Fleischwarenfabrikation
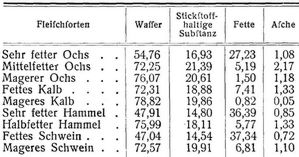
[83] Fleischwarenfabrikation. Die hauptsächlich zur Fleischwarenfabrikation sich eignenden Fleischsorten haben im Durchschnitt den in beistehender Tabelle angegebenen Prozentgehalt an Wasser, stickstoffhaltiger Substanz, Fett und Asche (knochenfrei berechnet).
In [1], [2] und [3] ist die große Bedeutung des Fleisches für die Ernährung auseinandergesetzt, worauf wir verweisen. Ohne besondere Maßregeln hält sich das Fleisch nicht lange; Temperaturen über 0°C, Feuchtigkeit (Wassergehalt) und die Gegenwart von Bakterien begünstigen die Fäulnis. Bei der Fleischwarenfabrikation (Charcuterie) muß deshalb vor allem auf Beseitigung der Fäulnisbedingungen Bedacht genommen werden, um das Fleisch nach Bedürfnis zu konservieren. Mittel dazu sind: Aufbewahren in einer Temperatur unter 0° C. und in reiner, trockener Luft, Wasserentziehung (durch Pökeln, Räuchern, Dörren u.s.w.), antiseptische Behandlung mit Chemikalien, insoweit dieselben nicht reichsgesetzlich verboten sind (Borax, Glyzerin, Kreosot, Salizyl, Salpeter, Salz u.s.w.), und Tötung der Bakterien im Fleische durch Kochen und nachfolgendes Aufbewahren in luftdicht verschlossenen (verlöteten) Blechbüchsen.
Lediglich an der Luft getrocknetes Fleisch wird nur an wenigen Orten (Engadin, Bergamaskeralpen, den Hochebenen von Nord- und Südamerika u.s.w.) produziert; in Amerika pulverisiert und preßt man getrocknetes Fleisch, das im Handel als Fleischzwieback vorkommt. In den meisten Ländern sind jedoch die klimatischen Verhältnisse für derartige Prozeduren, die sehr trockene, die Verdampfung begünstigende Luft erheischen, nicht geeignet. Hier treten dann hauptsächlich das Einsalzen (Pökeln), das Räuchern sowie Büchsenkonserven bei Herstellung der sogenannten Dauerwaren der Charcuterie in den Vordergrund. In Lyon wurde die Dauerwurstwarenfabrikation begründet. Die eigentlichen Charcutierwaren: feinere Würste, Galantinen, Trüffelwürste, Gänseleberwürste, Pasteten u.s.w. sind Erzeugnisse einer sehr bedeutenden Industrie im Elsaß (Hauptsitz derselben Straßburg). Gewöhnliche billigere Kochwürste werden seit langer Zeit in Nürnberg, Frankfurt, Regensburg u.s.w. fabriziert. Immer mehr bedient sich die Fabrikation der Maschinen. Die besonders in Braunschweig, Thüringen und Westfalen mit großem Maschinenbetrieb eingeführte Dauerwurstwarenfabrikation hat einen Fabrikationswert von vielen Millionen Mark pro Jahr.
Dauerwurst (Salami, »Cervelat«, Mettwurst) wird nicht gekocht, sondern aus einer Mischung von rohem gehackten Schweine- und Rindfleisch hergestellt und geräuchert. Die deutsche Dauerwurstfabrikation steht unter strenger sanitärer Kontrolle. Die zur Wurstfabrikation notwendigen Därme werden hauptsächlich aus den Eingeweiden vom Schwein, Rind, Schaf und Kalb gewonnen, in eignen Darmschleimereien (Kuttlereien) gereinigt und eingesalzen(konserviert). Da das Inland nicht genügend Därme produziert, so werden diese hauptsächlich aus Amerika importiert.[83]
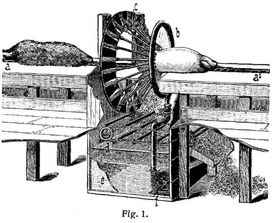
Das Schwein, dessen Fleisch und Blut die meisten Fleisch- und Wurstwaren liefert, muß nach erfolgter Schlachtung unter Zusatz von Pechlauge heiß gebrüht werden, um die Borsten wegzuschaffen. Bei Dampfbetrieb verwendet man Brühkessel mit Schlangenrohren, durch die der Dampf in das mit Pech gesättigte Wasser einströmt. Vorrichtungen zum Aus- und Einheben der Schweine in den Brühkessel durch Handkranen erleichtern die Arbeit wesentlich. Die großen Schweineschlächtereien in Chicago (Libby Mc. Neill & Libby u.s.w.) benutzen eine sogenannte Scraper-Maschine (Fig. 1), um die Schweine borstenfrei zu machen. Die geschlachteten Schweine werden auf einer endlosen Laufbahn (aa1) befestigt und durch die Maschine gezogen; b zeigt ein kreisförmiges Dampfleitungsrohr, von dem durch seine Löcher der mit Lauge vermischte Dampf auf die Borsten des Schweines geführt wird. Die sich stark federnden Schaber c, die sich fest dem Körper des Schweines anpassen, befreien denselben von den Borsten, welch letztere auf das durch eine endlose Gelenkkette gerüttelte, oberhalb des mit Brühdampf gesättigten Reservoirs e angeordnete Sieb d fallen. In dem Reservoir oder geschlossenen Kalten e befindet sich der Dampfsammler f, der nicht nur den Brühdampf für die Borsten, sondern auch den für das Dampfleitungsrohr b nötigen Dampf abgibt. Der vom Reservoir e ausströmende Brühdampf vereinigt die durch das Sieb aus dem Kalten zu Boden geschüttelten Borsten, die hierauf durch heiße Luft getrocknet und in Säcke gefüllt werden. Ein Nachreinigen der Schweine unter den Schlegeln muß mit Handschaber vorgenommen werden, was sehr rasch geschieht. Das borstenfreie Schwein wird in den Fleischteller gebracht, um 4–6 Stunden auszukühlen, worauf die Zerteilung erfolgt. Auch die Teile des geschlachteten Rindes müssen, wenn zum Räuchern oder zu Dauerwurst bestimmt, gekühlt werden, während bei Kochwurst das Rindfleisch in warmem Zustande gehackt werden muß, wodurch ergiebigeres Wurstbrät erzielt wird. Gewöhnlich verwendet man die vorher gepökelten Schweinschlegel zur Schinken- und die andern Teile zur Wurstfabrikation. Bei Ochsenfleisch verwendet man hauptsächlich das Filet oder Rückenstück nach dem Pökeln desselben zur Räucherung (Hamburger Rauchfleisch).
Das Pökeln war schon zu Anfang des 15. Jahrhunderts bekannt. Das Fleisch wird in eine Lake, die durch Kochen von Wasser und Salz mit 18–25° Salzgehalt hergestellt wird, gelegt und durch die antiseptische Wirkung der Salzlösung konserviert. Eine einfache Salzlösung ist die beste Lake, obgleich ein Zusatz von Salpeter dem Fleisch eine schöne rote Farbe gibt und Zuckerzusatz das Fleisch saftiger erhält. Die durch das Pökeln zu Verlust gehenden Nahrungsstoffe (Kalisalze, Phosphor und Eiweiß) sind nicht unbedeutend. Langes Liegen in der Salzlake veranlaßt außer den chemischen Veränderungen des Fleisches auch eine größere Zähigkeit desselben. – Von dem gewöhnlichen Pökeln, bei dem das Fleisch in mit Lake gefüllte Holz- oder Steinbottiche gelegt wird, unterscheidet sich das Schnellpökelverfahren. Bei diesem wird durch Fleischfalzmaschinen die Lake auf mechanischem Wege mit Gewalt in das Fleisch hineingepreßt, meist in eisernen Gefäßen, die luftleer gepumpt werden, in welche die Lake eintritt und mit großer Gewalt das Fleisch durchdringt, oder durch Einpumpen der Lake mit einer Druckpumpe. Auch die Verwendung von Kohlensäure unter hohem Druck (Kohlensäureflaschen) ist praktisch, um Lake rasch in das Fleisch zu pressen; doch konnten diese Prozeduren bis jetzt das alte Pökelverfahren nicht verdrängen, weil ein gleichmäßiges Pökeln durch Druck ausgeschlossen ist. Der Pökelkeller soll trocken, reinlich, hoch und luftig sein und nicht mehr als 2° R. Wärme haben. Da das Pökeln wärmere Luft als der eigentliche Eiskeller braucht, so ist ein doppelter Keller unerläßlich. Die bisherigen Fleisch- und Pökelkeller, mit Eis gekühlt, das oben oder unten oder neben dem Kellergewölbe gelagert wird, sind ungenügend. Reine Luft ist erste Bedingung. Man verwendet daher bei größeren Betrieben Eiskühl- oder Kaltluftmaschinen, die reine, trockene, kalte Luft den Kellern zuführen.
Die Konservierung des Fleisches durch Kälte hat sich vorzüglich bewährt. Durch niedrige trockene Temperaturen bleiben Güte, Geschmack und Aussehen des Fleisches unverändert; für gewisse Zwecke wird das Fleisch sogar besser. Größere zeitgemäße Schlachthöfe sind daher gleich größeren Fleischwarenfabriken mit Kühlanlagen [4] versehen. – Während bei maschineller Kühlung die Luft stets aufnahmefähig für Feuchtigkeit bleibt, Boden, Decken und Wände u.s.w. wie auch das Fleisch selbst stets eine trockene Oberfläche beibehalten und hierdurch die Unmöglichkeit einer Ansiedlung von Fäulniskeimen vorliegt, herrscht in den mit Eis gekühlten Räumen eine mit Feuchtigkeit gesättigte Luft, und die von frisch eingebrachtem Fleisch herrührende Feuchtigkeit schlägt sich an den kalten Wänden und Decken – insbesondere an denen, die an den Eisraum grenzen – wie auch zeitweise an dem schon gekühlten Fleische nieder und schafft so einen die Wucherung der Fäulnisbakterien begünstigenden Boden.
Nachdem das Fleisch je nach Qualität kürzere oder längere Zeit gepökelt wurde, wird dasselbe von der Lake gereinigt und getrocknet, um in diesem Zustande als sogenanntes Surfleisch (Salzfleisch) konsumiert oder im Räucherofen weiter behandelt zu werden. Das Pökeln ist notwendig, um das Fleisch für die im Rauch enthaltenen antifermentativen Stoffe aufnahmefähig zu machen. Die konservierenden Bestandteile des Rauches sind Kreosol, Phenol, Kresol, [84] Essigsäure und weitere Produkte der trockenen Destillation; die Wirkung dieser Stoffe wird durch die Austrocknung unterstützt. Zur Fleischräucherung verwendet man Buchenspäne und Sägemehl sowie Erlenholz, je nachdem die Räucherung auf kälterem oder wärmerem Wege erfolgt. – Zur Schnellräucherung eignet sich besonders Erlenholz, das, mehr brennend als rauchend, ca. 1–11/2 m tiefer als das Fleisch im Räucherungsapparat gelegt wird, der aus Stein oder Blech konstruiert und ca. 2 m breit und 3 m hoch ist. Man ist imstande, Fleisch in 3–4 Stunden, Würste in 1/4–1/2 Stunde zu räuchern. Bei zu raschem heißen Räuchern bildet sich jedoch eine zähe Schicht auf der Fleischoberfläche, und es kann weiterer Rauch behufs haltbarer Konservierung nicht mehr in das Fleisch eindringen. Auch verwendet man zur Schnellräucherei Kreosot und Holzessig; dies ergibt aber kein seines Fabrikat. – Das Kalträuchern erzeugt das Fabrikat langsamer aber haltbarer und ist mehr im Gebrauch. Die betreffende Anlage ist turmartig, zwei bis drei Stock hoch und mit dem Fabrikgebäude verbunden. Im Kellergeschoß vollzieht sich die Raucherzeugung und darüber im ersten, zweiten, dritten Stock liegen viereckige oder abgerundete, gleich große Räucherkammern, in die der Rauch mittels Gitteröffnungen geleitet wird. Die Räucherkammern besitzen Luftabzüge, um den verbrauchten Rauch nach außen zu führen. Bei der Räucherei für Dauerwurst befinden sich noch auf dem feuersicheren Boden der einzelnen Rauchkammern ca. 30 cm hohe und 20 cm breite offene Rauchkanäle, die in Schlangenwindungen den Boden bedecken. Diese Kanäle werden mit Sägemehl gefüllt und dasselbe an den beiden äußersten Enden der Kanäle entzündet, wodurch der Rauch sich gleichmäßiger über die aufgehängten Würste verbreitet; der Arbeitsprozeß erfordert peinliche Aufmerksamkeit. – Schweinefleisch, weil fett, eignet sich am besten zum Räuchern, Ochsen- und Kalbfleisch weniger und dürfen letztere dem Rauche nur kurze Zeit ausgesetzt werden. Der Nährwert des Fleisches erleidet durch das Räuchern insofern eine Einbuße, als durch die Austrocknung und Einwirkung der chemischen Stoffe das Eiweiß gerinnt, womit die Fleischfaser hart und weniger löslich wird. Man sucht zwar das Fleisch mit Leinen zu umhüllen und auf diese Weise zu schützen, allein im Großbetriebe ist dies zu umständlich.
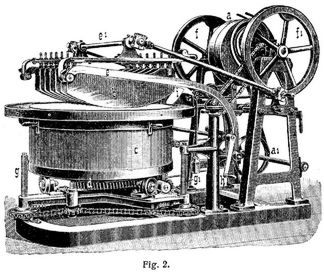
Zur Wurstfabrikation verwendet man das Fleisch ausgebeint und sortiert; dann wird dasselbe mittels Fleischwiegemaschinen oder Hackmaschinen gewiegt oder gehackt. Fig. 2 zeigt eine Patentfleischwiegemaschine von Gebr. Unger in Chemnitz, die mit fünf bis neun Klingen gebaut wird. Diese Maschine wendet durch Vorrichtung i nicht nur das Fleisch tadellos nach der Mitte des Wiegeblockes c ein, sondern streicht auch das durch die Maschine vom Blocke auf den Kranz herabgedrängte Fleisch wieder selbsttätig hinaus. Der Hauptantrieb mit Voll- und Leerscheibe erfolgt bei a, von wo aus gleichzeitig der untere Antrieb a1 zur Wiegeblockdrehung und die Schwungräder ff1 in Umlauf gesetzt werden, welch letztere den Betrieb der Fleischwiegemesser b durch die Führungsstangen e e1 bewirken. Der Wiegeblock c, der sich während des Betriebes durch Antrieb a1 in Verbindung des Zahnradkranzes d kontinuierlich dreht, läuft über Rollen und kann durch Handtrieb h (in Verbindung mit einer Gelenkkette) mit den Spindeln g und g1 hoch und nieder gestellt werden. Die einzelnen Klingen des Wiegemessers b können durch Doppelschrauben hoch und nieder gestellt und ganz oder teilweise (z.B. zum schleifen) herausgenommen werden. Die Maschinenfabriken von Karges-Hammer A.-G. in Braunschweig, Chr. Kortmann in Arnstadt, Alexanderwerk in Remscheid u.a. liefern ebenfalls sehr praktische Fleischwiegemaschinen und verweisen wir auf deren Kataloge. Im Interesse des Arbeiterschutzes wie der Fabrikation werden bei allen diesen Maschinen nun Ausrückungsvorrichtungen verlangt, wodurch der ganze Mechanismus im Moment zum Stillstand gebracht werden kann, so daß z.B. die Wiegemesser sofort auf jedem beliebigen Punkte stehen bleiben. Die Maschinenfabrik Karges-Hammer A.-G. in Braunschweig hat durch eine sinnreiche Konstruktion diese Aufgabe völlig gelöst.
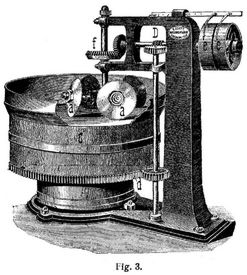
Zur Fabrikation von Kochwürsten hat in neuerer Zeit die Rotationsfleischschneidemaschine von E. Schott in Kirchheim u. T. (Württemberg) und der Maschinenfabrik Malsch in München großen Eingang gefunden. Fig. 3 zeigt die Schottsche Fleischschneidemaschine. Sie arbeitet geräuschlos und schneidet das Fleisch durch vier dünne runde Messerscheiben a in kurzer Zeit (1 Ztr. Fleisch in 12–20 Minuten). Die vier runden Messerscheiben sind einzeln auf einer Stahlachse b festgeschraubt, deren Lagerung nebst Führungsbüchsen mit einer das Fleisch nie verunreinigenden Schmiervorrichtung versehen ist. Die Messerscheiben drehen sich frei, jede für sich, auf ihrer eignen Achse und überschneiden während des Betriebes die Oberfläche des Wiegeblockes c, der durch einfachen Zahntrieb d sich kontinuierlich dreht. Dadurch, daß das Fleisch durch die Arbeitsweise der Messer nicht gequetscht, zerrissen, gedrückt oder gestoßen,[85] sondern geschnitten wird, verändert sich die natürliche Farbe desselben in keiner Weise. Die exzentrische Stellung der Messer macht die Bedienung der Maschine gefahrlos, und kann das Fleisch während des Betriebes von oben nach unten gewendet werden. Die große Bindekraft, die man bei frischgeschlachtetem, sofort verarbeitetem warmem Fleische mit diesem Apparat erhält, liegt hauptsächlich darin, daß sich das Fleisch während des Fleischschneidens abkühlt. Der Antrieb der Maschine, die ca. 2 PS. erfordert, erfolgt durch Riemenscheiben ee und einfachen Zahnradtrieb f, und der Block kann durch Spindeltriebe höher oder tiefer gestellt werden.
Zur weiteren Verarbeitung des Fleisches zu Wurstbrät werden auch Fleischhackmaschinen verwendet, die durch das Fallen des vier- bis neunfachen Wiegemessers von oben das Fleisch zerhacken (System Schott, Kirchheim u. T.). Durch ein solches Zerhacken wird das Fleisch in allen seinen Muskelfasern gelockert und zerteilt und ein für Kochwurst sehr ergiebiges Brät erzielt. Gleich dieser Maschine existieren noch verschiedene Systeme von Fleischhack- und Schneidemaschinen, zu denen auch der Fleischwolf gehört, ferner der in neuester Zeit viel verwendete Fleischcutter (Fleischschnellschneidemaschine), der in einfacher, Zwillings- und Drillingsausführung gebaut wird. Diese Maschinen werden vom Alexanderwerk Remscheid, Scheffel & Schiel in Mülheim a. Rh., Karges-Hammer A.-G. in Braunschweig u.s.w. gebaut, auf deren Prospekte wir verweisen.
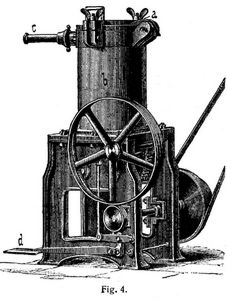
Hat das Fleisch durch Zerschneiden oder Hacken die Form des Wurstbrätes erhalten, so wird dasselbe unter mehr oder weniger Zusatz von Wasser und Gewürzen in die Fleischmengemaschine gebracht, um in dieser Maschine kräftig gemischt und geknetet zu werden. Karges-Hammer A.-G. in Braunschweig und Werner & Pfleiderer in Cannstatt liefern derartige Maschinen nach eignen Patenten (s. deren Kataloge). Nachdem die Mischung vollzogen, wird das nun fertige Wurstbrät in die Wurstfüllmaschine gebracht. Fig. 4 zeigt eine derartige Maschine (Patent der Firma Karges-Hammer A.-G. in Braunschweig); sie arbeitet mit einer Füllung von 40 kg Wurstbrät und das Brät wird durch Oeffnen der Flügelschrauben a in den Zylinder b eingefüllt. Der in dem Zylinder befindliche Kolben wird von unten nach oben mittels Zahnstange getrieben und die Därme über das Zylinderrohr c geschoben, aus dem das Brät in den Darm gepreßt wird. Durch die gleichmäßige Pressung ist ein Platzen der Därme kaum möglich und vollzieht sich die Füllung sehr schnell, weil der Arbeiter beide Hände zur Führung des Darmes benutzen kann. Durch Hebung des Fußtrittes d kann die Kolbenpressung sofort abgestellt und damit ein weiteres Nachpressen verhütet werden. Stufenscheiben gestatten das Füllen mit wechselnden Geschwindigkeiten. – Amerikanische Fleischwarenfabriken benutzen Wurstfüllmaschinen mit direkter Dampfwirkung und Selbststeuerung; jedoch wird dabei der Füllzylinder und das Brät erwärmt, was das Ansehen des Brätes (z.B. bei Dauerwurst) schädigt. Die Verwendung von Speckwürfeln ist bei Kochwurst, insbesondere aber bei Dauerwurst, notwendig und werden diese Würfel durch eigne Speckschneidemaschinen geschnitten. Das Grundprinzip solcher Maschinen, die von den meisten der angeführten Fabriken gebaut werden, besteht darin, daß Speck in einen durch Flügelschrauben zu schließenden horizontalen eisernen Kasten eingelegt und durch einen dem Karten sich anpassenden Kolben gegen das Mundloch des Kastens und dort durch ein Messergatter, bestehend aus kleineren oder größeren Quadraten, gepreßt wird, um beim Austritt aus demselben durch flügelförmige Messer in Würfel geschnitten zu werden.
Nachdem die Därme gefüllt und in bestimmte Längen abgebunden sind, werden Dauerwürste geräuchert, Kochwürste dagegen in den Fleischkochapparat gebracht, der aus einem Dampfkochkessel mit doppeltem Boden (s. Dampfkochapparate) oder aus einem Kessel mit direkter Feuerung besteht. Die in neuerer Zeit eingeführte Konservierung in Blechdosen hat sich für die heißere Jahreszeit und den Export bewährt; sie besteht darin, den Luftabschluß[86] mit nachfolgender keimtötender Behandlung durch Kochen der Büchsen mit Inhalt oder durch Füllen mit Konservierungssalzlösung herbeizuführen.
Literatur: [1] Ranke, J., Die Ernährung des Menschen, München 1876. – [2] Merges, N., Die internationale Wurst- und Fleischwarenfabrikation, Wien 1899; Hausner, A., Die Fabrikation von Konserven, Wien. – [3] Wenger, Georg, Chemie und Technik im Fleischergewerbe, Wien 1900. – [4] Denkschrift der Gesellschaft für Lindes Eismaschinen, Wiesbaden 1903; Eppner, J., Die deutsche Wurstfabrikation, Weimar 1881; Merges, Lehrbuch der Wurst- und Fleischwarenfabrikation, Leipzig (ohne Jahreszahl).
Oertel.
Buchempfehlung
Grabbe, Christian Dietrich
Napoleon oder Die hundert Tage. Ein Drama in fünf Aufzügen

In die Zeit zwischen dem ersten März 1815, als Napoleon aus Elba zurückkehrt, und der Schlacht bei Waterloo am 18. Juni desselben Jahres konzentriert Grabbe das komplexe Wechselspiel zwischen Umbruch und Wiederherstellung, zwischen historischen Bedingungen und Konsequenzen. »Mit Napoleons Ende ward es mit der Welt, als wäre sie ein ausgelesenes Buch.« C.D.G.
138 Seiten, 7.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum