Tuchfabrikation
[631] Tuchfabrikation, die Gesamtheit der Arbeitsmethoden und Prozesse, durch welche aus Wolle, Baumwolle und Kunstwolle, Gewebe von sehr verschiedenartigen Eigenschaften und Namen hergestellt werden, die jedoch alle mehr oder weniger verfilzt, gewalkt sind. Die aus Wolle und Baumwolle bestehenden tuchartigen Gewebe werden Halbtuche genannt.
Die Vorarbeiten der Tuchfabrikation bestehen aus der Herstellung der Garne (s. Streichgarnspinnerei), aus der Verfertigung des Loden genannten Gewebes aus dem Garne (s. Weberei) und aus der Reinigung dieses Gewebes. Diese Reinigung wird zur Ausführung gebracht durch das sogenannte Noppen, Karbonisieren und Waschen.
Das Noppen besteht aus dem Auslesen von Verunreinigungen der verschiedensten Art und wird meist von Hand aus mit Hilfe einer Pinzette – Noppzange – und der Noppgabel bewirkt, welch letztere zum Verschieben, Verkratzen der Fäden behufs Deckung und Ausgleichung etwaiger Löcher dient. Die aus Baumwollfäden bestehenden Verunreinigungen werden gleichzeitig auch durch Betupfen mit Nopptinktur gefärbt. Zu den Verunreinigungen zählt man auch die bei der Weberei entstehenden Verbindungsknoten der Garne, weshalb die Arbeit auch Knoterei genannt wird. Zum Abnehmen der Knoten werden jetzt auch Noppmaschinen, namentlich die von Martinot frères [1], verwendet.
Die Karbonisation dient zur Zerstörung pflanzlicher Verunreinigungen, kann aber selbstverständlich nur dann angewendet werden, wenn der Loden ganz aus Wolle besteht. Es wird dabei als Karbonisiermittel hauptsächlich Schwefelsäure, neuerer Zeit das saure, schwefelsaure Natron (Natriumbisulfat) verwendet. Die Karbonisierkammern sind jetzt häufig mit Trockenkammern verbunden und so gebaut, daß eine allmähliche Erhitzung und Abkühlung möglich ist.
Das Waschen des Lodens bezweckt die vollständige Reinigung von Verunreinigungen chemischer Natur; das Gewebe wird mit einer Waschflüssigkeit getränkt, welche die Verunreinigungen verseift, worauf ein Auspressen dieser Schmutzflotte erfolgt, um frischer Waschflüssigkeit den Zutritt zu den zu reinigenden Fasern zu verschaffen. Als Waschflüssigkeiten werden die verschiedensten Seitengattungen, fauler Urin, Walkererde sowie Aetzlaugen, namentlich Pottasche und Soda verwendet. Das Waschen wird ausschließlich durch Waschmaschinen besorgt, von welchen vorzugsweise die Strang- oder Stück- und die Breitwaschmaschine zu nennen ist. Die erstere (vgl. [1], S. 45) besteht aus einer hölzernen Kufe, in der sich die Waschflüssigkeit befindet und durch welche das in der Breitenrichtung zusammengefaltete und mit den Enden zusammengenähte Gewebe, kontinuierlich mit Hilfe zweier hölzerner Walzen hindurchgezogen wird; diese besorgen gleichzeitig das Ausquetschen der Schmutzflüssigkeit, welche man in einem Schmutztrog auffängt und ableitet. Das Gewebe läuft durch einen Holzring – Faltring – und auch durch pyramidenförmig gestaltete Holzkanäle, wodurch es zusammengefaltet und intensiver bearbeitet wird. Bei der Breitwaschmaschine (vgl. [1], S. 35) lauft das Gewebe im ausgebreiteten Zustande durch die Maschine, die meist aus mehreren – bis vier – Kufen besteht, zwischen welchen je eine Walzenpresse, zum Auspressen der Schmutzflotte, eingeschaltet ist. In der ersten Kufe befindet sich konzentrierte Waschflüssigkeit, in der zweiten verdünnte, in der dritten reines Spülwasser, da der Waschprozeß stets mit einem eingehenden Spülen des gewaschenen Gewebes schließt. Zwischen diesen Kufen werden neuerer Zeit Absauger angeordnet, bestehend aus einem mit Schlitz versehenen und mit einer Vakuumpumpe verbundenen Karten, wodurch aus dem über den Schlitz laufenden Gewebe die Waschflüssigkeit abgesaugt und in den Bottich zurückgeführt wird. Zum Ausbreiten des Gewebes werden sogenannte Breithalter verwendet. Der Waschprozeß kann durch eine Wringmaschine zum Ausquetschen der Schmutzflotte bedeutend verkürzt werden. Wurde ungefärbte Wolle verwendet, und soll das Gewebe eine bestimmte Farbe erhalten, so folgt auf das Spülen unmittelbar das Färben – Färben im Loden –, manchmal auch erst nach dem Walken.
Walken des Lodens. Das Loden genannte Gewebe wird erst durch das Walken u Tuch oder tuchartiges Gewebe verwandelt; man erreicht dadurch eine solche Verfilzung der[631] das Gewebe bildenden Fäden bezw. Fasern, daß die einzelnen Fäden an der Oberfläche des Gewebes – die Bindung – verschwinden und dasselbe eine ganz gleichförmige Fläche zeigt.
Das Walken basiert auf der Filzbarkeit der kurzen Wollfasern und besteht in der Ausübung eines Druckes auf das Gewebe, sowohl in der Längen- als auch Breitenrichtung, bei gleichzeitiger Befeuchtung der Fasern, wobei eine Walkflüssigkeit in Anwendung steht, welche die Oberfläche der rauhen Wollfasern glatt und schlüpfrig erhält, dadurch die Reibung zwischen denselben vermindert, ein leichteres Eindringen der Fasern in die Zwischenräume derselben und daher ein besseres Verfilzen bewirkt. Wird das Walken vor dem Waschen ausgeführt – Walken im Fett –, dann wird mit demselben gleichzeitig auch ein Reinigungsprozeß vorgenommen und entsprechend verschiedene Walkflüssigkeiten, wie Walkerde, bestehend aus Tonerde, Kalkerde, Eisenoxyd, Wasser; Walkextrakt, aus einer Mischung von Wasser, Seife und Seifensiederunterlaugen, fauler Urin und Sodalösungen in Anwendung gebracht. Wird das Walken nach dem Waschen vorgenommen, so wird meist bloß eine die Fasern glättende Flüssigkeit, gewöhnlich Seife, verwendet. Die beim Walken in Anwendung gebrachten Vorrichtungen, die Walken, werden in verschiedenen Konstruktionen gebaut. Zum Walken schwerer, dicker, auch grober, kotzenartiger Gewebe verwendet man auch heute noch die sogenannte Hammerwalke, Lochwalke, Stockwalke, Dickmühle, deren wirksamer Apparat aus schweren Holzklötzen besteht, die wie die Hebelhämmer durch eine Daumenwelle gehoben und fallen gelassen werden, auf das in einer eigentümlich geformten Kufe, dem Walktrog, Walkloch, Kump befindliche, zu einem Klumpen gefaltete Gewebestück auftreffen und dadurch den zum Verfilzen nötigen Druck ausüben. Eine Abart dieser Vorrichtung ist die in [1], S. 171 dargestellte Doppelkurbelwalke, Druckwalke, Patentwalke. Für feinere, dünnere, leichtere Gewebe werden jetzt ausschließlich die Walzenwalken verwendet, deren Hauptapparat (Fig. 1) aus zwei übereinander angeordneten, schmalen Walzen – Roulet – d d besteht, zwischen welchen das in der Breitenrichtung zusammengefaltete und mit den Enden zusammengenähte Gewebe hindurchgezogen, dadurch dem nötigen Drucke ausgesetzt und das Verfilzen in der Schußrichtung bewirkt wird. Um ein Verfilzen auch in der Kettenrichtung zu erreichen, wird das Gewebe von den beiden Walzen gegen eine wagerecht angeordnete Walze k, oder auch sehr häufig in einen sich verengenden Kanal, unter die Stauklappe geschoben, dadurch in der Längenrichtung gestaut, gefaltet und einem Druck ausgesetzt. Die Walze k wird durch Federn oder Hebelvorrichtungen nach abwärts gedrückt. Das Gewebe fällt hierauf in den hölzernen Walktrog, Walkkasten, und zirkuliert in dieser Weise so lange durch den Apparat, bis es auf die vorgeschriebene Länge und Breite eingewalkt ist, wobei es in beiden Richtungen durch die Verfilzung an Ausdehnung verliert. Das Einwalken wird auch als Einlaufen, Einkrimpen, Krumpfen bezeichnet. Es werden auch aus beiden Systemen kombinierte gemischte Walken verwendet. Die Neuerungen an den Walkmaschinen beschränken sich auf verschiedene Anordnung und Vermehrung der Walzen und auf Vorrichtungen zum plötzlichen Einstellen des Laufes derselben. Der Walkprozeß wurde früher in besonderen Walk- oder Filzmühlen meist durch Wasserräder betrieben. Die schmutzige Walkflotte wird heute zur Gewinnung des sogenannten Walkfettes weiter verarbeitet. Die beim Walken entstehenden Walkflecken sind meist durch Säuregehalt in den Seifen, die Walkstreifen durch einen einseitigen Druck der Walzen herbeigeführt. Die Nacharbeiten sind außerordentlich mannigfaltig und folgt auf das Walken stets ein ausgiebiges Waschen und Spülen des Gewebes in den schon besprochenen Apparaten.
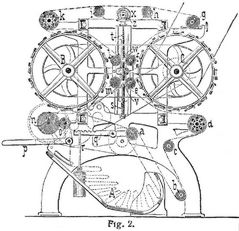
Da das auf diese Weise entstandene Tuch in den meisten Fällen direkt dem Rauhen unterworfen wird, wobei es feucht erhalten werden muß, findet gewöhnlich nur ein teilweises Entwässern in Zentrifugen statt. Durch den Verfilzungsprozeß in der Walke erhält das Tuch insofern eine ungleichmäßige Oberfläche, als ein Teil der an dieser befindlichen Fasern mit ihren Spitzen im Gewebe stecken bleiben, während ein andrer Teil frei aus dem Gewebe heraussteht, wodurch eine ungleiche Beschattung und dadurch ein fleckiges Aussehen, namentlich im reflektierten Lichte herbeigeführt wird. Es muß daher vor allem eine gleichmäßige Bedeckung der Oberfläche mit frei hervorstehenden Fasern dadurch ausgeführt werden, daß man die Faserenden mittels elastischer, sanft angreifender Häkchen aus der Gewebeoberfläche herauszieht, was durch das Rauhen zur Ausführung kommt. – Das hierbei in Anwendung stehende Werkzeug ist der Fruchtkopf der Kardendistel (Dipsacus fullonum) von eiförmiger Gestalt, der an der Oberfläche mit ganz regelmäßig verteilten, gekrümmten, elastischen Häkchen besetzt ist. Diese Fruchtköpfe werden durch das Kardensetzen – manchmal auch durch eine Kardensetzmaschine bewirkt – in größerer Anzahl nebeneinander gesetzt in eisernen Rahmen so befestigt, daß der größte Teil ihrer Häkchen in einer annähernd ebenen Fläche liegen und diese Sogenannten Rauhstäbe – Rahmen – zu 18–24 Stück auf der Kardentrommel befestigt, welche letztere den wirksamen Arbeitsapparat der Rauhmaschine bildet, die als einfach- oder doppeltwirkende Maschinen in Verwendung stehen, je nachdem sie mit einer oder zwei Kardentrommeln versehen sind. Bei der in Fig. 2 dargestellten Doppelrauhmaschine wird das breitgehaltene, mit den Enden zusammengenähte Gewebe durch die beiden Walzen n o durch die Maschine gezogen, fällt in Falten in den Korb ab, läuft von hier über die Spann- und Führungswalzen a b c dem Breithalter d zu und gelangt von hier, die erste Kardentrommel C an zwei Punkten tangierend, über die Walzen e f g h i zum zweiten Breithalter k und von da, die zweite Kardentrommel B ebenfalls zweimal tangierend, über die [632] Walzen l m wieder zu n; wobei es also viermal auf derselben Seite der aufrauhenden Wirkung der beiden entgegengesetzt rotierenden Trommeln ausgesetzt war. Die Berührungsfläche zwischen Gewebe und Kardentrommeln kann durch eine Verschiebung der Walzenpaare e m, f l mittels der Schraube s reguliert werden. Die sogenannten Universalrauhmaschinen sind dadurch charakterisiert, daß ihre Rauhtrommel aus in einer Zylinderfläche angeordneten, um die eigne und eine gemeinschaftliche Achse drehbaren Kratzenwalzen besteht. Während des ganzen Prozesses muß das Gewebe feucht erhalten werden, was durch zeitweises Besprengen mit Hilfe eines mit Kardenköpfen besetzten Holzkreuzes, des Kardenkreuzes, zur Ausführung kommt. Da die Häkchen der Kardenköpfe durch die Feuchtigkeit erweicht werden, müssen dieselben, d.h. die Rauhstäbe, einem Trockenprozeß in besonderen Kardentrockenvorrichtungen ausgesetzt werden. Die auf einer Kardentrommel befestigten, gleichzeitig in Verwendung stehenden Rauhstäbe, die gleichmäßige Abnutzung zeigen, müssen stets zusammengehalten werden und bilden einen Rauhstabsatz, der öfter verwendet wird. Das einmalige Hindurchlaufen des Gewebes durch die Rauhmaschine heißt eine Tracht, und solcher Trachten muß das Gewebe oft 60 bis 500 erhalten, während welcher die Kardensätze bis zu 20 mal gewechselt werden, da sich die Häkchen mit Fasern, dem sogenannten Rauhabfall, füllen und auf besonderen Vorrichtungen, meist durch Bürstenwalzen, gereinigt werden müssen. Die ersten Trachten nennt man das Rauhen aus dem Haarmann, während die letzten als Strichrauhen bezeichnet werden, da es sich dabei weniger um ein Aufrauhen als um das Legen der Haare in den Strich nach einer Richtung handelt. Soll das Gewebe nicht nur in der Längen-, sondern auch Breitenrichtung gerauht werden, so wird der Rauhmaschine ein sogenannter Postierapparat beigegeben, der aus mit Karden besetzten Platten besteht, die an das meist senkrecht bewegte gespannte Gewebe angedrückt und demselben in wagerechter Richtung entlang bewegt werden. Um die große Abnutzung der Pflanzenkarde zu umgehen, werden auch Metallkarden in Anwendung gebracht, deren Häkchen aus Messing bestehen, die aber meist zu scharf auf das Gewebe einwirken und daher sehr elastisch gelagert werden müssen. Die wichtigste Neuerung im Rauhprozeß ist die ausgedehnte Verwendung der Metallkarden- oder Kratzenrauhmaschine, wobei sowohl die Rauhtrommel als auch die auf dieser angeordneten Rauhwalzen einen besonderen Antrieb erhalten, so daß das Geschwindigkeitsverhältnis beider veränderlich ist, wodurch eine große Variation der Eingriffsstärke der Karden ermöglicht wird. Um eine mehr Hauchende, filzende Wirkung auszuüben, wird die Geschwindigkeit der Rauhtrommeln während des Betriebes durch eine besondere Vorrichtung geändert (Verfilzungsrauherei), insbesondere bei aus Kunstwolle hergestellten Geweben. Weitere Neuerungen betreffen die Vorrichtungen zum Putzen der Rauhwalzen, zur Regulierung des Reckens der Ware, zur Reinigung der Antriebsriemen vom Rauhabfall u.s.w. Die als Rauhstreifen bezeichneten Fehler werden meist durch unrichtiges Kardensetzen herbeigeführt.
Eine dem Rauhen ähnliche Arbeit ist das Schleifen des Tuches, welches gewöhnlich dort in Anwendung kommt, wo das Gewebe – etwa aus Kunstwolle erzeugt – die gewaltsame Behandlung des Rauhens nicht aushalten würde. Hierzu werden Rauhtrommeln verwendet, welche nicht mit Rauhkarden besetzt, sondern mit Glaspapier belegt sind. Heute werden zum Schleifen besondere Schleif- oder Poliermaschinen verwendet, an deren aus Flintstein, Schmirgel oder Glasstaub wasser- und dampfbeständig hergestellten Walzen das Tuch durch Leder- oder Wachstuchmitläufer oder auch durch Luftdruckkissen angepreßt wird, die für jede Warenbreite eingestellt werden können. Diese Maschinen sollen die Herstellung einer weit feineren Oberfläche ermöglichen.
Um ein. aus langen Fasern hergestelltes Gewebe an der Oberfläche mit einer gleichmäßigen Decke langer Haare zu bedecken, wird dasselbe im gespannten Zustande mit Stöcken geschlagen – Klopfen –, wozu jetzt Klopfmaschinen in Anwendung kommen (vgl. [1], S. 322). Dieselbe Arbeit läßt sich jedoch auch durch eine mit steifen Bürsten versehene Bürstenwalze erreichen (vgl. [1], S. 314).
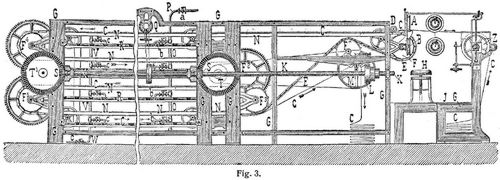
Auf das noch im feuchten Zustande durchgeführte Rauhen folgt gewöhnlich das Entnässen, Trocknen der Tuche, wobei man die adhärierende, kapillare und hygroskopische Feuchtigkeit unterscheidet, von welchen die erste auf mechanischem, die zweite auf physikalischem Wege, die letzte nur bei einer Temperatur von 100° C. entfernt werden kann; letzterer Prozeß kommt in der Tuchfabrikation nicht zur Anwendung. Auf mechanischem Wege läßt sich die Feuchtigkeit durch Auswringen, Ausquetschen und Ausschleudern entfernen, welch letztere Methode hier nahezu ausschließlich angewendet wird, wobei namentlich Zentrifugen mit wagerechter Achse sehr vorteilhaft angewendet werden können, da hierin eine gleichmäßige Verteilung des Gewebes leicht ausführbar ist. Eine solche Zentrifugaltrockenmaschine s. [1], S. 622. Neuerer Zeit werden zur Abführung adhärierender Feuchtigkeit Absaugemaschinen verwendet, in welchen das Gewebe im ausgebreiteten Zustande über den Schlitz eines mit einem Vakuum in Verbindung stehenden Rohres langsam hinweggeführt und das in demselben befindliche Wasser abgesaugt wird. Die Länge des Schlitzes muß selbstverständlich der Breite des Gewebes angepaßt werden. Die weitere Trocknung der Tuche findet auf physikalischem Wege durch Verdunsten statt. Während des Trocknens müssen die Gewebe im[633] gespannten Zustande erhalten werden, da sonst infolge der ungleichmäßigen Zusammenziehung – Krumpfen – eine Faltenbildung nicht zu umgehen ist. Bei Verwendung der atmosphärischen Luft werden die Gewebe auf die im Freien aufgestellten Tuchrahmen gespannt und der trocknenden Wirkung von Luft und Sonne überlassen, wobei der Prozeß allerdings von der Witterung abhängig ist und auch die als Rahmlöcher bezeichneten Fehler leicht auftreten. Um diesen Uebelstand zu umgehen, werden entweder Trockenkammern oder Trockenmaschinen verwendet. Die ersteren bestehen aus geschlossenen Räumen, in welchen die Gewebe auf beweglichen Spannrahmen aufgespannt werden, während gleichzeitig gewöhnliche oder erwärmte Luft durch Essenzug oder mittels eines Luftbewegungsapparates (Exhaustors) durch den Raum hindurchbewegt wird und die Feuchtigkeit aufnimmt. Die Trockenmaschinen, Rahmmaschinen sind sehr mannigfaltig gebaut und wirken entweder durch trockene Luft oder durch strahlende Wärme, auch durch unmittelbare Berührung des zu trocknenden Gewebes mit erhitzten Metallflächen. Zu der ersten Gattung gehört die Trockenmaschine von Jahr, in welcher das Gewebe durch zwei parallel laufende Ketten in zwei übereinander liegenden Lagen ununterbrochen durch die Maschine hindurchbewegt, während gleichzeitig erwärmte Luft zwischen die beiden Gewebelagen gepreßt wird. Die von Longtain gebaute Trockenmaschine (Fig. 3 und 3a) wirkt durch strahlende Wärme. Das Gewebe C läuft in der Pfeilrichtung in die Maschine und wird bei D von Arbeitern in ausgebreitetem Zustande auf scharfe Messingstifte aufgespießt (aufklaviert), welche an den Gliedern zweier endlosen parallel über Scheiben F, F4 F2, F5, F3, F' laufender Ketten E befestigt sind, die bei D etwas näher aneinander stehen als bei G und dadurch ein allmähliches Spannen des Gewebes ermöglichen. Diese Ketten laufen, um der Spannung Widerstand leisten zu können, in Führungen N N. Das Gewebe läuft daher in übereinander liegenden Lagen gespannt durch die Maschine, wird durch die zwischen diesen Lagen befindlichen und vom gemeinschaftlichen Rohr O O gespeisten Dampfschlangen R R getrocknet, bei der Kettenscheibe F3 von der Kette abgelöst und durch die Walze M unter derselben aufgetafelt. Diejenigen Trockenmaschinen, welche das Trocknen durch unmittelbare Berührung erhitzter Metallflächen besorgen, sind beinahe ausschließlich als Zylindermaschinen konstruiert und bestehen aus ein oder mehreren rotierenden Metallzylindern, um welche das Gewebe herumgelegt ununterbrochen durch die Maschine gezogen wird. Diese Maschinen sowie ihre Details sind immer weiter vervollkommnet worden, um Zeit und Kosten zu sparen und die Qualität des Trocknens zu erhöhen. Hervorzuheben ist das Trocknen im Vakuum und die dieser Methode entsprechende Vakuumzellentrockenmaschine, in welcher das Gewebe nicht über drehbare Trommeln, sondern über feststehende, mit geschliffenen Außenwänden versehene, innen dampfgeheizte Zellen hinweggezogen wird. Weitere Aenderungen beziehen sich auf die Transportvorrichtungen des Gewebes, ein auf das Trocknen folgendes Abkühlen und Wiederanfeuchten. In letzter Zeit wurde der Vorschlag gemacht, das Wasser aus dem Gewebe auszufrieren und die Energieökonomie dieses Verfahrens nachgewiesen.
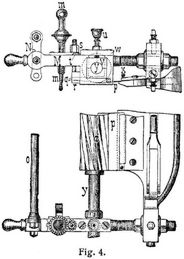
Nach dem Trocknen wird zur Herstellung einer ganz gleichmäßigen Oberfläche geschritten und dieselbe dadurch erreicht, daß die aufrechtstehenden Haare durch das Scheren auf gleiche Länge geschnitten werden. Hierzu verwendet man Zylinderschermaschinen nach zwei Systemen, nämlich die Transversal- oder Querschermaschine und die Longitudinalschermaschine. Bei beiden ist die Konstruktion des Schneidzeuges annähernd die gleiche und besteht (Fig. 4) aus dem, an einem eisernen Balken angeschraubten flachen, breiten feststehenden Untermesser p und dem darüber angeordneten, im Zapfens y gelagerten, schnell rotierenden Scherzylinder z, auch Obermesser genannt,[634] welcher aus einer eisernen Walze und bis zu 12 daran beteiligten, schraubenförmig gewundenen, scharf geschliffenen Stahlmessern besteht, die auf die Schneide des Untermessers aufgeschliffen werden. Die Stellung beider Messer zueinander muß durch Schrauben oder Hebelvorrichtungen genau reguliert werden können. Die Schraube m dient zur genauen Stellung des Schneidzeuges zum Schertisch der Maschine, d.h. zu der zu scherenden Gewebeoberfläche. Ueber den Scherzylindern wird ein mit Oel getränkter Lederstreifen, das Spickleder, gelegt, an dessen Stelle heute auch ein aus drei Geweben zusammengesetzter sogenannter Spickfilz in Anwendung kommt. Der Unterschied der beiden Maschinensysteme, die nebeneinander in Anwendung stehen, besteht im übrigen darin, daß bei der Querschermaschine die Schneide des Untermessers parallel zu den Ketten-, bei der Langschermaschine parallel zu den Schußfäden steht und daß die erstere periodisch, die letztere ununterbrochen arbeitet.
Eine schematische Darstellung einer Langschermaschine ist aus Fig. 5 ersichtlich, die den Lauf des zu scherenden Gewebes als Strichpunktlinie deutlich zeigt. Dasselbe, durch die beiden Walzen i k bewegt, läuft zuerst in der Pfeilrichtung über die hier feststehenden Spannprismen g g, dann über die Leitrolle f, an den beiden Bürstenwalzen e d und dem Breithalter c vorüber zum Schneidzeug a, das hier durch die Messerwalze a angedeutet ist. Hierbei wird das Gewebe unmittelbar unter dem Schneidzeug über den sogenannten Schertisch b so gezogen, daß sich die Härchen vor dem Schneidzeug aufstellen. Der Schertisch besteht hier aus einer dünnen Walze, sonst gewöhnlich aus einer kantigen Schiene. Die Bürstenwalze d dient zum Aufstellen der Härchen. Der Scherabfall, die kurzen Scherhaare, Scherwolle, werden von der Messerwalze in eine aus Blech hergestellte Mulde geschleudert und zur Tapeten-, Buntpapierfabrikation, auch in der Walkerei verwendet. Da die schraubenförmig gelegten Messer des Scherzylinders die Härchen zur Seite biegen, werden heute auch zwei Zylinder mit links und rechts gewundenen Messern verwendet. Um die Vorteile der Lang- und Transversalschermaschine zu verbinden, von welchen die erstere ökonomischer arbeitet, die letztere eine vollkommenere Feinschur ermöglicht, wird der Scherzylinder der Langschermaschine nicht parallel, sondern diagonal zur Schußrichtung gelegt.
Bei der Transversalschermaschine, bei welcher das Schneidzeug auf zwei Wagen angeordnet ist, die über parallele Schienen laufen, und bei welcher nicht das Gewebe sondern das Schneidzeug bewegt wird, unterscheiden wir den Schlaffscherer vom Strammscherer, die dadurch charakterisiert sind, daß bei ersterem das Gewebe während des Scherens sich in nicht aufgespanntem, bei letzterem in aufgespanntem Zustande befindet. Die bei dieser viel Erfahrung erfordernden Arbeit sich oft ergebenden Fehler werden als Scherlöcher und Scherstreifen bezeichnet und sind meist die Folgen einer unrichtigen Lage des Schneidezeuges zur Gewebeoberfläche. Das Scheren muß öfter wiederholt werden. Den Schluß dieser Arbeit bildet das Streichen der nun auf gleiche Länge geschnittenen Haare nach einer Richtung, was mittels der Bürstmaschinen zur Ausführung kommt, die der Hauptsache nach aus einer wagerecht gelagerten, rotierenden, mit Borsten besetzten Trommel besteht, an der das Gewebe tangential vorüberbewegt wird. Diese Maschinen sind oft mit zwei Trommeln als Doppelbürstmaschinen in Anwendung.
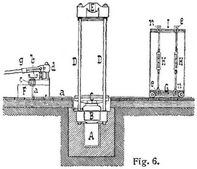
Nachdem die Oberfläche des Tuches infolge der besprochenen Arbeiten gleichmäßig geworden ist, handelt es sich noch darum, demselben Glanz zu verleihen durch Pressung unter gleichzeitiger Anwendung von Wärme. Hierzu werden hauptsächlich hydraulische Tuchpressen (Fig. 6) in Anwendung gebracht. Der hydraulische Zylinder A, der von der Handpumpe F bedient wird, ist unterirdisch angeordnet, und wird durch dessen Plunger der Preßtisch C gegen den Querbalken E bewegt, welch letzterer durch vier starke Stangen D mit dem Zylinder in Verbindung steht Auf den Preßtisch C werden die zu pressenden Gewebestücke im zusammengefalteten Zustande übereinander getürmt. Da sich beim Pressen die Gewebelagen nicht unmittelbar berühren dürfen, da sonst eine entsprechende Glätte nicht zu erreichen wäre, müssen dieselben durch eingeschobene, sehr glatte, glänzende Pappeplatten – Preßspäne – voneinander getrennt werden. Das Einlegen dieser Platten nennt man das Einspänen, wozu heutigentags auch schon Maschinen verwendet werden. Das Erwärmen des Tuches während des Pressens wird durch erhitzte Eisenplatten, Preßplatten, erreicht, von welchen je eine zwischen zwei Gewebestücke so eingeschoben wird, daß behufs Schonung dieser zwischen Gewebestück und Preßplatte noch ein Brett oder eine starke Papptafel, das Brandbrett, die Brandpappe zu liegen kommt. Das Erhitzen der Eisenplatten wird in hierzu besonders hergestellten Preßplattenwärmöfen mit gewöhnlicher Feuerung oder mittels Dampf ausgeführt. Nach der Sarfertschen Methode werden neuerer Zeit zur Erwärmung des Preßgutes statt der Harken Eisenplatten durch Elektrizität erhitzte, mit Leitbändern aus Nickelin versehene 1–1,4 mm starke Heizspäne verwendet und in größerer Anzahl zwischen den Gewebelagen so verteilt, daß ein gleichmäßigeres Erwärmen eintritt. Da die Gewebestücke 1–2 Tage unter Druck bleiben müssen, würde die Presse ebensolange der weiteren Verwendung entzogen, wenn dies nicht durch Anwendung der sogenannten Preßwagen (in Fig. 6, rechts) umgangen wird. In diesem Fall werden die eingespänten Gewebestücke samt den Preßplatten auf der, auf vier[635] niederen Rädern laufenden Platte G aufgestapelt, der ganze Wagen auf den Preßtisch C gefahren und durch den hydraulischen Apparat mit der Platte J gegen das Querstück E und dadurch die Gewebe entsprechend zusammengepreßt. Die Stellung der Platten G und J wird dann durch das Anziehen der Spannschrauben H H fixiert und der Wagen sodann aus der Presse gefahren, worauf ein zweiter in ähnlicher Weise behandelt werden kann. Neuere Pressen sind zwischen Preßtisch und Preßkopf mit in Führungen gehenden hohlen, mittels Dampf geheizten Preßplatten versehen und werden Dampfpressen genannt. Auch die Preßspäne werden häufig in besonderen Vorrichtungen vorgewärmt. Um diesen periodischen Preßprozeß in einen ununterbrochenen zu verwandeln, verwendet man sogenannte Walzenpressen oder Muldenpressen, auch Zylinderpressen, die der Hauptsache nach aus einer schweren, gußeisernen, in Lagern drehbaren Walze bestehen, welch letztere zur unteren Hälfte von einer konzentrischen, hohlen, gußeisernen Mulde umschlossen ist, die durch Feder-, Hebel- oder hydraulischen Druck gegen die Walze gepreßt werden kann. Bei manchen dieser Pressen sind zwei Mulden oft so angeordnet, daß dieselben mehr als drei Viertel der Peripherie der Walze umhüllen. Das Gewebe wird über Spannprismen und Spannwalzen von einem Breithalter ausgebreitet, durch die sich drehende Walze zwischen dieser und der Muldenfläche hindurchgezogen und dabei einer Pressung ausgesetzt. Die Mulde ist an der inneren Gleitfläche mit einem hochpolierten Metallpreßspan versehen. Das Erwärmen des Gewebes wird durch Heizen der hohlen Mulde mit Dampf erreicht. Diese kontinuierlich wirkenden Pressen können jedoch niemals das Gewebe einem ähnlichen Drucke aussetzen wie die hydraulischen Pressen, weshalb sie nur zur Herstellung eines milderen Glanzes geeignet sind. Die neueren Muldenpressen wurden mit zwei Walzen und Mulden ausgestattet, dann aber wieder auf eine Mulde, jedoch mit Walze von weit größerem Durchmesser zurückgekommen, wobei oft Walze und Mulde eingeschliffen und mit einer Vorrichtung zum plötzlichen Einstellen des Laufes versehen werden. Das aus der Muldenpresse laufende Tuch wird durch einen Ablegeapparat in Falten aufgetafelt. Diese Vorrichtung besteht aus einem, der Breite des Tuches entsprechend langen Holzkanal, durch welchen das Tuch hindurchläuft und welcher durch eine Kurbelvorrichtung in schwingende Bewegung versetzt wird. Die beim Pressen öfter vorkommenden Fehler sind die schwer entfernbaren Preßfalten.
Das Resultat des Preßprozesses ist ein an der Oberfläche der Gewebe auftretender starker Glanz, der jedoch, da die Fasern eines Gewebes niemals ganz gleichmäßig verteilt sind, auch niemals ein ganz gleichmäßiger ist, ein eigentümliches fettiges, unschönes Aussehen zeigt und deshalb auch als Speckglanz bezeichnet wird. Dieser hohe, aber unschöne Glanz muß gemildert werden durch eine Behandlung mit Dampf. Dieser Dämpfprozeß – das Dekatieren – wird in der Weise zur Ausführung gebracht, daß man tunlichst entwässerten Dampf das Gewebe durchdringen läßt, wodurch gleichzeitig auch das spätere Krumpfen verhütet wird. Man unterscheidet die trockene, nasse und gemischte Dekatur.
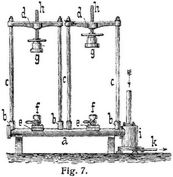
Die erstere wird entweder in der Weise durchgeführt, daß man das Gewebe auf eine hohle Walze wickelt, diese in einen hölzernen Karten freiliegend einbringt und in letzterem Dampf zuströmen läßt – Kastendekatur; das Gewebe kann auch auf einer hohlen, mit zahlreichen Löchern versehenen Metallplatte in Lagen aufgetafelt, hierauf mit einem beweglichen Kasten bedeckt und sodann in die hohle Platte Dampf zugeleitet werden, der das Gewebe allmählich durchdringt – Plattendekatur. Diese zwei veralteten Methoden werden jetzt meist durch die sogenannte Walzendekatur ersetzt; man wickelt das Gewebe in einem sogenannten Wickelbock (Gestell) mehr oder weniger straff auf eine aus Kupfer bestehende, in der Mantelfläche mit zahlreichen Löchern versehene hohle Walze in der Art, daß unter und über das Gewebe mehrere Lagen eines Leinengewebes zu liegen kommen, die den Zweck haben, das Kondensationswasser aufzunehmen und vom zu dekatierenden Gewebe abzuhalten, da sonst die unangenehmen und nur sehr schwer zu entfernenden Wasserflecken entstehen. Die auf diese Weise bewickelten Walzen werden nun senkrecht mit dem einen hohlen Zapfen in die Hahnhülse f (Fig. 7) gestellt und mittels der durch Schraube h verschiebbaren Hülse g niedergedrückt und niedergehalten. Der Dampf tritt aus dem Kessel in der Pfeilrichtung zuerst in den Kondensationsapparat i, um so weit als möglich entwässert zu werden und von hier in das gemeinschaftliche Rohr a und nach Oeffnen der Hähne e in die hohlen Walzen und durch das Gewebe. In vielen Fällen stehen die Walzen frei und werden mit einem holzernen oder Blechmantel überstülpt. Je fester das Gewebe aufgewickelt ist, desto weniger wird der Glanz durch die Dekatur gemildert. – Die Verwandlung dieses periodischen in einen ununterbrochenen Prozeß wird durch die Anwendung der in Fig. 8 nur der Hauptsache nach dargestellten Dekatiermaschine von Esser und Iwand erreicht. Sie besteht aus einer wagerecht gelagerten, drehbaren, mit zahlreichen Löchern versehenen, mit einer dichten Filzhofe überzogenen gußeisernen Walze, an welche von unten eine hohle, gußeiserne Mulde angepreßt wird. Das Gewebe wird nun, von der langsam rotierenden Walze zwischen dieser und der Mulde kontinuierlich hindurchgezogen und gleichzeitig von dem in die hohle Walze ein- und durch die Oeffnungen austretenden Dampf durchdrungen. Die im Innern der Walze angeordneten Vorrichtungen dienen hauptsächlich zum Entwässern des Dampfes. Neuerer Zeit wird die Trockendekatur meist in liegenden Vorrichtungen zur Ausführung gebracht, bei welchen die umwickelte Walze in[636] einen luftverdünnten, von einem heizbaren Mantel umgebenen Raum gelagert wird, wodurch das schnelle und vollkommene Eindringen des Dampfes erreicht und die Bildung von kondensiertem Wasser vermieden werden kann. Diese Dekatur wird auch in besonderen Maschinen unter hydraulischem Druck durchgeführt.
Die nasse oder Wasserdekatur, auch Kochen des Tuches genannt, die nur bei sehr seinen Waren und für matten Glanz verwendet wird, besteht darin, daß das auf eine Walze mehr oder weniger straff aufgewickelte und mit einem Leinengewebe bedeckte Tuchstück in ein gemauertes oder hölzernes, mit Wasser gefülltes Gefäß so eingelegt wird, daß es vollkommen von Wasser umgeben ist. Das Wasser wird sodann durch eine Dampfschlange auf 60–80° C. erwärmt. Die Naßdekatur wird heute weit häufiger und in Dekatiermaschinen ausgeführt, die das Durchströmen von kaltem und heißem Wasser von innen nach außen und umgekehrt ermöglichen.
In vielen Fällen werden beide Prozesse, die trockene und nasse Dekatur, angewendet: gemischte Dekatur. Hierher gehört schließlich noch das sogenannte Nadelfertig- und Bügelechtmachen des Tuches, durch welches sowohl das Eingehen, Einkrumpfen der aus dem Gewebe hergestellten Kleider verhütet, als auch ein etwa noch vorhandener Preßglanz oder etwaige Falten entfernt werden. Dies geschieht durch eine Behandlung mit Dampf, entweder in der Dekatiermaschine oder aber in der Bürstmaschine, in welch letzterem Falle das Gewebe im ausgebreiteten Zustande, bevor es in die Maschine eintritt, über ein mit Dampf gespeistes, perforiertes Rohr hinwegläuft und dadurch einem schwachen Dämpfprozesse ausgesetzt wird. Heute werden auch für diesen Prozeß sogenannte Krumpfmaschinen verwendet, in welchen das Gewebe nach dem Dekatieren durch in Wasser tauchende Walzen befeuchtet und über eine durch Dampf geheizte Walze tunlichst ohne Spannung geleitet, wobei das Wasser in spannungslosen Dampf verwandelt wird; in manchen Fällen ist ein feuchter Mitläufer angeordnet, der das Anfeuchten besorgt. Findet das Nadelfertigmachen unmittelbar nach dem Dekatieren statt, dann wird meist noch eine Abkühlung des Gewebes zwischengeschaltet. Auf das Dekatieren folgt selbstverständlich noch ein Trocknen. Die Reihenfolge der bisher erwähnten Manipulationen ist häufig eine ganz andre, und einige derselben werden mehrmals wiederholt.
Das Muttern, Dessinieren der Tuche und tuchartigen Gewebe wird meist durch entsprechende Bindung unter Anwendung verschiedenfarbiger Garne, aber auch durch Färbung und Appretur erreicht, und zwar werden nicht nur wirkliche Muster, sondern auch musterartige Gebilde auf der Oberfläche der Gewebe hervorgerufen. Das Dessinieren wird durch Aufrauhen, Aufbürsten, Niederpressen und Scheren der Muster- oder Grundflächen, manchmal auch durch Glätten der Musterflächen, entweder von Hand aus oder mit Hilfe einer Dessiniermaschine erreicht. In manchen Fällen werden durch gravierte Musterwalzen Muster eingepreßt, in andern Fällen werden Schablonen mit dem ausgeschnittenen Muster in der Weise in Anwendung gebracht, daß über das auf einer festen Unterlage ruhende, oder über diese hinwegbewegte Gewebe, die fixe oder ebenfalls bewegte Schablone gelegt und über dieser eine rotierende, mit Kratzenzähnchen oder mit Borsten besetzte Walze angeordnet wird, durch welche die von der Schablone nicht gedeckten Gewebeflächen aufgerauht oder aufgebürstet werden. Durch Kombination einer periodischen oder ununterbrochenen Bewegung von Gewebe, Schablone und Walze lassen sich die mannigfachsten Effekte erzielen. Das Niederpressen wird in der Walzenpresse dadurch erzielt, daß die Walze mit einer gemusterten Schablone überzogen wird. Das Mustern durch Scheren kann entweder in der Weise durchgeführt werden, daß die Schablone unter das zu scherende Gewebe gelegt wird, in welchem Falle die über den vollen Schablonenflächen befindlichen Gewebeflächen kürzer geschoren werden, oder auch in der Weise, daß die Schneiden der am Zylinder aufgezogenen Messer entsprechende Unterbrechungen erhalten, wodurch bei gleichzeitiger Bewegung des Gewebes Muster hervorgebracht werden können. Musterähnliche Gebilde lassen sich durch ein Zusammendrehen der Oberflächenfasern zu kleinen Zöpfchen, Knötchen oder durch ein Zusammenballen derselben zu über das Gewebe hinweglaufenden Runzeln erreichen, wie dies namentlich bei schweren, für Winterröcke verwendeten Doppelgeweben der Fall ist und Ratinieren, Frisieren genannt wird. Die hierzu verwendete Ratiniermaschine besteht aus zwei wagerecht übereinander angeordneten, mit Leder, Tuch oder Kautschuk überzogenen, oder mit Borsten besetzten Kissen, von welchen das untere feststeht, das obere aber durch entsprechende Vorrichtungen in wagerechter Ebene entweder so bewegt wird, daß jeder Punkt des Kissens eine Kreisbewegung von kleinem Durchmesser oder eine geradlinige hin und her gehende Bewegung macht. Diese letztere Bewegung kann entweder in der Richtung der Ketten- oder Schußfäden des Gewebes, oder unter einem bestimmten Winkel zu beiden zur Ausführung kommen. Zwischen diesen Kissen wird das Gewebe langsam, aber ununterbrochen so hindurchgezogen, daß das obere Kissen in unmittelbarer energischer Berührung mit der Gewebeoberfläche bleibt. Die Bewegung des Oberkissens wird durch exzentrische Zapfen und Gleitstücke erreicht.
Das Appretieren und Imprägnieren des Tuches hat den Zweck, dem Gewebe einen sogenannten volleren, kräftigeren Griff zu erteilen, dasselbe wasserdicht zu machen oder in nicht ganz einwandfreier Weise zu beschweren oder feuersicher zu gestalten. Der kräftigere Griff wird durch Steifmachen erreicht und dazu klebende Mittel wie Leim, Gummi, Kartoffel- und Sagomehl, Dextrin, Stärke u.s.w. verwendet, die durch eine Beimengung von Glyzerin oder Glyzerinwachs oder durch Oele und Fette geschmeidig gemacht werden.
Die Wasserdichtigkeit der tuchartigen Gewebe – Waterproof – wird durch eine Imprägnierung mit Alaunlösungen und durch Auftragen und Imprägnieren von Kautschuk, Paraffin, Kupfer- und Eisensalzen, Kupferoxydammoniak, Gerbstoffen, wie Eichenrinden- und Kastanienextrakt, Teere, Oele erreicht. Zum Beschweren werden Appreturzusätze von Bittersalz, Alaun, Chlormagnesium, Traubenzucker (Glykose) u.s.w. gemacht. Die feuersichere Imprägnierung[637] ist am besten durch ein Chlorzinkbad, eine fäulniswidrige durch Kupferoxydammoniak und gerbsaures Aluminium zu erreichen. Alle diese Imprägnierungen werden heute in hochausgebildeten Maschinen zur Durchführung gebracht.
Den Schluß aller Prozesse bildet das Legen, Staben und gleichzeitig damit verbundene Messen der Gewebe, das in sehr verschiedener Weise entweder von Hand aus oder durch Maschinen zur Ausführung kommt. Im ersteren Fall wird die Länge des Gewebes an aufrecht stehenden Stangen von bestimmter Entfernung gemessen, zwischen welchen das Gewebe in übereinander liegende Lagen gebracht und dadurch gespannt wird, daß zwischen die Lagen Stäbe (Stäben) eingelegt werden, die sich an die obenerwähnten Stangen anlegen; oder das Gewebe wird langsam über eine Tischfläche und unter einer Trommel mit rauher Oberfläche hinweggezogen und durch die Umdrehungszahl dieser Trommel gemessen. Sehr häufig werden Meßmaschinen in Verwendung gebracht. Bei den neueren Maschinen ist der bogenförmige Meßtisch durch einen ebenen, in der Mitte einknickbaren ersetzt worden, um Spannungen zu verhüten. Das Maß wird durch Aufdrucken von Farbe oder Einpressen von Metallmarken festgestellt; als Meßapparat wird auch eine expansible Lattentrommel verwendet u.s.w. Zum schließlichen Beschauen des Tuches werden neuerer Zeit auch Beschaumaschinen verwendet, durch die das Gewebe in wage- und senkrechter Richtung manchmal über beleuchtete Glastafeln läuft.
Literatur: Grothe, H., Die Appretur der Gewebe, Berlin 1882; Karmarsch, K., Handbuch der mechanischen Technologie, herausgegeben von Hartig, Hannover 1875; Stommel, C., Das Ganze der Weberei des Tuch- und Buckskinfabrikanten; Hoyer, Lehrbuch der vergleichenden mechanischen Technologie, Wiesbaden 1888; Karmarsch-Fischer-Müller, Handbuch der mechanischen Technologie, Bd. 3, Leipzig 1896; Oelsner, Lehrbuch der Tuch- und Buckskinweberei, Altona 1879; Behnisch, H., Handbuch der Appretur, Grünberg 1879; Iwand und Fischer, Die Appretur der glatten Tuche, 1876; Weiche, T., Leitfaden der Knoterei, Grünberg 1873; Naudin, J.J., Praktisches Handbuch der Tuchfabrikation, 1838; Löbner, O., Praktische Erfahrungen aus der Tuch- und Buckskinfabrikation, Grünberg 1892; Meißner, G., Der praktische Appreteur, Färber und Bleicher, Leipzig 1875; Ders., Die Maschinen zur Appretur, Färberei und Bleicherei; Hartig, E., Versuche über den Kraftbedarf der Maschinen in der Streichgarnspinnerei und Tuchfabrikation; Kraft, M., Ueber das Filzen der Wolle, Brünner Monatsschrift für Textilindustrie 1893; Falcot, P., La fabrication des tissus; Alcan, M., Traité du travail des laines, 1866; See, P., Machines et appareils ayant rapport à l'industrie textile; J. Spannrath, Das gefahrlose Karbonisieren; Mierzinski, Die Herstellung wasserdichter Stoffe und Gewebe auf sogenanntem chemischem Wege, Berlin 1897; Jansen, W., Die verschiedenen Appreturverfahren der Streichgarn-, Kammgarn- und Cheviotstoffe und der halbwollenen Waren, 1906; Donath, F., Die färbige Gewebemusterung, 1906; Ganswinth, A., Die Technologie der Appretur, Leipzig 1907; Hausbrand, E., Das Trocknen mit Luft und Dampf, 3. Aufl., Berlin 1908.




Buchempfehlung
Schnitzler, Arthur
Traumnovelle

Die vordergründig glückliche Ehe von Albertine und Fridolin verbirgt die ungestillten erotischen Begierden der beiden Partner, die sich in nächtlichen Eskapaden entladen. Schnitzlers Ergriffenheit von der Triebnatur des Menschen begleitet ihn seit seiner frühen Bekanntschaft mit Sigmund Freud, dessen Lehre er in seinem Werk literarisch spiegelt. Die Traumnovelle wurde 1999 unter dem Titel »Eyes Wide Shut« von Stanley Kubrick verfilmt.
64 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum