Flußeisen [1]
[106] Flußeisen, im weiteren Sinne schmiedbares Eisen, das bei seiner Erzeugung in flüssigem Zustande erhalten wird (s. Eisen), ohne Rücksicht darauf, ob es härtbar ist oder nicht. In ersterem Falle erhält es zu genauerer Bezeichnung den Namen Flußstahl, im zweiten müßte es Flußschmiedeeisen genannt werden, welcher Ausdruck aber nicht gebräuchlich ist und durch Flußeisen (im engeren Sinne) ersetzt wird. Im folgenden soll das Wort im gebräuchlicheren engeren Sinne angewendet, der Flußstahl aber unter dem Stichwort Stahl behandelt werden.[106]
Die Erzeugung des Flußeisens kann erfolgen: 1. durch bloßes Verflüssigen schmiedbaren Eisens; 2. durch mischendes Schmelzen von Roheisen und schmiedbarem Eisen; 3. durch oxydierendes Schmelzen von Roheisen; 4. unmittelbar aus Eisenerzen. – Da die verschiedenen Arten der Erzeugung ineinander übergehen und in denselben Vorrichtungen vorgenommen werden, so erscheint es zweckmäßiger, die Arbeitsverfahren zugrunde zu legen und zu trennen in Herdofen- und in Birnenverfahren.
a) Herdofenprozesse. Die Flußeisenerzeugung auf dem Flammofenherde ist ursprünglich ein Mischverfahren. Schon in den fünfziger Jahren wurden diesbezügliche Versuche ausgeführt, scheiterten aber an der Unzulänglichkeit der Feuerungseinrichtungen. Erst nachdem Siemens den Weg gezeigt hatte, wie durch Anwendung der Wärmespeicher die Verbrennungstemperatur künstlich sehr bedeutend erhöht werden kann, gelang es 1865 den Gebrüdern Martin in Sireuil, mit einem von W. Siemens erbauten Ofen einen regelmäßigen Schmelzbetrieb durchzuführen. Nach ihnen führt das mischende Schmelzen von Roheisen und Schmiedeeisenschrot auf dem Flammofenherde (open hearth process) bis heute den Namen Martin-Prozeß oder Siemens-Martin-Prozeß.
Allmählich hat sich das ursprüngliche Verfahren nach beiden Seiten hin, sowohl zum bloßen Umschmelzen von Abfällen schmiedbaren Eisens als zum Frischen (oxydierenden Schmelzen) von Roheisen, entwickelt. Je geringer der Anteil des Roheisens an dem Einsatze ist, desto rascher gelangt man zum Ziele; je mehr Roheisen man zu verwenden gezwungen ist, desto länger hält die Oxydation der Nebenbestandteile an. Man bevorzugte daher im allgemeinen die Verwendung von viel Schrot und ging damit, solange Schrot in ausreichenden Mengen und zu entsprechenden Preisen zu haben war, bis zu 95% des Einsatzes. Heute ist man aber aus Mangel an Schrot meist zu hohen Roheisensätzen gezwungen; man beschleunigt daher die Oxydation der Nebenbestandteile (Kohlenstoff, Silicium, Mangan, Phosphor) durch Zuschlag reiner und reicher Eisenerze, die ihrerseits zu Eisen reduziert werden. So gelangte man zu dem Siemens- oder Landore-Prozeß [1], der die Darstellung von Flußeisen aus Roheisen zur Aufgabe hat. Man kann jedoch noch weiter gehen und die Reduktion der Eisenerze unmittelbar zu schmiedbarem Eisen als Ziel hinstellen und erhält damit eine neue Ausführungsform des uralten Rennprozesses, die sich freilich bisher als wirtschaftlich vorteilhaft noch nicht herausgestellt hat [2]–[4]. Als Rohstoffe dienen: 1. kohlenstoffreiches Roheisen (grau oder weiß) mit 2–2,5% Silicium und 3–3,5% Mangan bei Bildung saurer, mit 1–1,5% Silicium neben höchstens 1,2% Mangan bei Erzeugung basischer Schlacke, immer mit niedrigem Phosphor- und Schwefelgehalt; 2. Schmiedeeisenabfälle, meistens Enden, Abschnitte, Ausschußstücke von der Flußeisenverarbeitung, Abfälle reinen Schweißeisens von der Feinblech- und Drahterzeugung, im basischen Verfahren auch gewöhnlicher Schmiedeeisenschrot. An Zuschlägen kommt zur Schlackenbildung gebrannter Kalk, zum Frischen reiner und reicher Roteisenstein, Magneteisenstein sowie Hammerschlag und Walzensinter, zum Desoxydieren Spiegeleisen, Ferromangan, Aluminium, zum Entgasen Ferrosilicium zur Verwendung. Für die Erzeugung besonderer Legierungen (Nickelstahl u.s.w.) sind natürlich in jedem Falle noch andre Zusätze erforderlich.
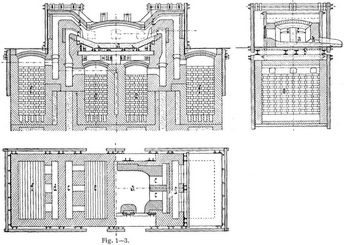
Der Martin-Ofen (Fig. 1) hat mit wenigen Ausnahmen den für Schmelzflammöfen üblichen rechteckigen Grundriß und je nach der Größe des Einsatzes (5–100 t) sehr verschiedene Abmessungen. Die kleineren Oefen bis zu 10 t Fassungsraum sind meist für Stahlformguß bestimmt, die größeren zur Erzeugung von Blöcken für die weitere Verarbeitung. Der Herd fällt von den Feuerbrücken nach der Mitte und von der Arbeitsseite nach der gegenüberliegenden,[107] das Stichloch enthaltenden Längswand ab. Die Tiefenlage des Stichloches unter der Arbeitsschwelle ist von wesentlichem Einfluß auf den Grad der Oxydation. Bei geringem Höhenunterschied ergibt sich ein Herd mit großen Verhältnissen zwischen Badoberfläche und Metallmenge, also kräftige Oxydation, gute Wärmeausnutzung und gesteigerte Erzeugung. In der Regel ist die Badtiefe nicht größer als 250 mm; nur bei Entstehung großer Schlackenmengen gibt man dem Sumpfe 500 mm Tiefe. Der Herd ruht auf freiliegenden eisernen Platten und wird von unten wie in den Feuerbrücken durch Luft gekühlt. Die Wärmespeicher hatten ihren Platz früher allgemein unter dem Ofen und entließen Gas und Luft durch aufzeigende Kanäle in den Ofenköpfen nach dem Herde. Behufs leichterer Zugänglichkeit und zum Schütze gegen etwaiges Durchbrechen des Ofeninhaltes rückt man die Kammern jetzt seitwärts unter dem Ofen weg oder ordnet, wie Dick und Riley angegeben haben, jede Kammer für sich in einen Blechmantel eingehüllt neben dem Ofen an. Die Kammern für das Heizgas werden dann nach Batho durch wagerechte, ausgemauerte Röhren mit dem Ofenraum verbunden, die Luftkammern aber durch U-förmig gebogene, welche die Luft von oben her durch das Gewölbe in den Ofen führen. Diese Anordnung schützt vor etwaigem vorzeitigen Zusammentreten und Verbrennen von Gas und Luft, wie es vorkommt, wenn die Zwischenwände der Kammern undicht werden. Dagegen sind die Wärmeverluste infolge zu großer Oberfläche und zu geringem Steininhalt so groß, daß diese Bauart nicht dauernd Anwendung gefunden hat. Wichtig ist die Anordnung der Eintrittsöffnungen für Gas und Luft, die eine möglichst innige und rasche Mischung beider begünstigen muß. Meist treten beide durch senkrechte Schlitze in der Kopfwand ein, und zwar die Luft an den Seiten, das Gas in der Mitte; häufig hat diese Wand nur zwei Schlitze für Gas, während die Luft durch einen niedrigen, aber über die ganze Breite sich erstreckenden Spalt oberhalb der Gaszuführung oder durch Oeffnungen im Gewölbe eintritt. Eine weitere, besonders die längere Dauer der Wärmespeicherfüllungen gewährleistende Verbesserung besteht in der Verlängerung der senkrechten Gaskanäle in den Ofenköpfen nach abwärts, d.h. in der Anbringung von Staubsäcken zum Auffangen des vom abziehenden Gasstrom mitgerissenen Flugstaubes (s. Fig. 1). – Seit man erkannt hat, daß der größte Teil der Wärme durch Strahlung übertragen wird, erhält das Ofengewölbe geradlinigen Scheitel oder ist nach Fr. Siemens zu einer Kuppel ausgebildet, während es früher nach der Mitte hin stark zum Herde herabgezogen wurde; so kann sich jetzt nicht nur die Flamme weit besser entfalten, sondern die Gewölbe halten auch länger. Die Ofenköpfe, das Gewölbe und die Seitenwände werden aus höchst feuerfesten Dinassteinen hergestellt; der Herd wird aus Quarzmasse aufgestampft, falls mit sehr phosphorarmem, aus Dolomitmasse oder Magnesit, wenn mit phosphorhaltigem Rohmateriale gearbeitet wird, der Phosphor also oxydiert und verschlackt werden muß. Die Trennung des basischen Bodenmaterials und der sauren Steine an Seitenwänden und Ofenköpfen erfolgt durch Zwischenschaltung einer Lage von Chromeisenstein. Man unterscheidet hiernach saure und basische Oefen bezw. sauren und basischen Betrieb. Eine neuere, in Deutschland kaum, in Nordamerika, ihrer Heimat, nur wenig angewendete Ofenart sind die Kippöfen [5]–[7]. Der ganze Ofenkörper von Kopfwand bis Kopfwand (einschließlich) ist in eine starke Eisenkonstruktion gehüllt; infolge zylindrischer Gestaltung der Sohlwand oder durch Anbringung von Wiegekufen läßt er sich um seine Längsachse kippen. Zweck ist schnellere und reinere bezw. nur teilweise Entleerung. Nur wo die Möglichkeit zu letzterer von wesentlichem Wert ist, dürfte die Anwendung solch kostspieliger Bauweise gerechtfertigt sein, also bei kleinen Oefen für Stahlguß, die häufiges Füllen der Pfannen mit heißem Metall gestatten müssen, oder für sehr große Oefen zum Verfrischen flüssig zugeführten Roheisens unter teilweiser Verwendung des Bades für die nächste Hitze (s.u.).
In den hocherhitzten Ofen trägt man zunächst das Roheisen (5–50% vom Gesamtgewichte) ein, schmilzt es rasch nieder und tränkt nun die Eisenabfälle in einzelnen Posten im Bade ein, oder man setzt auch den Herd von vornherein voll Schrot. Vor jedem Zusatze hat man sich von dem Schmelzen des vorigen durch Umrühren zu überzeugen. Das Einschmelzen des ganzen Satzes nimmt je nach seinem Gewicht und der Beschaffenheit des Schrotes sehr verschiedene Zeit in Anspruch; je kleiner und leichter der letztere ist, desto länger dauert das Einsetzen, so daß unter Umständen im Tage nur zweiundeinhalb Sätze geschmolzen werden können. Stehen schwere Block- und Schienenabschnitte zur Verfügung, die noch fast glühend vorgelaufen werden, so kommt man auch auf sechs Hitzen. Im sauren Prozesse bildet sich nur wenig sehr kieselsäurereiche Schlacke, im basischen aber infolge Zuschlagens von gebranntem Kalk eine solche Menge, daß sie abgezogen werden muß, um nicht die Erhitzung und die Oxydation zu sehr zu verlangsamen. Genügt die oxydierende Wirkung der Feuergase nicht, wie es bei hohen Roheisensätzen der Fall ist, so ist Erz zuzuschlagen. Nachdem das durch Kohlenoxydentwicklung augenfällig werdende Frischen beendet und das in der Schlacke enthaltene Eisenoxydul reduziert ist, überzeugt man sich durch Probenehmen von der Beschaffenheit des Bades, gibt die desoxydierenden Zuschläge hinzu und schreitet nach abermaliger Probenahme zum Abstechen in eine mittels Laufkranes zu bewegende Gießpfanne, aus der dann die Block- bezw. Masseformen (letztere bei Erzeugung von Formgußstücken) gefüllt werden. Ferrosilicium wird oft erst in der Pfanne, Aluminium selbst erst in den Blockformen hinzugesetzt. Die lange Dauer des Prozesses gestattet eine sehr sorgfältige Regelung der chemischen Zusammensetzung des Bades, weshalb der Herdofenprozeß sich gleich gut zur Erzeugung harten Flußstahles oder ganz weicher Flußeisensorten und beliebiger Eisenlegierungen eignet. Das weiche Flußeisen des basischen Prozesses besitzt infolge seines außerordentlich geringen Gehaltes an fremden Bestandteilen einen hohen Grad von Schweißbarkeit und verdrängt das Schweißeisen mehr und mehr. Die Leistung eines Ofens hängt außer von seiner Größe sehr wesentlich von der Beschaffenheit des Rohmaterials ab. In einem 30-t-Ofen werden bei vier Hitzen im Tage und einem Abbrände von 5–8% rund 110–115 t, bei Anwendung von viel Schrot, der in schweren und noch heißen[108] Enden vorgelaufen wird, auch bei sechs Hitzen bis zu 170 t gute Blöcke erzeugt. Die Erzarbeit ergibt unter Umständen ein den Eiseneinsatz übersteigendes Ausbringen, da ein Teil des Erzes (30–60%) reduziert wird. Der Brennstoffaufwand beläuft sich bei Verwendung reiner, gasreicher Steinkohlen nicht viel über 200–250 kg auf 1 t Flußeisen, kann aber in kleinen Oefen und bei geringwertigem Brennmaterial auch bis auf 500 kg steigen.
Die Verwendung von viel Roheisen und besonders die von flüssig eingesetztem bringt durch die Steigerung des Erzbedarfes mancherlei Schwierigkeiten und Nachteile mit sich, die den Vorteil niedrigeren Preises der Rohstoffe mehr oder minder aufwiegen. Das Lösen der kalt eingesetzten Erze in der Schlacke kostet Zeit und Wärme, und die nachfolgende Reaktion verlängert abermals die Dauer; die entstehende große Schlackenmenge erschwert die Wärmeübertragung auf das Bad, womit abermals der Zeitaufwand wächst, die Erzeugungsfähigkeit des Ofens bis auf die Hälfte sinkt, Löhne und Brennstoffverbrauch steigen. Ferner verursacht die viele Schlacke rascheren Verschleiß des Ofenfutters und von dem Eisengehalt der Erze wird nur ein Teil reduziert; der andre geht in der Endschlacke verloren. Das Bestreben, diese Nachteile zu vermeiden, hat nun mancherlei Abarten des Herdofenprozesses gezeitigt, die, geordnet nach ihren Grundlagen, kurz geschildert werden müssen, da nach diesen Richtungen hin die Weiterentwicklung des in steigendem Maße sich ausbreitenden Verfahrens vor sich geht. – Die Verwendung großer Erzmengen im Martin-Ofen kann nur umgangen werden, wenn man dem Roheiseneinsatz annähernd die Zusammensetzung gibt, welche die Mischung zu Beginn des Schrotprozesses hat, d.h. wenn das Roheisen gefeint oder vorgefrischt wird. Das kann aber ebensowohl mit Luft als mit einer oxydierenden Erzschlacke erfolgen.
Das Vorfrischen mit Luft wurde zuerst von Würtenberger [8] 1879 auf dem »Phönix« in Ruhrort versucht; er führte Wind durch eine hohle, einem Puddelrührhaken ähnliche aber mehrzinkige Krücke in das im Martin-Ofen befindliche Bad. Wegen der zu Beschädigungen des Bodens führenden Lebhaftigkeit der Reaktion und andern Schwierigkeiten hat das Verfahren sich nicht dauernd einführen können. Besseren Erfolg hat das vereinigte Bessemer- und Martin-Verfahren (Duplexverfahren) in Witkowitz [9], [10] aufzuweisen. Das Roheisen, das einen nur mäßigen Phosphorgehalt haben darf (1,2% Silicium, 2,7% Mangan, 0,2% Phosphor, 3,7% Kohlenstoff) wird in Sätzen von je 10 t in der sauer ausgefütterten Birne binnen 8 Minuten vollständig entsiliciert sowie auf 0,1% Kohlenstoff und 0,4% Mangan herabgebracht; weiter kann man nicht gehen, ohne sich der Gefahr des Steifwerdens des Metalles auszusetzen und so die Ueberführung in den Martin-Ofen unmöglich zu machen. Arbeitet man ausschließlich mit vorgefrischtem Eisen, so kann der Einsatz in 3 Stunden gar gemacht werden einschließlich Reinigung und Ausbesserung des Herdes. Gewöhnlich wird jedoch, um auch die über Sonntag fallenden Masseln und etwas Schrot mitzuverarbeiten, mehr Zeit erforderlich. Eine Abänderung dieses Verfahrens rührt von Daelen und Pszczolka [11] her, die in einem auswechselbaren Vorherd des mit ununterbrochenem Stich versehenen Hochofens mit erhitztem Hochofengebläsewind vorfrischen; sie war einige Zeit in Krompach in Ungarn in Gebrauch. – Die beiden Vorschläge von Kernohan [12] und Sattmann [13], die behufs Vermeidung des Umgießens das Vorfrischen in einem rinnenförmigen Ofen bezw. in einer Rinne auf dem Wege des Eisens vom Hochofen zum Martin-Ofen mittels Durchblasens von Luft bezw. Aufblasens oxydierender Flammen bewirken wollen, sind wohl nur versuchsweise zur Anwendung gekommen.
Verbreiteter ist das Vorfrischen mit Erz im Herdofen selbst, von dem ebenfalls mehrere Ausführungsweisen um den Vorrang streiten. Das älteste ist das 1897 in Kladno zuerst versuchte Verfahren von Bertrand und Thiel [14]. Es benutzt behufs Vermeidung der obengeschilderten Uebelstände der Erzarbeit zwei Herdöfen in verschiedener Höhenlage (3 m Unterschied), deren oberer zum Vorfrischen dient, während im unteren die Sätze fertig gemacht werden. Der obere Ofen hat nur etwa halb so großes Fassungsvermögen wie der untere; in ihm wird binnen etwa 21/2 Stunden das größtenteils flüssig eingetragene Roheisen durch eine aus Kalkstein und Eisenerz gebildete Schlacke unter lebhafter Reaktion entsiliciert, zum Teil entphosphort und entkohlt. Inzwischen hat der untere Ofen den Schroteinsatz erhalten und auf Glühhitze gebracht; dann wird durch Abstechen des oberen Ofens dessen Metallinhalt in den unteren überführt, während die kiesel- und phosphorsäurereiche aber sauerstoffarme Schlacke zurückbleibt. Im unteren Ofen erfolgt nun durch Zusatz von Erz und Kalkstein die Bildung neuer Schlacke, die das Frischen lebhaft zu Ende führt.
Die beiden Abschnitte des Prozesses lassen sich jedoch auch in nur einem Ofen nacheinander durchführen. Monell [15] setzt nach dem amerikanischen Patent Nr. 652226 in einen 40-t-Ofen zunächst Kalkstein, 50% des gewöhnlichen Satzes an Roheisen oder Schrot und 20% Eisenerz ein, erhitzt auf helle Rotglut und gießt nun auf die zum Teil noch ungeschmolzene Masse die andre Hälfte des Satzes an flüssigem Roheisen. Sofort beginnt lebhaft die Bildung einer basischen Schlacke unter gleichzeitiger Oxydation von Silicium, Mangan und Phosphor sowie von etwas Kohlenstoff. Nach einer Stunde ist der Phosphorgehalt von 0,5–0,8% auf 0,04% vermindert; Silicium und Mangan sind vollständig verbrannt. Durch Abstechen von 80% der Schlacke erhält man ein fast unbedecktes Metallbad, das nun mit oxydierender Flamme zu Ende gefrischt wird. Die Beschleunigung der Oxydation gestattet die Hälfte Hitzen mehr durchzuführen als nach dem alten Verfahren. – Uebrigens nimmt Goriaïneff [16] die Priorität für sich in Anspruch, da er in Briansk schon 1894 in fast gleicher Weise gearbeitet habe.
Mehr Aufsehen hat das auf den Pencoid Iron Works seit 1899 in Anwendung stehende ununterbrochene Verfahren von Talbot [17] erregt. Es wird in einem Kippofen von sehr großem, 100 t überschreitendem Fassungsvermögen ausgeführt und besteht darin, daß durch Zusatz von Kalkstein und Erz oder Walzensinter eine stark oxydierende Schlacke über einem fertigen Stahlbade gebildet und nun flüssiges Roheisen hinzugegossen wird. Da Stahlbad und Schlacke sehr viel höhere Temperatur haben als das Roheisen, so tritt sofort eine außerordentlich lebhafte[109] Reaktion auf; die Oxydation von Silicium, Mangan, Phosphor und eines Teils des Kohlenstoffes erfolgt ungemein rasch sowohl schon beim Durchfließen des Eisens durch die Schlackendecke als während der Berührung an den Oberflächen, da das leichtere Roheisen auf dem Stahlbade schwimmt, und in nach 10 Minuten beendet. Ein Teil der erschöpften Schlacke wird abgegossen, der Rest durch erneuten Zusatz von Kalknein und Eisenoxyden wieder reaktionsfähig gemacht und abermals Roheisen eingegossen, u.s.w. In so der Herd mit vorgefrischtem Eisen gefüllt, so läßt man das Bad kochen bis zur vollendeten Entkohlung und macht es durch oxydierende Zusätze fertig. Dann gießt man einen Teil als Fertigerzeugnis ab und beginnt das Vorfrischen von neuem. Als ein Nachteil in anzusehen, daß jedesmal das ganze Bad völlig entkohlt und unter Aufwand kostspieliger Zuschläge fertig gemacht werden muß, während doch nur ein Teil desselben (höchstens die Hälfte) als Erzeugnis den Ofen verläßt. Das Verfahren eignet sich überdies nur zur Herstellung von Metall für Massenartikel, nicht aber für hochwertige Waren.
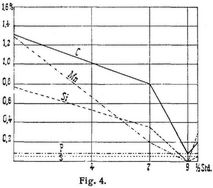
Die chemischen Vorgänge im Martin-Ofen lassen sich am heften an Hand einiger Schaubilder von genau untersuchten Hitzen erläutern. Fig. 4 stellt. den Verlauf eines normalen Schrotschmelzens im sauer zugestellten Ofen dar [18]. Die chemischen Vorgänge beschränken sich auf die Oxydation der Nebenbestandteile des Roheisens, Silicium, Mangan und Kohlenstoff sowie von Eisen. Die ersteren beiden verbrennen größtenteils schon während des Einschmelzens; die Oxydation des Kohlenstoffes geht erst lebhaft von Hatten, wenn nach Beendigung des Einschmelzens die Temperatur des Bades gesteigert werden kann; sie äußert sich in einer leicht kochenden Bewegung des Bades und dem Verbrennen von entweichenden Gasblasen. Gleichzeitig wird das mit der Kieselsäure und dem Manganoxydul zu einer Schlacke zusammengetretene Eisenoxydul durch den Kohlenstoff zum Teil wieder reduziert. Ist letzterer Vorgang, sei es durch Verbrauch des Kohlenstoff es, zu Ende, was an dem Aufhören der Gasentwicklung erkannt wird, so überzeugt man sich von dem Grade der Entkohlung durch Probenahme und gibt die Desoxydations- und Entgasungszuschläge. Die Schlacke ist, da zur Sättigung mit Kieselsäure aus dem Ofenfutter Gelegenheit gegeben, stark sauer und löst infolgedessen nur minimale Mengen Phosphorsäure, was die Oxydation des Phosphors aus dem Eisenbade hindert. Schwefel wird nicht oxydiert wegen der ungemein großen Verdünnung, in der er sich im Bade befindet. Die Zusammensetzung und die Veränderung der Schlacke ist nach Ledebur [19] in Fig. 5 dargestellt.
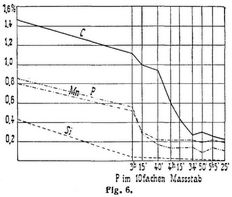
Im basisch ausgefütterten Ofen ist der Verlauf etwas anders. Enthält der Einsatz auch beträchtlich weniger Silicium als beim sauren Verfahren, so würde die entfliehende geringere Menge Kieselsäure doch immer noch stark lösend auf das Ofenfutter wirken. Man muß deshalb zu deren Bindung von vornherein einen Kalkzuschlag geben. Dessen Anwesenheit hat zur Folge, daß die Oxydation sich auch auf den Phosphor erstreckt und dieser ebenso wie die übrigen Bestandteile schon während des Einschmelzens etwas abnimmt. Die Wirkung des basischen Zuschlages auf die Oxydation von Silicium und Phosphor ist unverkennbar. Um das Verhalten des letzteren besser zu veranschaulichen, ist er in Fig. 6 im zehnfachen Maßstabe aufgetragen. Der Einsatz der von Schmidhammer [20] mitgeteilten Hitze aus 3000 kg Roheisen und 4000 kg Schrot brauchte 3 Stunden zum Einschmelzen. Nach 15, 40, 60 und 75 Minuten erfolgten Zusätze von 120, 180, 72 und 48 kg Ziegeln aus Hammerschlag und Kalk; die hierdurch hervorgerufene Beschleunigung, der Oxydation ist sehr beträchtlich; denn schon nach dem ersten bezw. zweiten Zusatz sind Phosphor und Mangan auf den Betrag herabgebracht, den das Enderzeugnis aufweist. Erst nach deren Entfernung setzt die Oxydation des Kohlenstoffes stärker ein; aber auch dieser in, obgleich er den dritten und vierten Zuschlag von Hammerschlag nötig machte, nach 1 Stunde 34 Minuten vom Einschmelzen ab verbrannt. Ein Vergleich mit Fig. 4 zeigt deutlich die Beschleunigung des ganzen Verfahrens durch die oxydierenden Zuschläge. Während beim basischen Birnenverfahren die Oxydation des Phosphors erst einsetzt, nachdem aller Kohlenstoff entfernt ist, geht sie hier voraus, und das ist ein auf die höhere Temperatur bei jenem zurückzuführender bezeichnender Unterschied. In Fig. 7 sind die Veränderungen der zugehörigen Schlacke dargestellt.[110]
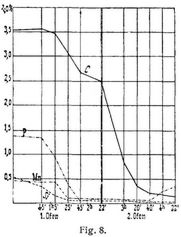
Als Beispiel für das Bertrand-Thiel-Verfahren ist eine Hitze von dem Eisenwerke Kladno in Böhmen, die Ledebur [21] mitteilt, in Fig. 8 dargestellt. Der erste Abschnitt von 45 Minuten, in dem bereits zweimal Erz und Kalk gesetzt wurde, zeigt nur äußerst geringe Aenderungen des Einsatzes, nämlich mäßige Verringerung von Silicium und Phosphor und geringe Erhöhung des Kohlenstoffgehaltes, letztere eine Folge der Abnahme der andern Bestandteile, vornehmlich der Oxydation von Eisen. Während dieser Zeit muß sich aus den Zuschlägen durch Schmelzen erst eine Schlacke bilden, deren Wirkung dann in den folgenden dreimal 20 Minuten, während denen jedesmal wieder Erz und Kalk eingesetzt wurden, auch deutlich hervortritt. Schon nach 1 Stunde 45 Minuten sind Silicium, Mangan und Phosphor vollständig, vom Kohlenstoff ist etwa ein Viertel verbrannt. Die Wirkung des letzten Zuschlages vor dem Abstechen in den zweiten Ofen ist nur noch gering, er hätte erspart und die Schmelzdauer im ersten Ofen um 30 Minuten abgekürzt werden können. Dem zweiten Ofen fällt, wie das Schaubild deutlich erkennen läßt, nur noch die Entkohlung zu, die ausschließlich durch die Feuergase bewirkt wird, welche das von Schlacken nicht bedeckte Bad auf seiner ganzen Fläche berühren.
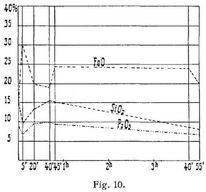
Das Talbot-Verfahren ist durch die Schaubilder Fig. 9 und 10 dargestellt, und zwar nach einer Veröffentlichung des Erfinders [22]. Während in ersterem die Einsätze von Roheisen nach 10 und 45 Minuten durch Erhöhung der Nebenbestandteile des Bades deutlich hervortreten, läßt in letzterem der Zuschlag von Erz nach 5 Minuten vom Beginn die Steigerung der Oxydationsfähigkeit der Schlacke durch starke Zunahme des Eisenoxydulgehaltes erkennen. Die Wirkung auf das zugeführte Roheisen ist denn auch, wie beide Schaubilder zeigen, ungemein kräftig. Aehnlich verhält sich das Schmelzgut nach dem zweiten Eisen- und Erzzusatz. Scheinbar verlaufen die Oxydation des Kohlenstoffes und des Phosphors gleichzeitig; in Wirklichkeit dürfte sich das Bild, das leider mangels mehrerer Analysen aus der Kochperiode und wegen gänzlichen Uebergehens des Kalkgehaltes der Schlacke sich nicht genau genug aufzeichnen läßt, etwas anders darstellen. Die lebhafte Oxydation des Kohlenstoffes mußte unbedingt durch Abnahme des Eisenoxydulgehaltes der Schlacke infolge Reduktion zum Ausdruck kommen. Sehr deutlich tritt in Fig. 9 die dem basischen Herdofenverfahren eigne Erscheinung zutage, daß infolge Aufnahme von Schwefelverbindungen aus den Feuergasen durch die Schlacke dem Metallbade Schwefel zugeführt wird.
b) Birnenprozesse. Diese sind reine Oxydations- und Frischverfahren mittels atmosphärischer Luft, die durch den flüssigen Roheisensatz gepreßt und so in innigste Berührung mit dem Metalle gebracht wird. Eine Mitwirkung oxyduloxydreicher Schlacken wie bei der Schweißeisenerzeugung oder von oxydischen Zuschlägen (Hammerschlag, Eisenerz) wie bei dem Herdofenverfahren ist hier ausgeschlossen, da ihnen die Ofenfutter nicht standhalten würden, ist aber auch nicht nötig, weil in der hohen Temperatur des Prozesses der Kohlenstoff mit größter Begierde sich des freien Sauerstoffes bemächtigt. Der Gedanke, die Luft behufs Oxydation durch flüssiges Roheisen zu blasen, rührt von Henry Bessemer her [23], dessen Name für immer mit dieser eine vollständige Umwälzung im Eisenhüttenwesen hervorrufenden Erfindung verknüpft ist. Seine Versuche begannen 1855 und erforderten mehrere Jahre andauernder Arbeit, ehe sie zum Ziele führten. Die im Verlaufe des Verfahrens zu außergewöhnlicher Höhe sich erhebende Temperatur bedingte ein höchst feuerbeständiges Ofenfutter, als welches Bessemer ein sandiges bezw. sandsteinartiges, vorwiegend aus amorpher Kieselsäure mit sehr wenig Ton[111] bestehendes Gestein, Ganister, in Deutschland Tonstein genannt, wählte. In so saurem Futter ist natürlich die Bildung einer basischen Schlacke ausgeschlossen; diese ist vielmehr mindestens Bi-, selbst Trisilikat und somit unfähig, noch außerdem Phosphorsäure in merklicher Menge zu lösen. Sämtlicher im Roheisen enthaltene Phosphor verbleibt daher im Erzeugnisse und schädigt dessen mechanische Eigenschaften derart, daß nur ganz phosphorarmes Rohmaterial Verwendung im Bessemer-Prozesse finden konnte. Weitaus das meiste Roheisen blieb deshalb ausgeschlossen und sehr viele auf das neue Verfahren gesetzte Hoffnungen erwiesen sich als trügerisch. – Der richtige Grund für den Verbleib des bei andern Frischprozessen mit den übrigen Nebenbestandteilen der Oxydation unterliegenden Phosphors im Metalle wurde nicht sofort erkannt. Aber selbst nachdem Snelus [24] ihn aufgefunden, war Abhilfe noch nicht geschafft, da man kein andres geeignetes Futtermaterial an die Stelle der Kieselsäure zu setzen wußte. Erst 1878 gelang es Sidney Gilshrist Thomas [25], ein basisches Futter aus Kalk und Magnesia herzustellen, innerhalb dessen eine stark basische, die Phosphorsäure aufnehmende Schlacke gebildet werden konnte. Von da an bildet der Phosphorgehalt des Roheisens kein Hindernis mehr, und es können auch diejenigen Hüttenbezirke an der Ausnutzung der Birnenprozesse sich beteiligen, die vorher von diesem Fortschritte nicht Nutzen ziehen konnten. Hauptsächlich Deutschland, dessen Hüttenleute sich der Ausbildung des abgeänderten, Thomas-Prozeß genannten Verfahrens besonders eifrig widmeten, ist dadurch von der Einfuhr phosphorarmen Roheisens oder doch mindestens reiner, zu seiner Erzeugung geeigneter Erze unabhängig geworden.
An Rohstoffen werden gebraucht: 1. Roheisen, für den Bessemer- oder sauren Prozeß arm an Phosphor und Schwefel (bis 0,15%), 0,8–2,0% Silicium und 0–3,5% Mangan enthaltend, für den Thomas- oder basischen Prozeß gleichfalls arm an Schwefel, aber mit nur 0,1–0,3%. Silicium, dagegen 1,5–2,5% Phosphor; 2. schlackenbildender Zuschlag für den basischen Prozeß, gebrannter Kalk; 3. desoxydierende Zuschläge, als Spiegeleisen, Ferromangan, Ferrosilicium, Aluminium; 4. kohlende Zuschläge, Spiegeleisen, Kohlenstoff; 5. Wind von 1,5–2 Atmosphären Ueberdruck; 6. Schrot vom eignen Prozeß, teils zur Regelung der Temperatur, teils zu kostenloser Verwertung.
Die Oefen, Gieß-, Hebe- und andre Vorrichtungen. Zum Schmelzen des Roheisens dienen heute, mit ganz seltenen Ausnahmen, nur Kupolöfen verschiedener Bauart, aber sehr großer Leistungsfähigkeit, da sie in einer Stunde bis 20 t flüssiges Metall liefern müssen. Wo neben dem Bessemer-Werk Hochöfen betrieben werden, zieht man heute meist vor, das Roheisen diesen unmittelbar zu entnehmen und in großen Pfannen dem Bessemer-Ofen zuzuführen. Die Kupolöfen entlassen das flüssige Metall durch Rinnen unmittelbar in den Bessemer-Ofen oder, falls abseits angeordnet, ebenfalls erst in fahrbare Pfannen. Das Spiegeleisen wird in kleinen Kupolöfen umgeschmolzen; die andern metallischen Zuschläge pflegt man in fester Form zuzusetzen. Manche Hütten schalten zwischen den Hochofen und den Bessemer-Ofen ein großes, in seiner Form dem letzteren ziemlich ähnliches oder auch zylindrisches Gefäß ein, das 200 und mehr Tonnen flüssiges Roheisen aufnehmen kann, den Roheisenmischer [26]. Da die Erzeugung eines Hochofens den Bedarf einer Birne bei weitem nicht deckt, man also gezwungen ist, bei unmittelbarem Verblasen das Roheisen abwechselnd aus verschiedenen Hochöfen zu entnehmen, deren Gang nicht durchaus übereinstimmt, da selbst bei einem und demselben Ofen im Laufe des Tages Schwankungen in der Zusammensetzung des Erzeugnisses eintreten, so ist ein ungleichmäßiger Verlauf der einzelnen Hitzen unvermeidlich. Diese Unterschiede auszugleichen, ist eine Aufgabe des Mischers, der die einzelnen Abstiche der Hochöfen in seinem weiten Bauche aufnimmt. Aus ihm gießt man dann nach Bedarf die Einsätze für die rasch einander folgenden Hitzen ab. Gleichzeitig erfüllt er ein andre wichtige Aufgabe: er scheidet den weitaus größten Teil des Schwefels aus dem Roheisen ab. Enthält dieses einige Prozente Mangan, das ihm am besten im Hochofen zugeführt wird, aber auch durch Zusatz von Spiegeleisen oder Eisenmangan einverleibt werden kann, so vereinigt sich der Schwefel mit diesem zu Schwefelmangan, das, weil dem Eisen nur mechanisch beigemengt, sich von ihm trennt, falls dieses nur lange genug flüssig bleibt, um den Unterschied der spezifischen Gewichte zur Wirkung gelangen zu lassen, was beim Abstechen in Masselbetten nicht möglich ist. Schon in der Beförderungspfanne und weiterhin im Mischer sammelt sich auf dem Metallbade eine dicke Schicht schwarzer, an Schwefelmangan sehr reicher Schlacke, so daß der Schwefelgehalt des Roheisens leicht von 0,2 auf 0,03% sich mindert.
Der Bessemer-Ofen (Fig. 11 und 12) hat noch heute die ihm vom Erfinder gegebene Gestalt einer Birne und führt ziemlich allgemein diesen Namen; nach der in ihm vorgehenden Umwandlung des Roheisens in schmiedbares Eisen wird er auch Konverter genannt. Im Gegensatz zu allen andern metallurgischen Oefen steht er der Regel nach nicht fest, sondern hängt an zwei starken Zapfen in Lagern. Der eine, der Wendezapfen a, trägt ein Zahnrad c, der andre, der Windzapfen b, ist hohl und setzt den Ofen mit der Windleitung in Verbindung. Mittels einer durch einen Wasserdruckkolben bewegten, in c eingreifenden Zahnstange d oder auch mittels einer durch Dampfmaschine getriebenen Schnecke kann der Ofen um wenigstens 270° gedreht und so in die zum Eintragen oder Ausgießen des Einsatzes durch den am oberen Ende befindlichen Hals erforderlichen Stellungen gebracht werden. Vom Windzapfen führt ein Rohr nach dem unter dem Boden der Birne angebrachten Windkasten e, von wo aus (etwa 100) 15–17 mm weite Düsen des Bodens den Wind in den Ofen treten lassen. Der Düsenquerschnitt beträgt auf 1 t Einsatz bis 15 qcm in Bessemer-, bis 27 qcm in Thomas-Birnen. Birnen für 12–15 t Einsatz haben etwa 1,75–2,3 m lichte Weite im Bauche, 1,50 m am Boden, 4,75 m lichte Höhe, 450 mm Wand- und 550–650 mm Bodenstärke. Für die 1879 zuerst in Avesta in Schweden ausgeführte Kleinbessemerei [27] mit Sätzen von 400–700 kg kamen entsprechend kleine Birnen zur Verwendung; das Verfahren hat sich damals nur an sehr wenigen Orten Eingang[112] verschafft und ist, sofern es zur Erzeugung von Blöcken zur Weiterverarbeitung betrieben, fast überall als wirtschaftlich nicht vorteilhaft wieder aufgegeben worden. Ebensowenig haben sich feststehende Oefen, die nicht durch Ausgießen aus dem Hälse, sondern durch Abstechen entleert wurden (schwedische Oefen, Clapp-Griffith-Konverter u.a. [28]–[31]), dauernd erhalten. Ueber eine neuere Anwendung der Kleinbessemerei s. Stahlgießerei. Die aus Kesselblech gebauten Ofenmäntel werden mit höchst sauren Quarzsteinen oder mit basischen Steinen ausgemauert. Letztere erzeugt man allgemein unter 300 Atmosphären Druck mittels Wasserdruckpressen aus einem Gemenge von scharfgebranntem zerkleinerten Dolomit mit entwässertem Teer. Die Böden werden gedampft und scharf erhitzt, die basischen innerhalb ihrer Form, um das Wegbrennen des Teers zu verhüten. Sie werden dann von unten her mittels Druckwasserhebevorrichtungen in die aufrechtstehende Birne eingesetzt. Die Böden halten 16–25 Hitzen, die Birnenwände etwa 300 Hitzen aus.
Die Gießvorrichtungen bestehen aus großen, den ganzen Einsatz aufnehmenden, mit feuerfesten Steinen ausgemauerten und am Boden mit einem Ventile versehenen Pfannen, die entweder von Druckwasserdreh-, von fahrbaren Dampf- oder von elektrisch angetriebenen Kranen getragen und von diesen über die Gußformen gebracht werden. Letztere sind gußeiserne Gefäße von der Form abgestumpfter vier- oder achtseitiger Pyramiden quadratischen oder rechteckigen Grundrisses bezw. abgestumpfte Kegel; sie besitzen keinen Boden, sondern stehen auf eisernen Unterlagsplatten, oft zu vielen auf einer gemeinsamen, und werden dann durch einen in der Mitte stehenden, mittels Schamottekanälen in der Sohlplatte mit den einzelnen Formen in Verbindung gebrachten Trichter gleichzeitig gefüllt. Die Größe der Formen (Kokillen) richtet sich nach dem Gewichte der herzustellenden Blöcke. Aus verschiedenen Gründen, besonders aber wegen Beschleunigung der Arbeit, gießt man heute wenn möglich schwere (1–2 t) Blöcke. Neben den Gießkranen besitzt jedes Bessemer- oder Thomas-Werk eine Anzahl Blockkrane zum Abziehen der Formen von den erstarrten Blöcken, zum Befördern oder Verladen dieser, zum Wiederaufstellen der Gußformen u.s.w., die ebenfalls durch Wasserdruck betrieben werden. Das Druckwasser liefern Pumpen, die es für den Gebrauch in besonderen Behältern (Akkumulatoren) verschiedener Bauart aufspeichern. Die zahlreichen Druckwasservorrichtungen werden meist von einem Platze, dem Steuertische oder der Kanzel aus, gesteuert; doch haben heute die Blockkrane oft jeder einen besonderen Steuermann.
Das Verfahren hat, je nachdem ob sauer oder basisch gearbeitet wird, etwas verschiedenen Verlauf. Nach dem Eintragen des Roheisens in die hocherhitzte Birne beginnt man zu blasen, bringt die Windspannung bis auf 1,5 kg/qcm Ueberdruck und richtet den Ofen dann plötzlich auf. Der Windstrom bewirkt ein sehr rasches Verbrennen von Silicium, Mangan, Eisen, Kohlenstoff bezw. auch Phosphor, so daß nach 15–20 Minuten der Prozeß vollendet und ein von den Nebenbestandteilen fast freies Eisen erzeugt ist, das nahezu Platinschmelzhitze besitzt. Die Blasedauer hängt von der Größe des Einsatzes, der Zusammensetzung des Roheisens, dem Grade der Entkohlung des Erzeugnisses und dem Querschnitte der Windeintrittsöffnungen ab. Während bei kleinen Einsätzen, die unmittelbar auf Stahl verblasen werden, 5–6 Minuten genügen, erfordern 12–15 t schwere, auf weiches Flußeisen zu verarbeitende Sätze 18–20 Minuten Blasezeit. In dieser immerhin sehr kurzen Zeit sind doch drei ganz verschiedene Abschnitte sehr deutlich zu unterscheiden. Im ersten tritt nur ein mit zahlreichen Funken untermischter Gasstrom aus dem Ofen. Die Funken erzeugen ein schwach leuchtendes ununterbrochenes Spektrum, in dem sich entweder sofort oder doch nach Verlauf weniger Minuten, zunächst nur aufblitzend, allmählich feststehend, die Natriumlinien zeigen, denen bald auch die des Kaliums und des Lithiums folgen. Nach einigen Minuten entwickelt sich eine wirkliche Flamme, und damit ist der erste Abschnitt, das Feinen, während welchem nur Silicium und Mangan bezw. Eisen (bei manganarmem[113] Roheisen) zu nicht flüchtigen, eine Schlacke bildenden Oxyden verbrennen, abgeschlossen, und das graue Roheisen ist in weißes übergegangen. In der folgenden Rohfrisch – oder Kochperiode erstreckt sich die Oxydation fast ausschließlich auf den Kohlenstoff. Die Flamme wird sehr lang, sehr hell, und ein polterndes Geräusch wird aus dem Ofen hörbar; zeitweilig werden nicht unbedeutende Schlacken- und Eisenmengen mit großer Gewalt ausgeworfen. Im Spektrum sind drei bis fünf (je nach der Durchsichtigkeit der Flamme) Gruppen gelbgrüner und grüner Linien aufgetreten, die sich von dem hellen ununterbrochenen Spektrum deutlich abheben; sie gehören dem Mangan an. Die Linien des Eisens sind kaum sichtbar, da ihr schwaches Licht von den hell leuchtenden Manganlinien und dem ununterbrochenen Spektrum übertönt wird. Nach 10–15 Minuten tritt ziemlich plötzlich die dritte, die Garperiode, ein, während der die Manganlinien in umgekehrter Reihenfolge, wie sie erschienen sind, wieder verschwinden (2–3 Minuten). Die Flamme wird kürzer, mischt sich mit braunem, allmählich ganz undurchsichtig werdendem Rauch und verschwindet ganz. Damit ist das Manganspektrum erloschen; nur die Natriumlinie bleibt sichtbar, bis auch sie vom Rauche verdeckt wird. Der saure Prozeß ist damit beendet und das Roheisen in schmiedbares Eisen verwandelt. Man kippt die Birne, entnimmt mit einem Spieße eine Schlacken-, mit einem Löffel eine Metallprobe und beurteilt hiernach die Beschaffenheit des Erzeugnisses. Erstere hat leberbraune bis schwarze Farbe; letztere wird unter einem Dampfhammer ausgeplattet und auf das Gefüge des Bruches untersucht. Ist der gewünschte Entkohlungsgrad erreicht, so wird bei direktem Blasen auf Stahl ausgegossen, bei gewöhnlichem Verfahren mittels Rückkohlens der Desoxydations- und Kohlungszuschlag (Spiegeleisen, Eisenmangan) flüssig oder in Stücken eingetragen, ganz kurze Zeit behufs Mischens geblasen, wobei wieder eine lange Flamme mit dem Manganspektrum erscheint, und dann in die Gießpfanne ausgegossen. Die Birne erhält sofort wieder eine neue Füllung, und der Prozeß wiederholt sich in 24 Stunden 50–60 mal.
Das basische Verfahren verläuft im ganzen ebenso, zeigt aber doch einige bezeichnende Abweichungen. Vor dem Einsetzen des Roheisens wird der schlackenbildende Zuschlag (12–15% gebrannter Kalk) eingefüllt. Das Roheisen ist weiß und sehr heiß; infolgedessen fällt der erste Abschnitt aus, und ganz kurze Zeit nach dem Beginne ist die Flamme mit dem Manganspektrum ausgebildet; neben den vorhergenannten Linien treten noch diejenigen des Calciums deutlich hervor. Bis zum Ende der Entkohlung ist der Verlauf wie obengeschildert; da aber jetzt das Eisen noch fast sämtlichen Phosphor enthält, wird das Blasen nach dem Verschwinden der Manganlinien fortgesetzt (Nachblasen), bis auch dieser verbrannt ist, wofür aber das Spektrum keinen Anhalt bietet. Der Zeitpunkt der Beendigung kann nur durch Erfahrung und Probenehmen festgestellt werden. Einen ungefähren Anhalt bietet die Berechnung der einzublasenden Luftmenge nach dem Phosphorgehalte des Roheisens und der eingeblasenen aus der Leistung des Gebläses und der Zeit.
Die Schlacke wird ihrer großen Menge wegen und behufs weiterer Verwertung als Düngemittel in besondere Gefäße abgegossen, ehe man das Metall in die Gießpfanne überführt. Das Desoxydieren erfolgt wie beim sauren Verfahren durch Manganlegierungen, erfordert hier aber gewisse Vorsicht, sobald es mit der Rückkohlung verbunden wird. Bei der Unmöglichkeit, die Phosphatschlacke vom Eisen rein abzugießen, ist man der Gefahr ausgesetzt, daß der Kohlenstoff des Spiegeleisens Phosphorpentoxyd reduziert und das Metall, das bis auf geringe Spuren von Phosphor befreit ist, mit diesem wieder anreichert. Dies ist der Grund, aus dem längere Zeit das Thomas-Verfahren ausschließlich zur Erzeugung ganz weichen Flußeisens benutzt wurde. Man umgeht diesen Uebelstand, indem man das flüssige Spiegeleisen aus einer Pfanne zugleich mit dem Metall aus der Birne in die Gießpfanne fließen läßt; beide Flüssigkeitsströme mischen sich und die Reaktion findet statt, ehe Schlacke hinzutritt. Ein andrer Weg ist das Rückkohlen mittels festen, pulverförmigen Kohlenstoffes (Darby-Phönix-Verfahren), den man in die Gießpfanne gibt, bevor das Eisen eingegossen wird; er löst sich in diesem mit überraschender Leichtigkeit auf, so daß jetzt auch nach dem Thomas-Verfahren harte Stahle mit Kohlenstoffgehalten bis zu 1,5% erzeugt werden können. Aus weiter unten zu erörternden Gründen kommt das Thomas-Metall besonders heiß aus der Birne, so daß man mit dem Gießen der Blöcke oft etwas warten und die Formen langsam füllen muß; andernfalls kocht das Eisen leicht in ihnen.
Die chemischen Vorgänge in der Birne. Während der Einsatz in der Bessemer-Birne eine den Schmelzpunkt des Roheisens (1250°) nicht sehr weit übersteigende Temperatur besitzt, gelangt das Flußeisen mit etwa Platinschmelzhitze (1775°) in die Gießpfanne, obgleich während des Blasens durch die Gase mehrere Millionen Wärmeeinheiten entführt werden. Diese Ungeheuern Wärmemengen liefern das Silicium mit 7830 W.E., der Phosphor mit 5965 W.E., nebensächlich auch das Eisen mit 1353 W.E. und das Mangan mit 1723 W.-E. für jedes verbrannte Kilogramm. Der Kohlenstoff trägt dagegen zur Temperatursteigerung nicht bei, da er nur zu Kohlenoxyd verbrennt und die Verbrennungstemperatur mit atmosphärischer Luft höchstens 1600° erreicht, so daß die Verbrennungsgase in den höheren Temperaturen mehr Wärme entführen, als vom Kohlenstoff entwickelt wurde. Je 1% der Nebenbestandteile steigert die Temperatur des Bades um nachstehende Beträge: Si 300°, P 183°, Mn 60°, Fe 44°. Im sauren Prozeß ist hiernach allein das Silicium, im basischen der Phosphor der Wärmelieferant. Ein Teil der erforderlichen Wärme kann allerdings auch durch sehr heißes Einschmelzen des Roheisens gedeckt werden.
Die Reihenfolge der Oxydation müßte theoretisch folgende sein: Si, C, Mn, Fe; in Wirklichkeit finden aber Abweichungen statt, sowohl wegen der Mengen- als wegen der Temperaturverhältnisse. Infolge Ueberwiegens der Menge nach wird z.B. von Anfang an etwas Eisen mitverbrannt, und bei Zeigender Temperatur (über 1400°) bemächtigt sich fast ausschließlich der Kohlenstoff des Sauerstoffes, so daß die Siliciumverbrennung zuzeiten nahezu unterbrochen[114] werden kann. Durch Regelung der Temperatur läßt sich die Reihenfolge beeinflussen. Fig. 13 stellt den Verlauf einer Hitze mit niedriger Anfangstemperatur dar. In der ersten Zeit verbrennt neben dem sehr kleinen Mangangehalte fall ausschließlich Silicium, der Kohlenstoff bleibt unberührt, ja relativ nimmt er sogar zu; erst nachdem das verbrennende Silicium das Bad auf die Temperatur gebracht hat, in der lebhafte Kohlenoxydbildung eintreten kann, beginnt die Verbrennung des Kohlenstoffes unter gleichzeitiger Weiteroxydation des Siliciums, was uns beweist, daß die Badtemperatur nicht so hoch sein kann wie in der in Fig. 14 dargestellten Hitze. Hier verbrennt der Kohlenstoff von Anfang an; die Flamme tritt demgemäß sofort auf und nicht erst nach einer etwa 6 Minuten langen Funkenperiode wie in der ersten Hitze. Das Roheisen muß somit viel heißer eingetragen worden sein. Nachdem die Temperatur noch etwa 200° gestiegen ist, hört die Siliciumverbrennung fast auf, bis die Kohlenstoffmenge so weit herabgemindert ist, daß der Rest den eingeblasenen Sauerstoff nicht allein mehr verbrauchen kann. Sodann tritt von neuem lebhafte Oxydation des Siliciums und damit abermalige beträchtliche Temperatursteigerung ein, so daß das Metall viel heißer aus der Birne kommt als in der ersten Hitze. Dadurch wird das Gießen sehr erleichtert, und das ist der Grund, weshalb letzteres Verfahren dem ersteren vorgezogen wird. Das Mangan nimmt während der ganzen Zeit annähernd gleichmäßig ab. Ueber die verbrennenden Eisenmengen lassen sich Angaben nicht machen, da hierfür nur eine Feststellung des Gewichtes an Metall und Schlacke im Augenblicke der jeweiligen. Probenahme die Grundlagen gewähren würde.
Ganz ähnliche Bilder zeigt der Verlauf des Thomas-Verfahrens, nur tritt hier noch die Phosphorlinie hinzu. Fig. 15 stammt wieder von einer Hitze mit niedriger Anfangstemperatur; der mäßige Siliciumgehalt reicht aber aus, um dieselbe so weit zu steigern, daß die Kohlenstoffoxydation beginnen kann. Nachdem diese vollendet, wirst sich der Sauerstoff auf den allein noch übrigen Phosphor. Fig. 16 gehört zu einer Hitze mit hoher Anfangstemperatur. Neben dem Kohlenstoff verbrennt die geringe Siliciummenge, nach ersterem wieder der Phosphor. Die Unbequemlichkeit der Bildung sehr großer Schlackenmengen bei höherem Siliciumgehalt sichert auch im basischen Verfahren der zweiten Arbeitsweise den Vorzug. Nur wenn das Eisen aus dem Mischer entnommen wird, wo es nicht immer genügend heiß bleibt, verfährt man auch jetzt noch in der ersten Weise, allerdings unter Ermäßigung des Siliciumgehaltes auf 0,5–0,6%.
Zur Erklärung der obengeschilderten Spektralerscheinungen und ihres Zusammenhanges mit den Vorgängen im Ofen dienen folgende Beobachtungen: 1. die Flamme schlägt nicht aus der Birne, sondern sitzt auf ihrer Mündung auf; 2. wenn die Birne so weit gekippt wird, daß eine Düse über der Oberfläche des Bades liegt, verschwinden die Flamme und die Manganlinien. – Die Flamme entsteht erst dann, wenn die Badtemperatur bis zur Entzündungstemperatur des Kohlenstoffes gestiegen ist. Neben Kohlenoxyd erfüllt dann nur Stickstoff die Birne; ersteres kann also erst brennen, wenn es außerhalb des Ofens den Luftsauerstoff vorfindet. Die in der hohen Temperatur entgehenden glühenden Dämpfe von Alkaliverbindungen aus dem Futter, von Mangan und Eisen aus dem Einsatze erzeugen die Spektralerscheinungen, die Metalldämpfe aber nur so lange, als sie in elementarem Zustande dem Ofen entweichen, d.i. solange dieser nur mit Kohlenoxyd und Stickstoff erfüllt ist. Sobald aber freier Sauerstoff durch das Metallbad hindurchgeht, wie es der Fall, nachdem fast aller Kohlenstoff oxydiert ist, oder sobald durch Neigen der Birne etwas Luft über das Bad streicht, so verbrennen die Metalldämpfe bereits in der Birne zu Oxyden und verlassen den Ofen als brauner Rauch: die Linienspektren der Metalle verschwinden. Vollendete Entkohlung und Verschwinden des Manganspektrums fallen also zusammen, wie oben bereits erwähnt wurde. Es ist nun auch verständlich, weshalb nach Zusatz kohlehaltiger Zuschläge die Manganlinien wieder erscheinen müssen. – In dem letzten Abschnitt, in dem der geringe Kohlenstoffrest nicht allen Sauerstoff verbraucht, verbrennt mehr und mehr Eisen; das Eisenoxydul löst sich einerseits im Metall und macht es rotbrüchig, anderseits in der Schlacke und färbt die anfänglich erbsgelbe, fast nur aus Mangansilikat bestehende rasch dunkler, zuletzt schwarz.[115]
Die Erzeugnisse der Flußeisendarstellung können, wie sich aus der Beschreibung der Arbeitsverfahren ergibt, von höchst mannigfaltiger Zusammensetzung sein; denn durch geeignete Zuschläge lassen sich beliebige Legierungen herstellen. Im allgemeinen pflegt man aber, der großen Erzeugung halber, die Birnenverfahren vorwiegend für Massenartikel (Schienen, Schwellen und andern Eisenbahnbedarf, Baueisen, Bleche), den Martin-Prozeß für besondere Legierungen, Schmiedestücke, Formguß, Radreifen, Geschütze, Panzerplatten, Kesselbleche und sonstige Erzeugnisse, an die besonders in betreff der chemischen Zusammensetzung- bestimmte Ansprüche gestellt werden, in Anwendung zu bringen. Damit ist jedoch nicht ausgeschlossen, daß auch in der Birne Stahl für gröbere Werkzeuge und im Martin-Ofen solcher für seine hergestellt wird. Die großen Fortschritte, die das Herdofenverfahren hinsichtlich Größe der Erzeugung und Verminderung des Brennstoffverbrauchs gemacht hat, lassen ihm heute auch die Herstellung von Massenerzeugnissen zum Teil zufallen; sehr umfangreich ist ferner seine Anwendung in der Stahlgießerei, die es so gut wie vollständig beherrscht.
Für die Härten hat man verschiedene Skalen, die aber meist von jedem Werke besonders aufgestellt werden. – Die Größe der Erzeugung hängt wesentlich von den Einrichtungen der betreffenden Werke ab. In einer der neuesten, bestangelegten Hütten Rheinlands, die etwa ein Drittel der Hitzen aus dem Kupolofen, zwei Drittel aus dem Mischer verbläst, werden täglich 60 Hitzen gemacht von je 12–15 t Einsatz. Der Verlust (Abbrand im Kupolofen, Auswürfe, Abbrand in der Birne) steht im Zusammenhange mit der Beschaffenheit des Roheisens. Je geringer die Menge der Nebenbestandteile des Roheisens ist, desto mehr wird ausgebracht. Der Mindestbetrag des Abganges dürfte 8% nicht unterschreiten, steigt aber anderseits bis 15%. Das gedachte Werk erzeugt täglich 640–750 t. Der Verbrauch an Schmelzkoks des Kupolofens beträgt 8–10%. Hierzu tritt die zum Anwärmen der Pfannen, zur Dampferzeugung u.a. erforderliche Steinkohle, etwa 15–30%.
Literatur: [1] Ledebur, Handbuch der Eisenhüttenkunde, Leipzig, 2. Aufl., Bd. 3, S. 956. – [2] Ehrenwerth, J. v., Zur direkten Darstellung von Stahl, Oesterr. Zeitschr. für Berg- u. Hüttenwesen 1882, S. 279. – [3] Ders., »Stahl und Eisen«, Düsseldorf 1891, S. 299; ebend. 1892, S. 224. – [4] Bulls Iron and Steel direct process, ebend. 1882, S. 325. – [5] »Stahl und Eisen« 1892, S. 1028. – [6] Ebend. 1895, S. 797. – [7] Ebend. 1904, S. 574. – [8] Oesterr. Zeitschr. für Berg- und Hüttenwesen 1882, S. 295. – [9] Ebend. 1890, S. 262. – [10] »Stahl und Eisen« 1902, S. 1. – [11] Ebend. 1899, S. 887. – [12] Ebend. 1901, S. 327. – [13] Ebend. 1899, S. 956. – [14] Ebend. 1897, S. 403, 733; 1898, S. 146. – [15] Ebend. 1901, S. 828. – [16] Ebend. 1902, S. 651. – [17] Ebend 1900, S. 263. – [18] Mehrtens, ebend. 1891, S. 709. – [19] Ebend. 1884, S. 259. – [20] Ebend. 1891, S. 549. – [21] Handbuch der Eisenhüttenkunde, 4. Aufl., S. 1045. – [22] »Stahl und Eisen« 1900, S. 263. – [23] Wedding, Handbuch der Eisenhüttenkunde, Braunschweig 1874, 3. Abt., S. 334. – [24] Snelus, G.J., On the removal of phosphorus and sulphur during the Bessemer and Siemens Martin processes, Jouin. of the Iron and Steel Inst., London 1870, S. 135. – [25] Thomas, S.G., and Gilchrist, P.C., On the elimination of phosphorus in the Bessemer converter, ebend. 1879, S. 120. – [26] King, Brit. P.G. 206 von 1889. – [27] Vogel, O., Kleinbessemerei, Zeitschr. des Ver. deutsch. Ingen. 1892, S. 406. – [28] Daelen, »Stahl und Eisen« 1896, S. 704. – [29] Vogel, ebend. 1898, S. 183. – [30] Schwartz, ebend. 1902, S. 550. – [31] Will, ebend. 1901, S. 756. – [32] Ledebur, Handbuch der Eisenhüttenkunde, 4. Aufl., Leipzig 1903. – [33] Wedding, Ausführliches Handbuch der Eisenhüttenkunde. – [34] Beckert, Leitfaden zur Eisenhüttenkunde, Berlin. – [35] Dammer, Handbuch der chemischen Technologie, Stuttgart 1895, Bd. 2. – [36] Gemeinfaßliche Darstellung des Eisenhüttenwesens, 5. Aufl., Düsseldorf 1903, herausgegeben vom Verein deutscher Eisenhüttenleute.
Beckert.





Buchempfehlung
Grabbe, Christian Dietrich
Napoleon oder Die hundert Tage. Ein Drama in fünf Aufzügen

In die Zeit zwischen dem ersten März 1815, als Napoleon aus Elba zurückkehrt, und der Schlacht bei Waterloo am 18. Juni desselben Jahres konzentriert Grabbe das komplexe Wechselspiel zwischen Umbruch und Wiederherstellung, zwischen historischen Bedingungen und Konsequenzen. »Mit Napoleons Ende ward es mit der Welt, als wäre sie ein ausgelesenes Buch.« C.D.G.
138 Seiten, 7.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier II. Sieben Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Michael Holzinger hat für den zweiten Band sieben weitere Meistererzählungen ausgewählt.
- Annette von Droste-Hülshoff Ledwina
- Franz Grillparzer Das Kloster bei Sendomir
- Friedrich Hebbel Schnock
- Eduard Mörike Der Schatz
- Georg Weerth Leben und Taten des berühmten Ritters Schnapphahnski
- Jeremias Gotthelf Das Erdbeerimareili
- Berthold Auerbach Lucifer
432 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum