder wechselt sehr stark und richtet sich nach der Qualität des Rohhautmaterials (namentlich nach der Schlachtung), nach dem Gerbmateriale, nach der Gerbdauer und vor allen Dingen nach der Gerbmethode. Im Mittel kann man annehmen, daß aus 100 kg Rohhaut (grün) beim alten rheinischen System (Eichenlohe oder Eichen- und Fichtenlohe) 42–48 kg, beim neueren System (Verwendung von gerbstoffreichen Materialien, Abtränken der Sätze mit stärkeren Brühen) 46–52 kg und beim norddeutschen System 50–56 kg Sohlleder erhalten werden. Die durchschnittliche Zusammensetzung der nach den drei Systemen gegerbten Sohlleder ist nach den v. Schroederschen Analysen folgende:
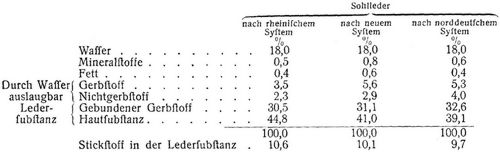
Aus diesen Zahlen ist ersichtlich, daß bei den neuen Systemen das Lederrendement höher als bei dem alten System ausfallen muß.
2. Halbsohlleder (Vacheleder), Brandsohlleder. Diese Ledersorten dienen entweder als Sohlleder für leichteres Schuhwerk (Damen- und Kinderschuhe, feinere Herrenschuhe) oder zur Herstellung der inneren Sohle (Brandsohle). Man verwendet hierzu schwächere Ochsenhäute oder vorzugsweise Kuhhäute, die von guter äußerer Beschaffenheit (möglichst ohne Narbenverletzungen) sein müssen, während für Brandsohlleder minderwertiges Rohmaterial benutzt wird. Der Gerbprozeß wird bei beiden Lederarten nach den gleichen Prinzipien durchgeführt; für Brandsohlleder verwendet man gern die billigsten Gerbmaterialien, wie Fichtenrinde, Quebrachoholz, Myrobalanen. Bei Vacheleder wird auf die Zurichtung eine größere Sorgfalt als bei Brandsohlleder verwendet. Die rein gemachten Blößen kommen zum Anfärben und Angerben zunächst in die Farben (Bd. 3, S. 611), deren man gewöhnlich sechs bis acht gibt und deren Gerbstoffgehalt von Farbe zu Farbe steigt. Durch Zugabe von frischer Eichen- oder Fichtenlohe in die Farben wird dafür gesorgt, daß der Gerbstoffgehalt in jeder einzelnen Farbe immer auf derselben Höhe bleibt. In der ersten Farbe (Eintreibfarbe) bleiben die Häute 2–4 Tage und in jeder folgenden 4–8 Tage; während dieser Zeit werden zur besseren Durchmischung der Brühen und zur Erzielung einer gleichmäßigen Angerbung die Häute täglich ein- bis zweimal herausgenommen und wieder hineingeworfen, was man als das »Aufschlagen« der Leder bezeichnet. Nach genügender Angerbung in diesem Farbengange werden die Häute in gleicher Weise wie beim geschwitzten Sohlleder in Gruben versetzt. Zur Erzielung einer vollständigen Durchgerbung gibt man je nach der Stärke der Häute zwei bis drei Sätze.
Da bei der Herstellung von Vache- und Brandsohlleder ursprünglich nur Eichen- oder Fichtenlohe angewendet wurde, so dauerte der Gerbprozeß meist 10–12 Monate und zuweilen noch länger. In neuerer Zeit ist zur Abkürzung der Gerbdauer dieses Gerbverfahren in ähnlicher Weise wie die Sohlledergerbmethoden abgeändert worden. Man wendet jetzt eine größere Anzahl von Farben an, deren Gerbstoffgehalt regelrechter gesteigert wird, und zwar entweder durch Zugabe von Lohe oder durch Zusatz von starken Gerbbrühen; ferner hängt man jetzt die Häute in die Farben (Hängefarben) ein, gibt nach denselben ein oder zwei Versenke, und dann reicht meistens ein Satz vollständig aus; als Streumaterial verwendet man für diesen die gerbstoffreichen Materialien in anteiliger Weise.
In Amerika und England stellt man diese Vacheleder (Vacheleder nach englischem System) sehr häufig in reiner Brühengerbung oder nach einem kombinierten System her. Man gibt die Häute zunächst in einen Farbengang von zehn bis zwölf Farben (»shifts«), deren Gerbstoffgehalte sehr regelmäßig steigen; alsdann erhalten sie drei bis fünf sehr lockere Versenke (»düster«, viel Brühe und wenig Streumaterial) und hierauf noch ein bis zwei etwas festere Versenke (»layer«), wonach der Gerbprozeß, der im ganzen je nach der Stärke der Häute 3–5 Monate dauert, beendet ist. Die in den Versenken benutzten Brühen sind außerordentlich stark, etwa 7–8° Bé.
Die in Oesterreich nach dem alten Verfahren hergestellten Sohlleder, die unserm Halbsohlbezw. Vacheleder entsprechen, bezeichnet man als Terzen und unterscheidet in Rücksicht auf das hauptsächlichst verwendete Gerbmaterial Fichtenloh-, Knoppern-, Valoneen- und neuerdings auch Myrobalanenterzen.
Trocknung und Zurichtung erfolgen in der gleichen Weise wie beim Sohlleder; nur verwendet man beim Vacheleder auf die Zurichtung größere Sorgfalt. Zu diesem Zwecke werden die Vacheleder, die übrigens ebenso wie die Brandsohlleder nach dem Gerbprozesse zunächst in zwei gleiche Hälften vom Kopfe nach dem Schwänze zu geschnitten werden, mehrmals mit Wasser gewaschen, alsdann zur Erzielung eines hellen, glatten und zarten Narben und einer gleichmäßigen Fasson der ganzen Haut auf einer großen Zinktafel mit Bürste, Glättstein und Stoßeisen bearbeitet, wodurch auch die im Innern des Leders befindlichen Unreinigkeiten entfernt werden. Hierauf kommen die Häute zum Trocknen; im halbtrockenen Zustand werden sie wieder durch Wasser gezogen und alsdann auf der Tafel mit dem Stoßeisen (»Schlicker«) nochmals gestoßen, wodurch die kleinsten Eindrücke auf der Narbenseite beseitigt werden und[97] dieselbe ein vollständig reines Aussehen erhält. Nach dem vollständigen Trocknen erfolgt noch das Walzen oder Hämmern, wozu man sich derselben Maschinen wie beim Sohlleder bedient.
Zur Gerbung von 100 kg Blöße zu Vache- bezw. Brandsohlleder sind im Mittel 300 kg Eichenlohe mit 10% Gerbstoff erforderlich. Der Minderverbrauch an Gerbmaterial hierbei im Vergleich mit geschwitztem Sohlleder hängt nicht, wie früher angenommen wurde (Courtiers Theorie), damit zusammen, daß bei der Herstellung dieser Lederart weniger Gerbstoff von der Haut aufgenommen wird und das fertige Leder infolgedessen weniger Gerbstoff enthält, sondern damit, daß die gekalkten Blößen an und für sich wasserreicher bezw. ärmer an Hauttrockensubstanz sind und daß außerdem für diese Lederart schwächere Blößen, die stets ärmer an Hauttrockensubstanz sind, verwendet werden. Früher nahm man an, daß der Charakter eines Leders, wie die Festigkeit, Starrheit u.s.w. desselben, namentlich von der Menge des aufgenommenen Gerbstoffs abhänge, und man glaubte, daß die festesten Leder (Sohlleder) am meisten, die weichsten und geschmeidigsten Leder (Oberleder) am wenigsten Gerbstoff enthalten; die Tatsache, daß die ersteren die größten Gerbmaterialmengen, die letzteren die kleinsten Mengen zu ihrer Gerbung beanspruchen und daß bei den letzteren ein geringeres Lederrendement als bei den ersteren erzielt wird, sollte ein Beweis für die Richtigkeit dieser Theorie sein. Die Untersuchungen von v. Schroeder und Päßler [19] haben jedoch gezeigt, daß die verschiedenen Ledersorten im wesentlichen gleich zusammengesetzt sind, also gleichviel Gerbstoff enthalten und daß die verschiedenen zur Gerbung erforderlichen Gerbmaterialmengen in den verschiedenen Hauttrockensubstanzgehalten der Blößen begründet sind.
Die Ausbeute an Leder (Lederrendement) ist von denselben Faktoren wie beim Sohlleder abhängig; man kann im Mittel annehmen, daß aus 100 kg Grünhaut beim alten System (hierzu gehören auch die Lohterzen) 42–48 kg, beim neueren System (Verwendung von gerbstoffreichen Materialien und starken Abtränkebrühen) 46–52 kg, beim englischen System 50–56 kg und bei den Knoppern- und Valoneenterzen 52–58 kg Leder erhalten werden. Die durchschnittliche Zusammensetzung dieser nach verschiedenen Systemen gegerbten Leder ist folgende:
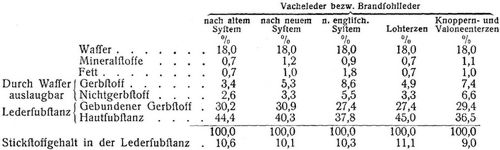
Die höheren Lederrendements bei den nach neuem und englischem System gegerbten Vacheledern und bei den Knoppern- und Valoneenterzen sind teils auf bessere Durchgerbung, teils auf einen höheren Gehalt an auswaschbaren Stoffen zurückzuführen.
3. Maschinenriemenleder wird in ähnlicher Weise wie Vacheleder hergestellt. Man verwendet hierzu kräftige, gutgestellte Rindshäute (vorzugsweise Ochsenhäute), die zum Zwecke der Enthaarung möglichst kurz im Aescher bleiben, damit durch eine zu kräftige Einwirkung des Kalkes die Widerstandsfähigkeit nicht leidet. Nach dem Enthaaren sind die Häute sorgfältigst zu reinigen und vom Kalke zu befreien. Die Gerbung ist genau so wie beim Vacheleder. Man arbeitet jetzt nach altem und auch nach neuem System. Nach beendigtem Gerbprozeß kommen die Leder zur Zurichtung; zunächst werden sie zur Entfernung aller im Leder befindlichen Unreinigkeiten auf der Tafel oder im rotierenden Walkfasse bei zu- und abfließendem Wasser ausgewaschen; hierauf erfolgt ein weiteres Auswaschen auf der Tafel mit Bürste, Glättstein und Stoßeisen, welche Arbeit jetzt vielfach mit Hilfe von Auswaschmaschinen ausgeführt wird. Es werden dadurch alle Falten im Leder beseitigt und der Narben wird geglättet. Die Leder werden alsdann getrocknet und schließlich gefettet (geschmiert), wobei zwei Methoden zu unterscheiden sind. Bei der ersten (Handschmiermethode) werden die Leder wieder durch Wasser gezogen, mit der Fleischseite nach oben auf einer Tafel glattgestoßen und mit einer Mischung von Talg, Tran und Degras bestrichen; die Leder werden in einem schwach erwärmten Raum zum Trocknen aufgehängt, wobei das Fett zum größten Teile in das Leder einzieht. Bei dem zweiten Verfahren, das man als Einbrennen bezeichnet, wird die Fleischseite des Leders auf einer Tafel mit geschmolzenem, auf 100–120° erhitztem Talg bestrichen. Zuweilen wird das Einwalken des Fettes in Walkfässern mit Heizvorrichtung vorgenommen. Nach dem Fetten und Trocknen wird das Leder zur Entfernung des nichteingezogenen Fettes, das man als Abstoßfett bezeichnet, auf der Fleisch- und Narbenseite gestoßen, mit einer grobhaarigen Bürste aufgebürstet, vollständig getrocknet, mit einem Glase geglast und schließlich mit einem Lappen abgerieben.
Das Maschinenriemenleder wird meist crouponniert, da nur der gleichmäßig dicke Kern (Croupon) der Haut zur Herstellung von Maschinenriemen Verwendung finden kann. Das Crouponnieren wird entweder am fertig gegerbten, aber noch nicht zugerichteten Leder oder, wie es meist geschieht, während der Gerbung, und zwar aus den Farben oder nach dem ersten oder nach dem zweiten Satz vorgenommen; der Abfall wird für sich weitergegerbt und meist zu Brandsohlleder verarbeitet. Der fertig zugerichtete Kern wird als Riemencroupon bezeichnet. Vgl. Lederriemen.[98]
Die Ausbeute an Leder aus 100 kg Rohhaut ist von den bereits angeführten Faktoren und von der Fettmenge, die man in das Leder bringt, abhängig und beträgt bei mittlerer Durchgerbung 47–52 kg ungefettetes und bei mittlerem Fettgehalt 53–57 kg gefettetes Riemenleder. Bei starker Fettung können diese Lederrendements natürlich noch bedeutend steigen. Die durchschnittliche Zusammensetzung von Riemenleder in ungefettetem und gefettetem Zustande ist folgende:
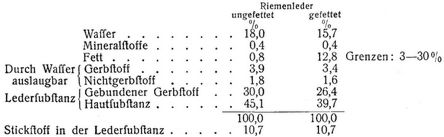
Das in den Spinnereien zur Herstellung des Kratzenbeschlages erforderliche Kratzenleder ist entweder Brandsohlleder oder sehr schwach gefettetes Riemenleder.
4. Geschirrleder, Zeugleder und Blankleder, welche in der Sattlerei und im Wagenbau Verwendung finden, haben hinsichtlich ihrer Eigenschaften und Herstellung große Aehnlichkeit untereinander; man verlangt von denselben eine gewisse Milde, zugleich aber auch eine große Widerstandsfähigkeit gegen das Zerreißen. Man nimmt dazu mittlere und leichte Rindshäute, die möglichst narbenrein und auf der Fleischseite frei von Schnitten sein sollen. Die Vorbereitung und Gerbung erfolgt im wesentlichen genau so wie beim Maschinenriemenleder; nach dem Enthaaren wird bereits für eine möglichst vollständige Egalisierung der Fleischseite gesorgt, indem man nicht nur mit dem Scherdegen schert, sondern auch auf dem Falzbocke mit dem scharfen Falze arbeitet und gleichzeitig die dickeren Stellen durch Wegnehmen von Hautspänen egalisiert. Auf die Ausführung der Reinmachearbeiten muß sehr große Sorgfalt verwendet werden; zum Entkalken wendet man an Stelle der Kotbeize häufig die Haferstroh- oder Kleienbeize an. Zur vollständigen Durchgerbung genügen nach einem guten Farbengange und einem Versenke ein bis zwei Sätze; man stellt diese Lederarten gegenwärtig auch vielfach in reiner Brühengerbung her. Nach der Gerbung werden die Leder durch Auswaschen im Walkfasse und auf der Tafel sorgfältig gereinigt, meist in zwei Hälften, vom Kopfe zum Schwanz, geschnitten, mit Talg, Tran und Degras auf der Fleischseite, mit Tran oder Leinöl schwach auf der Narbenseite geschmiert; durch mehrmaliges Bearbeiten auf der Tafel mit dem Stoßeisen wird der Narben vollständig geglättet und die Haut in eine glatte, ebene Fasson gebracht. Nach dem Trocknen wird die Fleischseite mit seinem Talkpulver eingerieben.
Diejenigen Blankleder, welche ihre Naturfarbe behalten sollen, werden nach dem Gerben zunächst aufgehellt; es geschieht dies durch Einlegen in eine Sumachbrühe während der Dauer von 1 bis 2 Tagen oder in stark verdünnte Schwefelsäure während einiger Minuten oder dadurch, daß man die Leder abwechselnd durch Bleizuckerlösung und durch stark verdünnte Schwefelsäure zieht.
Die für »schwarz« bestimmten Leder werden nach dem Einziehen des Fettes auf der Narbenseite geschwärzt (Näheres hierüber beim Schwärzen des Oberleders) und dann wie oben behandelt. Die für »farbig« bestimmten Zeugleder werden nach dem Gerben in der obenbeschriebenen Weise gebleicht, gereinigt, gestoßen und vollständig fertig gemacht, worauf dieselben erst im getrockneten Zustande gefärbt werden (s. Lederfärberei).
5. Wagenverdeckleder und Vachetten werden namentlich im Wagenbau, in der Portefeuillerie und als Koffer- und Möbelleder verwendet und ähneln hinsichtlich ihrer Eigenschaften schon mehr dem Oberleder, indem man von denselben einen gewissen Grad von Weichheit und Geschmeidigkeit verlangt. Man nimmt hierzu mittlere und leichtere, narbenreine Rindshäute, und zwar mit Vorliebe große, flache, und verfährt bei der Herstellung dieser Lederart meist etwas anders als beim Riemen- und Zeugleder. Da die fertigen Leder ziemlich dünn sein sollen, werden sie entweder nach dem Haaren entsprechend ausgefalzt oder neuerdings auf Spaltmaschinen gespalten (Bandmesserspaltmaschine und Unionspaltmaschine). Das Spalten wird entweder an der Blöße (»aus dem Kalke spalten«), an dem halbgaren Leder (»aus den Farben spalten«) oder an dem vollständig garen Leder vorgenommen. Der hierbei als Abfall erhaltene Spalt wird für sich weitergegerbt und zugerichtet; er findet im fertigen Zustande als Futterleder, leichtes Oberleder oder dergl. Verwendung.
Der Gerbprozeß wird beim Verdeckleder und bei den Vachetten in der Hauptsache in Farben, etwa 10–16, durchgeführt; man kann zum Schluß noch ein Versenk oder einen leichten Satz geben. Das Reinmachen, Stoßen, Schmieren und Trocknen erfolgt in der gleichen Weise wie beim Blankleder. Die Vachetten werden meist nach dem Trocknen gefärbt. Die Wagenverdeckleder werden geschwärzt und die Vachetten entweder geschwärzt oder in irgend einer beliebigen Farbe ausgefärbt (s. Lederfärberei). Nach dem Färben und Trocknen werden die Leder, um den Narben mehr hervortreten zu lassen und ihm ein gleichförmig gekörntes Aussehen zu geben und um außerdem das Leder weich, mild und geschmeidig zu machen, mit dem Krispelholze gekrispelt (s. Krispeln, Bd. 5, S. 708) oder mit dem Pantoffelholze pantoffelt (Narbenseite auf Narbenseite). Das Krispelholz besteht aus einer Holzplatte mit kreissegmentförmigem Querschnitte, welche auf der gekrümmten Fläche mit tiefen, parallellaufenden Holzkerben versehen ist; auf der oberen ebenen Seite ist ein Riemen angebracht, an[99] welchem das Werkzeug bei seiner Benutzung angefaßt wird. Das Pantoffelholz unterscheidet ficht von dem Krispelholz nur dadurch, daß an Stelle der Kerben eine starke, glatte Korklage angebracht ist. Man bedient sich zum Krispeln jetzt auch zuweilen der Krispelmaschine. Soll das Leder nicht den Naturnarben, sondern einen beliebigen künstlichen Narben erhalten, so wird derselbe vor dem Pantoffeln mit Hilfe von Handrollen oder mit Maschinenkraft bewegten Rollen (Chagriniermaschinen), auf welche der Narben eingraviert ist, eingepreßt. Um das Leder vollständig zu egalisieren und der Fleischseite ein helles, gleichmäßiges Aussehen zu geben, wird letztere blanchiert. Man verwendet hierzu das Blanchiereisen, mit dessen umgelegten gratförmigen Schneiden die zu dicken und rauhen Stellen durch Wegnahme von dünnen Lederspänen (Blanchierspäne) egalisiert werden. Nach dem Krispeln werden die Leder pantoffelt, und zwar Fleischseite auf Fleischseite (»unter sich ziehen«), wodurch das Leder noch weicher wird und der Narben außerdem die erforderliche Feinheit erlangt. Zuletzt gibt man noch einen Leim- oder Eiweißglanz, indem man auf die Narbenseite eine schwache Leim- oder Eiweißlösung aufträgt, und glast die Oberfläche mit dem Glase, d.i. einem in einem Holzkette sitzenden, an der Längsseite rund abgeschliffenen Stück Spiegelglas, oder glänzt die Narbenseite mit Hilfe einer Glänzmaschine (s.d.).
6. Oberleder heißen im Gegensatz zu Sohlleder alle diejenigen Ledersorten, die zur Herstellung des oberen Teiles des Schuhwerks benutzt werden. Man verlangt von denselben, daß sie mehr oder weniger dünn, geschmeidig und weich sind, und verwendet hierzu namentlich leichte Rindshäute, die für diesen Zweck als Blößen oder im halbgaren Zustande auf der Spaltmaschine gespalten werden, seiner Kipfe, Roßhäute und Kalbfelle. Aus diesen verschiedenen Rohhäuten Hellt man eine Reihe von Oberledersorten her, die sich weniger durch die Gerbung als vielmehr durch die Zurichtung voneinander unterscheiden.
Bei den Vorarbeiten der Oberledergerberei ist es dringend notwendig, daß die Häute und Felle in der Weiche und im Aescher genügend erweicht werden. Nach dem Enthaaren werden die Häute zur Entfernung der Unterhaut mit dem Schabmesser geschabt. In manchen Gerbereien ist es üblich, nach dem Enthaaren die Häute nochmals in einen frischgestellten Aescher, den sogenannten Schwelläscher, zu bringen. Nach dem Schaben werden die Häute auf der Narbenseite mit dem Glättstein geglättet (hierzu verwendet man auch Glättmaschinen), gewässert und zur Entfernung des Kalkes nach einem der früher angegebenen Verfahren gebeizt, alsdann gestrichen und zur Gerbung fertiggemacht.
Die Gerbung wird in einer Reihe von Farben begonnen, deren Gerbstoffgehalt allmählich steigt und deren Säuregehalt nur gering sein darf. Die Häute bezw. Felle werden entweder eingeworfen oder an Stangen in die Farben eingehängt; der Gerbstoffgehalt der Brühen wird durch Zugabe frischer Lohe (»frisch machen« oder »frisch stellen«) oder starker Gerbbrühen, die durch Extraktion frischen Materiales hergestellt werden, geregelt. In der ersten sogenannten »Eintreibfarbe«, in welcher die Blößen 1–3 Tage verbleiben, ist es zur Erzielung einer gleichmäßigen Angerbung notwendig, daß das Hautmaterial öfters mit Hilfe eines in die Brühe zum Teil eintauchenden, in Bewegung gesetzten Haspelrades (»Haspelfarbe«) oder mit Hilfe des Zieh- oder Treibbrettes bewegt wird. In den übrigen Farben werden die Häute entweder täglich ein- bis zweimal getrieben oder ebensooft aufgeschlagen. Nach der vierten oder fünften Farbe werden die Kalbfelle zur Entfernung der letzten Reste der Unterhaut auf dem Baume ausgestoßen und die Rindsleder werden in dem gleichen Stadium gefalzt oder gespalten. Man macht die Häute bezw. Felle hierauf in den Farben vollständig gar oder schließt noch ein Versenk und einen Satz oder lediglich ein Versenk an. Nach erfolgter Gerbung werden die Leder von der anhaftenden Lohe befreit und zur Entfernung überschüssigen Gerbstoffes und der im Leder befindlichen Säure sorgfältigst ausgewaschen (»windieren«), was entweder im Walkfasse oder auf der Tafel erfolgt; bis zum Einfetten wird die Zurichtung genau wie beim Zeugleder und Blankleder ausgeführt. Das Einfetten (»Schmieren«) erfolgt entweder in derselben Weise wie beim Zeugleder durch Auftragen des Fettes auf die Fleischseite des halbfeuchten (»windtrockenen«, »abgelüfteten«) Leders oder bei denjenigen Ledersorten, die nicht geschwärzt oder anderswie gefärbt werden sollen, durch Einwalken des Fettes in heizbaren Walkfässern (D.R.P. Nr. 31440, 56062, 64271, 72363, 80757). Zum Schmieren verwendet man vorzugsweise Talg, Tran und Degras; in manchen Gerbereien benutzt man anteilig Mineralfette (Vaseline, Vaselinöle), Wollfett (namentlich die gereinigten Neutralwollfette) und zuweilen Pflanzenfette.
Nach dem Schmieren ist die Zurichtung der verschiedenen Oberleder je nach der Art derselben verschieden; wir haben hierbei zu unterscheiden braunes Oberleder (die braunen d.h. naturfarbigen Rindsleder nennt man Schmal- oder Fahlleder und die Kalbfelle braune Kalbfelle oder Wichskalbfelle), schwarzes Oberleder (bei diesem ist die Narbenseite geschwärzt; man trennt hierbei wieder in genärbtes und glattes oder satiniertes Leder) und schwarz gewichstes Leder (bei diesem ist die Fleischseite geschwärzt – gewichst).
Zur Herstellung des braunen Oberleders (aus Rindshäuten, Kipsen und Kalbfellen), welches bei der Verwendung mit der Fleischseite nach außen getragen wird, verwendet man auch narbenbeschädigtes Hautmaterial. Nach dem Gerb- und Schmierprozeß werden die getrockneten Leder schwach angefeuchtet, zur Entfernung des nicht eingezogenen Fettes auf der Narben- und Fleischseite gestoßen (»degrassiert«) und dann blanchiert. Auf die Fleischseite wird zur Erzielung eines hohen Grades von Glätte Seifenschmiere (eine Emulsion von Talg, Tran und Seife in Wasser) aufgetragen; nach dem Eintrocknen derselben werden die Leder gekrispelt, pantoffelt und unter sich gezogen, an den Rändern beschnitten, auf der Fleischseite mit Talk eingerieben und schließlich noch geglast.
Das schwarze Oberleder, für welches möglichst narbenreine Rohware verwendet werden muß, wird meist nach dem Schmieren, welches nur in geringem Maße von der Fleischseite aus stattfinden soll, geschwärzt und dann nochmals mit Talg und Degras oder reinem Tran auf der[100] Narbenseite gefettet. Soll das Leder einen Chagrin erhalten, so wird das Chagrinieren nach dem Schwärzen und Trocknen ausgeführt, zuweilen auch vor dem Schwärzen. Genarbtes bezw. chagriniertes Leder wird nach dem zweiten Fetten im trockenen Zustande degrassiert, blanchiert, gekrispelt, aufpantoffelt, beschnitten, auf der Narbenseite mit einem Glanz versehen und schließlich geglast. Das Schwärzen erfolgt in der Weise, daß die Narbenseite zunächst mit einer Blauholzabkochung (Grund) und dann mit einer Eisensalzlösung (Schwärze), wie Eisenvitriollösung, holzessigsaures Eisen, Bierschwärze (s. Lederfärberei) oder dergl., ausgerieben wird. Soll bei dem schwarzen Leder der Narben glatt aufliegen, was namentlich bei gewissen Kalbledersorten, die man als glatte oder plattierte Kalbleder bezeichnet, erwünscht ist, so darf der Narben durch Krispeln nicht aufgekraust, sondern muß beim Stoßen glatt niedergelegt werden. Bei einer andern Ledersorte, welche dieser sehr ähnelt und unter dem Namen satinierte Kalbfelle hergestellt wird, muß nach dem ersten Schmieren und Trocknen der Narben in seiner halben Stärke mit Hilfe des mit einem sehr seinen Grat versehenen Blanchiereisens abgezogen werden, wobei sehr große Vorsicht erforderlich ist. Das Schwärzen und die weitere Zurichtung erfolgt in der beschriebenen Weise.
Als gewichste Leder, speziell gewichste Kalbfelle, bezeichnet man solche Leder, welche auf der Fleischseite geschwärzt (gewichst) sind, und man verwendet dazu ebenso, wie zur Herstellung der braunen Leder (Wichskalbfelle), möglichst schnittfreie Ware; Narbenbeschädigungen sind hierbei ohne Belang. Die Gerbung und Zurichtung erfolgt im wesentlichen in derselben Weise wie beim braunen Oberleder. Nach dem Blanchieren und Krispeln werden die Leder gewichst; die dazu erforderliche Wichse, welche man durch Verreiben von Kienruß, Leinöl, Tran, Talg und Bierschwärze zu einer homogenen Masse erhält, wird mit Hilfe einer Bürste auf die Fleischseite aufgetragen und gleichmäßig verteilt. Nach mehreren Tagen werden die Felle geglänzt (Leimglanz), getrocknet und mit dem Glase geglast.
Die Herstellung des als Oberleder jetzt eine bedeutende Rolle spielenden Roßleders ist etwas abweichend von dem ebenbeschriebenen Verfahren. Gewöhnlich erfolgt die Verarbeitung der Roßschilder (Rückenteil) und der Roßhälfe (Hals- und Seitenteile) getrennt. Nach dem Aeschern wird der Spiegel, welcher einer längeren Aescherung bedarf, herausgeschnitten und nochmals auf mehrere Tage in den Aescher zurückgebracht; sehr häufig verwendet man bei Roßleder zur Haarlockerung auch die Schwefelnatriumschwöde, wobei man zur genügenden Erweichung des Spiegels den letzteren mit einer dickeren Schicht und mit einer an Schwefelnatrium reicheren Schwöde bestreicht. Die Reinmachearbeiten sind sehr sorgfältig auszuführen. Die Gerbung erfolgt in ähnlicher Weise wie beim Rindsoberleder in einer Reihe von Farben und in einem Versenk, woran sich meist noch ein Satz anschließt. Ist der Spiegel nicht bereits nach dem Aescher herausgeschnitten worden, so hat dies nach den Farben zu geschehen; die Spiegel werden für sich weitergegerbt und erfordern bis zur Gare eine etwas längere Zeit als die übrigen Teile. Nach vollendeter Gerbung werden die einzelnen Teile für den Zweck ihrer Verwendung (in die einzelnen Schuhteile) ausgeschnitten und jeder einzelne Teil wird seiner Verwendung entsprechend zugerichtet. Der Spiegelteil wird auf der Fleischseite und die übrige Haut auf der Narbenseite zugerichtet. Die Ausbeute an Oberleder aus der Rohhaut ist außerordentlich wechselnd; es sind hierbei außer der Schlachtung und der Gerbmethode namentlich noch die Fettmenge, die das Leder erhält, und die Menge des Leders, welches in Form von Blanchierspänen entfernt wird, von großem Einflusse. Man kann annehmen, daß bei der Herstellung von Rindsoberleder aus 100 kg Rohhaut im Mittel 30–35 kg fertiges Leder erhalten werden; für Kalbleder lassen sich Mittelzahlen nicht angeben. Die mittlere Zusammensetzung der wichtigsten Oberlederforten im ungefetteten und gefetteten Zustande ist folgende:
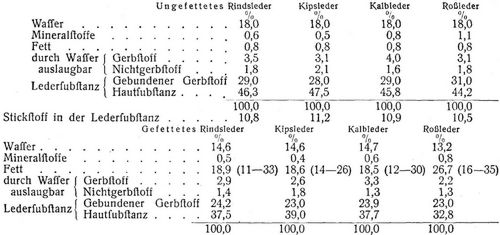
Der Stickstoffgehalt bezw. der Gehalt an Hautsubstanz ist bei den Oberledern nur wenig höher als bei den Unterledern; diese geringe Differenz hängt im wesentlichen damit zusammen, daß bei den Oberledern in den Blanchierspänen der am besten durchgegerbte Teil entfernt worden ist. Eine Spezialität von Oberleder sind die sogenannten Haarkalbfelle, welche, mit den Haaren gegerbt, zur Herstellung von warmem Schuhwerk verwendet werden (Verfahren von Fischer D.R.P. Nr. 42214).[101]
7. Lackleder wird ähnlich wie Vachetteleder hergestellt und unterscheidet sich von diesem nicht durch die Gerbung, wohl aber durch die Zurichtung, bei welcher die Narben- oder Fleischseite mit einem schwarzen oder andersgefärbten Lack überzogen wird. Dadurch erhält das Leder nach seiner Fertigstellung eine Oberfläche von außerordentlich hohem Glänze. Das Lackleder ist ein Luxusleder für das feinste Schuhwerk, für Verdecke, Geschirre, Helme u.s.w. Es werden dazu namentlich Kuhleder (Lackkuhleder, Lackvachetten), Roß-, Kalb-, Ziegenleder und auch Spalte verarbeitet. Das Lackieren wird meist auf der Fleischseite, jedoch bei den Lackvachetten, wozu man große flache Häute oder gespaltenes Leder verwendet, auch auf der Narbenseite vorgenommen; es ist dann notwendig, daß der Narben zur Hälfte mit dem Blanchiereisen vorsichtig abblanchiert wird. Zur Erzeugung der lackierten Oberfläche werden die Leder auf Tafeln gelegt oder in Rahmen gespannt, mehrmals (im ganzen zwei- bis dreimal) mit einem Grund bestrichen, der aus einer Mischung von dickem Leinölfirnis und Kienruß besteht, und nach jedem Auftrag im Trockenzimmer getrocknet und alsdann mit Bimsstein abgerieben, wozu man sich jetzt vielfach der Lacklederschleifmaschinen bedient. Sollen die Leder nicht glatt werden, sondern einen beliebigen Chagrin erhalten, so wird derselbe vor dem letzten Grunde mit einer Handrolle oder mit der Chagriniermaschine eingepreßt. Hierauf wird den Ledern der sogenannte Schwarzstrich gegeben; dieselben werden hierzu in Rahmen gespannt oder auf Bretter genagelt und mittels Pinsels zweimal mit einem Auftrage versehen, der aus einer mit Terpentinöl verdünnten Mischung des Grunds mit Berlinerblau und Leinölfirnis besteht. Nach jedem Auftrage werden die Leder in einem Trockenzimmer oder in dem Trocken- oder Lackierofen (d.i. einem vor Staub sorgfältig geschützten Luftbad) getrocknet und nach dem letzten Auftrage wieder abgeschliffen. Hieran schließt sich erst das eigentliche Lackieren an, welches darin besteht, daß auf das Leder der sogenannte Blaulack, bestehend aus Berlinerblau und Leinölfirnis, ein- bezw. zweimal aufgetragen wird. Nach jedem Aufstrich kommen die Leder auf zwei Tage in den Lackierofen und werden daselbst am ersten Tage einer gleichmäßigen Temperatur von 50° C. und am zweiten Tage einer solchen von 60° ausgesetzt; nach dieser Behandlung hängt man sie noch mehrere Stunden aus direkte Sonnenlicht. Die für genarbt bestimmten Leder werden mehrmals aufgekraust, ebenso wie die glatten Leder an den Rändern gleichmäßig beschnitten und sauber abgerieben. – Bei der Herstellung von Lackledern, welche anders als schwarz gefärbt sind, ersetzt man den Kienruß und das Berlinerblau durch Mineralfarbstoffe, welche der gewünschten Farbe entsprechen.
8. Saffian-, Marokko- und Corduanleder. Saffianleder sind gefärbte (mit Ausnahme der schwarzen), nicht oder nur sehr wenig gefettete, glatte, sumachgare Ziegen- oder Schaffelle (die Ziegenleder werden gewöhnlich als echte, die Schafleder als unechte Saffiane bezeichnet); die Marokkoleder (Maroquins) unterscheiden sich von den Saffianen nur durch die schwarze Farbe und die Corduanleder dadurch, daß sie mit Naturnarben oder künstlichem Narben versehen sind. Diese Lederarten sind ursprünglich fast ausschließlich im Orient und in den Mittelmeerländern hergestellt worden; gegenwärtig werden dieselben meist in diesen Ländern, namentlich auch in Indien, gegerbt und in Europa gefärbt und zugerichtet. Man gerbt diese Lederarten jetzt auch mit andern Gerbmaterialien, namentlich mit Eichen-, Weiden- oder Fichtenrinde. Die gut rein gemachten Blößen werden entweder in einer Reihe von Sumachfarben vollständig gar gemacht (französische Methode), oder man gerbt sie in schwachen Sumachfarben an und vollendet die Gerbung durch Walken der Felle im Walkfasse mit einer starken Sumachbrühe (italienische Methode). Die ursprüngliche Gerbmethode, die auch jetzt noch angewendet wird (türkische Methode), besteht darin, daß man jedes einzelne Fell zu einem Sacke, der nur mit einer kleinen Oeffnung versehen ist, zusammennäht; diese Säcke werden mit Sumachbrühe gefüllt, vollständig zugebunden und einem starken Drucke unterworfen, wodurch die gerbstoffhaltige Brühe durch die Blöße hindurchgedrückt und deren Gerbung bewirkt wird; zur Erzielung einer vollständigen Gare muß diese Operation zwei- bis dreimal wiederholt werden. – Sehr starke Schaffelle, besonders die englischen, werden als Blößen auf der Spaltmaschine in einen sehr dünnen Narbenspalt (Spaltfell) und den eigentlichen Spalt gespalten; der erstere dient zur Herstellung von dünnen Saffianen, besonders für Buchbinderleder, und der letztere findet in der Sämischgerberei Verwendung.
Nach dem Gerbprozesse werden die Felle sorgfältigst ausgewaschen, gereinigt und im nassen Zustande gefärbt (s. Lederfärberei), auf Rahmen gespannt, getrocknet und fertig zugerichtet. Die für Marokkoleder bestimmten Felle werden vor dem Trocknen von der Fleischseite aus schwach mit Degras geschmiert. Bei der Zurichtung werden die Leder zur Egalisierung der Fleischseite im schwach angefeuchteten Zustande mit dem Schlichtmonde geschlichtet oder gefalzt oder mit Hilfe besonderer Schleifmaschinen glattgeschliffen; hierauf werden sie in Wasser schwach eingeweicht, auf der Tafel glatt ausgereckt und auf Rahmen gespannt, damit sie beim Trocknen eine gleichmäßige, glatte Fasson erhalten. Die Leder werden schließlich noch mit einem Leim- oder Eiweißglanz versehen und mit Hilfe von Glänzmaschinen geglänzt. Die Corduane erhalten zuvor durch Pantoffeln oder Chagrinieren einen natürlichen oder beliebigen künstlichen Narben. Nach dem Glänzen werden die Leder zur Erzielung einer großen Weichheit mit dem Pantoffelholz unter sich gezogen.
Juchten oder Juften (s.d.). Verfahren von Toussaint zur Herstellung von Juchten (D.R.P. Nr. 71082).
Außer den im Vorgehenden bereits erwähnten Mitteln zur Beschleunigung der Gerbung gibt es noch folgende: Bewegung der Häute in der Brühe, Bewegung der Häute und der Brühe zugleich, oder Bewegung der Brühe allein, Temperaturerhöhung, Luftverdünnung, Kompression, hydrostatischer Druck, Auspressen der Häute, Einwirkung chemischer Agenzien, Einwirkung der Elektrizität.
Die Bewegung der Häute in der Brühe wird erreicht, wenn man die Brühe, in welcher[102] sich die Häute befinden, durch rotierende Haspelräder, welche in die Brühe eintauchen, beständig oder zeitweilig bewegt, oder wenn man die in Rahmen gespannten und in die Gerbflüssigkeit eintauchenden Häute durch Schaukelapparate oder ähnliche Vorrichtungen in schaukelnder Bewegung erhält (Grothsches Verfahren D.R.P. Nr. 61482, 63305; Verfahren von Spitta D.R.P. Nr. 27574 und 36766). Nach Herepath und Cox [20] werden eine größere Anzahl Blößen zu einem endlosen Bande zusammengenäht und dieses wird über Leitrollen durch die Gerbbrühe in stetiger Bewegung geführt. Vauquelin [21] bearbeitet die Blößen täglich in warmer Gerbbrühe in einem Kasten mit Stampfen. Squire [22] bringt die Häute in eine langsam rotierende, durchbrochene Trommel, welche durch Scheidewände in vier Räume geteilt ist und nahezu zur Hälfte in die Brühe eintaucht. Bei den Umdrehungen werden die Blößen aus der Brühe herausgehoben, verändern infolgedessen immer ihre Lage, und die Brühe wird gleichmäßig durchmischt. Diese Art der Bewegung ist eine der rationellsten und geeignet, die Gerbzeit abzukürzen, ohne daß das Leder infolge zu starker Bewegung Schaden erleidet. Eine wesentliche Verbesserung des Squireschen Apparates rührt von Dörr und Reinhart (D.R.P. Nr. 72054) her. Michel, Kollen und Hertzog (D.R.P. Nr. 17768) erhalten die in einer Trommel befindliche Brühe mittels einer Pumpe in beständiger Zirkulation. Ein jetzt vielfach benutztes Verfahren, die sogenannte »Faßgerbung«, besteht darin, daß man die angegerbten Blößen in großen Walkfässern mit Gerbstoffbrühen unter oftmaliger Verstärkung derselben rotieren läßt, wobei die stärksten Häute in wenigen Tagen und schwache Felle in wenigen Stunden gar zu bringen sind (D.R.P. Nr. 10297 und 27976). King [23] gerbt ebenfalls in einem rotierenden Walkfasse und ersetzt den von den Häuten aufgenommenen Gerbstoff durch Zugabe von starken Brühen mittels Schöpfvorrichtung. Durio benutzt bei seinem Verfahren »Velocitan« (D.R.P. Nr. 75324) ebenfalls das Walkfaß; die Blößen kommen mit einer Gerbstoffbrühe von 8° Bé, die während des ganzen Gerbprozesses auf dieser Stärke erhalten wird, in das Faß, welches sofort in Bewegung gesetzt wird, und verbleiben bis zur vollständigen Gare in demselben. Das Kornachersche Verfahren (D.R.P. Nr. 86565) beruht auch auf der Anwendung des Walkfasses; die Blößen werden jedoch vor der eigentlichen Gerbung mit pflanzlichen Gerbstoffen erst schwach mineralgar (unter Anwendung von Kochsalz, Tonerde- und Chromsalzen) gemacht, mit dünnen Brühen angegerbt und getrocknet; hieran schließt sich erst die Gerbung im Walkfasse mit starken Brühen an. Cowburn (D.R.P. Nr. 65945) gerbt die Häute in Kästen, welche in der Mitte auf Achsen, seitlich auf Stützfedern ruhen und in schaukelartige Bewegung gebracht werden. Nach den verschiedenen Verfahren der Faßgerbung werden gegenwärtig große Mengen von Leder hergestellt. Reinsch (D.R.P. Nr. 71014) läßt bei seinem als »Rieselgerbung« bezeichneten Verfahren die Gerbbrühe in einem stetigen Strome über die von einem Träger vertikal herabhängenden Häute herablaufen und empfiehlt, bei der Herstellung von lohgarem Leder diesen Prozeß in einer Kohlensäureatmosphäre vorzunehmen. Dieses Verfahren ist für lohgares Leder zu umständlich und kostspielig. Knowlys und Duesbury [24] stellen über der Gerbbrühe einen luftverdünnten Raum her; Knoderer [25] (Engl. Pat. Nr. 1857) gerbt in einem rotierenden Behälter, der evakuiert werden kann; Apparate zum Gerben bei Luftleere sind ferner von der Acme Company (D.R.P. Nr. 33061) und von Haecht und Obozinsky (D.R.P. Nr. 64441) konstruiert worden. Spilsbury [26] preßt die Gerbbrühe mit hydrostatischem Druck durch die in Rahmen gespannten Häute; in ähnlicher Weise drückt Hannoye [27] in einer Art Realscher Presse die Gerbbrühen durch die Häute. Fletscher [28] legt die Häute in die in einem hermetisch verschließbaren Gefäße befindliche Brühe und treibt dieselbe durch komprimierte Luft oder hydrostatischen Druck in die Poren; in ähnlicher Weise arbeiten Fields und Townsend [29] und Alimonda [30]. Drake [31] näht zwei Blößen zu einem Sacke mit einer Oeffnung zusammen und bringt den mit Gerbbrühe gefüllten Sack in einen heizbaren Raum, dessen Temperatur nach und nach von 20 auf 60° C. gesteigert wird. Die durch die Blöße filtrierende Flüssigkeit verdunstet an der Außenfläche, wodurch das Durchsickern und damit auch die Gerbung beschleunigt wird. Turnbull [32] lehnt sich an dieses Verfahren an, senkt aber die durch Zusammennähen von Blößen hergestellten Säcke in Sumachbrühe ein (diese Methode gleicht im wesentlichen der türkischen Methode der Saffiangerberei).
Diese Verfahren unter Anwendung von Luftverdünnung bezw. Luftleere, komprimierter Luft, hydrostatischem Druck u.s.w. werden in der gerberischen Praxis nur in untergeordneter Weise angewendet. Im Gegensatz hierzu wird häufiger nach denjenigen Methoden gearbeitet, bei welchen der Gerbprozeß durch Zusatz von chemischen Agenzien beschleunigt wird. Die Wirkung dieser Zusätze ist auf die Beförderung der Diffusion durch verschiedene Metallsalze zurückzuführen; zuweilen ist dieselbe auch nur eine illusorische. Für derartige Zusätze wählt man z.B. Kochsalz, Alaun, Borax (D.R.P. Nr. 18487), Soda (D.R.P. Nr. 63867), Ammonkarbonat, Kaliumbichromat, Phosphorsäure, Weinsäure oder Weinstein (Verfahren von Monneins, D.R.P. Nr. 17829). Ullmo (D.R.P. Nr. 9919) setzt bei seiner Faßgerbung den Gerbbrühen Alaun, Kupfervitriol und gesäuerten Gerstenschrot zu. Nach Hund (D.R.P. Nr. 71759) sollen die Häute abwechselnd in eine Gerbstofflösung und in eine Chlorcalciumlösung oder direkt in eine mit Chlorcalciumlösung versetzte Gerbstofflösung kommen. Bake und Leverett (D.R.P. Nr. 86609) leiten durch die Gerbflüssigkeit von Zeit zu Zeit einen Strom von arsenhaltigem Wasserstoff. Büttner (D.R.P. Nr. 87904) bestreicht die Blößen vor Beginn des Gerbprozesses mit einer Mischung von Terpentinöl, Essigsäure und weinsteinsauerm Kali und behandelt sie dann mit einer Mischung von Petroleum und Spiritus.
Die verschiedenen Gerbmethoden unter Anwendung des elektrischen Stromes sind von verschiedenen Fachleuten (Eitner, Sadlon und Bögh) durch Versuche geprüft worden. Als Resultat hat sich immer ergeben, daß die Elektrizität den Gerbprozeß nicht wesentlich beschleunigt, sondern daß bei den verschiedenen Gerbverfahren (vgl. D.R.P. Nr. 40884, 41516, 56948, 66 762, 72053) unter Anwendung von Elektrizität die Abkürzung der Gerbdauer[103] vor allen Dingen der Bewegung und der rationellen Brühesteigerung zugeschrieben werden muß. Der elektrische Strom ist nach den Versuchen nicht ganz ohne Einwirkung auf die Gerbdauer; dieselbe ist aber so gering, daß sie für die gerberische Praxis keine beachtenswerte Rolle spielt.
III. Sämischgerberei.
Die Umwandlung der Blöße in Leder wird bei der Sämischgerberei dadurch erreicht, daß die Haut wiederholt mit Tran gewalkt und alsdann der oxydierenden Wirkung der atmosphärischen Luft ausgesetzt wird. Es erfolgt hierbei eine chemische Veränderung des Gerbmittels, und zwar vermutlich derart, daß bei dem Trane die an das Glyzerin gebundenen ungesättigten Fettsäuren abgespalten und durch Oxydation in Oxyfettsäuren übergeführt werden, welche sich auf die Hautfaser niederschlagen und damit deren Gerbung bewirken. Das auf diese Art gegerbte, als Sämisch- oder Waschleder bezeichnete Leder ist außerordentlich widerstandsfähig gegenüber Wasser, selbst in der Hitze, indem sogar kochendes Wasser Sämischleder nur langsam in Leim umwandelt; Fettlösungsmittel, wie Schwefelkohlenstoff, vermögen nur einen geringen Teil des Gerbmittels in Lösung zu bringen. Das sämischgare Leder unterscheidet sich von den übrigen Lederarten durch seine wollige Beschaffenheit, Weichheit, Dauerhaftigkeit und durch die Eigenschaft, sich waschen zu lassen, ohne daß es seine Weichheit verliert. Man verarbeitet namentlich schwache Rindshäute, Kalbfelle, Schaf- und Ziegenfelle, Hirsch-, Reh- und Gemsenfelle, ferner die Spalte von verschiedenen Rohfellsorten zu Sämischleder und verwendet dasselbe vorzugsweise für Handschuhe, Bandagenzwecke, Reithosen, Putzleder u. dergl.
Die Sämischgerberei wird jetzt bei weitem nicht mehr in dem Umfange betrieben wie früher, als das Waschleder noch in großen Mengen zur Herstellung von Kleidungsstücken diente. Die Vorbereitung des Hautmateriales ist ähnlich wie in der Oberledergerberei. Die Felle werden gut geweicht, im Kalkäscher reichlich geäschert und dann gehaart; hieran schließt sich die Entfernung des Narbens an. Diese Operation muß ausgeführt werden, damit das Fett beim Einwalken desselben leicht und vollständig in die Haut eindringen kann und damit das Leder nach dem Gerbprozesse genügende Weichheit erhält. Der Narben wird zum größten Teile mit dem Schabemesser abgestoßen und die letzten Reste desselben, die zu fest sitzen, entfernt man mit dem scharfen Putzmesser (Beschneidemesser). Hierauf kommen die Felle auf mehrere Tage nochmals in den Aescher, werden dann vom Fleisch und von der Unterhaut durch Schaben oder Scheren befreit. Nach dieser Operation legt man die Felle 1–2 Tage in einen frischgestellten Aescher, damit eine möglichst starke Lockerung der Hautsubstanz eintritt, wässert sie in warmem Wasser gut aus und beizt sie zur Entfernung des Kalkes in alter Kleienbeize. Nach der Beize werden die Blößen kurze Zeit gewässert, zur Entfernung eines Teiles des Wassers ausgewunden oder ausgepreßt und dann dem Gerbprozesse unterworfen. Man hat hierbei zwei Methoden, die deutsche und die französische, zu unterscheiden. Bei der ersteren werden die Blößen mit der ganzen zum Gerbprozesse erforderlichen Tranmenge (Fisch- oder Robbentran) bestrichen, zusammengefaltet, mit der Hammerwalke 1/2–1 Tag gewalkt und getrocknet. Es folgt nun das »Färben in der Brut«, durch welches die chemische Veränderung, die beim Walken und Trocknen bereits eingeleitet worden ist, fortgesetzt wird. Bei dieser Operation werden die Felle in Haufen aufgeschichtet und von Zeit zu Zeit wegen der eintretenden Selbsterwärmung umgelegt; haben sie einen gelben Farbenton angenommen, so ist der Gerbprozeß als beendet zu betrachten. Bei der französischen Methode werden die Blößen auf der Narbenseite mit Waltran eingerieben, in Kissen gelegt oder in Kugeln zusammengeballt, in geeigneten Mengen in die Walke gebracht und 2–3 Stunden gewalkt; hierauf werden die Felle ausgebreitet, einige Stunden an die Luft gehängt, nochmals mit Tran eingerieben und wiederum gewalkt; das Walken u.s.w. wird je nach der Stärke der Felle 6–12 mal wiederholt. Nachdem die Felle genügend Tran aufgenommen haben, werden sie, ebenso wie die nach deutscher Methode gegerbten Felle, getrocknet und auf die Brut gebracht. – Nach vollständiger Gare muß das überschüssige Fett aus den Fellen entfernt werden; es geschieht dies nach dem Einweichen der Felle durch Ausringen bezw. Auspressen derselben und nachheriges Auswaschen mit Soda- oder Pottaschelösung oder durch letzteres allein. Das beim Ausringen gewonnene Fett, das sich sehr leicht und vollständig mit Wasser emulsioniert und Moëllon genannt wird, ist als Schmiermittel für lohgares Leder hochgeschätzt. Durch das Waschen mit den alkalischen Flüssigkeiten wird der letzte Teil des vom Leder nicht gebundenen Fettes entfernt und man erhält eine Fettemulsion (»Weißbrühe« oder »Urläuter« genannt), aus welcher durch Zusatz von Schwefel- oder Salzsäure der sogenannte »Degras« ausgeschieden wird; dieses Nebenprodukt der Sämischgerberei findet dieselbe Verwendung wie der Moëllon, ist aber nicht so geschätzt wie dieser. Nach der Entfernung des überschüssigen Fettes werden die Felle durch sorgfältiges Auswaschen von anhaftender alkalischer Flüssigkeit befreit, getrocknet und dann zugerichtet. Hierzu werden die Felle auf dem »Stollpfahl« (d.i. eine Vorrichtung, bei welcher an einem senkrechten Brett ein Schlichtmond, in diesem Falle »Stollklinge« genannt, befestigt ist; beim Stollen steht das Werkzeug fest und das Fell wird zu seiner Bearbeitung über dasselbe hinweggezogen, während beim Schlichten das Fell befestigt ist und mit dem Werkzeug, das man mit der Hand bezw. dem Arme führt, bearbeitet wird) gestollt, um sie weicher zu machen und um ihre Fleischseite zu egalisieren, und schließlich mit dem Schlichtmonde geschlichtet, mit Bimsstein abgerieben oder auf einer Schleifmaschine glatt geschliffen, damit beide Seiten ein vollständig gleichmäßiges und glattes Aussehen erhalten. Das Sämischleder steht in diesem Zustande gelb aus; soll es weiß werden, so wird es entweder mit schwefliger Säure in Bleichkammern oder im feuchten Zustande bei grellem Sonnenlichte gebleicht. Für gewisse Zwecke wird das Sämischleder auch gefärbt; Näheres hierüber s. Lederfärberei.
Nach den Untersuchungen von v. Schroeder und Päßler [33] hat Sämischleder folgende durchschnittliche Zusammensetzung:[104]

Das Sämischleder enthält danach wesentlich weniger gerbende Bestandteile als lohgares Leder. Verfahren zur Herstellung eines Sämischleders mit polierter Narbenseite s. D.R.P. Nr. 35340.
IV. Mineralgerberei.
Bei der Mineralgerberei hat man je nach der chemischen Natur des Gerbmaterials zu unterscheiden: Weißgerberei, Chromgerberei, Eisengerberei.
Die Weißgerberei verwendet als Gerbmaterialien Kochsalz, Alaun, an dessen Stelle auch schwefelsaure Tonerde treten kann, Mehl und Eidotter. Je nachdem nur einzelne dieser Substanzen oder sämtliche zum Gerben herangezogen werden und je nach der Art des Fellmaterials läßt sich die Weißgerberei wieder einteilen in gewöhnliche Weißgerberei, ungarische Weißgerberei, Pelzgerberei, Glacégerberei und Kidgerberei. – Die in der Weißgerberei stattfindenden Vorgänge sind von Knapp und Reimer [34] eingehend untersucht worden; das Ergebnis derselben ist im wesentlichen folgendes: Alaun hat für sich allein keine gerbenden Eigenschaften (er wird wohl von der Blöße aufgenommen, liefert aber kein Leder), sondern nur in Kombination mit Kochsalz; es wird hierbei der Alaun in schwefelsaures Kali und schwefelsaure Tonerde gespalten, von welchen nur das letztere absorbiert wird; aus diesem Grunde ist es vorteilhaft, anstatt des Alauns schwefelsaure Tonerde in der Weißgerberei zu verwenden. Bei Gegenwart von viel Kochsalz und bei Fellen, die ungenügend kalkrein gemacht worden sind, wird die schwefelsaure Tonerde in freie Schwefelsäure und basisches Tonerdesalz zerlegt, von welchen die erstere in der Gerbflüssigkeit zurückbleibt, während das letztere von der Hautfaser aufgenommen wird. Das Eidotter wirkt durch seinen Fett- und Eiweißgehalt; das Fett (Eieröl) befindet sich im Dotter in dem günstigen Zustande einer außerordentlich seinen Verteilung, in welchem es die Eigenschaft hat, dem Leder eine große Weichheit und Milde zu erteilen; das Eiweiß des Dotters gibt mit dem Alaun einen sehr seinen Niederschlag, der beim Gerbprozeß von der Blöße aufgenommen wird. Beim Mehl ist das Stärkemehl fast indifferent und nur der Kleber von Bedeutung. Der Niederschlag von Kleber und Alaun macht das Leder voll und griffig; das Stärkemehl dient dazu, die kleinsten Teile des Alaunkleberniederschlages vor dem Zusammenballen zu schützen.
Das weißgare Leder ist nach dem Gerben und Trocknen hornartig steif; den hohen Grad von Weichheit und Geschmeidigkeit, der dem fertigen Leder eigen ist, erlangt es erst durch die mechanische Bearbeitung (durch Recken und Stollen) bei der Zurichtung. Diese Lederart ist sehr wenig widerstandsfähig gegenüber Wasser; beim Feuchtwerden und nachherigen Trocknen verliert es vollständig die Weichheit; durch Behandlung mit Wasser lassen sich die gerbenden Bestandteile zum größten Teile wieder entfernen, wobei Entgerbung eintritt.
Die gewöhnliche Weißgerberei, welche als Gerbstoffe lediglich Alaun und Kochsalz benutzt, wird jetzt nur noch in geringem Umfange betrieben, weil das weißgare Leder meist durch lohgares oder fettgares Leder ersetzt worden ist. Man gerbt nach diesem Verfahren namentlich Schaf- und Ziegenfelle, seltener Kalbfelle und Rindshäute (für Geschirrleder). – Das Hautmaterial wird in der früher beschriebenen Weise geweicht, im Kalkäscher geäschert Schaffelle werden zur Schonung der Wolle meist auf der Fleischseite angeschwödet, enthaart, gut rein gemacht und mit Kleienbeize gebeizt. Der Gerbprozeß wird ausgeführt, indem man die Blößen entweder mit der Alaunkochsalzmischung oder mit einer konzentrierten Lösung derselben auf Narben- und Fleischseite einreibt, einige Tage liegen läßt und dies mehrmals wiederholt, oder in eine lauwarme Lösung von Alaun und Kochsalz mehrere Tage einhängt. Man rechnet im Mittel auf 100 kg Alaun 25–35 kg Kochsalz, welche in 1000 l Wasser zu lösen sind. Die Leder werden nach erfolgter Gare getrocknet, wiederum schwach angefeuchtet und zugerichtet; es wird bei der Zurichtung der Zusammenhang der einzelnen Fasern durch mechanische Bearbeitung, durch das Stollen, wieder gehoben und das Leder erlangt dadurch Weichheit; zur Egalisierung der Fleischseite wird dieselbe mit dem Schlichtmonde geschlichtet und, falls sie glatt sein soll, mit Bimsstein glattgeschliffen.
Ungarische Weißgerberei. Man verwendet bei derselben starke Häute, welche nach dem Weichen durch Scheren mit einem scharfen Messer von den Haaren befreit werden; an den Gerbprozeß und die Zurichtung, welche in der obenangeführten Weise ausgeführt werden, schließt sich das Einbrennen mit geschmolzenem Talg an. – Die so gefetteten Leder, welche jetzt nur noch wenig hergestellt werden, dienen namentlich für Sattler- und Riemerarbeiten.
Pelzgerberei (Rauchwarengerberei). Bei diesem Zweige der Gerberei, welcher die Häute und Felle der verschiedensten Tiere, besonders der sogenannten Pelztiere für die Kürschnerei, verarbeitet, ist auf vollständige Erhaltung und Schonung der Behaarung der größte Wert zu legen. Die Gerbung erfolgt entweder durch Alaun und Kochsalz oder durch Kochsalz bei Gegenwart von organischen Säuren, die sich durch saure Gärung von Kleie gebildet haben. Die Felle werden beim Einarbeiten so kurz wie möglich geweicht, zur Entfernung von Fleisch und zur Erweichung auf dem Baume geschabt oder gefleischt und dann auf der Fleischseite entweder mit Alaun und Kochsalz und, wie es meist geschieht, mit Gerstenschrot oder mit Weizenkleie und Roggenmehl eingerieben; die zusammengerollten Felle (Fleischseite nach innen) werden in Fässer eingeschichtet und mit starker Kochsalzlösung übergossen; nach 24 Stunden werden die Felle umgelegt und dies wird alltäglich wiederholt, bis nach 8–12 Tagen vollständige[105] Gare erreicht ist. Die Trocknung und weitere Zurichtung erfolgt wie bei der gewöhnlichen Weißgerberei.
Die Glacégerberei, welche vorzugsweise Lamm- und Zickelfelle, ferner auch Fohlen- und Hundefelle für Handschuhleder verarbeitet, bedient sich des Alauns, des Kochsalzes, des Mehles und des Eidotters als Gerbmaterialien. – Bei der Herstellung von Glacéleder ist sowohl auf die Vorarbeiten als auch auf die Gerbung und Zurichtung die größte Sorgfalt zu verwenden, weil man an diese Lederart die höchsten Anforderungen in bezug auf Weichheit, Dehnbarkeit, Dauerhaftigkeit u.s.w. Hellt. Felle älterer Tiere liefern schlechtes Glacéleder. Die gut geweichten Felle werden zur Haarlockerung entweder in den Kalkäscher gebracht oder zur Schonung der Wolle mit Kalk- oder Giftschwöde auf der Fleischseite angeschwödet; nach der Enthaarung ist durch gutes Wässern (Gaschen, d.i. ein Bearbeiten der Felle mit Holzstangen beim Wässern), Beizen (Hundekot- und Kleienbeize; Verfahren von Krapp D.R.P. Nr. 586; Verfahren von. Jellinek D.R.P. Nr. 32510; Verfahren zum Beizen von Glacéleder mittels Melasseschlempe, D.R.P. Nr. 66998) und mechanisches Bearbeiten der Fleisch- und Narbenseite (Fassonarbeiten; Fleisch- und Narbenfasson) der Kalk sorgfältig zu entfernen. Die Gare oder Nahrung, d.i. das Gemisch der Gerbmaterialien mit Wasser, wird hergestellt, indem Alaun und Kochsalz in heißem Wasser gelöst und die Eidotter und das Mehl mit der auf ca. 40° C. abgekühlten Lösung zu einem vollständig gleichmäßigen, dünnen Brei verarbeitet werden. Man rechnet auf 100 Stück mittelgroße Lammfelle im Durchschnitt 6 kg Mehl, 60 Stück Eidotter (entsprechend 1 l Faßeier), 5 kg Alaun, 1,5 kg Kochsalz und 40 l Wasser. Nach dem ursprünglichen Verfahren werden die Felle in diese Gare geworfen und so lange mit den Händen oder Füßen mit derselben verarbeitet, bis sie fast vollständig aufgesogen worden ist; gegenwärtig wird die Gare in kleineren Walkfässern oder in den Walkwürfeln (auch Turbulenten genannt, d.h. würfelförmige, hölzerne Gefäße, welche an zwei Ecken vermittelst Zapfen an einem Bocke aufgehängt sind und durch ein Vorgelege in Rotation versetzt werden können) in die Felle eingewalkt, was in 1/2–1 Stunde erreicht ist. Nach dem Garmachen bleiben die Felle 12–24 Stunden liegen, werden dann mit hölzernen Stampfen einige Minuten bearbeitet und getrocknet, letzteres möglichst schnell (etwa in 1–2 Tagen) bei nicht zu hoher Temperatur. Die Zurichtung der Glacéleder wird nicht direkt nach dem Trocknen, sondern möglichst erst nach einer Lagerung von mehreren Wochen oder Monaten vorgenommen. Es werden hierzu die Felle zunächst durch kurzes Eintauchen in Wasser schwach eingeweicht und auf einige Stunden in Kisten verpackt und zugedeckt, damit sie sich ganz gleichmäßig mit Feuchtigkeit durchziehen können; hierauf folgt das Erweichen der Felle durch Stampfen in einer Kurbelwalke oder durch Bearbeiten mit den Füßen auf der Trethorde, und dann das Stollen, wobei das Fell mehrmals nach allen Richtungen über die stumpfrund geschliffene Stollklinge gezogen wird; es erlangt das Leder dadurch schon einen hohen Grad von Weichheit und Dehnbarkeit, die weiße Farbe kommt richtig zum Vorschein und außerdem wird die nicht ins Leder eingezogene, auf der Fleischseite sitzende Gare entfernt (das abfallende Mehl, Stollmehl genannt, findet als Viehfutter, Weberschlichte u. dergl. Verwendung). Nachdem die Felle durch Hängen an der Luft den größten Teil ihrer Feuchtigkeit wieder verloren haben, werden sie auf der scharfen Stollklinge gestellt (»Ueberlassen«), wobei auch die stärkeren Stellen egalisiert werden. Man bezeichnet sämtliche Zurichtarbeiten als das »Weißzurichten«. Sollen die Leder weiß bleiben, so müssen sie noch bei grellem Sonnenlichte an der Luft gebleicht werden. – Die meisten Glacéleder werden gefärbt; zu diesem Zwecke werden sie zuvor »broschiert«, d.h. der Ueberschuß an Alaun u.s.w. wird entfernt. Beim Broschieren werden die Felle entweder in Fässern mit den Händen oder Füßen oder in Broschierfässern, die wie die Turbulenten beschaffen sind und durch Maschinenantrieb in Bewegung gesetzt werden, mit lauwarmem Wasser ausgewaschen. Die Felle erhalten hierauf eine Nachgare, indem sie mit einer Eidotteremulsion, bestehend aus Wasser, Kochsalz und Eidottern (ohne Mehl und Alaun), einige Zeit geknetet werden. Sollen die Glacéleder auf der Fleischseite gefärbt werden, so muß dieselbe vor dem Broschieren mit Bimsstein oder mit Hilfe besonderer Schleifmaschinen vollständig glatt geschliffen werden. Nach der Nachgare erfolgt im nassen Zustande das Ausfärben (s. Lederfärberei), worauf die Leder wieder getrocknet und in ähnlicher Weise wie zuvor zugerichtet werden (das sogenannte »Buntzurichten«). da die erste Zurichtung durch das Broschieren u.s.w. vollständig verloren gegangen ist.
Die Kidgerberei unterscheidet sich von der Glacégerberei nur hinsichtlich des Hautmaterials und der Verwendung des fertigen Leders. Man verarbeitet bei derselben namentlich Kalb- und Ziegenfelle, zuweilen auch Schaffelle, und nennt das fertige Leder, das fast ausschließlich für Beschuhungszwecke verwendet wird, Kalbkidleder bezw. Chevreaux. Die Rohfette werden nach genügender Erweichung und Aescherung im Kalkäscher enthaart, gut rein gemacht, mit Kleienbeize gebeizt und durch Wässern und Fassonarbeiten sorgfältig vom Kalke befreit. Die starken Köpfe der Kalbfelle werden nach dem Aeschern ausgefalzt oder ausgeschoren (Kalbskopfschermaschine). Die Gerbung wird gegenwärtig fast immer im Walkfasse, das etwas größer als das der Glacégerberei ist, ausgeführt und ist etwa in einer Stunde vollendet. Die Trocknung und das Weißzurichten erfolgt in gleicher Weise wie beim Glacéleder. Die Kidleder, die fast nur schwarz gefärbt werden, müssen vor dem Färben broschiert werden und dann eine Nachgare erhalten. Das Schwärzen erfolgt in ähnlicher Weise wie beim lohgaren Leder, entweder durch Auftragen auf der Tafel oder durch Tauchen im Troge. Die Felle werden erst mit einer Blauholzabkochung, der meist etwas Kaliumbichromat zugesetzt wird, grundiert und dann mit einer Eisensalzlösung geschwärzt. Nach dem Färben werden die Kidleder gespült, getrocknet und wieder zugerichtet, was man als »Finish« bezeichnet; hierbei werden die Felle angefeuchtet, gestollt und im Schlichtrahmen erst mit dem stumpfen und dann mit dem scharfen Schlichtmonde geschlichtet, wodurch die Fleischseite egalisiert wird. Die Leder erhalten dann einen Vorlüster (bestehend aus einer Emulsion von Seife, Wachs und Talg in einer Blauholzabkochung)[106] und werden mit einem heißen Bügeleisen auf der Narbenseite gebügelt, damit der dem Kidleder eigne milde Glanz zum Vorschein kommt, worauf noch der sogenannte Fettlüster (bestehend aus einem homogenen Gemisch von Olivenöl, Wachs, Talg und Kolophonium) aufgetragen und sorgfältig eingerieben wird. Nach dem Einziehen des Fettlüsters wird die Narbenseite sauber abgerieben und die Ränder werden beschnitten. Zum Stollen (D.R.P. Nr. 44373, 87499) und zum Bügeln (D.R.P. Nr. 81838) von Kidleder werden jetzt auch Maschinen verwendet. Die sogenannten Glanzchevreaux sind Zickelkidleder, die nach dem Färben auf der Narbenseite mit der Glänzmaschine geglänzt worden sind.
Chromgerberei (s.a. Chromleder, Bd. 2, S. 456, ferner [54] und [59]). Die neueren Chromgerbverfahren, von denen in Nordamerika mehrere patentiert worden sind, weichen wesentlich von den früheren Methoden ab; durch dieselben, namentlich durch das Verfahren von Schultz und das von Dennis (Amer. Pat. Nr. 495028), ist die Chromgerbung in ein Stadium getreten, in dem sie schon viel Erfolge errungen hat.
Bei der Schultzschen Methode werden die Blößen zunächst in eine Lösung von Kaliumbichromat, der zum Freimachen der Chromsäure Salz- oder Schwefelsäure zugemischt wird, und dann in eine mit Salzsäure versetzte Lösung von Natriumthiosulfat gebracht; in diesem erfolgt die Reduktion der Chromsäure zu einer Chromoxydverbindung, die auf der Hautfaser niedergeschlagen wird und mithin gerbend wirkt. Dieses Verfahren wird kurzweg auch als Zweibad- oder Reduktionsverfahren bezeichnet.
Bei dem andern Verfahren geht man entweder vom Chromalaun aus und Hellt sich aus diesem eine Lösung von basischem Chromsulfat oder von Chromoxychlorid-Chlornatrium her, oder man verwendet direkt die im Handel unter dem Namen Tanolin, Corin, Chromatin, Chromgerbextrakt u.s.w. käuflichen konzentrierten Lösungen von basischen Chromoxydsalzen. Die Blößen brauchen nur einige Tage in Lösungen dieser Chromsalze eingehängt zu werden. Da bei diesem Verfahren der Gerbprozeß in einem Bade durchgeführt wird, so nennt man dasselbe auch das Einbadverfahren. Das Zweibadverfahren, bei dem schwache Felle in wenigen Stunden und die stärksten Häute in 1–2 Tagen gegerbt werden können, arbeitet schneller, ist aber umständlicher als das Einbadverfahren. Nach beiden Methoden werden jetzt Leder von sehr guter Qualität als Ober-, Maschinen-, Näh-, Schlag- und Binderiemenleder hergestellt und unter den verschiedensten Phantasienamen, wie Corin, Groiscin, Dixin u. dergl., in den Handel gebracht. Das Chromleder ist sehr widerstandsfähig gegenüber Feuchtigkeit und Hitze. Die Fleischseite bleibt immer etwas wollig, ähnlich wie Sämischleder. Man verarbeitet jetzt Rindshäute, Kalb-, Schaf- und Ziegenfelle zu Chromleder. Die Gerbung selbst erfolgt entweder durch Einhängen oder Einlegen der Blößen in die einzelnen Lösungen oder durch Einwalken in Walkfässern. Das Schwärzen und Fetten hat direkt nach dem Gerben oder nach schwachem Antrocknen zu erfolgen. Nach vollständiger Trocknung werden die Leder wenig angefeuchtet und in ähnlicher Weise wie die weißgaren Leder durch Stollen und Schlichten zugerichtet.
Es sind noch mehrere Reduktionsverfahren, bei welchen wie bei der Schultzschen Methode die Blößen zuerst in eine angesäuerte Kaliumbichromatlösung und dann in ein Reduktionsbad gelangen, vorgeschlagen worden. Norris (Amer. Pat. Nr. 498067, 498077 und 518467) führt die Reduktion mit Schwefelwasserstoff und Jahn (Amer. Pat. Nr. 504012–504014 und 511007) mit Schwefelwasserstoff und arsenigsauren Alkalien bei gleichzeitiger Anwesenheit von Zink- und Mangansulfat aus. Sadtler verwendet zur Reduktion essigsäurehaltige Eisenvitriollösung. Amend (Amer. Pat. Nr. 542971) tränkt die Blößen im ersten Bade mit freier Chromsäure und reduziert dieselbe im zweiten Bade mit Hilfe eines aromatischen Amines oder eines Salzes desselben, wozu sich am besten salzsaures Anilin eignet. Heinzerling verwendet bei seinem neuesten Chromgerbverfahren (Amer. Pat. Nr. 527162) im ersten Bade chromsaures Chromoxyd, an dessen Stelle auch Chrombichromatmonosulfat oder basisches Chromchromatsulfat treten kann. Nachdem die Häute innerhalb einiger Wochen vollständig gar gemacht worden sind, kommen sie zur Erzielung eines hohen Gewichts in ein zweites Bad, das verschiedene Metallsalze, wie Chromchlorid, Aluminium-, Chrom-, Chromthiosulfat, gelöst enthält.
Bisher hat man mittels Chromgerbung nur weiche Leder, aber kein Sohlleder herstellen können; Möller (D.R.P. Nr. 89964) setzt die chromgaren Leder im feuchten Zustande im Wasser oder durch Einhängen in Dampf einige Zeit einer Temperatur von 100° aus, wodurch dieselben nach dem Trocknen so hart und fest werden, daß sie nach einer dem Sohlleder entsprechenden Zurichtung (Walzen, Hämmern) wie dieses zu verwenden sind. In neuester Zeit werden auch Chromvacheleder erzeugt.
Eisengerberei. Eisengare Leder werden jetzt in der gerberischen Praxis nicht mehr hergestellt.
V. Gerberei diverser Lederarten.
Fettgarleder (s.a. Fettgerberei, Bd. 3, S. 756) wird gewöhnlich aus geschwitzten oder gekalkten Rindshäuten hergestellt und findet namentlich zu Näh- und Binderiemen Verwendung. Damit die fertigen Leder die Farbe des lohgaren Leders besitzen, werden die gut rein gemachten Blößen zunächst in einer starken Fichtenbrühe 1–2 Tage schwach angegerbt, ein wenig aufgetrocknet (was man als »Abwelken« bezeichnet), in einer dünnen Alaun-Kochsalzlösung schwach weißgar gemacht und dann auf der einen oder auf beiden Seiten mit einer aus Talg und Pferdefett bestehenden Fettmischung bestrichen; das Einwalken des Fettes erfolgt entweder in Walkfässern, Fettgarlederknetmaschinen oder andern Apparaten (D.R.P. Nr. 4224 und 66172). Hierauf werden die Leder auf der Fleisch- und Narbenseite auf der Tafel gestoßen, damit die Häute eine glatte Fasson annehmen, getrocknet und zuletzt noch gekrispelt.
Crownleder (vgl. a. Bd. 2, S. 483) ähnelt in seiner Herstellung und Verwendung sehr dem Fettgarleder. Die abgewelkten Blößen werden auf der Tafel mit einem gleichförmigen Gemisch von Talg, Pferdefett (ursprünglich auch Butter, Milch, Rindsgehirn u. dergl.), Mehl und Kochsalz[107] bestrichen und mehrere Stunden in heizbaren Walkfässern gewalkt, bis die Gare die Häute vollständig durchdrungen hat. Die weitere Zurichtung ist wie beim Fettgarleder. Das Crownleder wird fast ausschließlich zur Herstellung von Schlagriemen verwendet.
Transparentleder. Diese Lederart (D.R.P. Nr. 16771), die im wesentlichen mit Glyzerin konservierte Blöße ist, dient zur Herstellung von Näh- und Binderiemen. Die gut rein gemachten Blößen werden in Rahmen gespannt und während des Trocknens bei gewöhnlicher Temperatur mit Glyzerin, dem man zuweilen noch etwas Salizylsäure, Pikrinsäure und Borax zusetzt, bestrichen; wenn die Trocknung nahezu vollendet ist, kann noch ein Ueberstrich mit Kaliumbichromat und dann mit Schellacklösung erfolgen.
Dongolaleder, s. Bd. 3, S. 3.
Pergament- und Trommelleder sind gut rein gemachte und aufgetrocknete Blößen, die während des Trocknens in Rahmen gespannt werden und dabei eine besondere Behandlung erfahren. Man verarbeitet Esels- und Schweinshäute, Kalb-, Schaf- und Ziegenfelle zu Pergament- und Trommelleder. Die in Rahmen gespannten Blößen werden zunächst auf der Fleischseite sorgfältig von Fleisch und Unterhaut befreit, durch Schaben egalisiert, mit Kreidepulver kräftig eingerieben und, vor der Sonne geschützt, an der Luft langsam getrocknet. Während des Trocknens muß das Einreiben und das Abschleifen beider Seiten mit Bimsstein mehrmals wiederholt werden, nach dem Trocknen werden die Leder vollständig glattgeschliffen.
Literatur: [1] Knapp, Dingl. Polyt. Journ. 1887, 267, 181. – [2] Séguin, Ann. Chim. 20, 53; Prechtl, Techn. Enzyklop. 9, 238; Payer, Compt. rend. 43, 933; Stenhouse, Ann. Chim. 104, 239; Muntz, Ann. Chim. et Phys. IV, 20, 309; Knapp, Natur und Wesen der Gerberei und des Leders, München 1858; v. Schroeder und Päßler, Dingl. Polyt. Journ. 1892, 284, 256, 283. – [3] Reimer, Dingl. Polyt. Journ. 1872, 205, 143. – [4] Ann. Chim. Phys. 1870, 309. – [5] Dingl. Polyt. Journ. 1893, 287, 258, 283, 300. – [6] Bericht über die Verhandlungen der Kommission zur Feststellung einer einheitlichen Methode der Gerbstoffbestimmung, Kassel 1885. – [7] v. Schweder, Methode zur Bewertung der Gerbmaterialien, Tharand 1898. – [8] Eitner, Jahresber. der ehem. Technologie 1886, S. 1030. – [9] Dingl. Polyt. Journ. 1858, 150, 319. – [10] Ebend. 1867, 183, 255. – [11] Ebend. 1881, 240, 66. – [12] Ebend. 1862, 163, 88; 1863, 169, 333. – [13] Ebend. 1896, 300, 139; 1896, 301, 90. – [14] Ebend. 1896, 301, 90. – [15] Ebend. 1865, 177, 171. – [16] Ebend. 1889, 272, 95. – [17] Jahresber. der ehem. Technologie 1873, S. 838. – [18] Dingl. Polyt. Journ. 1845, 97, 60; 1846, 99, 240. – [19] Ebend. 1893, 289, 137, 210, 229. – [20] Ebend. 1838, 69, 39; 1839, 71, 483, 72, 318. – [21] Ebend. 1840, 76, 400. – [22] Ebend. 1845, 98, 145. – [23] Ebend. 1881, 239, 71. – [24] Ebend. 1827, 25, 241; 1828, 29, 273. – [25] Ebend. 1859, 151, 456; 1860, 157, 388. – [26] Ebend. 1824, 13, 342; 1826, 20, 107; 1832, 46, 155. – [27] Ebend. 1843, 87, 157. – [28] Ebend. 1824, 15, 310. – [29] Erster Jahresber. der ehem. Technologie 1865, S. 682. – [30] Ebend. 1873, S. 861. – [31] Dingl. Polyt. Journ. 1832, 45, 377; 46, 155. – [32] Ebend. 1845, 97, 60; 1846, 99, 240. – [33] Ebend. 1895, 295, 211. – [34] Ebend. 1866, 181, 311; 1872, 205, 253, 358, 457. – Ueber die Fortschritte auf dem Gebiete der Gerberei handelt: [35] Dingl. Polyt Journ. 1895, 297, 19, 40, 66, 89; 1896, 301, 235, 259, 283. – An selbständigen Werken seien genannt: [36] Günther, Die Fabrikation des lohgaren Leders, Weimar 1867. – [37] Damourette, Matérial des industries du cuir, Paris 1869. – [38] Günther, Lehrb. d. Glacélederfabrikation, Berlin 1873. – [39] Wiener, Weißgerberei, Wien 1877. – [40] Vincent, La fabrication et le commerce des cuirs et des peaux, Paris 1879. – [41] Sietzmann, Die Herstellung der Leder, Berlin 1880. – [42] Heinzerling, Grundzüge der Lederbereitung, Braunschweig 1882. – [43] Procter, A textbook of tanning, London 1885. – [44] Stevens, The manufacture of leather, London 1885. – [45] Davis, The manufacture of leather, Philadelphia und London 1885. – [46] Käs, Lohgerberei, Weimar 1886. – [47] Villon, La fabrication des cuirs, Paris 1889. – [48] Faire, Le cuir et les peaux, Paris 1891. – [49] Muspratts Encyklop. Handb. der techn. Chemie, Bd. 3, Art. Gerberei, 4. Aufl., Braunschweig 1891. – [50] Hoffmanns, Die Herstellung der lohgaren Leder, Weimar 1893. – [51] Wiener, Lohgerberei, Wien 1894. – [52] Procter, Leather Industries, London 1898 (deutsche Uebersetzung von Päßler, Berlin 1901). – [53] Jettmar, Praxis und Theorie der Ledererzeugung, Berlin 1901. – [54] Borgman, Chromgerbung, Berlin 1902. – [55] Vignon, La tannerie, Paris 1903. – [56] Borgman-Krahner, Unterlederfabrikation, Berlin 1904. – [57] Procter, The principles of leather-manufacture, London 1903. – [58] Borgman, Feinlederfabrikation, Berlin 1901. – [59] Jettmar, Chromgerbung, Leipzig 1900. – [60] Schmidt und Wagner, Gerbereitechnisches Auskunstsbuch für die Gesamtlederindustrie, Durlach (Selbstverlag). – Zu den bedeutendsten gerberischen Fachzeitungen gehören: Der Gerber, Wien, seit 1873; Deutsche Gerberzeitung, Berlin, seit 1858; Ledermarkt, Frankfurt, seit 1878, mit wissenschaftlich-technischer Beilage »Collegium«; La halle aux cuirs, Paris.
Päßler.
Adelung-1793: Leder, das · Blend-Leder, das
Brockhaus-1911: Leder · Englisches Leder
Herder-1854: Leder · Englisches Leder
Lueger-1904: Polierfaß, -hammer, -holz, -leder, -maschine, -mittel, -scheibe, -stahl, -stein, -stock · Englisch Leder · Dänisch-Leder
Meyers-1905: Leder · Rotsämisches Leder · Englisch Leder · Geschnittenes Leder
Pierer-1857: Leder [2] · Plattblankes Leder · Krausblankes Leder · Leder [1] · Türkisches Leder · Ungarisches Leder · Rothsämisches Leder · Spießiges Leder · Erlanger Leder · Abgesottenes Leder · Alaungares Leder · Abgekochtes Leder · Abgeschwitztes Leder · Dänisches Leder · Englisches Leder · Bautzener Leder · Brüsseler Leder
Buchempfehlung
Holz, Arno
Papa Hamlet

1889 erscheint unter dem Pseudonym Bjarne F. Holmsen diese erste gemeinsame Arbeit der beiden Freunde Arno Holz und Johannes Schlaf, die 1888 gemeinsame Wohnung bezogen hatten. Der Titelerzählung sind die kürzeren Texte »Der erste Schultag«, der den Schrecken eines Schulanfängers vor seinem gewalttätigen Lehrer beschreibt, und »Ein Tod«, der die letze Nacht eines Duellanten schildert, vorangestellt. »Papa Hamlet«, die mit Abstand wirkungsmächtigste Erzählung, beschreibt das Schiksal eines tobsüchtigen Schmierenschauspielers, der sein Kind tötet während er volltrunken in Hamletzitaten seine Jämmerlichkeit beklagt. Die Erzählung gilt als bahnbrechendes Paradebeispiel naturalistischer Dichtung.
90 Seiten, 5.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang. Sechs Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Michael Holzinger hat sechs eindrucksvolle Erzählungen von wütenden, jungen Männern des 18. Jahrhunderts ausgewählt.
- Jakob Michael Reinhold Lenz Zerbin oder Die neuere Philosophie
- Johann Karl Wezel Silvans Bibliothek oder die gelehrten Abenteuer
- Karl Philipp Moritz Andreas Hartknopf. Eine Allegorie
- Friedrich Schiller Der Geisterseher
- Johann Wolfgang Goethe Die Leiden des jungen Werther
- Friedrich Maximilian Klinger Fausts Leben, Taten und Höllenfahrt
468 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum