Fräsmaschinen [1]
[155] Fräsmaschinen dienen zur Bearbeitung von Metall und Holz mittels des mehrschneidigen Fräsers (s.d.). Die Fräsmaschine hat sich aus den Drehbänken und Bohrmaschinen entwickelt. Ebenso wie bei jenen Maschinen kann die Spindel, die das umlaufende Werkzeug trägt, wagerecht oder senkrecht sein. Ferner werden Fräsmaschinen in ähnlicher Gesamtanordnung wie Hobelmaschinen ausgeführt. Es bestehen zahlreiche Bauarten, je nachdem die Fräsmaschinen für Einzelarbeiten (allgemeine Fräsmaschinen), für massenweise Herstellung bestimmter Gegenstände oder für die Nachformung von Gegenständen nach Schablonen dienen. Folgende Hauptbestandteile sind zu unterscheiden: 1. das Gestell, 2. der Spindelstock mit. dem Antrieb, 3. der Arbeitstisch mit den Aufspannvorrichtungen, 4. Einrichtungen zur Regelung des Vorschubes von Hand oder durch selbsttätige Schaltung. An diese verschiedenen Teile werden die verschiedenartigsten Anforderungen gestellt, die für die Ausbildung der einzelnen Bauarten maßgebend sind. – Für den Aufbau der Fräsmaschinen kommen ferner außer der Größe und Art der Arbeitsleistung der Genauigkeitsgrad der Arbeit und die Mannigfaltigkeit der Arbeitsvorgänge in Betracht. Die Arbeitsverluste in der Maschine sind von der Leergangsarbeit, von der Kraftverteilung in der Maschine und von der Zusammenschaltung der die Kräfte aufnehmenden, fortleitenden und umgestaltenden Maschinenteile abhängig, wovon übrigens auch der Genauigkeitsgrad der Arbeit abhängt.
Durch den Antrieb wird die Arbeits- oder Schnittbewegung in verschiedenartigster Weise durchgeführt, so daß das Arbeitsstück oder das Werkstück oder beide bewegt werden. Riemenantrieb und Stufenscheibenantrieb kommt am häufigsten vor; ferner ist Schneckenantrieb gebräuchlich. Besonderen Einfluß auf die Entwicklung der Fräsmaschine hat die Anwendung des unmittelbaren elektrischen Antriebes gehabt. Bei Anwendung von Riemen ist auf genügend kräftigen Antrieb zu achten, damit nicht durch Schleifen des Riemens ein unregelmäßiger Antrieb des Fräsers und Erschütterungen desselben vorkommen.[155]
Der Vorschub, der durch die Schaltungsvorrichtungen bewirkt wird und gewöhnlich senkrecht zur Drehachse des Werkzeuges erfolgt, geschieht von Hand oder selbsttätig, stetig oder ruckweise. Die Einrichtungen zur selbsttätigen Ausrückung des Vorschubes und zur Abstellung des Betriebes nach Beendigung eines Arbeitsvorganges stellen besondere Aufgaben an die Maschine. Für gewöhnliche Fräsarbeiten geschieht der Antrieb der Schaltvorrichtungen mittels Riemens, der eine gewisse Sicherung gegen Ueberanstrengung des Werkzeuges bietet, namentlich wenn die Maschine, wie z.B. bei Planarbeiten, für größte Leistungen eingestellt ist. Für manche Arbeiten ist der Riemenantrieb nicht geeignet; vielmehr muß eine zwangläufige Uebertragung des Vorschubs in Abhängigkeit von der Spindeldrehung erfolgen, und zwar durch Räderübersetzung, Schneckenübertragung u.s.w. In vielen Fällen ist auch der Antrieb der Schaltvorrichtungen vom Deckenvorgelege aus zweckmäßig. Die Herstellung des Selbstganges und der Ausrückung bietet besondere konstruktive Schwierigkeiten bei den Fräsmaschinen mit um die Achse drehbarem Aufspanntisch (Universalfräsmaschine). Bei den neueren Fräsmaschinen ist auch für beschleunigten Rücklauf des Aufspanntisches gesorgt.
Um die Arbeits- oder Schnittgeschwindigkeiten zwecks Erzielung höchster Leistungen den verschiedenen zu bearbeitenden Stoffen anpassen zu können, auch mit Rücksicht auf den Wechsel im Durchmesser der Fräser, ist es notwendig, verschiedene Umlaufgeschwindigkeiten für die Spindel anwenden zu können. Die schnelle und den Betrieb möglichst wenig Hörende Aus- und Einrückung der verschiedenen Schnittgeschwindigkeiten (bei Universalfräsmaschinen findet man bis zu 36 Schnittgeschwindigkeiten) haben sehr verschiedene konstruktive Lösungen gefunden durch Wechselräder, Deckenvorgelege, Reibungsgetriebe u.s.w. Mit der Schnittgeschwindigkeit darf die Vorschubgeschwindigkeit nicht verwechselt werden, da beide voneinander unabhängig sind. Nach Reineckers Angaben [18] soll der Vorschub gewöhnlich 0,25–2 mm in der Sekunde betragen, je nach der angewendeten Schnitt- oder Umfangsgeschwindigkeit des Fräsers. Reinecker nimmt an, daß der Vorschub für jede Fräserdrehung für Eisen 0,4–8 mm, höchstens 13 mm sein soll, für das Fräsen von Zahnradlücken (volle Tiefen in einem Schnitt) 0,3–1 mm. Das Verhältnis der Schnittgeschwindigkeit zur Vorschubgeschwindigkeit liegt nach praktischen Erfahrungen in den Grenzen zwischen 150–1000. Die Rücklaufgeschwindigkeit wird gewöhnlich bis 50 mm in der Sekunde gesteigert. Bei den Langlochfräsmaschinen wird ein Vorschub von 0,5–5 mm in der Sekunde angewendet.
Die Arbeitsleistung der Fräsmaschine ist abhängig von der Umdrehungszahl des Fräsers in jeder Minute, von dem Schlittenvorschub auf jede Umlaufzahl des Fräsers und von der Breite und Stärke des Schnittes. Der Arbeitsverbrauch der Fräsmaschine ist (nach Hartig [13]) in Pferdestärken: N = N0 + ε G (s. Fräser), worin N0 den Arbeitsverbrauch für den Leergang, G die stündlich abgefräste Metallmenge (Spangewicht), ε den Arbeitsverbrauch für 1 kg Spangewicht stündlich bezeichnet. – Für Gußeisen ist zu setzen: ε = 0,07 im Mittel, ε = 0,24 bei Abfräsung der Gußhaut; N0 = 0,55–0,1 PS.; G ist durch Beobachtung zu bestimmen.
Der Arbeitsverbrauch nach Hartig [13] in Pferdestärken ist: N = (1 + m) α k b δ ν/75 wobei b = Spanbreite in Millimetern, δ = Spandicke in Millimetern, v = Spanlänge in Millimetern in der Sekunde, k = Reißfestigkeit des zu bearbeitenden Materiales in Kilogramm, m = Verhältnis des Reibungswiderstandes der Maschinenteile zum Werkzeugwiderstand, α = Wertziffer, die angibt, um wieviel mal der Schnittwiderstand größer ist als die Reißfestigkeit;α K ist der sogenannte Schneidkoeffizient. Bestimmung des Schnittwiderstandes W: Bezeichnet b die Spanbreite in Millimetern, δ die Spandicke in Millimetern, K den Widerstand für 1 qmm Spanquerschnitt, je nach Härte des Metalles und Zustand der Schneide, und beträgt K = 70–120 kg für Gußeisen, K = 110–170 kg für Schmiedeeisen, K = 160–240 kg für Stahl, so ist der Schnittwiderstand W = K δ b; K ist für größere Werte von δ kleiner, für kleinere Werte größer. Ist R der quer zur Fräserachse gerichtete Druck (Mittelkraft) in Kilogramm, M das widerstehende Moment in Kilogramm Millimetern, so ist für Fräser mit wenigen Zähnen und kleiner Spandicke:
für Fräser mit zahlreichen Zähnen:
für Langlochfräsmaschinen:
wobei D den Fräserdurchmesser, u die Schnittgeschwindigkeit in Millimetersekunden, v die Vorschubgeschwindigkeit in Millimetersekunden, z die Zähnezahl bedeuten. Eine erschöpfende Einteilung der verschiedenen Fräsmaschinen läßt sich nicht geben, weil in der Praxis die verschiedenen Bauarten einerseits nach ihrem Verwendungszweck, anderseits nach ihrer Konstruktion benannt werden und die verschiedenen Benennungen begrifflich einander übergreifen.
Wohl am meisten verbreitet sind die Fräsmaschinen mit wagerechter Spindel (einfache, horizontale Fräsmaschinen). Der Tisch ist meistens mit Höhen- und Kreuzverschiebung versehen, bei den Universalmaschinen mit Verdrehung um die senkrechte Achse. Die wagerechte Spindel ist bei einer besonderen Bauart samt dem Gegenspitzenhalter in der Höhe verstellbar (Lincoln-Fräsmaschine). Für Fräsmaschinen mit wagerechter Spindel sind ferner die Benennungen Hand-, Horizontal-, Plan- und Langlochfräsmaschinen üblich.
Die Fräsmaschinen mit senkrechter Spindel haben entweder festgelagerte Spindel und Tisch mit Höhenverstellung nach Art der Bohrmaschinen oder mittels eines Lagerschlittens verstellbare Spindel und wagerecht gleitenden Tisch wie bei Stoßmaschinen. Hierher gehören auch Langlochfräsmaschinen, Nutenfräsmaschinen, Keilnutenfräsmaschinen.[156]
Eine Zwischenform ist zu erwähnen, bei der die Spindel sowohl in die wagerechte als auch in die senkrechte Lage und in beliebige Schrägstellung gebracht werden kann.
Doppelfräsmaschinen dienen zum Fräsen gegenüberstehender paralleler Flächen, z.B. bei Schraubenmuttern. Es gibt ferner doppelte Fräsmaschinen, bei denen an demselben Gestell zwei Spindeln angeordnet sind. Bei einer besonderen Bauart liegen die beiden Spindeln in rechtem Winkel zueinander, um die senkrecht zueinander stehenden Flächen gleichzeitig zu bearbeiten.
Die Bezeichnung Tischfräsmaschine ist üblich für Maschinen mit wagerechter und senkrechter Spindel, verstellbarem Fräswerk und großer, tischartiger Werkstückauflage, ähnlich wie bei Hobelmaschinen, Drehbohrwerken u.s.w.
Kopierfräsmaschinen dienen zur Bearbeitung von Flächen nach Schablonen.
In neuerer Zeit haben die Rundfräsmaschinen große Bedeutung, namentlich in der Massenerzeugung, erlangt.
Bei den Kreisfräsmaschinen dreht sich der Aufspanntisch ähnlich wie bei den Drehbohrwerken um seine Achse.
Häufig werden Bohr- und Fräsmaschinen vereinigt. Dienen die Fräsmaschinen für einzelne besondere Arbeiten, so werden sie meistens nach ihrem Verwendungszweck benannt. Dies gilt z.B. von den Räderfräsmaschinen (s. Räderherstellung), die zur Herstellung von Stirn-, Winkel- und Schneckenrädern dienen. Ueber Spiralbohrerfräsmaschinen vgl. Bohrer, Bd. 2, S. 186. Eine wichtige Verwendung für alle Maschinenfabriken findet die Fräsmaschine zur Herstellung von Werkzeugen, insbesondere der Fräser. Durch entsprechende Zubehörteile, vertikale Fräsapparate, Teilkopf u.s.w. kann diese Art von Fräsmaschinen vielfach für verschiedene Sonderarbeiten benutzt werden.
Handfräsmaschinen kommen hauptsächlich bei der Massenerzeugung von Waren zur Anwendung, wenn die zu fräsenden Stücke kurz sind und aus diesem Grunde der selbsttätige Betrieb sich nicht lohnt, und sofern nur einfache bestimmte Hebelbewegungen nötig sind.
Bei der Säulenhandfräsmaschine Fig. 1 (Ludwig Löwe & Co., A.-G., Berlin) erfolgt die Bewegung des Schlittens quer und senkrecht mittels Zahnrad, Zahnstange und Stellhebel, in der Richtung parallel zur Fräserachse mittels einer Schraubenspindell. Eine andre kleine Handfräsmaschine Fig. 2 (Berliner Werkzeugmaschinenfabrik, A.-G., vorm. Sentker) ist erwähnenswert, indem der Spindelstock a auf einem Zwischenkonsol c ruht, an dem der Arbeitstisch mittels des Tragstückes d geführt und mittels der beiden Hebel in der Höhe und wagerecht verstellbar ist.
Die sogenannte einfache Horizontalfräsmaschine Fig. 3 und 4 (Ludwig Löwe & Co., A.-G., Berlin) dient zum Planfräsen kleiner oder mittelgroßer Arbeitsstücke. Bei dieser Maschine ist zur Vermeidung des Federns des Fräsers für diesen ein Gegenhalter b mit einer Gegenspitze (Reitnagel) angebracht. Ein solcher Gegenhalter ist hauptsächlich für schwerere Arbeiten wichtig. Er wird in Verlängerungen des Spindelstockes oberhalb der Frässpindell in Klemmlagern gehalten und läßt sich mit seinem vorderen nach abwärts gebogenen Ende empordrehen, wenn für leichtere Arbeiten die Gegenlagerung nicht erforderlich ist. Der Aufspanntisch c ist über dem Winkelträger d angeordnet, der an dem Gestell in der Höhenrichtung von Hand verstellbar ist, und zwar durch Aufsetzen einer Kurbel auf das Vierkant e und dadurch[157] bewirkte Drehung der Spindel f. Die beiden verstellbaren Anschläge g, g können hierbei zur Begrenzung der höchsten und tiefsten Lage des Schlittens dienen. Die Längsverstellung des Arbeitstisches c erfolgt mittels einer auf den Vierkant h aufgesetzten Kurbel, die Querverstellung selbsttätig mittels der Welle i, deren Bewegung in diesem Falle mittels Riemenübertragung von der Fräserspindell bewirkt wird. Das Universalgelenk k gestattet der Welle i, verschiedene Schräglagen, entsprechend der Höhenverstellung des Tisches g, einzunehmen. Die Welle i ist mittels Nut und Feder an dem in dem Aufspanntisch vorgesehenen Lager längsverschiebbar. Die Ausführung Fig. 5 (Malick & Wallows, Berlin) unterscheidet sich von der vorbeschriebenen Ausführung durch eine Abänderung des Antriebs für den Vorschub. Während bei der vorigen Ausführung das Universalgelenk bei den verschiedenen Schräglagen der Welle i eine Ungleichmäßigkeit im Vorschub veranlaßt, ist dies hier dadurch vermieden, daß die Antriebwelle i zwei Universalgelenke k und l hat, um jenen Fehler auszugleichen. Die Verstellung des Tisches in der Richtung parallel zur Fräserachse ist dadurch ermöglicht, daß die Welle i teleskopartig zusammenschiebbar ist.
Größere Ausführungen der letztbeschriebenen Fräsmaschinen, die gewöhnlich als Planfräsmaschinen bezeichnet werden, erhalten außer dem beschriebenen Gegenhalter zur Erzielung noch größerer Widerstandsfähigkeit eine Versteifung des Gegenhalters mit dem Arbeitstisch. Ein Beispiel hierfür bietet Fig. 6 (Ludwig Löwe & Co., A.-G., Berlin). Der Gegenhalter wird in diesem Falle durch zwei scharnierartig an dem Tisch befestigte Arme gestützt. Ein Beispiel einer besonders großen Planfräsmaschine bietet Fig. 7 (Brown & Sharpe Mfg. Co., Providence, Vereinigte Staaten von Amerika). An dieser Maschine ist im Oberteil des Kastengestells ein doppeltes Rädervorgelege eingebaut. Mit diesem und der dreistufigen Riemenrolle sowie mit zwei verschiedenen Drehgeschwindigkeiten des Deckenvorgeleges sind für den Fräser 18 verschiedene Umdrehungszahlen in der Minute von 10 bis 104 möglich. Die vorerwähnte Schere zur Versteifung des Gegenhalters ist durch einen starken Schlittenbock ersetzt, dessen Unterteil auf den Führungen des den Tisch tragenden Kniekonsols festsitzt, während der Oberteil[158] an dem Gegenhalterschafte hängt und die Führungsbüchse für den Fräserdorn trägt. Außerdem ist eine zweite Verbindung des Schaftes mit dem Fräserdorn etwa in der Mitte des letzteren vorgesehen. So ist ein Zittern des Werkzeuges beim Arbeiten ausgeschlossen. Die Uebertragung des Vorschubes von der Fräserspindell auf den Tisch geschieht mittels einer Reynoldschen Kette und Kettenrädern. Durch diese Bewegungsübertragung lassen sich günstigere Vorschubgeschwindigkeiten erreichen als bei der Anwendung von Riemenübertragung oder von Reibscheiben. Der Vorschub ist in zwangläufiger Abhängigkeit von der Umdrehungszahl der Frässpindell.
Bei den neueren Fräsmaschinen erfolgt der selbsttätige Gang des Arbeitsschlittens vielfach nicht von der Frässpindell aus, sondern unmittelbar vom Deckenvorgelege. Hierin liegt der Vorteil, daß die Schaltgeschwindigkeit besser geregelt werden kann und unabhängig von der Drehungszahl der Frässpindell ist. Infolgedessen braucht beim Wechseln der Fräsgeschwindigkeit nicht jedesmal die Schaftgeschwindigkeit besonders ermittelt und eingestellt zu werden.
J.E. Reinecker, Chemnitz-Gablenz, führt viele Fräsmaschinen derart aus, daß sie sowohl vom Deckenvorgelege als auch von der Frässpindell aus angetrieben werden können, weil von manchen Praktikern das Bedenken geltend gemacht wird, daß beim Antrieb vom Deckenvorgelege aus bei einem Vertagen des Fräserantriebes durch Rutschen oder Abfallen des Arbeitsriemens eine Zerstörung des Fräsers oder gar des Schaftwerkes eintreten kann. Diese Bedenken dürften aber bei regelrechtem Betrieb hinfällig sein.
Die vielseitigste Verwendung in der Massenfabrikation findet die Universalfräsmaschine. Sie unterscheidet sich von den vorbeschriebenen Arten dadurch, daß der Aufspanntisch drehbar ist. Ein Beispiel der einfachsten und ursprünglichsten Ausführung einer solchen Maschine bieten Fig. 8 und 9. Hier ist der Aufspanntisch c über dem in der Höhe verstellbaren Bocke d drehbar angeordnet. Der Tisch trägt den Teilkopf f und den Reitstock e. Zwischen beiden können Arbeitsstücke angespannt werden, um bestimmte Arbeiten auszuführen (z.B. das Fräsen von Schneidwerkzeugen, Vielkanten, Zahnrädern, Spiralbohrern u.s.w.), die auf den früher beschriebenen Maschinen nicht ausführbar sind. Daneben kann die Maschine in gleicher Weise wie jene benutzt werden. Zum Fräsen konischer Zahnräder wird die Teilkopfspindell g in eine schräg nach oben gerichtete Lage gebracht, um in dieser Stellung, nach Herausnahme der Spitze, das zu fräsende Kegelrad zu befestigen.
Eine neue Ausführung einer kleineren Universalfräsmaschine bietet Fig. 10 (Ludwig Löwe & Co., A.-G., Berlin). Der Spitzenhalter, der nicht mehr, wie bei älteren Konstruktionen, nur in zwei Lagern eines offenen Spindelstockes, sondern fest in seiner ganzen Länge in der Lagerhütte eines geschlossenen Spindelstockes geführt wird, kann leicht wagerecht gedreht und nach Bedarf entfernt werden. Der Aufspannschlitten, der den Universalkopf und Reitstock trägt, läßt sich auf einer drehbaren, mit Gradeinteilung versehenen Schlittenführung nach jeder Seite bis zu 45° gegen die Spindelachse verstellen. An der Längs- und Höhenrichtung gestatten Gradeinteilungen eine Schlittenverstellung bis zu 1/1000 Zoll engl. Sollen mit der Maschine Spiralarbeiten ausgeführt werden, so wird die Teilvorrichtung mit der Schraubenspindell des Aufspannschlittens durch Rädergetriebe verbunden. Infolgedessen wird bei jeder Schlittenbewegung gleichzeitig die Teilkopfspindell weiter gedreht. Die Mannigfaltigkeit der Spiralen wird durch Verwendung passender Wechselräder erreicht.
Eine vielseitige Ausbildung hat die Firma J.E. Reinecker, Chemnitz-Gablenz, der Universalfräsmaschine gegeben. Die neuesten Einrichtungen zeigen die Universalmaschinen[159] Fig. 11 und 12 dieser Firma. Der Antrieb des Tisches liegt zentral in der Drehscheibe. Der Antrieb erfolgt von innen aus, so daß die Schlitten dieser Maschine in jedem beliebigen Winkel selbstgängig benutzt werden können. Die Selbstgänge arbeiten in beiden Richtungen und lösen bei beiden Bewegungsvorrichtungen in beliebigen Punkten selbsttätig aus. Die Umschaltung der Bewegungsrichtung wird durch einen Umstellhebel bewirkt. Die Längstische haben selbsttätigen schnellen Rücklauf mit selbsttätiger Auslösung. An allen Schlittenspindeln sind Teilscheiben angebracht. Die Längsschlitten sind mit geräumigen Wasserrinnen versehen zum Auffangen des Schmiermittels und zum Schütze der Maschine. Das verbrauchte Schmiermittel wird in einen Wasserkasten geleitet, der mit Scheidewänden ausgestattet ist, durch welche sowohl schwere als auch schwimmende Verunreinigungen des Schmiermittels zurückgehalten werden. Eine Pumpe mit Ueberdruckventil fördert durch Metallschlauch das Schmiermittel in regulierbarer Menge zum Fräser Der Universalteilkopf (D.R.P. Nr. 73332) ist weiter unten beschrieben, ebenso der sogenannte Treiber für Fräsdornantrieb (D.R.P. Nr. 125026). Die Ausführung Fig. 12 hat eine sogenannte Universalspindel. Diese besitzt zwei senkrecht zueinander angeordnete Spindeln, deren eine schnell, die andre langsam umläuft. Beide Spindeln haben ein freies Ende mit konischem Loch zur Aufnahme von Fräsern oder Fräsbolzen; außerdem aber kann man bei der langsam laufenden Spindel den Fräser zwischen zwei Lagern befestigen. Durch die Universalspindel wird die Fräsmaschine sowohl als Vertikalfräsmaschine wie auch als Zahnstangenfräsmaschine brauchbar; die Einstellbarkeit der Frässpindell in beliebige Winkelstellung gestattet das Fräsen von Gewinden aller Art, von der eingängigen Schnecke bis zum Schneckenrad. Bei dieser Maschine ist ferner eine Einrichtung zum Fräsen von Stirn- und Schraubenrädern mit Reitstock von größerer Höhe vorgesehen.[160]
Fig. 13 und 14 zeigen eine Universalfräsmaschine der Cincinnati Milling Machine Company (Weltausstellung Lüttich 1905); sie ist mit allen erdenklichen Einrichtungen für ihre vielseitige Verwendbarkeit versehen. Zu besonderer Vollendung durchgeführt ist der elektrische Antrieb. Ein Nebenschlußmotor mit veränderlicher Tourenzahl, auf der erweiterten Fußplatte des Maschinengestells aufgeschraubt, treibt unmittelbar mittels Kette eine der Frässpindell vorgelegte Antriebswelle. Die der Antriebswelle gegenüberliegende Seite der Maschine wird als Bedienungsseite angenommen (Fig. 13). Dort befinden sich die Schalttafeln für den Motor sowie ein Abstellhebel, der eine Reibungskupplung auf der Antriebswelle auslöst. Diese bildet einen wichtigen Bestandteil der Maschine, denn durch sie werden zwei Bedenken beseitigt, die früher gegen den Stufenmotorantrieb erhoben wurden: 1. kann die Maschine stillgesetzt werden, ohne daß der Motor abgestellt zu werden braucht, 2. gestattet die Reibungskupplung ein allmähliches Anlassen der Maschine, wenn z.B. während einer Arbeitspause der Fräser mitten im Schnitt stillgesetzt werden muß. Unter diesen Umständen würde das Anlassen des Motors mit der daran hängenden Belastung den letzteren zu stark beanspruchen, während er beim vollen Gange den beim Einrücken der Kupplung allmählich wachsenden Widerstand leicht zu überwinden vermag. Zur Ingangsetzung dient ein Doppelhebelanlasser mit geschlossenem Flüssigkeitswiderstand, selbsttätiger Auslösung und Stromunterbrechung bei Ueberlastung. Die Geschwindigkeitsregelung geschieht durch einen Felderreger, dessen Schaltgriff über der Tür an der Bedienungsseite der Maschine sichtbar ist (Fig. 13). Es findet somit keine Drosselung des Stromes statt, sondern die Leistung des Motors bleibt bei jeder Umlaufzahl die gleiche, denn mit der Abnahme der Umlaufzahl nimmt die Umfangskraft zu, was ganz den Arbeitsanforderungen der Werkzeugmaschinen entspricht. Die Drehgeschwindigkeit der Arbeitsspindell kann mit diesen Mitteln genau dem Fräserdurchmesser angepaßt werden. Durch ein doppeltes Rädervorgelege auf der Arbeitsspindell kann jede Umlaufzahl des Motors noch verdreifacht werden. Die Anordnung des Antriebes wird weiterhin erwähnt. Der vorhin erwähnte Nachteil, der daraus entsteht, daß die Größe des Vorschubes von der Drehgeschwindigkeit der Frässpindell abhängt, wird durch die große Anzahl von Uebersetzungen im unteren Vorschubkasten (Fig. 15 und 16) abgeschwächt. Den oberen Vorschubkasten mit dem verstellbaren Doppelrade zeigen Fig. 17 und 18 in Ansicht und Schnitt. Von diesem geht eine schräge Welle nach dem unteren Karten (Fig. 14). Dort befinden sich auf gemeinschaftlicher Welle zwei Radkegel, von denen jeder sich frei drehen kann. Die einzelnen Räder eines jeden Radkegels aber sind miteinander fest verbunden; jeder wird von einem der beiden Räder 1 und 2 (Fig. 16) angetrieben, und zwar treibt das größere Rad 1 auf das kleinste Rad des äußeren und[161] das kleinere Rad 2 auf das größte Rad des inneren Räderkonus. Auf einem plattenförmigen Schieber ist eine dritte Welle gelagert. Diese ist mit der Universalgelenkwelle verkuppelt, die, wie üblich, die Vorschubbewegung nach den verschiedenen Schlittenspindeln hinüberleitet. Das Rad 3 auf dieser dritten Welle ist in einer Gabel seitlich geführt und kann durch das Segment 4 jedem einzelnen Rad der beiden Konusse gegenübergestellt und durch Bewegen der Schieberplatte in der Richtung senkrecht zur Konuswelle mit diesen in Eingriff gebracht werden, gleichviel, ob die Maschine im Gange ist oder nicht. Der obere Hebel (Fig. 15) dient zum Zurückstellen des Schiebers, um die Räder außer Eingriff zu bringen. Dies geschieht, indem man ihn in die linksseitige Endstellung bringt, worauf erst die seitliche Verschiebung des Zwischenrades 3 zwecks Vorschubänderung stattfinden kann. Der untere Hebel verschiebt das Rad 3 seitlich; bei jedem Ruhepunkt desselben kann am zugehörigen Segment die Größe des Vorschubes in der Minute für beide Uebersetzungen des oberen Radkastens (Fig. 18) abgelesen werden; es sind dies 16 Vorschübe für jede Spindelgeschwindigkeit. Um die Leistungsfähigkeit der Maschine namentlich bei Verwendung von Schnellarbeitsstahl voll auszunutzen, wird zuerst die Umlaufzahl der Frässpindell geregelt, wobei nach Angabe der Cincinnati Milling Machine Company eine Schnittgeschwindigkeit von etwa 450 mm in der Sekunde für Schnellstahl zugrunde zu legen ist; dann wird der Vorschub allmählich so weit gesteigert, wie die Bauart der Maschine es zuläßt. Ein solches Vorgehen ist allerdings nur möglich an einer Maschine, bei der, wie bei dieser, sämtliche Teile stark genug sind, um die Höchstleistung des Antriebsriemens oder des Motors auszuhalten.
Erwähnenswert ist noch der Spindelkopf für Universalfräsmaschinen von Huré, Paris. Bei dieser Einrichtung läßt die Frässpindell sich in beliebige Lage zum Arbeitsstück bringen, wie die Fig. 19–22 zeigen. Die von der Antriebsspindell angetriebenen, die Bewegung auf die Frässpindell übertragenden Räder liegen in einem zweiteiligen, schräg geteilten Gehäuse. Durch Verdrehung der beiden Teile gegeneinander und um die Stufenrollenachse sind[162] die verschiedenen Lagen der Frässpindell erreichbar, wobei an dem äußeren Stellten verschiedene Fräseinrichtungen befestigt werden können, z.B. ein Gegenhalter (Fig. 19) u.s.w. Die Triebräder müssen in dem Gehäuse so gelagert sein, daß ihr Eingriff bei der gegenseitigen Verstellung der Gehäuseteile bestehen bleibt. Die genaue Einstellung der Frässpindell läßt sich durch an dem Umfang der verstellbaren Teile angebrachte Einteilungen ablesen. – Weiter sind verschiedene Bauarten von Fräsmaschinen mit wagerechter und in der Höhenrichtung nicht verstellbarer Frässpindell in einfacher oder doppelter Anordnung zu erwähnen, wobei der Arbeitstisch nicht seitlich am Gestell, sondern auf einem Mitteltisch angeordnet ist. Die horizontale Fräsmaschine (Berliner Werkzeugmaschinenfabrik A.-G., vorm. L. Sentker) mit besonders gelagertem Reitstock hat selbsttätige Tischbewegung in vier Geschwindigkeiten und Selbstauslösung in jedem Punkte. Beachtenswert ist, daß der Tisch auf einer starken Schraubenspindell ruht, die mittels Schneckengetriebe in senkrechter Richtung verstellt werden kann (Fig. 23).
Eine besondere Abart der Fräsmaschinen mit in der Höhe unverstellbarer wagerechter Spindel hat in neuerer Zeit unter der Bezeichnung Rundfräsmaschine vielfach Verbreitung für das Fräsen äußerer oder innerer Kreisflächen gefunden, z.B. für Zahnradkränze, Schnurscheiben, gerade und ballige Riemenscheiben, Walzen u.s.w. Die Arbeit soll sich halb so billig stellen als auf der Drehbank, da ein Arbeiter sechs solcher Maschinen bedienen kann (Fig. 24, Ludwig Löwe & Co., A.-G., Berlin). Die Frässpindell läuft in langen zylindrischen Lagern und kann durch einen Gegenhalter gestützt werden, der aber beim Innenfräsen nicht anwendbar ist. Der Aufspannkopf ist in langen Prismenführungen parallel und rechtwinklig zur Frässpindell verschiebbar. In beiden Richtungen gestatten die an den Stellspindeln angebrachten Gradeinteilungen das Verstellen des Aufspannkopfes um 1/20 mm. Der selbsttätige Vorschub, d.h. die Umdrehung des Arbeitsstückes, wird durch Wurmgetriebe bewirkt. Eine selbsttätige Auslösung führt nach vollendeter Umdrehung des Arbeitsstückes den gleichzeitigen Stillstand des Arbeitsstückes und des Fräsers herbei, letzteres, um zu verhindern, daß der Fräser durch »Mahlen« das Arbeitsstück an der Endstelle nur- und werden läßt. Der Vorschub, der mittels Wechselrad und Friktionsscheiben geregelt wird, beträgt 15–90 mm minutlich. Die Reibungsscheiben werden durch eine Steuerkurve so verschoben, daß der für ein bestimmtes Material als günstig befundene Vorschub bei allen Durchmessern der Arbeitsstücke annähernd gleichbleibt, solange der Durchmesser der Fräser derselbe ist.
Fräsmaschinen mit zwei festen wagerechten Spindeln haben vielfache Ausgestaltung erfahren. Fig. 25 und 25a veranschaulichen eine Doppelfräsmaschine von Droop & Rein für die Herstellung durchgehender Keillöcher. Insbesondere eignet sich die Maschine zum Ausfräsen solcher Schlitze an Zughaken, Kuppelmuffen u. dergl. für Eisenbahnfahrzeuge. Die Werk -stücke werden auf dem mit Wasserrinnen umgebenen Aufspanntisch 1 befestigt und mit diesem hin und her bewegt. Auf den Frässpindeln 2 und 3 sitzen die Antriebsriemenscheiben 4 und 5. Von der Frässpindell 3 aus wird durch Riementrieb und das unten am Rahmen angeordnete Vorgelege 6 die Welle 7 angetrieben. Von der Welle 7 aus wird durch Schneckengetriebe 8, Hubscheibe 9 und Zugstange 10 der Arbeitstisch hin und her bewegt. Der Vorschub der Frässpindeln wird ebenfalls von der Welle 7 abgeleitet. Durch konische Räder 11, Welle 12,[163] Schneckengetriebe 13, Welle 14, Stirnräder 15, Wellen 16, Schneckengetriebe 17 sowie Zahnstangengetriebe erfolgt der Vorschub der Frässpindeln. Jede der Wellen 16 ist in einer Lagerhütte 18 gelagert, die um den Zapfen 19 drehbar und mit einem Handgriff 20 versehen ist. Durch einen doppelarmigen Hebel 21, der unten eine Nase besitzt und oben eine Stiftschraube 22 trägt, wird jede der Lagerhütten 18 gestützt. Drücken am Ende des Fräservorschubs die an der Bewegung der Spindeln teilnehmenden Anschlagstifte 23 gegen die Stiftschrauben 22, so schnappen die Lagerhütten 18 aus den Nasen der Hebel 21 aus und schwingen derartig um die Zapfen 19, daß die Schneckengetriebe 17 und die Stirnradgetriebe 15 außer Eingriff kommen. Die Frässpindeln werden alsdann durch die Gewichte 24 selbsttätig zurückgezogen. Die Hin- undherbewegung der Frässpindeln kann auch durch die Handkurbeln bewirkt werden. Der Vorschub der Frässpindeln wird durch Verstellung der Stiftschrauben 22 geregelt. Der Hub des Arbeitstisches läßt lieh in bekannter Weise durch Verstellen der Hubscheibenschraube ändern. Durch ein Handrad kann die Lage des Tisches 1 zur Zugstange 10 geregelt werden, so daß man das Werkstück genau einstellen kann. Von der Vorgelegewelle 6 aus wird durch Schneckengetriebe, Hubscheibe und Zugstange eine Flügelpumpe betätigt, die durch eine Rohrleitung den Werkzeugen das Seifenwasser zuführt. Die Maschine arbeitet in der Weise, daß beide Spindeln gleichzeitig bis auf ungefähr 1/2 mm vorgeschaltet werden. Dann wird die eine Spindel selbsttätig zurückgezogen und das Keilloch von der weiterarbeitenden zweiten Spindel vollendet. Nach erfolgtem Durchgang wird auch diese selbsttätig zurückgezogen.
Eine Fräsmaschine mit zwei wagerechten Spindeln, bei der eine Frässpindell fest, die andre in Höhenrichtung etwas verstellbar ist, zeigt Fig. 26 (Moßdorf & Mehnert, Chemnitz).
Die Höhenverstellung der einen Frässpindell wird durch Verschieben des Spindelstockes auf einer Schrägfläche erzielt. Dadurch ist es möglich, Fräser mit geringen Abweichungen im Durchmesser gleichzeitig zu verwenden, indem der Unterschied in den Durchmessern durch entsprechende Einstellung des verschiebbaren Spindelstockes ausgeglichen wird.[164]
Während alle bisher beschriebenen Fräsmaschinen eine feste Arbeitsspindell und senkrecht verstellbaren Tisch haben, zeigt die Lincoln-Fräsmaschine eine solche Anordnung, bei welcher der Arbeitstisch fest, die wagerechte Spindel senkrecht verstellbar ist. Diese Art Maschinen werden überall da vorteilhaft angewandt, wo eine größere Anzahl gleichartiger Werkstücke ohne Aenderung der Höhenlage der Spindel bearbeitet werden soll, also bei der Massenfabrikation. Die Lincoln-Maschinen gehören zu den wichtigsten Arbeitsmaschinen für die massenweise Erzeugung gleichartiger Teile. Bei der in Fig. 27 dargestellten Lincoln-Maschine (Ludwig Löwe & Co., A.-G., Berlin), ist die Arbeitsspindell in zwei Gleitstücken gelagert, die sich zwischen Gleitständern des Spindelstockes durch Zahnräder und Schraubenspindeln einerseits und durch zwei obere Druckspindeln anderseits verschieben lassen. Der Vorschub des Schlittens ist für veränderliche Geschwindigkeiten eingerichtet. Außerdem ist eine selbsttätige Auslösung vorgesehen, so daß, wenn das Arbeitsstück fertig gefräst ist, der Schlitten stillsteht. An der Maschine ist eine Vorrichtung, durch die der Arbeiter verhindert ist, bei Unaufmerksamkeit mit dem Schlitten sich dem Fräser zu schnell und plötzlich zu nähern. Die Arbeitsspindell besitzt einen inneren Konus, in dem der Fräsdorn gehalten wird. Bei langen Fräsdornen ist zur Erzielung größerer Steifheit eine Gegenspitze angebracht.
Während bei dieser Fräsmaschine am Spindelkasten getrennte Lager für die Frässpindell vorhanden sind, bildet bei der Reineckerschen Fräsmaschine (Fig. 28) der Spindelkasten ein festes Ganzes und ist an einer Schlittenführung senkrecht verstellbar, an der er mit Schrauben festgeklemmt werden kann.
Die Langfräsmaschine Fig. 29 (Moßdorf & Mehnert, Chemnitz) hat zur Höhenverstellung der Spindelplatte eine Schraubenspindell mit Millimetergewinde; die Spindel ist mit einer Skala versehen, mit deren Hilfe es möglich ist, das Werkzeug auf 1/10 mm genau einzustellen. Hat die Spindelplatte die richtige Höhenstellung, so kann sie mit zwei Bremsschrauben festgemacht werden. Es ist auch ein einstellbarer Anschlag vorhanden, mittels dessen die Spindelplatte immer wieder in eine bestimmte Höhenstellung zurückgebracht werden kann.
Eine Fräsmaschine mit zwei in der Höhenrichtung verschiebbaren Spindeln[165] zeigt Fig. 30, die eine zweispindlige Langfräsmaschine der Maschinenfabrik Pekrun in Coswig darstellt. Ein Vorzug dieser Maschine besteht in der Vielseitigkeit ihrer Anwendung. Sie gestattet fünf verschiedene Arbeitsweisen: Parallelfräsen, Planfräsen mit Walzenfräsern oder Satzfräsern, gleichzeitiges Fräsen zweier verschiedener Werkstücke mittels unabhängig voneinander angetriebener Stirn- oder Walzenfräser, Bearbeitung von Flächen, die eine senkrechte Vorschubrichtung des Werkzeuges erfordern, und Ausbohren von zylindrischen Löchern rechtwinklig zu den seitlich gefrästen Flächen. Fig. 30 zeigt die Maschine beim Arbeiten beider Spindeln unabhängig voneinander. An dem Gestell a sind zu beiden Seiten zylinderförmige Sockel b, b angeschraubt, in denen lieh säulenförmige Ständer c, c teleskopartig auf und nieder schieben lassen. Die Oberteile der Ständer sind als Spindelstücke ausgebildet und bergen den Antrieb für die Spindeln, ferner Schneckengetriebe zum Heben und Senken der Ständer. Jede Spindel wird unabhängig von der andern durch eine Stufenrolle angetrieben, der zwei verschiedene Drehgeschwindigkeiten erteilt werden können. Als Antrieb ist Globoidschneckenantrieb gewählt. Für den Tischantrieb sind 80 verschiedene Arbeitsunterschiede minutlich verfügbar; für den Tischrücklauf ist eine 25fache Beschleunigung angeordnet. Fast alle beweglichen Teile der Maschine sind im Gestell eingeschlossen und dadurch vor Staub und Spänen geschützt. Die Maschine wird von derselben Firma auch als Einständerfräsmaschine ausgeführt.
Langfräsmaschinen führt man auch in der Form von Hobelmaschinen aus, insbesondere wenn sie für schwere Arbeiten bestimmt sind. Bei solchen Maschinen werden die Ständer auf einem am Bett seitlich angegossenen Sockel von gleicher Höhe wie das Bett angeschraubt (Fig. 31), oder sie werden von der Seite mit dem Bett verankert (Fig. 32). Für den wagerechten Arbeitsdruck, der den Ständer nach hinten zu kippen bestrebt ist, ist der Hebelarm bei Ausführung nach Fig. 31 kleiner als bei der andern Ausführung. Infolge der schweren Bauart dieser Fräsmaschinen in der Form von Hobelmaschinen ist das Feineinstellen des Fräsers in der Höhenlage schwierig und es erfolgt ungleiche Verschiebung von Spindelstock und Gegenbock infolge toten Ganges und infolge der Ungleichheiten der senkrechten Spindeln und deren Antriebsteile. Erst in neuerer Zeit ist es möglich gewesen, diesen Maschinen Eingang zu verschaffen, indem es erst neuerdings gelungen ist, den Uebelstand, der sich bei der seinen Höheneinstellung der Fräser bemerkbar machte, zu beseitigen. Früher geschah dies durch Heben und Senken des Quersteges mittels Schraubenspindeln, die zu beiden Seiten in den Ständern herabgehen. Allein die Unregelmäßigkeiten und der tote Gang der Schraubenspindeln und -muttern und das unvermeidliche Spiel in den Antriebsrädern machten es fast unmöglich, in allen Höhenlagen die genau parallele Lage des Quersteges zum Tisch zu erhalten. Dazu kommt noch, daß beim Lockern der Befestigungsschrauben des Quersteges an den Ständern der Quersteg stets etwas vornüberhängt und nach dem Einstellen beim Anziehen der Muttern wieder zurückgeht.
Ein Verfahren zum genauen Einstellen des Fräsers an Fräsmaschinen schlägt die Elsässische Maschinenbaugesellschaft in Grafenstaden an der von ihr gebauten Langfräsmaschine (Fig. 33) ein; die Vorrichtung (D.R.P. Nr. 108242) veranschaulichen Fig. 34 und 35. Ist das Arbeitsstück auf dem Tisch a festgespannt, so wird Quersteg c an den Ständern b b hinunterbewegt, um den Fräser s in die ungefähre Lage über dem Werkstück zu bringen. Frässpindell p und der mit ihr verbundene Fräsdorn q sind exzentrisch in Büchsen n und o gelagert. Letztere sitzen drehbar in den Schlitten e und d und lassen sich von dem Handrade f aus durch die Welle g, Kegelräder h, i, Wellen k und die in die Schneckenräder m eingreifenden Schnecken l gleichzeitig drehen. Auf dem Fräsdorn q wird Fräser s mittels der Büchse r festgespannt. Stirnrad t zur Drehung der Frässpindell p samt Fräsdorn q und Fräser s sitzen drehbar[166] auf einem Ansatze der Büchse n, der exzentrisch in bezug auf die Frässpindell, aber zentrisch in bezug auf die Außenfläche der Büchse n ist. Zur Kupplung des Stirnrades t mit der Frässpindell p dient die auf letzterer mittels Feder und Muttern gesicherte Scheibe v, die am Umfange einen Einschnitt für die eingreifende, am Stirnrade t beteiligte Schraube u hat. Durch Drehen des Handrades f kann der Fräser s jederzeit, selbst beim Gange der Maschine, aufs genaueste eingeteilt werden. Zum Antrieb der Maschine Fig. 33 dient ein Elektromotor, der an einem Ständer der Maschine angebaut ist und seine Bewegung unmittelbar auf eine Schneckenwelle durch ein paar mehrläufige Keilriemenscheiben überträgt.
Bei der Langfräsmaschine Fig. 36 (W.C. Armstrong, Whitworth & Cie., Manchester) ist der Antriebsmotor unmittelbar mit der wagerechten Antriebswelle gekuppelt, wodurch der Frässpindell alle möglichen zwischen 33 und 100 liegenden Umdrehungsgeschwindigkeiten erteilt werden können. Der Ständer der Maschine ist auf einem am Bett seitlich angegossenen Sockel von gleicher Höhe wie das Bett aufgeschraubt (Fig. 31). Das Bett ist im Grundriß kreuzförmig; auf den beiden kurzen Kreuzarmen sitzen die Ständer. Der Fräserantrieb wird von der Antriebswelle durch Winkelräder auf eine senkrechte Welle und von da durch Schneckengetriebe auf die Frässpindell geleitet. Der Tisch wird durch eine feststehende Schraube mit sich drehender Mutter bewegt; sein Antrieb wird von der Motorwelle aus durch Stirnräder auf eine wagerechte Welle übertragen. Ein Bewegungsausschalter, vom Motor unabhängig, sowie eine Umschaltvorrichtung vom Langsam- zum Schnellgang des Tisches sind vorgesehen. Die Parallelverschiebung des Fräsers erfolgt, indem der Frässchlitten von einem Ständer zum andern hinüberreicht und an seinem rechtsseitigen Ende mit Führungsbahn für den Gegenbock versehen ist, so daß dieser sich mit dem Spindelhauptlager senkrecht verschiebt und nur in axialer Richtung seine Lage der Länge des Fräsers angepaßt wird.
Bei Langfräsmaschinen, die in ihrem äußeren Ansehen und ihrer Bauart einer Hobelmaschine gleichen, werden zuweilen die die Frässpindelschlitten tragenden Ständer quer zur Bewegungsrichtung des Tisches und in Richtung der Fräserachse verschiebbar angeordnet, wie dies beispielsweise bei der in Fig. 37 dargestellten Langfräsmaschine (I.E. Reinecker, Chemnitz) der Fall ist. Bei dieser Maschine erhält die Frässpindell an beiden Enden getrennten Antrieb. Infolgedessen werden die bei einseitigem Antrieb und breiten Frässchnitten eintretenden[167] Erschütterungen abgeschwächt. Für die Feineinstellung der Frässpindell ist eine Verstellbarkeit in der Längsrichtung vorgesehen. Haben die Frässchlitten Selbstgang in senkrechter Richtung, so wird durch Gegengewichte das Gleichgewicht hergestellt, um in beiden Richtungen gleichguten Selbstgang zu erhalten. Beide Frässchlitten sind mit Höhenskala und Nonius versehen, die an den Innenseiten der Ständer angebracht sind und die Einstellung der Schlitten zum Arbeitsstück oder zueinander auf 1/10 mm Genauigkeit gestatten.
Erwähnenswert ist auch die in Fig. 3& dargestellte zweifpindlige Fräsmaschine (Maschinenfabrik Pekrun, Coswig, Sachsen), deren Fräserspindeln außer der Verstellung in senkrechter Richtung eine Schrägeinstellung unabhängig voneinander zulassen, indem die Spindelscheiben um ungefähr 45° nach oben und unten drehbar sind.
Eine Fräsmaschine mit mehreren Spindeln, die sich besonders für Massenfabrikation eignet, zeigt Fig. 39 (Warner & Swasey, Cleveland, Ohio). Diese Maschine besitzt vier Arbeitsspindeln, die, je zwei und zwei übereinander gelagert, die gleichzeitige Bearbeitung von vier Flächen ermöglichen. Die beiden Winkelständer für die Spindellagerungen sind unabhängig voneinander auf dem Bette verschiebbar. Die oberen Spindellagerungen sind senkrecht verstellbar. Es lassen sich ferner die unteren Spindellagerungen zur Ausgleichung von Maßdifferenzen bei ungleichlangen Fräsern wagerecht etwas verstellen.[168]
Die Vertikalfräsmaschine mit senkrecht angeordneter Fräserspindell dient zum Fräsen von flachen schwalbenschwanzförmigen Führungen (Nuten- oder Langlochfräsmaschinen) u.s.w. Sie wird vielfach vorteilhaft statt der Stoß- und Hobelmaschinen zum Fräsen größerer Maschinenteile, schwerer Hammergesenke oder dergl. benutzt. Sie kann mit besonderen Einrichtungen zum Fräsen von Kurven, z.B. mit Schablonenführungen (Kopierfräsmaschinen) ausgerüstet sein. Die senkrechte Frässpindell kann in einem festen oder verstellbaren Spindelschlitten gelagert sein. Die Verstellbarkeit des Spindelschlittens läßt sich auf die Höhenrichtung beschränken. Außerdem kann der Spindelstock drehbar sein, um die Frässpindell auch in schrägen Lagen verwenden zu können. Die erstere Ausführung mit unbeweglicher Spindel dient hauptsächlich für kleinere Arbeitsstücke, deren Umspannung für die verschiedenen Lagen keine besonderen Schwierigkeiten bietet, wobei natürlich der Arbeitstisch in der Höhenlage für den Zweck der Anstellung verstellbar sein muß. Die Maschinen mit verstellbarer Spindel werden hauptsächlich für Bearbeitung größerer Maschinenteile gebraucht, wobei die Arbeitsstücke auf einem in der Höhe nicht verstellbaren Arbeitstisch ruhen, der zur Erhöhung der Fettigkeit mit dem Maschinengestell aus einem Stück bestehen kann (Stoßmaschinenform). Sind Spindel und Arbeitstisch verstellbar, so kann die Anstellung des Werkzeuges in der Weise erfolgen, daß zunächst die Spindel mit dem Fräser in die Nähe des Arbeitsstückes gebracht wird und daß dann die Genaueinstellung durch Bewegung des Arbeitstisches erfolgt.
Die Fig. 40 und 41 zeigen eine Vertikalfräsmaschine von schwererer Bauart mit elektrischem Antrieb in Seiten- und Vorderansicht (Droop & Rein, Bielefeld). Der Elektromotor 5 überträgt die Bewegung mittels Rollen 6 und 7, Rädervorgelege 8 und 9 sowie Riemenrolle 10. Von letzterer leitet ein über Leitrollen 12, 12 gelegter Riemen 11 die Bewegung auf eine auf der Fräserspindell steckende Rolle 4, die entweder mit der Spindel 3 gekuppelt wird oder die Spindel durch ein doppeltes Rädervorgelege betreibt. Schlitten 2 gleitet am oberen Teil des Ständers auf und nieder und wird durch ein in seine Zahnstange eingreifendes Getriebe bewegt Auf dem am Ständer 1 auf der Schraubenspindell 13 auf und nieder gleitenden Tische 14 wird Querschlitten 16 durch Spindel 18 verschoben. Der Antrieb des mittels des Untersatzes 19 auf die Tischplatte 17 gesetzten Drehtisches 20 erfolgt durch Schneckengetriebe von Schraubenspindell 18 aus durch Stirnräder 21, 22, Umkehrräder, Getriebe und durch die Welle 15. Fig. 42 veranschaulicht dieselbe Maschine mit Riemenantrieb vom Deckenvorgelege aus.[169]
Ein andres Beispiel einer Vertikalfräsmaschine schwererer Bauart mit in der Höhe nicht verstellbarem Tisch zeigen Fig. 43 und 44 (Elsässische Maschinenbaugesellschaft, Grafenstaden). Diese Maschine, bei welcher eine Kopiervorrichtung (s. später) vorgesehen ist, dient zum Fräsen der verschiedensten Stücke von Lokomotiven, Dampfmaschinen u.s.w. Das Gestell trägt oben die Fräserspindell a und unten auf dem wagerechten Fußbett eine Gruppe von Kreuz- und Rundschlitten c. Die Fräserspindell a lagert mit dem unteren Ende in einem verstellbaren Bock e und oben in der Nabe eines konischen Rades. Die senkrechte Verschiebung der Fräserspindell erfolgt selbsttätig für das Bohren und von Hand für das Fräsen; Spindel a und Lagerbock e sind durch Gegengewicht ausbalanciert. Die Schlittengruppe besteht aus einem Längsschlitten mit darüberliegenden Querschlitten und darauf der runden Aufspannscheibe und zwei zu beiden Seiten derselben in gleicher Höhe liegenden Platten zum Tragen langer Stücke. Die Bewegung wird mittels Stufenscheiben in acht verschiedenen Geschwindigkeiten durch eine Gruppe konischer Räder mit Ausrückmuffe, Schnecke und Schneckenrad auf eine Querwelle und von dort mittels Schnecke auf die Mutter der festliegenden Längsspindell im Unterschlitten übertragen. Von der gleichen Querwelle aus werden der zweite Schlitten sowie der Rundschlitten durch Stirnräder bewegt. Die auf einer Seite des Querschlittens zum Profilfräsen (vgl. später) angebrachte Schablone stützt sich auf eine Führungsrolle, deren Stellung in der Längsrichtung veränderlich ist. Der Anzug der Schlitten gegen diese Führungsrolle geschieht durch die Längsspindell; diese geht am äußeren Ende in eine Zahnstange über und wird durch konische Räder, Sperrad oder Gegengewichte längs verschoben. In eigenartiger Weise geschieht bei der vertikalen Fräsmaschine nach Fig. 45–48 (Brown & Sharpe, Providence, Ver. Staaten) die Höheneinstellung des Fräsers. Der Ständer der Maschine ist eine starke runde Säule, die sich in dem tonnenförmigen Anbau des Kastengestelles[170] zur Höhenverstellung der Fräserspindell teleskopartig verschieben läßt. Zum Feineinstellen des Fräsers dient ein seitlich am Spindelkasten angeordnetes Handrad a (Fig. 47), durch dessen einmalige Umdrehung der Fräser um etwa 1/40 mm gehoben oder gesenkt wird. Von der senkrechten Antriebswelle b (Fig. 46 und 47) aus wird die Bewegung durch die Reynoldsche Kette c auf ein an der Fräserspindell e sitzendes Kettenrad d übertragen, das entweder unmittelbar oder durch die neben ihm gelagerten Uebersetzungsräder die Spindel mitnimmt. Fig. 48 ist ein Schnitt durch Unterkasten, Querschlitten und Aufspanntisch, woraus die Führung des breiten Querschlittens auf dem Unterkasten ersichtlich ist. Die beiden äußeren Schlittenbahnen m, m dienen als Auflageflächen und sind seitlich nicht von anliegenden Führungsflächen begrenzt; auf jeder Seite verhindert eine von unten angeschraubte Platte n bezw. o ein Abheben des Schlittens p. Eine dritte mittlere Führungsleiste q des Bettes dient zur eigentlichen Schlittenführung; senkrecht unter ihrer Mitte befindet sich die Schraubenspindell r.
Eine Vertikalfräsmaschine mit drehbarem Spindelstock zeigt Fig. 49 (Curd Nube, Maschinenbauanstalt, Offenbach a.M.). Bei dieser Maschine liegen zwei Fräser einander gegenüber, so daß eine Bearbeitung des Werkstückes gleichzeitig von unten und von oben möglich ist. Der Hauptfräser ist senkrecht angeordnet und arbeitet von unten; der obere Fräser sitzt an einem drehbaren Fräskopf und kann infolgedessen für schräge Arbeiten Anwendung finden. Die Maschine findet hauptsächlich in Gesenkschmieden, im Waggonbau u.s.w. Anwendung. Sie kann mit mehreren Selbstgängen ausgerüstet werden, und zwar so, daß diese unmittelbar nacheinander zur Wirkung kommen. Der drehbare Kopf ermöglicht, schräg zueinander stehende Löcher zu bohren oder schräge Flächen sowie konkave oder konvexe Kegelflächen zu fräsen.
Bei den bisher beschriebenen Vertikalfräsmaschinen ist die Spindel nur in senkrechter Richtung verstellbar. Außer diesen Verstellungen kann noch eine Verschiebung der Vertikalspindel in wagerechter Richtung vorhanden sein. Solche Maschinen werden besonders zur Herstellung von Nuten und Langlöchern verwandt (Langloch- oder Nutenfräsmaschine). Eine Langloch- oder Nutenfräsmaschine, bei welcher der Ständer für die Spindellagerung wagerecht verschiebbar ist, zeigt Fig. 50 (Droop & Rein, Bielefeld). Das Werkstück liegt beim Arbeiten still und ist nur in Quer- und Höhenrichtung von Hand verstellbar. Der Frässchlitten wird auf dem Bett selbsttätig hin und her geschaltet, wobei verstellbare Anschläge die Bewegung[171] nach beiden Richtungen hin begrenzen. Die Fräserspindell ist in einem Schieber gelagert und mit diesem senkrecht selbsttätig und auch von Hand zu schalten. Das ausrückbare Rädervorgelege sitzt am Spindelschlitten, unmittelbar auf die Fräserspindell übertragend. Es wird auf diese Weise der Antriebriemen auch beim Fräsen breiter Nuten nur mäßig beansprucht. Die Umdrehungsgeschwindigkeit der Fräserspindell kann achtfach, die Schaltung sechsfach verändert werden. Bei dieser Maschine werden die Nuten in Stufen von 1–4 mm Tiefe eingearbeitet; kleinere Nuten können in einem Schnitt hergestellt werden.
Eine Maschine ähnlicher Art ist in Fig. 51 und 52 in Vorder- und Seitenansicht dargestellt (de Fries & Cie., A.-G., Düsseldorf). Bei dieser Nutenfräsmaschine mit in Höhenrichtung und quer verschiebbarer Spindel finden Nutenfräser (s. Fräser) Anwendung, welche die Nut in einem einzigen Schnitt fräsen (D.R.P. Nr. 154242). Der Tisch der Maschine ist quer und senkrecht zur Fräserachse verstellbar. Der Fräser, der stets den gleichen Durchmesser wie die zu fräsende Nut hat, wird in den Konus a der Spindel b gesteckt. Letztere dreht sich in einer Hülfe, auf welche die selbsttätige Vorschubvorrichtung wirkt. Ist das Loch in seiner ganzen Tiefe gebohrt, so schaltet sich der Vorschub selbsttätig aus und die Längsbewegung ein. Ist die vorher einzustellende Länge der Nut erreicht, so schaltet sich die Längsverschiebung selbsttätig aus, wobei gleichzeitig eine elektrische Alarmglocke ertönt. Die Maschine erfordert also keine weitere Bedienung mehr, sobald sie nach Aufspannen des Arbeitsstückes in Gang gesetzt ist. Es kann somit ein Arbeiter mehrere Maschinen bedienen. Der Antrieb der Arbeitsspindell erfolgt durch Stufenscheiben c von einer Hauptwelle d, die mittels Wurmgetriebe e eine schräg gelagerte Welle f mit Wurmgetriebe g treibt. Bevor die Maschine in Tätigkeit tritt, wird die verlangte Tiefe und Länge der Nut (letztere von Mittelpunkt zu Mittelpunkt der Fräserendstellungen gemessen) an einer Einteilungsscheibe eingeteilt. Der Antrieb der Maschine erfolgt entweder mittels Deckenvorgelege oder durch einen Motor mit Wechselgetriebe. Für die Zuführung der Schmierung zu den Fräsern dient eine kleine Pumpe. Der Tisch und die Grundplatte der Maschine sind von Wasserrinnen umgeben.
Vertikalfräsmaschinen können in gleicher Weise wie Fräsmaschinen mit wagerechten Spindeln mit mehreren Spindeln ausgeführt werden, die unabhängig voneinander verschiebbar sein können. Eine solche Maschine zeigt Fig. 53 (Droop & Rein, Bielefeld). Die Höhenverstellung der beiden Fräserspindeln um größere Strecken erfolgt durch Heben und Senken des Quersteges von Hand durch Drehen der zwei senkrechten Schraubenspindeln in den beiden Seitenständern. Das Feineinstellen geschieht durch Verschieben der Lagerbüchsen der Fräserspindeln mittels Handrads, Schneckengetriebes und Zahnstange. Der Tisch mit rechteckigen Führungen wird von einer auf schräger Welle sitzenden Schnecke, die in seine Zahnstange unmittelbar eingreift, angetrieben; durch ein paar Stufenscheiben zum Tischantrieb[172] werden verschiedene Vorschubgeschwindigkeiten verfügbar. Zum Rundfräsen wird ein Drehtisch benutzt, der sowohl von Hand als auch selbsttätig gedreht werden kann. Auf der Maschine lassen lieh gerade und zylindrische Flächen bearbeiten; es können auch mehrere gleichartige Gegenstände hintereinander gespannt und pachtweise bearbeitet werden.
Die Vereinigung einer zweispindligen Vertikalfräsmaschine mit einer zweispindligen Horizontalfräsmaschine veranschaulicht Fig. 54 (Elsässische Maschinenbauanstalt, Grafenstaden). Zu den Seiten des Maschinenbettes sind zwei oben durch einen Querschlitten verbundene Ständer befestigt. Zwei Arbeitsschlitten können auf dem Querschlitten bewegt werden. Der Antrieb der vier nachstellbaren Fräserspindeln erfolgt durch einen Elektromotor, Reduktionsvorgelege sowie Rädertriebe unmittelbar oder mit Rädervorgelege. Mittels einer Kupplung kann eine der beiden wagerechten Spindeln oder können beide zugleich außer Tätigkeit gesetzt werden. Zu erwähnen ist noch der selbsttätige unabhängige Vorschub der Frässchlitten auf dem Querschlitten durch die unten befindlichen Sellersschen Reibscheiben, die ihre Bewegung mittels Umsteuerungsrädern auf die Querschlitten übertragen.
Wenn es sich um das Fräsen gleichartig geformter Werkstücke handelt, was insbesondere bei der Massenfabrikation unregelmäßig geformter Werkstücke vorkommt, verwendet man häufig Kopierfräsmaschinen. Bei diesen Maschinen dient zur Formgebung eine Schablone, die den wechselseitigen Vorschub des Werkzeuges hervorbringt. Außer der Frässpindell a (Fig. 55) ist dann noch eine Kopierspindel b angeordnet, die der Frässpindell a entsprechend der Form der Schablone c den Quervorschub erteilt. Die Schablone c ist neben dem Werkstück d auf dem Tisch e festgespannt. Durch ein Gewicht f oder durch Federwirkung wird die Kopierspindel b mit der Schablone c in Berührung gehalten. Kopierfräsmaschinen können sowohl zur Bearbeitung von Außenflächen (Fig. 56) als auch zur Bearbeitung von Schlitzen, Nuten, unrunden Kurven u. dergl. dienen (Fig. 57). Solche Maschinen werden mit einer und mit mehreren Frässpindeln ausgeführt.
Eine einspindlige Kopierfräsmaschine zeigt Fig. 58, bei der neben der Frässpindell der Kopierstift angeordnet ist. Die sonstige Bauart ist ähnlich wie die gewöhnlicher Vertikalfräsmaschinen.
Fig. 59 (Elsässische Maschinenbauanstalt, Grafenstaden) veranschaulicht eine Kopierfräsmaschine schwerer Bauart zum Bearbeiten größerer Stücke, wie Pleuelstangen, Kulissen, Balanciers u.s.w. Der Frässchlitten ist mit Mutterschloß versehen. Der Kopierstift auf der linken Schlittenseite stützt sich an die Schablone auf dem Tische. Durch zwei mit nachstellbaren Gegengewichten versehene Hebel, die mittels Getriebes auf die an dem Schlitten befestigte Zahnstange wirken, wird der Stift gegen die Schablone gedrückt. Die Wirkung der Hebel nach der einen oder andern Richtung wird durch Wendegetriebe erzielt.
Bei der in Fig. 60 (Ludwig Löwe & Co., A.-G., Berlin) veranschaulichten zweispindligen Kopierfräsmaschine dient ebenfalls die eine Arbeitsspindell zum Vorfräsen, die andre zum Fertigfräsen. Die Spindeln werden gleichzeitig im gemeinschaftlichen Schlitten durch Trieb- und Zahnstange mittels Handkurbel in wagerechter Richtung bewegt. Beim Fräsen[173] geschlossener innerer Formen wird der Fräser durch Herabdrücken des Spindelschlittens in das Arbeitsstück eingeführt und durch einen einfallenden Riegel in dieser Stellung festgehalten. Nach vollendeter Arbeit wird der Riegel gelöst und der Fräserschlitten durch eine Spiralfeder in seine frühere Stellung zurückgebracht.
Eine eigenartige Bauart weist Nubes Universalfräsmaschine (Fig. 61) auf. Diese Maschine ist besonders zur Herstellung von Schnitten aller möglichen Formen geeignet. Die senkrechte Fräserwelle ist in unveränderlicher Lage und ragt von unten durch den Tisch hindurch. Das Arbeitsstück wird auf einen Rundtisch mit Drehbewegung von Hand aufgespannt; dieser Rundtisch bildet den Oberteil eines breitbasigen Kreuzschlittens, der in der Mitte durchbrochen ist und an einer Säule, deren Mittelpunkt die Fräserwelle bildet, auf und nieder bewegt werden kann. In die Schnittplatte, die ausgefräst werden soll, wird zunächst nur ein Loch gebohrt und dann der Fräser in diesem Loch angesetzt, wobei die Tischhöhe so eingestellt wird, daß der Fräser oben noch etwas aus der Platte herausschaut; darauf wird die vorgezeichnete Oeffnung mit einem einzigen Fräserdurchgang ausgefräst. Der Fräser ist konisch, nach unten dicker, so daß man gleich den nötigen Auszug an den Schnittwandungen erhält. Eine an dem Maschinengestell angebrachte stellbare Nadel dient zum Einstellen des Arbeitsstückes nach vorgezeichneten Linien parallel zu den Tischbahnen.
Die in Fig. 62 dargestellte Zahnstangenfräsmaschine (W. Scharmann, Rheydt) findet zum Schneiden von Zahnstangen mit geraden, schrägen oder konkaven Zähnen bis 1000 mm Länge, 260 mm Breite und 40 mm Teilung in einem Schnitt Verwendung. An dem Hohlgußständer wird ein Winkeltisch von Hand auf und nieder bewegt, auf dem ein in der Querrichtung verstellbarer Zwischenschieber zur Aufnahme des in der Längsrichtung selbsttätig vor- und rückwärts beweglichen Aufspanntisches angeordnet ist. An einem durch eine Schnecke drehbaren Auslegerarm verschiebt sich der Fräserschlitten selbsttätig. Die Fräserspindell ist zur Aufnahme des Aufspanndorns an beiden Seiten durchbohrt. Der Fräserschlitten bewegt sich nach seiner selbsttätigen Umsteuerung mit erhöhter Geschwindigkeit zurück und löst sich am Ende des Rücklaufes selbsttätig aus. Die Teilung der Zahnstange geschieht von Hand mittels einer vorn am Winkeltisch[174] angebrachten Teilvorrichtung. Für die senkrechte Verstellung des Winkeltisches ist eine Feineinstellung für 20 mm zum genauen Einstellen des Fräsers vorhanden. Auf dem Arbeitstisch kann ein Ränderfräsapparat aufgeschraubt werden.
Als erwähnenswert mögen hier noch genannt werden die Fräsmaschine für Kesselböden von der Elsässischen Maschinenbaugesellschaft, Grafenstaden (vgl. deren Katalog Nr. 827), ferner die Zylinderfräsmaschine derselben Gesellschaft (Katalog Nr. 891) sowie die zum Fräsen von Fensterwinkeln dienende Fräsmaschine von Schieß, Düsseldorf (Katalog Nr. 130, S. 228).
Häufig vereinigt man eine Fräsmaschine mit einer Bohrmaschine. Ein solches Beispiel zeigt Fig. 63 (Droop & Rein, Bielefeld). Diese Maschine dient besonders zur Herstellung der Flanschenlöcher von Schiffswellen. Beide Ständer sind quer zur Achsenrichtung zur Welle auf besonderen Untersätzen selbsttätig rück- und vorwärts sowie von Hand verschiebbar, so daß man mittels der Maschine in einer Spannung auch die Nuten auf der Flanschenstirnseite ausfräsen kann.
Der Antrieb der beiden Ständer erfolgt durch zwei unabhängig voneinander arbeitende Elektromotoren, die an der Rückseite der Ständer befestigt sind und das Triebwerk der Spindelkästen antreiben. Die Spindelgeschwindigkeit kann sechsfach verändert werden. Die Spindelkastenspindell bezw. das auf der Spindelhülse sitzende Triebrad jedes Ständers ist zur Aufnahme einer Vorrichtung zum Konischfräsen oder -bohren der Flanschenlöcher eingerichtet.
Elemente von Fräsmaschinen.
Ein wichtiges Konstruktionselement einer Fräsmaschine bildet die Lagerung für die Frässpindell, in welcher der Fräser befestigt wird (s. Fräser). Die Frässpindell muß so gelagert sein, daß sie gegenüber dem Arbeitsdruck nach beiden Richtungen festliegt und in ihrer Lage und ihrem Gang genau ausgerichtet ist.
Bei der wagerechten Fräserspindell (Fig. 64) liegt das Hauptlager a fest im Spindelstock; das Lager b am Schwanzende ist durch zwei Muttern c c verschiebbar, die den Ring d gegen das Ende des Lagers b pressen. Ein durch die Spindel und den Ring d ragender Stift bewirkt, daß der Ring sich gemeinsam mit der Spindel dreht. Am Spindelstock ist eine Kappe e festgeschraubt, die das Muttergewinde für eine Schraube f enthält, deren spitzes Ende als Spurzapfen ausgebildet ist und den Spindeldruck in der Längsrichtung aufnimmt.
In Fig. 65 ist die Einrichtung des unteren Lagers einer senkrechten Fräserspindell dargestellt (Franz Brzoska, Rath bei Düsseldorf). Ober- und unterhalb des konischen Lagers sind Kugellager a b zur Aufnahme des Axialdruckes zwecks Verringerung der Reibungswiderstände angeordnet. Das Lager c ist als Doppellager ausgeführt und in dem dadurch erhaltenen Zwischenraume eine Mutter d angeordnet, mit der die Büchse verstellt werden kann. Zur Sicherung gegen ein Zurückdrehen der Mutter und dadurch bedingtes Lockern der Lagerung können in der entsprechend breiter zu haltenden Aussparung des Lagers[175] statt der einen Mutter zwei angewendet werden. Ein kleiner Keil verhindert die Büchse f am Drehen. Durch die Konstruktion ist ein möglichst großer Raum geschaffen, durch den die Teile einer zertrümmerten Kugel nach außen, also aus dem Bereich der Kugelbahnen gelangen können. Die Kugeln werden hier in einem Ring von ⊥-förmigem Querschnitt gehalten und laufen zwischen zwei gehärteten Gußstahlscheiben. Der Ring ist aus Rotguß hergestellt, um die Kugeln nicht anzugreifen. Die Löcher zur Aufnahme der Kugeln sind auf drei verschiedene Weisen verteilt, so daß die Kugeln auf drei verschiedenen Bahnen der Gußstahlscheiben laufen.
Bei der Spindellagerung Fig. 66 (Cincinnati Milling Machine Company) ist die Spindel am Schwanzende walzenförmig und läuft kegelförmig zu. Die Lagerschale ist durch eine Ringmutter im Maschinengestell beteiligt Eine zweite auf dem Gewinde der Lagerschale sitzende Ringmutter g legt sich gegen das auf der Spindel d befestigte Zahnrad f und dient zum Einziehen des kegelförmigen Zapfens in die Lagerschale. Um selbsttätiges Lösen der Ringmutter g zu verhindern, ist die Mutter gespalten und wird durch eine Schraube zusammengedrückt. Die auf der Nabe des Rades f sitzende Hülfe h enthält eine Schraube b, die zum Andrücken der Leiste c gegen eine geriefte Fläche der Spindel d dient. Ist c fest gegen d gepreßt, so kann sich f gegenüber d weder nach links verschieben noch um d drehen. Auch Hülfe h ist durch den Druck von b mit d und f verbunden. In h ist ein Riegel i verschiebbar, den Feder m nach links zu schieben trachtet; Mutter l sucht ihn zurückzuziehen. Läßt man i durch Zurückdrehen von l in eine der Vertiefungen in der Bodenscheibe k fallen, so ist Stufenscheibe e mit Spindel d gekuppelt; zieht man mit Mutter l Riegel i zurück, so läßt sich das Rädervorgelege einrücken.
Eine Spindellagerung, wie sie bei Fräsmaschinen für Massenfabrikation gebräuchlich ist, zeigt Fig. 67 (Wanderer-Fahrradwerke, Schönau bei Chemnitz). Die Hauptspindel, aus Stahl gedreht, ist an den Laufstellen gehärtet und geschliffen. Sie läuft in Lagern, die an den reibenden Seiten mit gehärteten und geschliffenen Anlaufscheiben versehen sind. Unter den Lagerbüchsen befinden sich im Spindelstock eingegossene kleine Oelkammern, aus denen der Spindel mittels eines Dochtes das Oel zugeführt wird. Das Oel wird durch eine auf der linken Seite angebrachte verschließbare Oeffnung eingefüllt. Durch einen gegenüberliegenden verschraubten Kanal kann das verbrauchte Oel entleert werden. Die Stufenscheiben sind ausbalanciert, wodurch ein gleichmäßiges, ruhiges Laufen der Fräserspindell erzielt wird. Das Befestigen bezw. Lösen des Fräserdornes geschieht mit einer in der hohlen Fräserspindell liegenden Zugschraube.
Bei der Spindelordnung Fig. 68 (D.R.P. Nr. 122967) ist die Spindel a zwischen dem hinteren Ende der Büchse b und dem hinteren Lager mit Gewinde zur Aufnahme der Muttern e versehen. Ein Stirnrad c sitzt auf dem Vorderende durch Feder und Nut fest gegen den Bund der Büchse. Die Einlage d ist auf der Büchse drehbar und mit der Stufenscheibe f durch Schrauben fest verbunden. Durch Anziehen der Muttern e wird die Büchse b mit dem Stirnrad c gegen den vorderen Lagerbund des Spindelkastens gedrückt und dadurch der Spindelkonus, somit die Spindel gegen Verschiebung gesichert.[176]
Die in D.R.P, Nr. 98528 beschriebene Einrichtung zum Verschiebender Fräserspindell bildet eine Kupplung zwischen einer Fräser- und einer Bohrspindel von der Art, daß die Fräserspindell durch die Bohrspindel verschoben werden kann. Ob die Fräserspindell dabei in ihren Lagern oder mit ihren Lagern verschoben wird, ist für das Kuppeln selbst ohne Einfluß.
In Fig. 69 ist eine Verbindung der Fräserspindell mit der inneren Spindel b mittels eines besonderen Kuppelstückes c gezeigt, dessen Zapfen mit der inneren Spindel b durch den Keil e fest verbunden und dessen Kopf in der Ausdrehung g der Fräserspindell a durch den vorgeschraubten Fräskopf d festgehalten wird. Hierdurch wird die Fräserspindell a mit der inneren Spindel b zu einem Ganzen vereinigt und erfolgt dessen axiale Verschiebung unmittelbar durch den Vorschub der Spindel b. Die Kupplung der beiden Spindeln a und b kann auch noch auf verschiedene andre Weile erfolgen.
Das obere Spindellager sowie den Spindelantrieb einer senkrechten Fräserspindell, deren unteres Lager in Fig. 65 wiedergegeben ist, zeigt Fig. 70. Auf dem Gestell a ist eine Riemenscheibe A aufgekeilt, die ihre Lagerung im Lagerbock b hat. Der Lagerbock b hat zwei Arme, in denen je ein Bolzen f befestigt ist. Auf diesem Bolzen f sind je zwei Zahnräder d g drehbar angeordnet, von denen die größeren g mit dem Zahnrade a, die kleineren d mit dem Zahnrade c im Eingriff stehen. Das Zahnrad c ist mit der Fräserspindell durch einen Keil h so verbunden, daß sich die Spindel darin verschieben kann, und läuft mit seiner konisch geformten unteren Nabe in einem am Ständer angegossenen Lager i, das mit nachstellbarer konischer Büchse k ausgestattet ist, während sich das Getriebe a lose auf der oberen Nabe des Zahnrades c dreht. Am Ende der Nabe ist eine Scheibe l aufgeschraubt, die einen Kuppelbolzen e zur Verbindung des Zahnrades c mit der Riemenscheibe e trägt. Durch diese Verbindung wird die Riemenscheibe unmittelbar mit der Fräserspindell m gekuppelt und hierdurch die Bewegung der ersteren gleich auf die letztere übertragen. In diesem Falle müssen die beiden Getriebe d heruntergezogen werden, so daß sie mit dem Getriebe c außer Eingriff kommen. Bei Arbeiten mit dem Rädervorgelege wird der Kuppelbolzen e aus der Riemenscheibe herausgezogen und durch den Stift e l dadurch hochgehalten, daß man diesen Stift durch Drehen des Kuppelbolzens auf der oberen Fläche der Führungshülse des Bolzens zur Auflage bringt. Hierauf werden die beiden Getriebe d mit dem Getriebe c in Eingriff gebracht und in dieser Lage durch eine Stellschraube gehalten.
In Fig. 71 und 72 ist der Antrieb der wagerechten Fräserspindell einer Universalfräsmaschine von Brown & Sharpe dargestellt. a ist die Hauptantriebsscheibe, um die drei Hebel angeordnet sind, von denen der mittlere e die Räderverbindung zwischen Spindel und Scheibe, der untere f deren Eingreifen bewirkt. Der obere Hebel g gestattet eine schnelle oder langsame Bewegung und verdoppelt die Anzahl der vom mittleren Hebel gewährten Geschwindigkeiten. Diese werden durch Räderübersetzung wieder verdoppelt. Der die Geschwindigkeit bestimmende Hebel hat vier Einteilungen, wodurch die Maschine im ganzen 16 Geschwindigkeiten erhält. Diese liegen in geometrischer Progression zwischen 15 und 376 Umdrehungen in der Minute. Die Hauptscheibe treibt das lange Stirnrad b, das durch das Rad c entweder das Rad d oder die kleinen danebenliegenden Räder treibt. Die Räder k und h gleiten auf der Welle i, welche die Spindel entweder unmittelbar oder durch Räderübersetzung treibt.[177]
In Fig. 73 ist ein wagerechter Schnitt durch Antriebswelle, Antriebsspindell und Vorgelegewelle einer schweren Universalfräsmaschine veranschaulicht. a ist die Fräserwelle, b das vom Motor angetriebene Kettenrad der Antriebswelle und c die auf letzterer festsitzende Scheibe der Reibungskupplung. Durch Kettenräder d und f findet Bewegungsübertragung auf die Fräserwelle statt. e ist der Hebel zur Betätigung der Kupplung und i derjenige zum Einrücken der Vorgelegewelle mit dem verschiebbaren Doppelrad g h; zur Verschiebung dient die als Griffscheibe geformte verlängerte Nabe k des Rades h. Am Schwanzende der Fräserspindell sitzen zwei ungleiche Räder, die durch Verschieben des Doppelrades l die Vorschubbewegung mit zwei Geschwindigkeiten einleiten.
Fig. 74 zeigt die Lagerung der Fräserspindell a einer Langfräsmaschine (Reinecker, Chemnitz). Das linksseitige Spindelende ist in der Nabe b des Rades frei verschiebbar; das andre, kegelförmige Ende wird durch Lagerbüchse c und Kugellager d an der Verschiebung gehindert. Um dem Fräser die richtige Lage zum Arbeitsstück zu geben, läßt sich Büchse c durch die Muttern e etwas verschieben. Die Fräserspindell f wird noch einmal gestützt, wenn der Fräser lang ist oder wenn er sich in einiger Entfernung vom Lager c befindet. Büchse g wird mittels Handrades h verschoben.
Bei dem Antrieb für eine senkrechte Fräserspindell (Fig. 75) ist neben der sich langsam drehenden Hauptfräserspindel noch eine sich schnell drehende Nebenspindel angeordnet. Der Vorteil dieser Anordnung beruht in der Entladung der Hauptspindel a1. Die Hauptspindel a1 erhält ihren Antrieb durch den Keil der Büchse b, auf der fest das Schneckenrad c sitzt, das von der Schnecke d angetrieben wird. Oberhalb des Schlittens A sitzt auf Spindel a1 das Stirnrad e1 das durch ein Zwischenrad auf das die Nebenspindel a2 antreibende Rad e2 wirkt.
Zwischen den Rädern e1 und e2 besteht eine Uebersetzung von 1 : 3,7, so daß Spindel a2 stets die 3,7fachen Touren der Spindel a1 macht. Spindel a2 tritt in Tätigkeit, wenn das ausrückbare Zwischenrad zur Verbindung zwischen e1 und e2 eingerückt worden ist. Der Hauptspindel können die minutlichen Umdrehungsgeschwindigkeiten 16, 23, 33, 39,5, 56 und 80 erteilt werden.
Die Aufspanntische sind mit Nuten (Aufspannschlitzen) versehen. Die Befestigung des Arbeitsstückes geschieht entweder unmittelbar durch Schrauben, die in die Aufspannschlitze greifen, oder mittelbar unter Anwendung von Supporten und Spitzenapparaten. Die Nuten[178] haben schwalbenschwanzförmigen, meist ⊥- oder ⊤-förmigen Querschnitt. Sehr lange Schlitze erhalten außer an den Enden auch noch dazwischen ein oder mehrere Einschieblöcher a (Fig. 76) zum Einbringen der Aufspannschraubenköpfe. Nach Fig. 76 ist der Tisch über die Schlitze hinaus verlängert und an den Enden mit einem etwas tiefer als die Schlitze ausgesparten Spankasten b versehen.
Die Spankästen nehmen die abfallenden Späne auf und führen sie so ab, daß in den Triebwerksteilen und Bohrungen Störungen vermieden werden. Die Schlitze verlaufen gewöhnlich parallel zur Hauptlaute des Tisches nebeneinander über die ganze Tischfläche. Auch kommt die in Fig. 77 wiedergegebene Anordnung von parallelen Schlitzen nach zwei zueinander senkrechten Richtungen und bei kreisrunden Tischen die in Fig. 78 dargestellte strahlenförmige Schlitzanordnung vor.
Die Querbewegung der Aufspanntische kann vom Deckenvorgelege oder von der Fräserspindell abgeleitet werden. Wird die Querbewegung von der Fräserspindell abgeleitet, so geschieht dies entweder mittels Gelenkwellen (Fig. 79 und 80) oder mittels sich schneidender Wellen und Kegelräder (Fig. 85 und 86).
In Fig. 79 ist die Gelenkwelle a an einem Ende mit der Stufenscheibe b durch ein einfaches Kreuzgelenk c verbunden und kann am andern Ende in einem an der Tischspindel d drehbar hängenden Lager e gleiten. Wird Winkeltisch f und Schlitten g mittels eines auf die Tischspindel d wirkenden Schneckengetriebes quer verschoben, so kann sich Welle a mit dem Winkeltisch und dem Schlitten zugleich einstellen.
Statt des einfachen Gelenkes lind in Fig. 80 zwei Gelenke i, i1 (Kreuzgelenkpaar) symmetrisch angeordnet und durch eine ausziehbare Spindel verbunden. Welle b (Fig. 81) läßt sich nach Bedarf verlängern oder verkürzen, da sie aus zwei teleskopartig verschiebbaren Teilen besteht. Bei kreisrundem Querschnitt werden die beiden Teile durch einen Splint gekuppelt, der in dem einen Teile festsitzt, in einem länglichen Schlitz des andern verschoben werden kann. Welle b wird durch die Kreuzgelenke gestützt, Welle a ist unverschiebbar gelagert, während Welle c verschoben werden kann. Fig. 82–84 zeigen die Ausführungsform eines Kreuzgelenkes (D.R.P. Nr. 98554). Das Mittelstück c ist mit vier Einschnitten versehen, im übrigen durch eine Kugelfläche und zwei ebene Flächen begrenzt. In die Furchen greifen die Schenkel der Gabel g. Um c in die Gabel g einbringen zu können, darf die Mündungsweite von g nicht kleiner als die Dicke des Mittelstückes c sein.
Bei der Querbewegung des Aufspanntisches mittels sich schneidender Wellen und Kegelräder kann der Tischantrieb innerhalb (Fig. 85) oder außerhalb (Fig. 86) des Winkeltisches liegen. In Fig. 85 wird die Querbewegung des Aufspanntisches mittels einer von der Fräserspindell durch Riemen angetriebenen Welle a durch Kegelräderübertragungen auf Welle b, Welle c, Wellenstück d und Tischspindel e hervorgebracht. Ein Vorteil des innenliegenden Tischantriebes besteht darin, daß die Antriebsteile vor Spänen geschützt sind. – Die außenliegenden Antriebsteile in Fig. 86 müssen eingekapselt werden. Die Bewegungsübertragung auf den Aufspanntisch erfolgt in der Weise, daß von der Fräserspindell aus welle a und nacheinander Welle b, Wendegetriebe c, Wellenstück d und von dort aus durch Stirnräderübertragung Welle e angetrieben wird, die ebenso, wie in Fig. 85, die Tischspindel f bewegt. Fig. 87–89 veranschaulichen die Bewegungsvorrichtungen für den [179] Aufspanntisch (d) und den Bettschlitten (b) einer Vertikalfräsmaschine von Reinecker, Chemnitz. Der Bettschlitten b läßt sich von Hand und selbsttätig verschieben. Welle p trägt die Stufenrolle q und zwei Kegelräder a, a, die mit dem Kegelrade an der Welle o im Eingriff stehen. Durch Stange r läßt sich eines der beiden Kegelräder mit Welle p kuppeln oder außer Verbindung mit ihr setzen. Dann wird Welle o und mit ihr durch Kegelräder Welle n in dem einen oder andern Sinne umgetrieben oder zur Ruhe gesetzt. Welle n treibt durch Kegelräder die senkrechte Schnecke und durch ein mit ihr im Eingriff stehendes Schneckenrad die Schraubenspindell c. Die Welle der Schnecke sitzt in einem drehbaren Lager, das mittels eines Handhebels verdreht werden kann, um die Schnecke in oder außer Eingriff mit dem Schneckenrade zu bringen. Verstellbare Anschläge an der Seite des Schlittens b können durch eine Knaggenstange auf den erwähnten Handhebel einwirken, um die Bewegung des Schlittens b zu begrenzen. Welle n überträgt ihre Drehung durch Kegelräder auf Welle m und diese durch ein Kegelrad auf das mittlere der drei drehbar auf dem Bolzen k sitzenden Kegelräder (Fig. 89). Diese sind untereinander starr verbunden; daher versetzt das rechte Kegelrad durch das mit ihm zusammenarbeitende Kegelrad Schnecke i1 in beständige Umdrehung und ebenso das linke Kegelrad durch das mit ihm zusammenarbeitende Kegelrad Schraubenrad i1. Schnecke i1 und Schraubenrad i1 drehen sich auf den um den Bolzen k etwas drehbaren Achsen i, i und können abwechselnd in das Schneckenrad und das Schraubenrad neben der Schnecke l eingreifen, um letztere in Umdrehung zu versetzen. Da die Schnecke l (Fig. 87) in eine Zahnstange unter dem Aufspanntische d eingreift, so wird dadurch letzterer hin oder her verschoben. Die Achsen i, i lassen sich durch Handgriffe g, g heben und durch Schnapphebel sichern, ebenso durch Auslösung der Schnapphebel entweder von Hand oder durch verstellbare Anschläge e, e freigeben, um den Aufspanntisch d in seiner Bewegung zu begrenzen bezw. umzusteuern. Dem Schlitten b sowie dem Aufspanntische d können durch Stufenrollen zehn verschiedene Geschwindigkeiten beim Verrücken erteilt werden.
Die Fig. 90–92 veranschaulichen die Vorschubeinrichtung des Tisches einer Planfräsmaschine. Es bezeichnet a die mit der Gelenkstange beständig umlaufende Klauenkupplung, die in die Klauen des Getriebes b eingreift, sobald die exzentrische Büchse c, in der die Welle d gelagert ist, durch den Hebel e längs verschoben wird. Durch Drehung der exzentrischen Büchse c mit dem Handhebel f kann das Getriebe b entweder in das Getriebe g auf der Welle der Schnecke h oder in das mit demselben zusammenarbeitende Getriebe i eingreifen. Dadurch wird das Schneckenrad in dem einen oder andern Sinne umgetrieben. Der Vorschub der Tischplatte k kann auch von Hand durch die Welle l und ein zweites Kegelgetriebe bewirkt werden. Zum Heben und Senken des Tisches wird Welle m benutzt, die von Hand und selbsttätig bewegt werden kann. In Fig. 91 ist links die Einrichtung angedeutet, durch die der Vorschub in der Querrichtung abgestellt und umgekehrt wird. In ähnlicher Weise werden die andern Vorschubbewegungen[180] begrenzt und umgekehrt. Tisch und Gegenhalter sind mit dem Fräserdorn durch einen starken Schlittenbock verbunden, ferner der Schaft mit dem Fräserdorn, etwa in der Mitte des letzteren, so daß ein Zittern desselben beim Arbeiten gänzlich ausgeschlossen ist.
Bei der Einrichtung nach Fig. 93 und 94 überträgt die Welle a ihre Drehungen entweder durch ein Kegelradpaar b, Wurm und Wurmrad c, Zwischenwelle d und Stirnradpaar e oder unmittelbar durch Stirnräder auf die Schraube f Letztere greift in eine am Aufspanntisch feste, halbröhrenförmige lange Mutter g und verschiebt den Aufspanntisch, und zwar langsam unter Benutzung der Wurmradübersetzung, wenn der Fräser arbeitet, rasch unmittelbar durch Stirnräder beim Rückgang. Gleichzeitig können niemals beide Betriebe zur Anwendung kommen. Wurmlagerung und Zwischenstirnradlagerung hängen je an einem Haken h, die von Hand oder mittels am Aufspanntisch einstellbarer Frösche ausgelöst werden können. Schraube f wird von Hand gedreht.
Fig. 95 zeigt einen Querschnitt durch den drehbaren Tisch einer Universalfräsmaschine. Der Tisch ist selbsttätig und von Hand quer zur Spindelrichtung nach allen Richtungen beweglich. Verstellbare Anschläge bewirken das selbsttätige Auslösen des Tischvorschubes an beliebiger Stelle. Jede Tischverstellung kann auf einer Gradeinteilung auf 1/1000'' genau abgelesen werden.
Rundtische mit ⊥-förmigen Nuten zur unmittelbaren Aufnahme des Werkstückes und in Fig. 96–98 dargestellt. Sie sind besonders geeignet zur Bearbeitung runder oder bogenförmiger Werkstücke von größeren Abmessungen.[181]
Ein Winkel- oder Knietisch, der die Arbeitsschlitten trägt und am Maschinengestell mittels Schraubenspindell von Hand lotrecht verschoben wird, ist in Fig. 99 wiedergegeben. In Fig. 100 ist die zum Bewegen eines solchen Tisches dienende Schraubenspindel teleskopartig ausgebildet.
Bei dem Tisch nach Fig. 101–103 (D.R.P. Nr. 125079) ist auf einem an der Maschine angebrachten Bock e eine bewegliche Platte a angeordnet, die an der Unterseite in der Mitte einen Block b hat. Dieser ist mit Muttergewinde für zwei Spindeln c und c1 versehen, die übereinander liegen und den Zapfen rechtwinklig durchkreuzen. Die Spindeln sind an ihren Enden in Kulissensteinen d gelagert, von denen jeder mittels eines schwalbenschwanzförmigen Ansatzes in einer entsprechenden Führung am Bock e gleitet. Das Rahmengestell des Bockes e ist mit länglichen Schlitzen versehen, in denen sich die Spindeln bei der Verschiebung der Steine bewegen. Außer den seitlichen Führungen durch die Kulissensteine hat die Tischplatte a an der Unterseite noch je eine schwalbenschwanzförmige Führung über den Spindeln. Durch Drehung der Spindeln c und c1 kann der Tisch nach allen Richtungen verschoben werden.
Für die Hubbegrenzung des Schlittens genügt bei kleinen Geschwindigkeiten Verschieben von Kupplungsteilen, Rädern, Treibriemen u.s.w. Diese Ausrückvorrichtungen werden durch die Schlittenbewegung selbsttätig bedient. Zu diesem Zweck wirkt ein am Schlitten oder an einer diesem angeschlossenen Stange einstellbarer Vorsprung (Frosch oder Knagge) auf die Ausrückvorrichtung nach Zurücklegen eines bestimmten Weges.
Eine Schlittenausrückvorrichtung (Droop & Rein, Bielefeld) ist in Fig. 104 veranschaulicht. a ist ein Teil des unteren Schlittens; der im Querschnitt dargestellte Hebel h kann in senkrechter Ebene schwingen. In diesem Hebel ist der Wurm gelagert, der die den oberen Schlitten antreibende Schraube dreht. Senkt sich der Hebel h infolge seines Eigengewichtes um den Betrag, den der Bügel b zuläßt, so kommt der Wurm außer Eingriff und der obere Schlitten in Ruhe. In seiner oberen Lage wird der Hebel h durch die Nase eines drehbar gelagerten Winkelhebels c, c gehalten, der unter dem Einfluß einer Feder steht. Der wagerechte Hebelschenkel greift in einen Einschnitt des wagerecht verschiebbaren Bolzens d. Wird Bolzen d verschoben, so wird der wagerechte Schenkel des Winkelhebels c hinabgedrückt und sein senkrechter Schenkel gibt den Hebel h frei. Durch die Freigabe des Hebels h wird der von ihm getragene Wurm außer Eingriff mit der Antriebsspindell gebracht, so daß der obere Schlitten zur Ruhe kommt. An dem oberen Schlitten sind zwei Schrauben e angebracht, die durch Anschlag die Verschiebung des Bolzens d bewirken. Mittels des durch die Deckplatte des Gehäuses g ragenden, an Winkelhebel c sitzenden Stiftes i kann ein Fräserausrücken von Hand erfolgen.
Bei der Ausrückvorrichtung Fig. 105 (Elsässische Maschinenbaugesellschaft, Grafenstaden) bewirkt der Klauenmuffenteil c das Ausrücken. Seinen Hals umfaßt ein Schenkel des Hebels e. Der nach links gerichtete Arm dieses Hebels wird durch ein Gewicht oder eine Feder beständig nach unten gezogen. Zwei übereinander greifende Nasen stützen ihn in der dargestellten Lage, solange sich der Schlitten s verschieben soll. Die eine Nase (i) sitzt an dem kleinen Schlitten a, die andre am Ende des Hebels e. Ein nach oben gerichteter Arm des Schlittens a ragt in die Bahn der am Schlitten beteiligten einstellbaren Anschläge. Durch den Angriff eines Anschlages wird der Schlitten nach links oder rechts verschoben, so daß Nase i unter der an e befindlichen Nase hinweggleitet, e sich dreht und die Kupplung ausgerückt wird.
In Fig. 106 ist eine selbsttätige Ausrückvorrichtung von Reinecker, Chemnitz, dargestellt. Die den Schlitten s verschiebende Spindel wird durch Schraubenrad b betrieben,[182] in welches das um den Bolzen d frei drehbare und von der Welle c durch ein Kegelräderpaar angetriebene Rad a eingreift. Bolzen d stützt sich mit einem Ende auf die Welle c oder auf einen in gleicher Achse liegenden Hohlzapfen und wird am andern Ende durch den Haken i des Hebels e getragen Hebel e dreht sich um einen am Schlitten s befestigten Bolzen und wird, wenn der Schlitten seinen Weg zurückgelegt hat, mittels eines Anschlags f nach rechts bewegt, wodurch der Bolzen d freigegeben: wird. Infolge seines Eigengewichtes und des Druckes einer Feder g fällt Bolzen d und bringt die Räder a und b außer Eingriff. Zum vorzeitigen Ausrücken zieht man an Knopf h, der mit Hebel e fest verbunden ist. Durch Heben des Hakens i wird eingerückt.
Die selbsttätige Umkehr der Bewegungsrichtung kann durch Umfaller erzielt werden. Es sind dies mit umfallenden Gewichten versehene Steuerungsvorrichtungen, die gegen Anschläge stoßen. In Fig. 107 und 108 ist eine Umschaltvorrichtung für die Bewegungsübertragung von Transport- bezw. Schaltspindeln dargestellt (D.R.P. Nr. 116279). Das Mutterschloß wird von in die Spindel, beispielsweise eine Leitspindel a, eingreifenden Schneckenrädern b und c gebildet, von denen das eine (b) fest mit dem einen und das andre (c) lösbar mit dem andern der zwei ineinander greifenden Differentialräder d, e verbunden ist. Durch Kupplung des losen Differentialrades e mit seinem zugehörigen Schneckenrade c mittels Einrücken einer Kupplungsmuffe f erfolgt eine Verschiebung des Wangenschlittens, während beim Ausrücken der Kupplungsmuffe f und Einrücken der Kupplungsnabe des Handrades g das Differentialrad e außer Verbindung mit dem Schneckenrade c gesetzt wird, der Schlitten stehen bleibt und die Bewegung der Leitspindel a durch Schneckenrad b und Trieb h für Planfräsen übertragen wird.
Die Befestigung des Werkstückes auf der Maschine geschieht a) auf dem Aufspanntisch oder der Aufspannplatte, b) auf der Planscheibe (s.d.), c) im Futter (s.d.), d) zwischen Spitzen, e) in schraubenstockartigen Vorrichtungen (s. Schraubstöcke), f) im Support. Die unmittelbare Befestigung auf dem Tisch geschieht durch Schrauben senkrecht zur Aufspannplatte und Spanneisen. Neuerdings geschieht die Befestigung der Werkstücke auch auf elektromagnetische Weise.
Zur Befestigung des Werkstückes zwischen Spitzen werden die Spitzenapparate und Teilapparate verwandt. Fig. 109 zeigt einen Spitzenapparat einfachster Bauart, a ist die Aufspannplatte, b ist der Reitstock, c der Spindelstock. Zwischen den Spitzen des Reit- und Spindelstockes wird das Werkstück eingespannt. Mitnehmereinrichtung d verbindet das Werkstück mit der Spindel e. Beim Fräsen eines Zahnrades wird der Fräser an dem Rand entlang und wieder zurückgeführt. Spindel und Mitnehmer werden dann mittels des Teilrades f um eine Zahnteilung weitergedreht. Fig. 110 zeigt Spitzenapparate (a, b) von Löwe & Co., A.-G., Berlin, die Apparate bilden in Verbindung mit einfachen Fräsmaschinen Ersatz für Universalfräsmaschinen, namentlich wenn es sich um die Herstellung von Gewindebohrern, Reibahlen, Vier- und Sechskanten u.s.w. in größeren Massen handelt. Für jede Teilung kommt eine besondere Teilscheibe zur Verwendung. Zur Unterstützung langer, verhältnismäßig dünner Arbeitsstücke dient der in der Höhe verstellbare Unterstützungsbock c. – Bei Raummangel wendet man die in Fig. 111–112 dargestellte Einrichtung an. Der im Querschnitt trapezförmige Reitnagel a ist mittels Mutter b in einer Nut des Bockes c verschiebbar. Um a sicher festzuklemmen, wird Keil d, der in einer Aussparung des Reitstockes steckt, durch die Mutter e angezogen. – Bei stark konischen Arbeitsstücken kann der Reitstock (Fig. 113) als Gegenspitze[183] dienen. Die Gegenspitzenführung ist am Ständer unter jedem Winkel drehbar und mittels Schraubenspindell auf Höhe einstellbar.
Mit Hilfe des Spindelstockes (Fig. 114–116) läßt sich das Arbeitsstück in jede beliebige Neigung zur Fräserachse bringen und um seine eigne Achse drehen. In dem Körper b liegt die Spindel a, die an ihrem Schwanzende das Wurmrad g trägt. Der Körper b ist um zwei in die festen Wände c gepreßte Büchsen h drehbar. Die durch die bogenförmigen Schlitze der Wände c gefleckte Schraube dient zum Feststellen des Körpers b. Auf einer Welle e, die in den Büchsen h lagert, ist der zum Wurmrad g passende Wurm f befestigt. Die Spindel a kann in jeder Lage mittels Welle e gedreht werden. Um eine Spitze mit Mitnehmer aufzunehmen, ist die Höhlung der Spindel a am Kopfende kegelförmig. Diese kegelförmige Aushöhlung dient zur Aufnahme von Dornen, die keine Stützung durch eine zweite Spitze nötig haben. Auf der Welle e sitzt eine Einteilvorrichtung i. Eine solche Einrichtung heißt Teilkopf.
Bei dem Teilkopf nach Fig. 117–119 (D.R.P. Nr. 73332) trägt die Teilspindel b, die sich mit ihrem Lager c innerhalb des Rahmens a um 90° drehen läßt, hinten ein Schneckenrad e, in das die auf der Welle d festgekeilte Schnecke f eingreift. Auf der Welle d sitzen lose das doppelte Kegelrad k und die Büchse p mit aufgeteiltem Kegelrad i, aber fest ein Kreuzstück mit den Zapfen g, g für die Kegelräder h, h. Auf dem äußeren Ende der Büchse p sitzt ein Wechselrad q, welches durch andre Wechselräder mit einer Scheibe s auf der Welle r im Eingriff, steht. Die Scheibe s, welche die gewöhnliche Teilscheibe vertritt, hat nur ein Loch, in das der Stift t eingreifen kann, und wird beim Teilen jedesmal um einen vollen Umgang gedreht. Die Welle m wird von der Schraubenspindell o des Tisches aus durch Wechselräder und das festsitzende Wechselrad n umgedreht und überträgt die Drehung durch das festsitzende Kegelrad l auf das doppelte Kegelrad k. Ist Scheibe s festgemacht und dreht sich Welle m, so müssen sich die Kegelräder h an den Zapfen g nicht nur drehen, sondern auch an dem festen Kegelrade i wälzen, folglich durch das Kreuzstück die Welle d mit der Schnecke f drehen. Dann erhält die Spindel b die erforderliche kleine Drehung. Steht Welle m still und wird Scheibe s um einen vollen Umgang verdreht, so wird durch die Wechselräder und die Büchse p das Kegelrad i gedreht. Sodann veranlaßt letzteres die Kegelräder h, h, sich auf dem doppelten Kegelrade l zu wälzen und durch das Kreuzstück die Welle d zu verdrehen, so daß Teilspindel b um eine Teilung verdreht wird. Durch geeignete Wahl der Wechselräder lassen sich verschiedene Teilungen erreichen.
Fig. 120–122 zeigen Teilvorrichtungen. In Fig. 120 sind an dem Teilkopf zwei[184] Teilvorrichtungen angebracht. Die erste ist eine seitliche, mit Teillöchern versehene Teilscheibe von großem Durchmesser; sie wird angewendet, wenn es sich um Teilungen von 40–360 handelt. Das Schneckenrad hat, wie fall überall üblich, 40 Zähne, so daß bei 40 Teilen die Teilscheibe eine vollständige Drehung macht und bei mehr als 40 Teilen nur einen Bruchteil einer Drehung. Die zweite Teilvorrichtung besteht in einer Teiltrommel, die hinten unmittelbar auf der Teilspindel sitzt und deren Löcher alle Einteilungen bis auf 40 gestatten; das oftmalige Drehen der Teilscheibe ist durch diese Einrichtung beseitigt. Die Teilspindel kann um 180° herumgeworfen werden. An dem Bock (Reitstock) sind zwei Gegenspitzen vorgesehen, von denen die eine oben abgeflacht ist für dünne Gegenstände, die andre ist stärker. Beide Spitzen sind an einer senkrecht verschiebbaren Stange angebracht und können dadurch zum Konischfräsen auf verschiedene Höhen eingestellt werden. – Zum Fräsen von Spiralnuten in größeren Mengen, wie z.B. in Spiralbohrern u. dergl., wo es auf große Genauigkeit der Teilung und Steigung der Nuten nicht ankommt, dient ein besonderer, stärkerer Teilkopf mit fester Spindel (Fig. 121). Die Vorrichtung vermag Werkstücke bis zu 325 mm Durchmesser aufzunehmen. Das Schraubenrad hat 222 mm und die doppelgängige Schnecke 38 mm Teilkreisdurchmesser. Der Längsdruck auf die Spindel und auf die Schneckenwelle wird durch Kugellager aufgenommen. Teilköpfe (Fig. 120 und 121) können nur auf Universalfräsmaschinen angewendet werden. – Das Teilen auf der gewöhnlichen liegenden Fräsmaschine, z.B. zum Fräsen von geraden Nuten, von Vieleckflächen, konischen Reibahlen mit geraden Zähnen, wird durch den Teilkopf (Fig. 122) ermöglicht. Die durchbohrte Spindel ist, zum Herausnehmen des Arbeitsstückes aus den Spitzen, in axialer Richtung verschiebbar.[185]
Teilapparate werden auch mehrspindlig ausgeführt. Sie werden vorzugsweise auf Planfräsmaschinen benutzt und eignen sich zum Fräsen von Ketten- und Zahnrädern im Fahrradbau sowie von Vier- und Sechskanten. Bei dem zweispindligen Teilapparat (Fig. 123, Wanderer-Fahrradwerke, Schönau b. Chemnitz) beträgt die Spitzenhöhe 190 mm, die Entfernung von einer Spindel zur andern 312 mm, so daß gleichzeitig zwei Räder bis 310 mm größtem Durchmesser nebeneinander gefräst werden können. Die in Fig. 124 dargestellten zweispindligen Teilböcke baut Reinecker, Chemnitz. Auch dreifache Teilaufsätze finden Verwendung (Fig. 125, Wanderer-Fahrradwerke, Schönau b. Chemnitz).
Von den noch bestehenden deutschen Patenten sind folgende zu nennen: a) für Metallfräsmaschinen im allgemeinen Nr. 125025 und 155155; b) für Metallfräsmaschinen für besondere Zwecke Nr. 125478, 126904, 131787, 149622, 153207, 153824, 155157 und 156012; c) für Maschinen zum Fräsen von runden und prismatischen Gegenständen aus Metall (Muttern, Unterlagsscheiben u. dergl.) Nr. 135451; d) für Maschinen zum Fräsen von Kugeln aus Metall Nr. 97694; e) für Maschinen zum Fräsen von Zahnrädern Nr. 51857, 112082, 114209, 114211, 122161, 124137, 133471, 134636, 134668, 136818, 137170, 138710, 138287, 141994, 143971, 146676, 147746, 156181 und 156319; d) für Metallfräsvorrichtungen für verschiedene Zwecke Nr. 133199 und 148399; g) für Metallfräsvorrichtungen für Drehbänke Nr. 135451, 138288 und 153753; h) für Fräser und Fräsköpfe für Metallbearbeitung Nr. 152694 und 154242.
Literatur: [1] Pechan, J., Leitfaden des Maschinenbaues, 3. Abt., Werkzeugmaschinen, Reichenberg 1889. – [2] Karmarsch-Fischer, Allgemeine Mechanische Technologie, Bd. 2, Leipzig 1891. – [3] Knabbe, W. v., Fräser und deren Rolle bei dem derzeitigen Stande des Maschinenbaues, Berlin 1892. – [4] Pregél, Th., Fräser- u. Schleifmaschinen, Stuttgart 1892. – [5] Weisbach-Hermann, Ingenieur- u. Maschinenmechanik, Braunschweig 1897. – [6] Weiß, H., Die Werkzeugmaschinen, Wien, Pest und Leipzig 1897. – [7] Kick, F., Mechanische Technologie, Leipzig und Wien 1898. – [8] Jurthe-Mietschke, Handbuch der Fräserei, Frankfurt a.M. 1900. – [9] Uhland, W.H., Handbuch für den praktischen Maschinenkonstrukteur, Bd. 1–4, Berlin. – [10] Fischer, H., Die Werkzeugmaschinen auf der Weltausstellung in Paris 1900, Berlin 1902. – [11] Ledebur, A., Mechanische Technologie, Braunschweig 1905. – [12] Jahrbuch der Automobil- und Motorbootindustrie, Berlin 1905. – [13] Fischer, H., Die Werkzeugmaschinen, Berlin 1905. – [14] Ruppert, F., Aufgaben und Fortschritte des deutschen Werkzeugmaschinenbaues (Sonderabdruck aus der Zeitschr. d. Ver. deutsch. Ing.). – [15] Hülle, Fr. W., Die Werkzeugmaschinen, Berlin 1906. – [16] Zeitschr. d. Ver. deutsch. Ing., Jahrg. 41–49. – [17] Zeitschr. für Werkzeugmaschinen und Werkzeuge, Berlin, Jahrg. 1–10. – [18] Kataloge der Werkzeugmaschinenfabriken.
Dalchow.
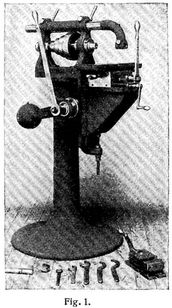
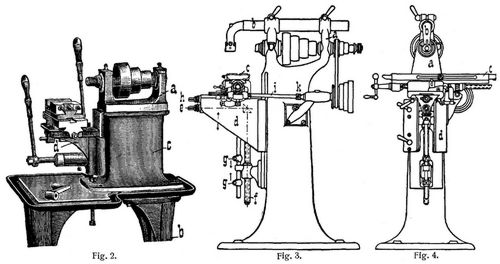



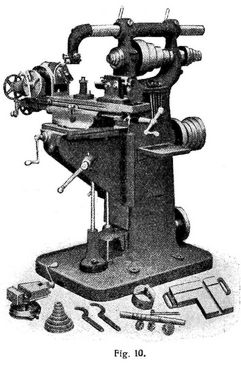
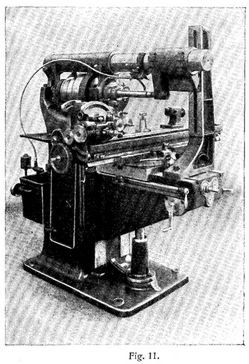







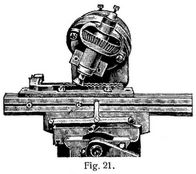

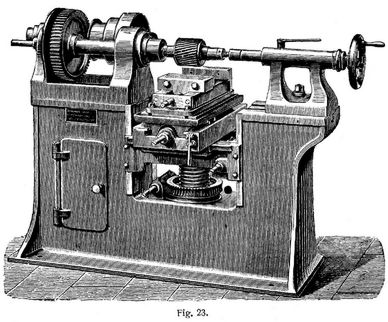


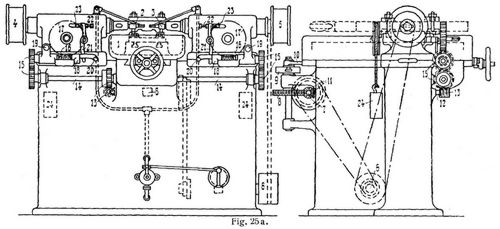
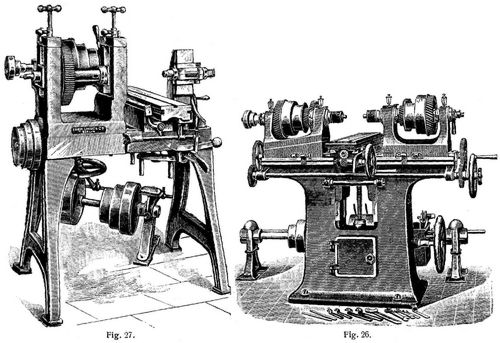

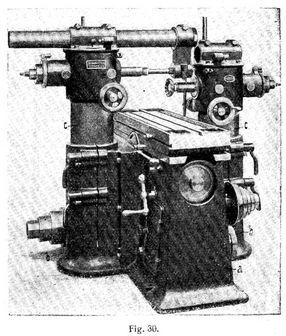

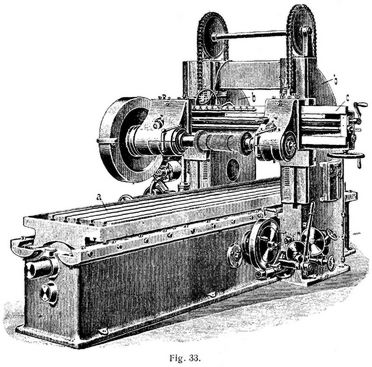
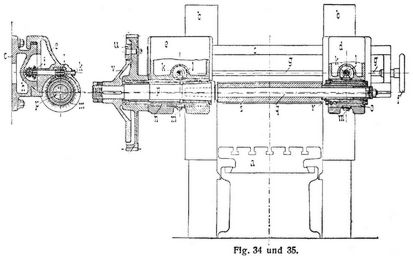
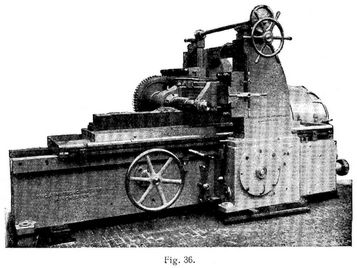
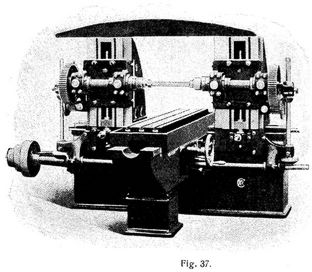


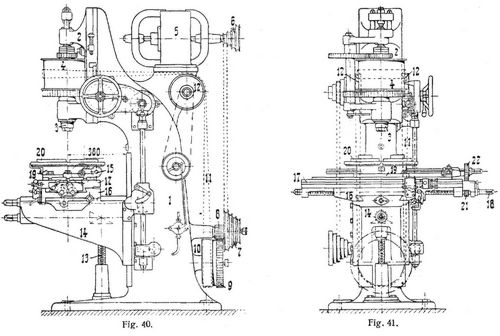
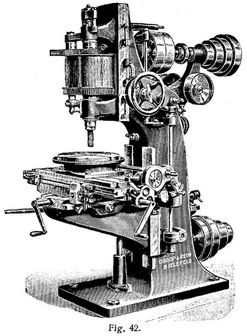
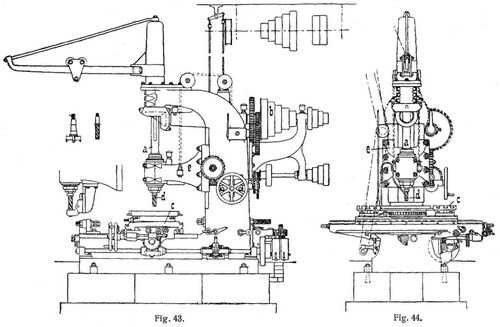

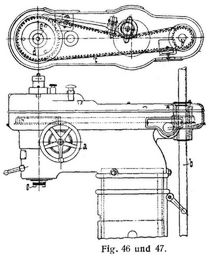
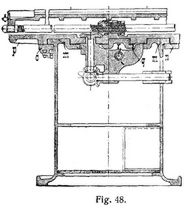
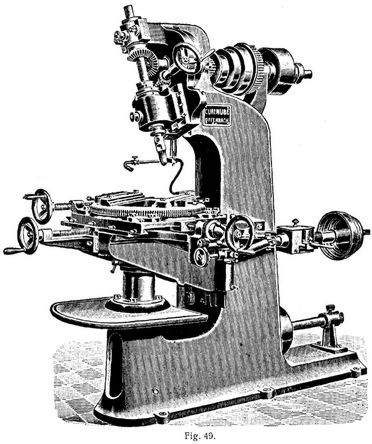


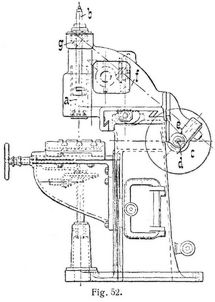

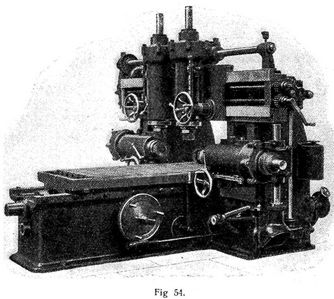




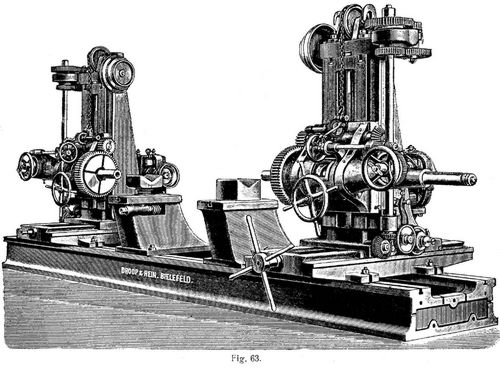
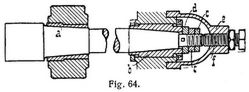
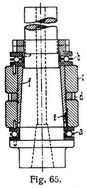
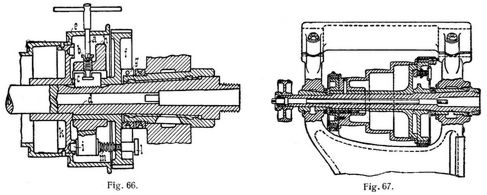
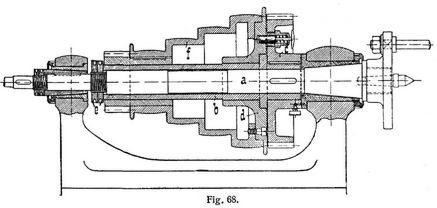
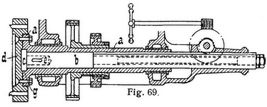
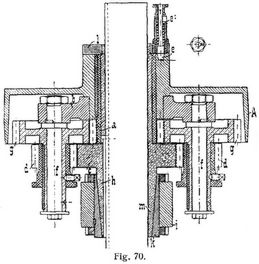
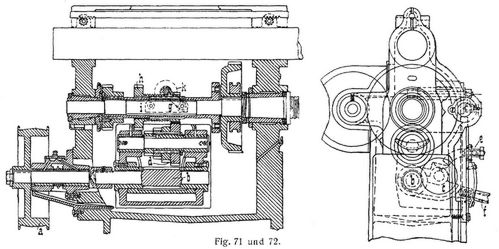
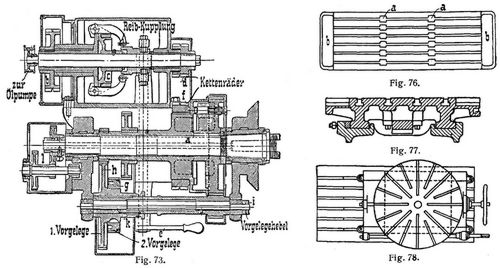

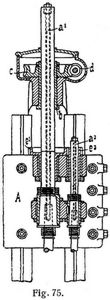
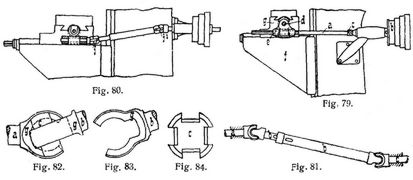


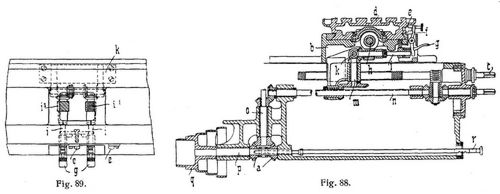

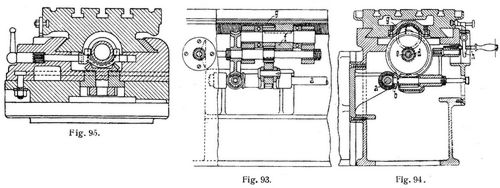

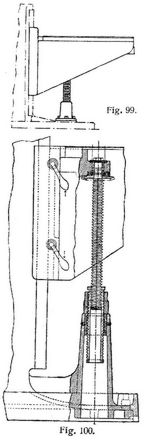


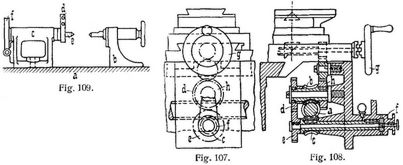






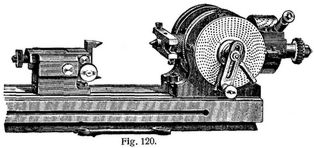

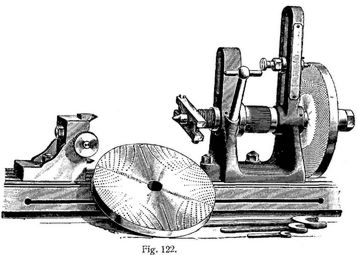
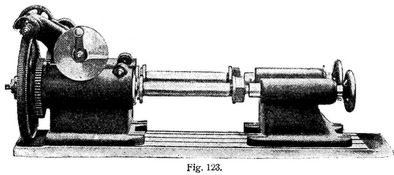


Lueger-1904: Fräsmaschinen [2] · Fräser, Fräsmaschinen
Buchempfehlung
Holz, Arno
Papa Hamlet

1889 erscheint unter dem Pseudonym Bjarne F. Holmsen diese erste gemeinsame Arbeit der beiden Freunde Arno Holz und Johannes Schlaf, die 1888 gemeinsame Wohnung bezogen hatten. Der Titelerzählung sind die kürzeren Texte »Der erste Schultag«, der den Schrecken eines Schulanfängers vor seinem gewalttätigen Lehrer beschreibt, und »Ein Tod«, der die letze Nacht eines Duellanten schildert, vorangestellt. »Papa Hamlet«, die mit Abstand wirkungsmächtigste Erzählung, beschreibt das Schiksal eines tobsüchtigen Schmierenschauspielers, der sein Kind tötet während er volltrunken in Hamletzitaten seine Jämmerlichkeit beklagt. Die Erzählung gilt als bahnbrechendes Paradebeispiel naturalistischer Dichtung.
90 Seiten, 5.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Große Erzählungen der Frühromantik

1799 schreibt Novalis seinen Heinrich von Ofterdingen und schafft mit der blauen Blume, nach der der Jüngling sich sehnt, das Symbol einer der wirkungsmächtigsten Epochen unseres Kulturkreises. Ricarda Huch wird dazu viel später bemerken: »Die blaue Blume ist aber das, was jeder sucht, ohne es selbst zu wissen, nenne man es nun Gott, Ewigkeit oder Liebe.« Diese und fünf weitere große Erzählungen der Frühromantik hat Michael Holzinger für diese Leseausgabe ausgewählt.
- Ludwig Tieck Peter Lebrecht
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Des Luftschiffers Giannozzo Seebuch
- Novalis Die Lehrlinge zu Sais
396 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum