Schmieden
[740] Schmieden, allgemein das Bearbeiten schmiedbarer Metalle bezw. Legierungen in kaltem und warmem Zustand durch Hämmern (mittels Hand- und mechanischer Hämmer) oder durch Pressen (mittels Schmiedepressen und -maschinen), insbesondere Bearbeiten in glühendem Zustand (Schmiedeeisen, Stahl, Nickellegierungen, Kupfer und -legierungen, Platin, Silberlegierungen), in angewärmtem Zustand (Zink bei Herstellung von Nägeln). Gold und Silber lassen sich kalt bearbeiten.
1. Allgemeines über Schmieden.
Durch Schmieden von schmiedbarem Eisen und Stahl werden folgende Zwecke verfolgt: Reinigen des Eisens von Schlacken beim Schmieden der sogenannten Luppen (s.d.), Verbesserung der Materialeigenschaften durch Ueberführen des grobkörnig kristallinischen Gefüges in ein feinkörniges, sehniges, womit eine mehr oder weniger weitgehende Veränderung der physikalischen Eigenschaften, z.B. Erhöhung der Bruchgrenze, Streckgrenze und Vermehrung der Dehnung erreicht wird; ferner Verbindung einzelner Eisenstücke zu einem Ganzen (Schweißen) und schließlich, meist als Hauptzweck, die Ueberführung des Eisens in eine gewünschte Form, was sich bei den andern Metallen leichter durch Gießen oder Walzen erreichen läßt. Im folgenden ist nur das Schmieden von Eisen, Stahl und Nickelstahl in glühendem Zustand berücksichtigt. – Zur Erhitzung kleinerer und mittlerer Arbeitsstücke dienen Schmiedefeuer (Essen), zur Erhitzung größerer Stücke Oefen (s. Oefen für technische Zwecke). Als Brennmaterial benutzt man in den meisten Fällen Steinkohle, und[740] zwar backende Kohle von Erbsen- bis Nußgröße (Schmiedekohle). Da Schwefel in der Kohle – meistens von Schwefelkies herrührend- das erhitzte Eisen angreift und ihm eine löcherige, rauhe Oberfläche gibt, soll der Gehalt an Schwefel möglichst klein sein. Auch der Gehalt an Asche, die mit dem Glühspan des Eisens verschlackt, die Oberfläche desselben überzieht und so die Erhitzung beeinträchtigt, soll bei guter Kohle weniger als 10% betragen. Backkohle gewährt den Vorteil, daß sie im Feuer über dem zu erhitzenden Werkstück eine widerstandsfähige, gewölbeartige Decke bildet, die auf ihrer Innenseite zu hellem Glühen erhitzt, die entwickelte Wärme nicht unnötig nach außen hin abgibt. Auf diese Weise wird das Eisen auch vor Berührung mit frischer, noch nicht entschwefelter Kohle und vor unnötiger Abkühlung durch letztere geschützt. Nur ist hierbei gut darauf zu achten, daß die Decke nicht hohl brennt, und das Werkstück der Berührung des Gebläsewindes preisgegeben ist. – Neben Steinkohle finden auch die etwas kostspieligeren Kokse in Stückgröße zwischen 10 und 20 mm Siebmaschenweite Verwendung. Zur Erhitzung von hartem Stahl eignet sich besser Holzkohle, die frei von Schwefel ist und bei der Verbrennung ein weniger stark oxydierendes Gasgemisch, allerdings auch eine geringere Hitze entwickelt. Ueber Brennstoffverbrauch u.s.w. vgl. [1]. In neuerer Zeit findet Erhitzung, namentlich auch Schweißung, durch den elektrischen Strom Eingang, wobei zur Verminderung der Stromkosten zunächst eine Vorwärmung im Feuer bis auf Dunkelrotglut stattfindet, um auch das Innere des Materials genügend zu erwärmen, weil der elektrische Strom mehr nur auf die Oberfläche wirkt. – Hinsichtlich des Schmiedeverfahrens selbst unterscheidet man:
1. Freies Schmieden (Schmieden nach Augenmaß), bei welchem die formgebende Bearbeitung, um die es sich hierbei in erster Linie neben dem Schweißen handelt, mit alleiniger Anwendung der Hand- oder mechanischer Hämmer oder auch kleiner Pressen und entsprechender Hilfswerkzeuge durch eine große Anzahl von Schlägen und Drücken bewirkt wird. Es ist hierbei von Wichtigkeit, daß die Bearbeitung bei der richtigen Temperatur des Werkstückes erfolgt. Eisen erträgt eine um so stärkere Erhitzung, je geringer sein Kohlenstoffgehalt ist. Kohlenstoffarmes Schweißeisen erträgt Weißglut, Flußeisen weniger, harter Stahl höchstens Gelbglut. Sinkt die Temperatur unter Rotglut, so wird das Eisen rasch auffallend spröde, eine Eigenschaft, die Blaubrüchigkeit genannt wird. Wird die Bearbeitung jetzt nicht unterbrochen und zuvor neu erhitzt, entstehen leicht Begnadigungen (Risse) am Werkstück, die sofort oder später einen Bruch zur Folge haben können (Bearbeitung von Kesselblechen, Trägern u.a.). Hoher Schwefelgehalt des Eisens ergibt ähnliche Schwierigkeiten beim Bearbeiten in Rotglut (Rotbruch, s.d.). Erhitzen auf Weißglut läßt den Einfluß des Schwefels verschwinden.
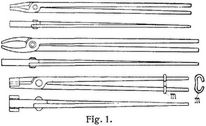
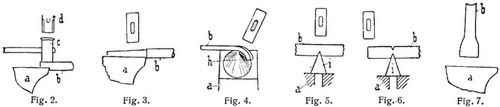
Der Arbeitsvorgang beim freien Schmieden ist folgender: Das Arbeitsstück wird am Ende mit einer Zange (s.d.) gefaßt, letztere durch eine Zwinge m (s. Fig. 1) gesichert; längere Stücke, die nur an einem Ende erhitzt werden, werden ohne Zange eingelegt, kleine Rundeisen auch in den zur Hülse ausgeschmiedeten Kopf eines besonderen Halters gefleckt und so ins Feuer gebracht. Von kleineren und mittleren Stücken werden mehrere so der Reihe nach ins Feuer gebracht und erhitzt, daß immer ein Stück die zur Bearbeitung richtige Temperatur erreicht, wenn das vorhergehende fertiggeschmiedet ist. Eine richtige Lagerung des Stückes im Feuer, so daß es der Erhitzung am besten ausgesetzt ist, ohne vom Windstrahl getroffen zu werden, richtiges Aufbringen von frischer Kohle und geeignete Regelung der Windzufuhr ohne übermäßigen Kohlenverbrauch einerseits und Verzögerung der Erhitzung anderseits (richtiger Gebrauch des sogenannten Löschwedels zum Schutz der Kohlendecke gegen vorzeitiges Verbrennen), endlich die Beobachtung des richtigen Zeitpunktes zum Herausnehmen des Werkstückes sind wohl zu beachtende Momente. Vor Beginn des eigentlichen Ausschmiedens wird das glühende Eisen durch Abschaben von anhaftender Kohle und Schlacke und durch leichtes Hämmern oder Abklopfen vom Hammerschlag befreit. Das Schmieden selbst erfolgt auf dem Amboß (s.d.), entweder nur mit einem Handhammer oder bei größeren Stücken unter Zuhilfenahme eines oder mehrerer Zuschlaghämmer, wobei der Handhammer jeweils die Stelle anzeigt die eben bearbeitet werden soll. Je nach der gewünschten Endform des Arbeitsstückes wird dasselbe während des Schmiedens mittels der Zange auf dem Amboß bewegt und gewendet. Strecken des Arbeitsstückes der Länge nach (Abfinnen, s.d.) erfolgt mit Hilfe eines Kreuzschlaghammers und eines wie ein Handhammer geformten Zuschlaghammers. Die Bildung eines einfachen Ansatzes b erfolgt zunächst auf Kante a des Amboßes (s. Fig. 2) mittels Handhammers und wird mittels eines Setzhammers c und Zuschlaghammers d weiter ausgebildet. Bei Bildung eines beidseitigen Ansatzes (Fig. 3) wird voriges Verfahren je nach einigen Schlägen abwechselnd auf der einen und andern Seite ausgeübt. Ringe werden auf dem Horn h (s. Fig. 4) des Amboßes, mit Hilfe eines Spitzstockes oder dergl. vom Ende der Stange b[741] aus fortschreitend gebogen, das Abhauen des zusammengebogenen Ringes erfolgt auf dem Abschrot i (Fig. 5) durch beidseitiges Einschneiden und Losbrechen (Fig. 6). Sodann werden die beiden Enden über einem mit Lehm bestrichenen Dorn auf dem Amboß zusammengeschweißt (s.a. Schweißen). Auftauchen verdickter Köpfe u.s.w. erfolgt durch Aufstoßen des Werkstückes b (Fig. 7) auf den Amboß oder eine Bodenplatte, bei schweren Stücken erfolgt das Anheben mittels Seil und Rolle, bei kleineren Stücken wird durch einfaches Gegenschlagen gegen das Ende des Stabes gestaucht. Verdickungen u.s.w., die mehr gegen die Mitte des Stabes zu liegen, werden ebenfalls durch solches Stauchen gebildet, wobei nur die zu Hauchende Stelle erhitzt, die übrigen Teile des Stabes kalt sind. Löcher werden durch beidseitiges Eintreiben eines Durchschlags k (Fig. 8) gebildet. Zur Bildung eines Stückes nach Fig. 9 werden von einem Quadrateisen mit Hilfe eines Setzhammers (Fig. 10) seitlich zwei Schenkel abgetrieben und diese weiter gestreckt, während ein Stutzen in der Mitte stehen bleibt. Runde Ansätze werden in der Weise ausgearbeitet, daß aus dem Rundeisen zunächst von Hand ein kegeliger Ansatz abgeschmiedet wird, der dann mittels eines Gesenkes (s. unten) weiter ausgebildet wird. Letzteres besteht aus dem in den Amboß gefleckten Untergesenk und einem mit Stiel versehenen Obergesenk, welches unter beständigem Drehen des Werkstückes mittels Hand- oder Zuschlaghammer bedient wird. Bundringe am Ende oder in Mitte eines Stabes werden nach erfolgter Anhäufung des Materials durch Stauchen ebenfalls in entsprechenden Gesenken fertig ausgebildet (s. Fig. 11). Größere Stücke werden, sofern man sie nicht auswalzt, nicht mehr von Hand, sondern mittels mechanischer Hämmer und Pressen ausgeschmiedet, wobei sie auf besonderen Transportvorrichtungen von den Oefen herbeigefahren und in eignen Vorrichtungen, Ketten u.s.w., aufgehängt unter den Hammer gebracht. Fig. 12 zeigt, wie das Werkstück b zwischen Oberamboß p und dem Stempel q des Hammerbäres oder der Presse ausgestreckt wird, wobei die bogenförmige Abrundung der beiden Teile p und q zwar ein kräftigeres Strecken bewirkt, aber auch viel unebenere Flächen liefert, die nachträglich geglättet (geschlichtet) werden müssen, als dies die ebenen Endflächen von p und q in Fig. 13 liefern. – Bisweilen werden auch Bahnen verwendet, die hälftig zum Strecken und Glätten ausgebildet sind [2], S. 592, Fig. 1170.
2. Schmieden im Gesenk.
Hierbei wird die Formgebung des durch die Erhitzung plastisch gewordenen Materials mit Hilfe besonderer Formen (Gesenke) erreicht, in die das Material hineingeschlagen oder gepreßt wird. Beim Schmieden mit Handhämmern finden die Gesenke nur zur feineren Ausbildung grob vorgeschmiedeter Teile (Ringe, Bunde, Ansätze) Verwendung. Eine große Bedeutung hat das Gesenke beim Schmieden mit mechanischen Hämmern, Schmiedepressen und Schmiede- oder Stauchmaschinen, wobei mit einem oder wenigen Schlägen oder Drücken die Formgebung erreicht und die einzelnen Arbeitsstücke auch bei komplizierter äußerer Form gleiche Gestalt erhalten. Neben Genauigkeit des Fertigproduktes zeichnet sich also die Gesenkschmiederei besonders durch Schnelligkeit der Arbeit in hohem Maße aus, sie setzt jedoch im Hinblick auf die hohen Beschaffungskosten der Gesenke die Herstellung vieler gleicher, verhältnismäßig kleiner Stücke, also Massenfabrikation voraus. Nach amerikanischen Begriffen soll ein Gesenk 5000–10000 Schmiedestücke liefern, ehe es unbrauchbar wird. Die Beschränkung auf mäßig große Stücke ist durch die aus gehärtetem Stahl bestehenden Gesenke begründet, die eine gewisse Größe nicht überschreiten können, über große Gesenke vgl. [3]. Die Genauigkeit der einzelnen Schmiedestücke ist sehr groß, es treten nur Abweichungen von 1/32 bis 1/100 Zoll engl. in der Stärke auf. Die Gesenke sind meist zweiteilig (Ober- und Untergesenk), mitunter auch dreiteilig. Sie wurden früher aus Gußeisen, jetzt werden sie aus massiven oder armierten Stahlblöcken meist nach Modellen mit Hilfe von Fräsmaschinen, Meißel und Grabstichel hergestellt. Für flache Werkstücke (Messer) wird das Gesenke durch Einschlagen eines der Form des Stückes entsprechenden Stempels (Leisten) in den glühenden Stahlblock hergestellt. Zum leichteren Ausbringen der gepreßten Stücke werden die Wandungen unter 5–7° abgeschrägt. Die Gesenke werden in Wasser gehärtet. Die einander zugekehrten Oberflächen des Gesenkes müssen so gestaltet sein, daß der. Ueberschuß an Material beim Einpressen in die Form leicht entweichen kann, ohne daß jedoch durch das seitlich aus der Form gepreßte Material, die sogenannte Finne, die Kontrolle über die Dicke des gepreßten Stückes erschwert wird. Gleichmäßig dicke Stücke erhält man, wenn man die beiden Gesenkhälften aufeinander schlagen läßt. Hierzu erhält z.B. der in Fig. 14 dargestellte Gesenkequerschnitt, der vermöge seiner nach außen dachförmig abgeschrägten Oberseite den Materialüberschuß leicht entweichen läßt, in seinen vier Ecken aufeinander stoßende Arbeitsflächen. Oder man hebt nach Fig. 15 rings um den Umfang der Preßform eine 12–15 mm breite Nute, einen sogenannten »Graben«, aus. Beide Anordnungen haben[742] freilich den Nachteil, daß sich die aufeinander gepreßten Gesenke leicht abnutzen. Bei komplizierten Formen ist oftmals vor dem Gesenkeschmieden eine der Endform sich annähernde Gestaltung des Preßgutes durch freies Schmieden oder durch Schmieden in einem Vorgesenke nötig. Wenn das Stück aus dem Gesenke kommt, ist es rings von der Finne umgeben, die abgeschnitten werden muß. Dieser Prozeß wird Abgraten genannt und erfolgt unter einer Presse (Abgratpresse) mit Hilfe eines Stanzgesenkes, das aus einem Stempel mit dem Umriß des Schmiedestückes und einer entsprechenden Matrize besteht, durch welche das abzugratende Stück gepreßt wird. Löcher werden mittels besonderer Lochgesenke, oft gleichzeitig mit dem Abgraten, gepreßt. Das Abgraten wird bei größeren Stücken in noch warmem Zustand, bei kleineren nach dem Erkalten vorgenommen, letzteres Verfahren ist, weil ganz unabhängig vom Schmieden und wegen der leichteren Handhabung der kalten Stücke, wohl einfacher, dagegen können beim warmen Abgraten die abgegrateten Stücke nochmals nachgepreßt werden. Das Entfernen der fertigen Stücke aus dem Gesenke geschieht meist einfach mit Hilfe eines durch ein Loch des Untergesenkes geschlagenen Dornes. Bleibt das Untergesenke jeweils fest im Amboß, so wird letzterer Dorn mit einem doppelarmigen Hebel verbunden und durch einen Schlag auf das freie Hebelende emporgetrieben. Solche Stücke, die nicht mit einem einzigen Schlag oder Druck fertiggestellt, sondern im gleichen Gesenke ihrer Länge nach fortlaufend gepreßt werden, sowie solche, die man nach jedem Preßdruck um ihre Achse dreht (Ausschmieden von Wellen u.s.w.), werden meist an ihrem einen Ende in einer endlosen, um eine Rolle laufenden Kette an entsprechender Hebevorrichtung gestützt. Das Wenden erfolgt dann mit Hilfe eines Querstückes oder eines doppelarmigen Hebels, dessen kurzes Ende unter das Werkstück greift, während das lange vom Arbeiter bedient wird. Schließlich werden besondere Hilfswendevorrichtungen angewendet (s. unten).
Die Gesenkschmiederei verlangt ein sehr gutes Eisen- und Stahlmaterial (auch Kupfer, Bronze, Aluminium u.s.w. werden im Gesenk geschmiedet), das möglichst hoch erhitzt werden muß, damit das Werkstück in einer Hitze fertiggestellt werden kann; namentlich für Stahl mit hohem Kohlenstoffgehalt muß jedoch eine Ueberhitzung streng vermieden werden. Die inneren Vorgänge im Material beim Pressen von Eisen und Stahl hat C. Sobbe [4] untersucht. Die an rein hydraulischen Schmiedepressen mit Akkumulatorbetrieb erhaltenen Druckdiagramme beim Zusammendrücken zylindrischer und prismatischer Stahlkörper in hocherhitztem, plastischem Zustand zeigen folgenden Charakter: Bei Beginn des Pressens steigt die Drucklinie anfangs ziemlich stark an, geht dann mit einem schwach gekrümmten Bogen bis zu einem Punkt, von wo an das Diagramm ein vom vorigen stark abweichendes Verhalten des gepreßten Materials anzeigt. Der ausgesprochen flache, mitunter sogar absinkende Charakter der Druckkurve läßt darauf schließen, daß von einem gewissen Punkt an das Material seiner weiteren Deformation keinen erheblichen Mehrwiderstand entgegensetzt. Es bleibt der Totaldruck der Presse auf das Werkstück konstant, während letzteres an Höhe erheblich abnimmt, die Querschnittsflächen also erheblich an Größe zunehmen; hieraus ist zu schließen, daß das Material in eine Periode des intensiven Fließens gerät, bei welcher eine weitere Deformation schon durch erheblich kleinere spezifische Flächendrucke als beim Beginn des Pressens bewirkt wird. Nach Durchlaufen dieser Periode intensiven Fließens geht die Druckkurve in einen steileren, fast geraden Ast über. Mit fortschreitender Deformation nimmt auch der Gesamtdruck fast proportional zu, so daß die weitere Umbildung bis zum Ende sich unter gleichem oder nur wenig wachsendem spezifischem Normaldruck auf die Flächenelemente des Materials vollzieht. Weiter wird gefunden, daß die Größe des der Deformation sich entgegenstellenden Widerstandes auch eine Funktion der Geschwindigkeit ist, mit der sie erfolgt, und zwar stehen beide in einem direkten Verhältnis, was für eine vergleichende Beurteilung von Schmiedehammer und -presse maßgebend ist. Die günstige Eigenschaft des Materials, im Verlauf der Deformation in den Zustand intensiven Fließens zu gelangen, ermöglicht es, besonders starke Querschnittsverminderungen vorzunehmen, Richtungsänderungen des fließenden Materials mit einer gewissen zur Verfügung stehenden Kraftgröße zu erreichen. Man hat zu diesem Zweck nur dafür zu sorgen, daß das Material sich schon in dem intensiven Fließzustand befindet, wenn es die gedachte bedeutende Formänderung durchmachen soll. – Hierauf begründet sich auch das D.R.P. Nr. 143812 (Verfahren zur Herstellung von Scheiben oder Platten mit aufrechtstehenden hohen Rippen durch Preß- und Schmiedearbeit). Dadurch, daß man außer den Rippen am Umfang der Platte noch einen umlaufenden aufrechtstehenden Rand, der nachher beseitigt wird, preßt, wird das Fließen des Materials bei der Preßarbeit so begünstigt, daß die Rippen sich gut ausbilden können.
3. Schmiedepressen
dienen dazu, Formänderungen von erhitzten plastischen Materialien durch Pressen zwischen zwei ebenen oder gekrümmten Flächen oder durch Pressen in Gesenken in der Art herbeizuführen, daß der wirksame Preßdruck nicht durch die lebendige Kraft eines schnell bewegten hammerähnlich wirkenden Stempels, sondern durch den statischen Druck eines langsam bewegten Preßstempels erzeugt wird. Die Nachteile der mechanischen, namentlich der Dampfhämmer einerseits, die Vorteile der Schmiedepressen anderseits sind so groß, daß letztere immer mehr die Dampfhämmer verdrängen, namentlich seit mit der Zunahme der Größe der Flußeisen- und Stahlblöcke immer größere Maschinen dieser Art sich nötig zeigten. Die Nachteile der Dampfhämmer sind folgende:
1. Die Formänderung erfolgt beim Hammer durch einen Stoß, die Kraftabgabe muß also in sehr kurzer Zeit erfolgen. Die Erfahrung hat nun gezeigt, daß die Wirkung einer Kraft sich um so mehr auch auf die inneren Teile des Arbeitsstückes erstreckt, je langsamer sie sich auf die Teilchen des Arbeitsstückes fortpflanzen kann. Der Hammer wirkt also mehr auf die der Oberfläche nahe liegenden Teilchen, während beim Pressen das ganze zwischen den Preßbacken befindliche Material gleichmäßig der Verdichtung ausgesetzt ist. Dies zeigt sich auch an den[743] verschiedenen Formen, die ein ursprünglich rechteckiger Querschnitt bei Bearbeitung a) unter einem leichten, b) unter einem schweren Hammer, c) unter einer Presse annimmt (Fig. 16). Die Wichtigkeit einer Verdichtung auch der inneren Partien bei großen Blöcken geht aus folgendem hervor: Die Herstellung der großen Flußeisen- und Stahlblöcke erfolgt durch Gießen, wobei infolge des langsamen Erstarrens das Gefüge der Blöcke grobkristallinisch wird. Durch die Bearbeitung der Blöcke in warmem Zustand verwandelt sich das grobe Gefüge in ein feinkörniges; Dehnung und Zähigkeit des Materials nimmt hierbei infolge der Bearbeitung beträchtlich zu, in geringerem Maße auch die Festigkeit. So zeigten die aus einer gebrochenen Nickelstahlwelle von 406 mm Durchmesser (Fig. 17), die mittels Dampfhammer auf einem Block von 762 mm Durchmesser geschmiedet war, entnommenen Proben folgende Dehnungen:
Man steht aus diesen Zahlen deutlich die nur auf die Oberfläche sich erstreckende veredelnde Wirkung der Bearbeitung mittels des Hammers; weitere aus dem gleichen Stück entnommene Proben, die vor der Untersuchung entsprechend bearbeitet worden waren, ergaben folgende Dehnungswerte:
Der Bruch obiger Welle ist also der geringen Dehnungsfähigkeit des Materials zuzuschreiben, die durch eine durchgreifende Bearbeitung stark verbessert werden kann. Der auf das Material ausgeübte Druck muß also eine solche Stärke besitzen, daß er bis in die Mitte des Blockes eindringt und ein Wandern, Fließen des Metalls durch die ganze Masse hindurch hervorruft, so daß die Struktur des Arbeitsstückes eine durchaus gleichmäßige wird. Da dieses Fließen eine gewisse Zeit braucht, muß auch der Druck entsprechend lang aufrechterhalten werden, eine Forderung, der am bellen die hydraulischen Schmiedepressen gerecht zu werden vermögen (s. unten) (beim Schweißeisen kam es nicht so sehr auf diese eingehende Bearbeitung des Materials an, weil die großen Schweißeisenblöcke aus mehreren kleineren, leicht genügend durchzuarbeitenden Stücken zusammengeschweißt wurden und es hauptsächlich auf ein Herausquetschen der Schlacke aus den Schweißfugen ankam). – Ein weiterer Nachteil der Dampfhämmer ist die ungünstige Ausnutzung der mechanischen Arbeit, von der ein großer Teil auf das Einrammen der Schabotte und des Hammerklotzes in das Fundament verwendet wird. Eine weitere Verstärkung der Schabotte bringt nur ein weiteres Anwachsen der ohnehin hohen Fundamentkosten eines Dampfhammers mit sich. Da ferner die Schabotte die Wirkung des Schlages nicht vollständig zu dämpfen vermag, sind die durch den Hammer hervorgerufenen Erschütterungen sehr stark und für diesen selbst wie für das Hammergebäude und dessen Nachbarschaft sehr nachteilig und lästig. Ein weiterer Vorteil der Pressen gegenüber den Hämmern liegt darin, daß erstere infolge ihrer kräftigeren Wirkung eine geringere Zeit zur Herstellung eines Schmiedestückes benötigen als letztere. Die Formänderungsarbeit wird bei den Pressen gewöhnlich durch einen einzigen starken Druck der Presse verrichtet, während bei Hämmern zahlreiche Schläge nötig sind; die Presse leistet also die Formänderungsarbeit rascher, die Arbeit wird beschleunigt, Zeit und Arbeitslohn erspart. Damit ist für große Stücke, die mehrmals erhitzt werden müssen, eine Verminderung der erforderlichen Hitzen verbunden, was, abgesehen von dem geringeren Brennmaterialienverbrauch, den Vorteil hat, daß eine Beeinträchtigung der Güte des Materials durch wiederholtes Erhitzen eher vermieden und auch der Abbrand vermindert wird. – Die Pressen arbeiten auch genauer als die Dampfhämmer, weil man beim Fertigschmieden und beim Schlichten gehobelte Parallelstücke zwischen Preßbahn und Unterteil legen kann, die den Hub der Presse derart begrenzen, daß eine genau vorgeschriebene Abmessung erreicht wird, ohne daß, wie beim Dampfhammer, tiefer gehende Schläge Brüche und unreine Stellen verursachen. Ueber die Größe der Kraft, mit der die langsam bewegten Preßteile gegen das Arbeitsstück geführt werden müssen, geben Versuche von R.M. Daelen [5] Aufschluß, die an einer Presse mit 1200 t Maximaldruck erhalten wurden. Danach ist für Flußeisenblöcke mittlerer Härte von etwa 50–60 kg/qmm Reißfestigkeit der nötige Druck für 1 qmm Druckfläche:

Ein Vergleich mit den den gleichen Erhitzungstemperaturen entsprechenden Festigkeitsziffern ergibt, daß der zu überwindende Widerstand etwa 1,4–1,7 mal so groß als die Fertigkeit ist. Für den Widerstand, den Schmiedeeisen der Hammerbahn entgegensetzt, hat man dagegen den zehnfachen und größeren Betrag der Fertigkeit gefunden. Die Schmiedepressen zeichnen sich demnach vor den Hämmern auch durch erheblich geringeren Widerstand der Werkstücke, also geringeren Arbeitsaufwand aus, was, wie früher erwähnt, dem Einfluß der größeren Zeitdauer, während welcher der Preßdruck wirkt, zuzuschreiben ist. In guter Uebereinstimmung mit Daelen fand Sellers [6] 8,4 kg/qmm Stauchdruck für Gelenkbolzenaugen. Der höhere Wert ist durch die größere Abkühlung am Kopfstempel erklärlich. Für Werkstücke, die auch nach der Seite hin eine scharfe Ausbildung erfahren sollen, gibt Haswell [7] für Schmiedeeisen 15,4 kg/qmm an.[744]
Für die Berechnung der Größenverhältnisse einer Presse kommen jeweils die größten vorkommenden Kräfte in Frage. Ueber das Größenverhältnis einer (hydraulischen) Presse zu dem Gewicht eines Dampfhammers gibt Gauthier, allerdings unter Vorbehalt, folgende Werte an. Es entspricht einer
| Presse von | 5000 t | ein Dampfhammer von | 150 t |
| Presse von | 4000 t | ein Dampfhammer von | 120 t |
| Presse von | 2000 t | ein Dampfhammer von | 75 t |
| Presse von | 1200 t | ein Dampfhammer von | 30 t |
| Presse von | 1000 t | ein Dampfhammer von | 25 t |
| Presse von | 600 t | ein Dampfhammer von | 20 t |
Davy gibt als Aequivalent eines 100-t-Hammers eine Presse von 4000 t an; nach Angaben von Bresson zeitigte eine Presse von 1200 t zum Schmieden von Wellen gute Ergebnisse, während ein Hammer von 25 t hierzu nicht befriedigt hatte.
Die Erzeugung des zum Pressen notwendigen Druckes s. Pressen. Kleine Pressen werden seiten zum eigentlichen Schmieden benutzt, und werden für kleinere und mittlere Schmiedestücke die Dampfhämmer dank ihrer vielseitigen Verwendbarkeit das Feld behaupten. Kleine Pressen dienen meist zum Biegen, Prägen, Stanzen und Lochen kleinerer Gegenstände, zum Entfernen des Grates an Schmiedestücken, die im Gesenk geschmiedet wurden. Mittelgroße Pressen werden zu kleinen Gesenkschmiedearbeiten, z.B. für Nietköpfe, Schraubenköpfe u.s.w., verwendet. Große Pressen dienen zum Schmieden der größten vorkommenden Stücke, wie Wellen, Kurbelwellen, Kolben- und Schubstangen, Panzerplatten, zum Auspressen der Luppen u.s.w. Sie sind die eigentlichen Schmiedepressen. Weitaus am verbreitetsten sind die Schmiedepressen mit Druckwasser als Arbeitsflüssigkeit, das in drei Arten zur Verwendung kommt:
1. durch eine Pumpe wird Druckwasser geliefert, das auf kürzestem Weg dem Preßkolben zugeführt wird;
2. das von einer Pumpe gelieferte Druckwasser (auch Druckluft) wird in einen Speicher (Akkumulator) getrieben und von dort nach Bedarf an die Arbeitsmaschine verteilt;
3. die Kolbenstange eines Dampfkolbens bildet in ihrer Fortsetzung den Plunger einer Preßpumpe, die den zur Erzeugung des Preßdruckes nötigen Wasserdruck erzeugt.
Hinsichtlich des äußeren Aufbaues der Schmiedepressen ist zu bemerken, daß diese in Analogie mit den Dampfhämmern meist stehende Bauart aufweisen; nur ausnahmsweise kommt die liegende Bauart vor [8], [9]. Vorherrschend für das Gestell ist die torartige Gestalt, was angesichts der Größe der auftretenden Kräfte das nächstliegende ist. Wo es sich nur um kleine Kräfte und kleine Ausladungen handelt, kommt auch die C-förmige Form zur Anwendung. Meistens wirkt der Druckkolben von oben nach unten, zuweilen auch umgekehrt.
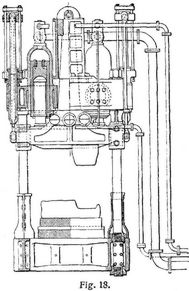
Ein Beispiel für die unter 1. genannte Antriebsart bietet die Schmiedepresse von Whitworth [10]. Der Preßzylinder, dem das Druckwasser direkt von der Pumpe geliefert wird, ist in einem auf vier Säulen gelagerten Querstück eingebaut und mit der Dicke des Schmiedestückes entsprechend an den Säulen verschiebbar und durch Muttern in seiner Höhenlage festgehalten. Die Presse ist aber auch mit einem Gewichtsakkumulator für die Rückzugbewegung des Preßstempels durch zwei auf dem Holm aufgehellte Hebezylinder versehen. Der Druck für letztere ist 320 Atmosphären, so daß die Rückbewegung rasch erfolgt. Die Presse gestattet selbst bei Ausführungen bis 14000 t, noch 12–15 Preßhube auszuführen. Trotzdem die Einstellung auf den kleinstmöglichen Hub und damit die Verminderung des Seitenschubes vorteilhaft ist, bringt man doch die Konstruktion mit beweglichem Holm nicht mehr in Anwendung, sondern verbindet den Holm fest mit den Säulen. Auch die Schmiedepresse von Davy (Fig. 18) wird in ähnlicher Weise betrieben. Sie besitzt zwei Preßzylinder, deren Kolben auf das T-förmige Querstück wirken; letzteres ist an den Säulen und in einem Zylinder zwischen den Preßzylindern geführt. Zum Füllen der Preßzylinder während des Leerganges dient Preßwasser, das in einen Luftbehälter (Windkessel) mit 4,2 kg/qcm Druck gepumpt wird. Das eigentliche Pressen wird wieder direkt von den Pumpen aus besorgt, ebenso die Rückzugsbewegung. Der hydraulische Druck beträgt im Maximum 316 kg/qcm. Die Kolbengeschwindigkeit ist 0,7–0,8 m/sec. Die Anzahl der Hübe beträgt bis zu 10/min.
Allgemein haben die Pressen ohne Akkumulator den Nachteil, daß sie viel langsamer arbeiten als solche mit Akkumulatoren, weil letztere stets einen größeren Vorrat an Druckflüssigkeit besitzen. Wegen des fehlenden Sammlers muß die Pumpe auch größere Abmessungen erhalten, die Dampfmaschine zum Antrieb der Pumpe muß ohne Schwungrad laufen, wodurch ihr Gang unregelmäßig wird. Allerdings ist die ganze Einrichtung wesentlich einfacher, ferner gestattet namentlich die Presse von Davy große Veränderungen der Preßgeschwindigkeit und kann von der größten sofort in die kleinste Geschwindigkeit übergehen. Im allgemeinen werden solche Anlagen mit direktem Pumpenbetrieb nur dann zur Anwendung kommen, wenn aus irgend einem Grund die Anlage billig sein soll.
Nach der zweiten Antriebsart, also unter Zwischenschaltung eines Akkumulators, arbeitet, zum Beispiel die Schmiedepresse von Tannet, Walker & Co. Ltd. (Fig. 19[745] und Fig. 20). Hierbei ist das obere Querstück, das den Preßzylinder sowie seitlich davon die zwei Rückzugszylinder trägt, beweglich und läßt sich um 2,13 m heben und senken. Hierzu dienen die zwei zu äußern: angebrachten Zylinder. Auch die Verdrehung der Einlagescheiben zum Festhalten des Querstückes in einer bestimmten Höhe erfolgt mit Hilfe einer Verzahnung von einem Zylinder aus. Der Hub des Preßkolbens ist 0,914 m. Es können Stücke von 51/2 m Länge bearbeitet werden, so groß ist die Entfernung der Tragsäulen voneinander. Die Geschwindigkeit des Preßkolbens beträgt 1,0 bis 1,5 m/sec, das Heben und Senken desselben erfolgt unter einem Druck von 50 kg/qcm. Eine Ausführung dieser Presse in Seraing arbeitet mit drei Gewichtsakkumulatoren zu je 125 t Belastung, welche, ihren Plungerdurchmessern entsprechend, unter 200, 300, 400 Atmosphären Druck stehen. Bei einzelnen Pressen von Tannet, Walker & Co. ist die Anordnung derart, daß der Zylinder unten liegt, der Kolben, durch dessen Mitte Wasser eingepreßt wird, mit dem Querholm feststeht, was den Vorteil guter Führung hat. Die Schmiedepresse von Baare in Bochum, D.R.P. Nr. 4 besitzt einen Differentialkolben mit zwei Druckflächen im Verhältnis 1 : 2, so daß Drucke im Verhältnis von 1 : 2 : 3 ausgeübt werden können. Die Presse erhält Druckwasser von 400 Atmosphären aus einem Luftdruckakkumulator, die zwei Rückzugzylinder stehen unter konstantem Druck eines Gewichtsakkumulators von 50 Atmosphären. Luftdruckakkumulatoren gestatten, weil keine großen Massen in Bewegung gesetzt werden müssen, einen viel schnelleren Betrieb, auch sind keine Wasserschläge in den Leitungen zu befürchten.
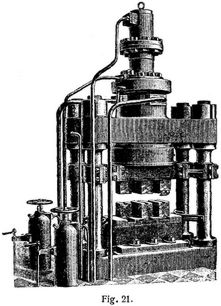
Die von A. Borsig, Berlin, gebaute hydraulische Schmiede- und Fassonschnellpresse (Fig. 21) besitzt einen im Oberteil der Presse gelagerten Preßzylinder, der aus drei Teilen je von verschiedenem Querschnitt besteht, mit entsprechenden Preßkolben, die mit dem Preßkopf zu einem Ganzen vereinigt sind. Durch diese Dreiteilung des Preßzylinders soll besonders vorteilhafte Wirkungsweise und Betriebsökonomie der Presse bewirkt werden. Für die Bewegung des Preßkolbens, während welcher kein oder nur ein geringer Widerstand zu überwinden ist, kommt Druckwasser von nur geringer Pressung zur Verwendung. Für die wirkliche Kompression des zu pressenden Stückes wird unter hohem Druck stehendes Wasser verwendet, das auf den Kolben mit größtem Querschnitt wirkt, während die beiden andern Querschnitte, die den Niedergang des Kolbens bis zur eigentlichen Preßwirkung sowie den Rückzug des Kolbens nach vollzogenem Maximaldruck bewirken, unter niederem Wasserdruck stehen. Beim leeren Niedergang des Kolbens füllt sich der Hochdruckpreßzylinder mit selbsttätig angesaugtem Wasser, es wird also aus dem Hochdruckakkumulator nur so viel Wasser entnommen, als zum eigentlichen Pressen nötig ist, womit eine große Kraftersparnis erzielt werden soll. Das nötige Druckwasser wird von einer sechsfachen Preßpumpe mit Exzenterantrieb erzeugt, die Exzenterwelle entweder durch Riemen angetrieben oder direkt durch eine Zwillingsdampfmaschine betätigt. Die Verwendung einer sechsfachen Preßpumpe gewährleistet eine möglichst große Gleichmäßigkeit des Betriebes. Die Akkumulatoren sind als Differentialakkumulatoren mit Belastung durch unterhalb des Kolbens angehängte Gewichte ausgebildet.
Neuere Schmiedepressen von Borsig sind nach dem System Astfalck gebaut, und zwar in geschlossener Konstruktion (Viersäulenanordnung) sowie in offener, einhüftiger Bauart [14]. Bei der rein hydraulischen Rapidschmiedepresse System Astfalck ist besonderer Wert auf eine möglichst große Anzahl erreichbarer Hübe gelegt. Während sonst etwa 15–20 mittlere Preßhübe und 30–40 kleine Preß- und Schlichthübe erreichbar sind, steigert sich die Anzahl bei dieser Rapidpresse auf 40–60 mittlere Preßhübe und 120–140 Schlichthübe. Erreicht wird diese hohe Geschwindigkeit durch Anordnung eines sogenannten Verdrängers, der eine zwangsläufige und vollkommene Füllung des Preßzylinders auch bei den Leerganggeschwindigkeiten gewährleistet. Der Verdränger ist direkt oberhalb des Preßzylinders, bei größeren Ausführungen neben demselben angeordnet. Der Rückzugsmechanismus ist in den Verdränger eingebaut. Ein weiterer Vorteil dieser Rapidpressen besteht darin, daß hiermit ein reines Schlichten möglich ist im Gegensatz zu andern Schmiedepressen, bei denen nur sogenanntes Druckschlichten unter Verwendung eines, wenn auch kleinen Preßhubes möglich ist. Bei der Rapidpresse sind die Eigengewichte so reichlich gewählt, daß sie ohne Druckwasserverbrauch allein imstande sind, den zum Schlichten nötigen Druck zu liefern. Der Kraftverbrauch beim [746] Schlichten ist also nur auf das zum Rückzug der bewegten Teile erforderliche Maß beschränkt. Neben rein hydraulischen Betrieb werden diese Pressen auch für dampfhydraulischen Betrieb (s. unten) eingerichtet.
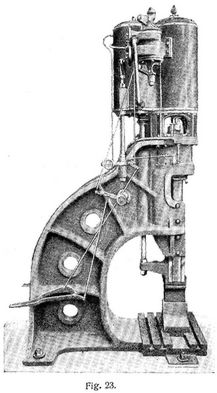
Eine Anordnung nach der dritten Betriebsart zeigt schematisch Fig. 22, die dampfhydraulische Schmiedepresse von Haniel & Lueg, Düsseldorf, D.R.P. Nr. 130951. Diese Schmiedepresse besteht aus der eigentlichen hydraulischen Presse und dem Dampfdruckübersetzer als Krafterzeuger. Letzterer besteht aus einem Dampfzylinder A, der mittels Laterne B mit der Presse verbunden ist. Die Kolbenstange C dient als Druckplunger und taucht in den Zylinder D der Presse. Durch Verschiebung des Dampfkolbens mit dem Druckplunger wird dieser in den Preßzylinder hineingetrieben und dadurch ein maximaler Druck bis etwa 400 Atmosphären erzeugt, der durch den Stempel E der Presse auf das Arbeitsstück übertragen wird. Der Dampfkolben arbeitet mit Dampf von der vorhandenen Spannung von 4–10 Atmosphären. Ein wesentlicher Vorteil dieser Anordnung besteht darin, daß weder Rohrleitungen noch Steuerungen nötig sind. Der Rückzug geschieht durch zwei hydraulische Gegenplunger F F, die unter konstantem Druck von 50 Atmosphären stehen, und deren Kolbenstangen G G an dem Querstück H angreifen. Dem Einzelhub des Dampfkolbens entspricht ein Hub von etwa 150–160 mm des Preßstempels. Soll ein größerer Hub, der bei mittleren Pressen normal etwa 11/2, m beträgt, gemacht werden, so wird der Dampfkolben nicht durch die Rückzugszylinder in seine Anfangslage zurückgebracht, sondern durch Einlassen von Druckwasser von 50 Atmosphären in den Preßzylinder. Die Einwirkung dieses Druckes von 50 Atmosphären auf den Preßstempel E genügt, um den Zug der Rückzugszylinder zu überwinden. Durch Einlassen von Druckwasser unter 50 Atmosphären in den Preßzylinder kann der Stempel auch um jede beliebige Länge innerhalb seines Gesamthubes vorgeschoben oder durch Auslassen von Wasser zurückgezogen werden. Das Druckwasser (50 Atmosphären) wird durch hydraulische Steuerung zu- und abgeführt. Zum Einstellen des Preßstempels auf das Schmiedestück wird also der niedere Druck verwendet, während zum eigentlichen Schmieden der Dampfdruckübersetzer dient, der einen Druck in jeder beliebigen Größe bis zum Maximaldruck ausüben kann unter entsprechender Expansion des Dampfes, so daß nicht mehr Dampf verbraucht wird, als der jeweiligen Größe des Preßdruckes entspricht. Die Steuerung des Dampfkolbens erfolgt durch ein entlastetes Dampfeinlaß- und -auslaßventil. Es können mit der Presse 30–40 Hübe in der Minute ausgeführt werden. Die hydraulischen Gegenzylinder sind mit einem Windkessel W verbunden, der das verdrängte Wasser aus den Gegenzylindern aufnehmen und sofort wieder abgeben kann, wodurch die Arbeitsgeschwindigkeit der Presse sehr erhöht wird. Bei leichten Stücken, die einen geringeren Druck erfordern, läßt man nur so viel Dampf in den Zylinder, als dem mittleren Druck entspricht, arbeitet also mit Expansion. Für den Fall, daß die Höhe bei bestehenden Gebäuden die Aufstellung von Pressen mit obenliegendem Dampfdruckübersetzer nicht gestattet, wird der Druckübersetzer unabhängig von der eigentlichen Presse neben dieser aufgestellt. Für große Pressen werden statt eines zwei, auch drei Dampfdruckübersetzer angewandt. Eine dampfhydraulische Schnellschmiedepresse von Haniel & Lueg zeigt Fig. 23 in einhüftiger Bauart für etwa 60 Arbeitshübe. Nach ähnlichen Grundsätzen sind die dampfhydraulischen Schmiedepressen von Breuer, Schumacher & Co., Kalk bei Cöln, gebaut. Um sich verschiedenen Kraftverhältnissen anzupassen, werden die großen Pressen (für 10000 t) mit drei Treibapparaten (Druckübersetzern) und drei Preßzylindern versehen, die derart in Verbindung gesetzt werden können, daß alle drei Treibapparate in alle drei Preßzylinder arbeiten können, oder daß nur einer oder mehrere der Treibapparate auf alle Zylinder, oder endlich, daß alle oder mehrere Treibapparate auf einen oder mehrere Zylinder wirken können. Dadurch ist man in der Lage, mit dem Gesamtdruck, mit. zwei oder einem Drittel desselben, ferner auch mit verschiedenen Hubhöhen arbeiten zu können.[747]
Fig. 24 zeigt eine 10–14000-t-Presse von Breuer, Schumacher & Co. von gewaltigen Abmessungen. Der aus einzelnen Teilen verschraubte untere Holm hat ein Gewicht von 400000 kg. Die vier Säulen des Pressengestells wiegen bei einer Länge von 12 m ungefähr 150000 kg und tragen 16 Muttern von 1200 mm Durchmesser und 50000 kg Gewicht. Eine dampfhydraulische Luppenpresse derselben Firma von 1001 Preßdruck ist auf S. 216 dargestellt. Weitere Ausführungen von großen dampfhydraulischen Schmiedepressen flammen von der Duisburger Maschinenbau – A.-G. vorm. Bechern & Keetman, Duisburg a. Rh. (Vgl. a. Fördertechnik 1907, S. 121).
Lieber die dampfhydraulischen Schmiedepressen der Maschinenfabrik Sack, G.m.b.H. in Rath, mit Dampftreibapparat, D.R.P. Nr. 171068, bei welchen die Dampfkolbenkräfte mittels eines Lenkers auf den senkrecht zu ersterem stehenden Preßzylinder übertragen werden, zu dem Zwecke, durch die Kniehebelwirkung trotz geringen Enddruckes des expandierten Dampfes hohen Enddruck auf den Preßkolben zu erhalten, s. Pressen.
Zum Wenden großer Schmiedestücke während des Pressens dienen besondere, in Laufkranen hängende Wendevorrichtungen.
dienen dazu, durch Pressen plastischer Metalle (fast ausnahmslos glühendes Eisen und Stahl) in ein Gesenke bestimmte Formänderungen zu erzielen. Anstatt wie bei den Schmiedepressen in den allermeisten Fällen die Form eines Schmiedestückes durch Strecken zu erreichen, wird bei den Schmiedemaschinen mehr durch Stauchen die gewünschte Formänderung bewirkt; es hat also das Rohmaterial die Dicke des schwächsten Teiles des Schmiedestückes. Die Schmiedemaschinen lassen sich ihrem äußeren Aufbau nach in horizontale und vertikale unterscheiden.
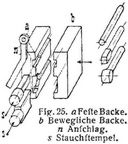
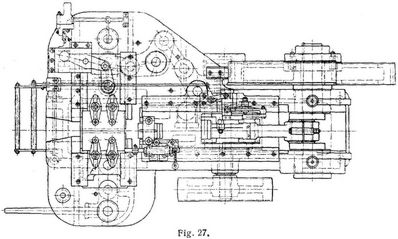
a) Horizontale Schmiedemaschinen zur Herstellung aller Arten von Kleinschmiedearbeiten, die roh so sauber herzustellen sind, daß jede weitere maschinelle oder Handarbeit sich erübrigt. Solche kommen vor bei der Fabrikation landwirtschaftlicher Maschinen, im Waggon-, Automobil-, Lokomotiv-, Lokomobil- und Schiffbau, in Eisenkonstruktionswerkstätten und Maschinenfabriken in Gestalt von Achsen, Hebeln, Gabeln, Exzentern, Bolzen, Bremsgestängen, Bundringen, Zugmuttern, Kreuzköpfen, Reelingstützen, Deckstützen, Kesselankern, Achsbüchsen, Pufferstangen u.s.w.; ferner finden sie beim Auftauchen von Muffen, Bunden, Flanschen an schmiedeeisernen Röhren u.s.w. Verwendung. In Fig. 25 ist die Wirkungsweise der Maschine im Prinzip dargestellt. In einem beweglichen und einem festen Gesenketeil ist vorn je zur Hälfte die anzustauchende Form ausgearbeitet, während der hintere Teil knapp passend die Form der Rohstange hat. Das zu pressende Material wird nun nach Erhitzung bei geöffneten Backen von hinten bis zu einem Anschlag vorgeschoben. Sodann schließen sich die Backen und halten das Schmiedestück an seinem hinteren Ende fest. Nach Entfernung des Anschlages geht nun ein Stauchstempel gegen das glühende Ende vor und preßt es in die Gesenkeform. Ist die vorzunehmende Formänderung zu groß, als daß sie durch einmaligen Stauchdruck herbeigeführt werden könnte, kommt das Arbeitsstück zuerst in ein Vorgesenke und dann direkt in das Fertiggesenke. (In der Figur wird beim Auftauchen eines runden Auges zuerst ein[748] vierkantiger Kopf gepreßt.) Die Ausführung einer solchen modernen horizontalen Schmiedemaschine zeigt Fig. 26 (C.W. Hasenclever Söhne in Düsseldorf). Diese Maschine kann sowohl für Stücke verwendet werden, die von der rohen Stange von beliebiger Länge abgeschmiedet werden, als auch für solche, die mit einer Hitze mehrere Operationen bis zur Fertigstellung durchzumachen haben. Der Antrieb der Maschine erfolgt direkt von der Transmission oder einem Elektromotor aus mittels eines breiten Riemens auf einer als Schwungrad ausgebildeten Riemenscheibe (Fig. 27). Letztere läuft konstant mit etwa 265 Umdr./min. um, macht also keine Riemenverschiebung nötig. Durch eine Zahnradübersetzung, deren großes Rad nur durch Mitnehmerbolzen mit der Kurbelwelle verbunden ist, womit für Ueberlastungen eine Sicherung geschaffen ist, indem die leicht ersetzbaren Bolzen einfach abgeschoren werden, wird die Bewegung auf eine im kräftigen Bett doppelt gelagerte Kurbelwelle übertragen. Der eigentliche Stauchschlitten wird unter Zwischenschaltung eines Druckhebels durch eine Schubstange bewegt. Letzterer Druckhebel ist um seinen einen Endpunkt frei schwingend angeordnet. Durch Ausschwingen derselben vermittelst einer beim Schlittenrückgang eine schiefe Ebene hinansteigenden Rolle wird die Bewegung des Stauchschlittens unterbrochen, ohne daß die Kurbel ihre Umdrehungen unterbricht. Der Stauchschlitten selbst ist ein prismatischer Körper, der sich unter Zwischenschaltung auswechselbarer Verschleißplatten im Maschinenbette bewegt. An der vorderen Stirnseite des Stauchschlittens befindet sich eine Aussparung zur Aufnahme der Hammereinsätze, in welche die eigentlichen formgebenden Stauchwerkzeuge eingesetzt werden. Von der Bewegung des Stauchschlittens ist auch die Bewegung des Matrizenschlittens abgeleitet. Damit die auf letzterem sitzende Matrize das Material seit gegen die im Bett befestigte Matrize preßt, ehe die Staucharbeit beginnt, müssen beide Hälften geschlossen sein, während der Stauchschlitten noch einen Teil seines Hubes zurücklegt. Anderseits müssen sie das Material auch so lange feilhalten, als der Schlitten noch mit dem gestauchten Teil in Berührung ist, damit er nicht das Material aus den Matrizen zieht. Die Bewegungen werden durch einen Kniehebelmechanismus erreicht, dessen Drehpunkte und Hebelverhältnisse so gewählt sind, daß der Matrizenschlitten sogut wie gar keine Bewegung macht, während der Stauchschlitten den letzten Teil seines Hubes zurücklegt. Auch hier ist in eines der Hebelgelenke ein Sicherheitsbolzen von entsprechend schwachen Dimensionen eingeschaltet, der brechen soll, wenn etwas zwischen die Matrizen fällt. Nimmt man diesen Bolzen heraus, so ist die Bewegung des seitlichen Schlittens unterbrochen: die Maschine wirkt als Hammer- oder Biegemaschine. Gewöhnlich steht die linke Matrize seit, die rechte ist die bewegliche; um die geschmiedeten Teile direkt von der Stange abschneiden zu können, ist mit dem beweglichen Matrizenschlitten eine Schere verbunden, die mit festem Schermesser arbeitet. Im D.R.P. Nr. 168254 ist eine Verbesserung dahin getroffen, daß die bis dahin festliegende Matrize ebenfalls beweglich gemacht ist. Diese Einrichtung ist besonders für solche Stücke wertvoll, die eine Anstauchung in der Mitte erhalten, z.B. die Kugeln von Relingstützen, wobei sich sonst das Material schwer aus der Matrize entfernen ließ. Die Bewegung der Matrize erfolgt hierbei durch einen Handhebel unter Zwischenschaltung eines Kniegelenkstückes. Damit die beiden Matrizen beim Stauchen sich nicht heben, sind auf ihre beiden Schlitten Druckstücke aufgeschraubt, die durch Druckschrauben die Matrize niederhalten. Zur Begrenzung des Materialvorschubes ist vor den Matrizen ein Anschlag vorgesehen, der sich selbsttätig fortbewegt, sobald das Material vorgeschoben ist, und somit dem Stauchschlitten Raum gibt.
Stücke, bei denen mehr Material zusammengestaucht werden soll, als dem Weg des Stauchschlittens nach Schluß der Matrizen entspricht, werden in zwei Arbeitsvorgängen hergestellt. Die beiden Gesenke sind dann übereinander angeordnet, ebenso die beiden Hammereinsätze im Stauchschlitten. Ringe wie auch andre Gegenstände mit glatter Bohrung werden in der Weise hergestellt, daß man Rohmaterial von der Stärke der Bohrung aufstaucht. Häufig werden in die Matrizen auch besondere Messer eingesetzt. Von ähnlicher Bauart ist die Ajax-Schmiedemaschine von De Fries & Cie., A.-G. in Düsseldorf, und L. Loewe & Co., A.-G. in Berlin. Eine sehr bekannte Ausführung flammt von der Acme Machinery Co. in Cleveland. Näheres über horizontale Schmiedemaschinen vgl. [11], [12].
b) Vertikale Schmiedemaschinen, auch Hammermaschinen genannt. Zur Massenanfertigung kleiner Gegenstände, die in mehreren Gesenken nacheinander ihre Form erhalten sollen, werden mehrere nebeneinander liegende, in vertikalen Führungen sicher geführte Stempel in einem Gerüst vereinigt. Die einzelnen Stempel werden von einer gemeinsamen[749] Kurbelwelle mit sehr geringer Exzentrizität (etwa 10 mm) sehr rasch (etwa 300 mal in der Minute) auf und nieder bewegt. Der Antrieb erfolgt entweder durch Riemenscheiben oder auch durch direkte Kupplung mit einer kleinen Dampfmaschine mit stehendem Zylinder (Ausführung von der Chemnitzer Werkzeugmaschinenfabrik vorm. Joh. Zimmermann). Die Stempel tragen nur die Obergesenke, die Untergesenke sind auf ebensovielen kleinen Ambossen gelagert, die mittels Zahnradübersetzung und Spindel der Höhe nach verschoben werden können. Zur Vermeidung von Brüchen ist eine genaue Höheneinstellung erforderlich (gewöhnlich legt man unter den Amboß noch ein Stück hartes Holz). Zur Erzielung gleicher Längen der zu schmiedenden Teile sind hinter jedem Gesenk horizontal und vertikal verstellbare Anschläge angebracht. Anstatt den letzten Stempel mit einem Gesenk zu versehen, wird hier oft eine Schere zum Abschneiden der Stücke auf richtige Länge vorgesehen. Die Maschine wird unter vielem andern verwendet zum Anspitzen von Schienennägeln, zum Ausschmieden von Telegraphenstützen, Eggenzähnen u.s.w., zum Absetzen von Quadrateisen auf Rundeisen u. dergl.
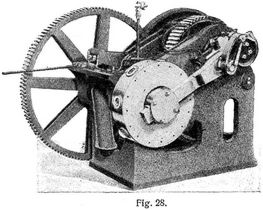
Ebenfalls zur Massenherstellung von Nieten, Hakenschrauben, Laschenschrauben u.s.w. dient die sogenannte Revolverpresse von C.W. Hasenclever Söhne in Düsseldorf (Fig. 28). Ihre Hauptarbeitsteile sind der Revolvertisch (vgl. a. Revolver) und der Schlitten (Döpper). Der Tisch, aus Stahl geschmiedet, rotiert um eine horizontal gelagerte Welle und trägt acht Werkzeuge, Gesenke, in welche die Eisenstifte gefleckt werden. Die Werkzeuge haben oben eine Vertiefung, in die der im Schlitten feste Stempel eingreift. Er wird bewegt von einer Kurbel, die an einer zweiten horizontalen Welle sitzt und acht Umdrehungen während einer Umdrehung des Revolvers macht. Der Antrieb des Stempels ist so eingerichtet, daß er eben niedergeht, wenn ein Werkzeug sich vor ihm befindet. Im Innern des Revolvers befindet sich eine Exzenterscheibe, die bei der Drehung des Revolvers die fertig gepreßten Arbeitsstücke auswirft. Die Eisenstangen, von welchen die Nieten u.s.w. zu pressen sind, werden in einem neben der Maschine stehenden Ofen erhitzt und mittels der an der Maschine angebrachten Schere auf Länge geschnitten. Die abgeschnittenen Stücke fallen in eine Tasche und werden von da in die Werkzeuge eingeführt. Als normale Leistung der Maschine werden 10000–15000 Stück Nieten in 10 Stunden angegeben. Die Ausführungen der Maschine gehen bis 25 mm zu bearbeitendem Bolzendurchmesser.
Eine ältere Maschine zu ähnlichen Zwecken wie die vorhergehenden ist die Presse von Vincent, deren Stempel durch eine Schraubenspindel bewegt wird. Näheres hierüber [13]. Literatur: [1] Ledebur, A., Lehrbuch der mechanischen Technologie, Braunschweig 1905. – [2] Fischer, Werkzeugmaschinen, 2. Aufl., Berlin 1905. – [3] Iron age 1903, S. 14. – [4] Sobbe, C., Beiträge zur Technologie der Schmiedepressen, Dissertation, Düsseldorf 1900. – [5] »Stahl und Eisen« 1908, S. 314. – [6] Ebend. 1892, S. 172. – [7] Zeitschr. d. Oesterr. Ing.- u. Arch.-Ver. 1872, S. 329. – [8] »Stahl und Eisen« 1892, S. 155. – [9] Iron age, 1892, S. 344. – [10] Harbord, F.W., The Metallurgy of Steel, London 1904, Fig. 364. – [11] Werkstattstechnik 1907, S. 345. – [12] Zeitschr. d. Ver. deutsch. Ing. 1905, S. 17. – [13] Kick, Mechan. Technologie, Wien 1898, S. 341. – [14] Werkstattstechnik 1909, S. 43.
E. Treiber.






Buchempfehlung
Droste-Hülshoff, Annette von
Gedichte (Die Ausgabe von 1844)

Nach einem schmalen Band, den die Droste 1838 mit mäßigem Erfolg herausgab, erscheint 1844 bei Cotta ihre zweite und weit bedeutendere Lyrikausgabe. Die Ausgabe enthält ihre Heidebilder mit dem berühmten »Knaben im Moor«, die Balladen, darunter »Die Vergeltung« und neben vielen anderen die Gedichte »Am Turme« und »Das Spiegelbild«. Von dem Honorar für diese Ausgabe erwarb die Autorin ein idyllisches Weinbergshaus in Meersburg am Bodensee, wo sie vier Jahre später verstarb.
220 Seiten, 11.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang. Sechs Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Michael Holzinger hat sechs eindrucksvolle Erzählungen von wütenden, jungen Männern des 18. Jahrhunderts ausgewählt.
- Jakob Michael Reinhold Lenz Zerbin oder Die neuere Philosophie
- Johann Karl Wezel Silvans Bibliothek oder die gelehrten Abenteuer
- Karl Philipp Moritz Andreas Hartknopf. Eine Allegorie
- Friedrich Schiller Der Geisterseher
- Johann Wolfgang Goethe Die Leiden des jungen Werther
- Friedrich Maximilian Klinger Fausts Leben, Taten und Höllenfahrt
468 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum