Härten
[743] Härten, Erhöhen der normalen Härte von Metallen. Ueber das Härten von Gips s. Gipsgüsse, über die Herstellung von Hartglas s. Glas; im folgenden soll vorzugsweise das Härten von Eisen und Stahl erörtert werden.
Härtbarkeit von Eisen und Stahl.
Der Vorgang im allgemeinen. Stahl wird durch Erwärmen auf Kirschrote und mehr oder weniger plötzliches Abkühlen gehärtet. Hierbei ist Regel, daß die Wärme dem zu härtenden Teile gleichmäßig zugeführt und abgeleitet wird. Innerhalb der Grenzen der für den betreffenden Zweck und die verwendete Stahlsorte in Frage kommenden Hitzegrade ist der niedrigere dem höheren vorzuziehen, da ein Nachhärten wohl angängig, ein überhitzter Stahl hingegen zur weiteren Verwendung untauglich ist. Für die verschiedenen Stahlsorten, je nachdem sie mehr oder weniger Kohlenstoffgehalt haben, liegt die anzuwendende Härtetemperatur zwischen 700 und 1200° C, für harten Stahl näher der niederen, für weichen Stahl näher der höheren Grenze. Bei ungleichmäßigem Erhitzen oder Abkühlen entstehen Härterisse, Härtborsten (s.d.); ungleiche Massenverteilung verursacht erhöhte Ungleichmäßigkeit der Wärmeabgabe und verstärkte Gefahr zur Rißbildung, selbst zum vollständigen Bruch. Auch Verziehen und Werfen des zu härtenden Gegenstandes kann die Folge ungleicher Massenverteilung sein und wird besonders bei dünnen blatt- oder scheibenförmigen Gegenständen auftreten. Ungleichmäßig geformte Stücke sind zur Verhütung der genannten Uebelstände mit den stärkeren Teilen zuerst abzulöschen; durch Einspannen des Werkstückes zwischen eisernen Preßplatten, z.B. bei Stahlblättern, sowie das Aufziehen eiserner Ringe, z.B. bei Stahlwalzen, nahe an dem Ende des Walzenbundes kann Verziehen und Werfen ebenfalls verhindert werden.
Bei dem gewöhnlichen Härteverfahren wird der Gegenstand durch plötzliches vollständiges Abkühlen zuerst glashart gemacht und ihm dann von der erlangten Härte durch Nachlassen oder Anlassen (s.d.) so viel genommen, als für die jeweilige Anwendung zweckmäßig erscheint; doch kann man die gewünschte Härte auch dadurch erreichen, daß man den glühenden Stahl in erhitztem Oel, geschmolzenem Blei oder Zinn-Blei-Legierung von solchem Wärmegrade bezw. Schmelzpunkte abkühlt, welcher der Temperatur der gewünschten Anlauffarbe entspricht. Die Menge Oel bezw. Legierung muß hinreichend groß sein, damit die Abkühlung des Stahles ohne wesentliche Temperaturerhöhung des Bades erfolgen kann. Nach Wiebe entspricht eine Legierung von 2 Teilen Blei und 1 Teil Zink einer Schmelztemperatur von 225° C. für Strohgelb, 9 Teilen Blei und 4 Teilen Zinn einer Schmelztemperatur von 240° C. für Dunkelgelb, 3 Teilen Blei und 1 Teil Zinn einer Schmelztemperatur von 250° C. für Purpurrot, 9 Teilen Blei und 2 Teilen Zinn einer Schmelztemperatur von 263° C. für Violett, Blei allein einer Schmelztemperatur von 323° C. für Blau. Abkühlungsflüssigkeiten sind: Wasser von 15–20° C, Wasser mit 2% Kochsalz zur rascheren Wärmeableitung, Fett, Oel, Tran und Fettmischungen; zu besonders schneller Abkühlung behufs Erzielung einer außerordentlichen Härte findet auch Quecksilber Anwendung.
Bei unregelmäßig dicken Formen wird die Gefahr der Rißbildung aus dem Innern heraus infolge ungleichmäßiger Abkühlung vermieden, indem man dem Gegenstande durch Ausbohren möglichst gleiche Wandstärke gibt, oder auch, indem man die Stücke nur an jenen Stellen härtet, die bei dem Gebrauche starker Abnutzung unterworfen sind. Große Gewindebohrer und Reibahlen werden deshalb der Länge nach durchbohrt. Die teilweise Härtung der Werkzeuge wird dadurch erzielt, daß man je nach ihrer Form entweder die Erwärmung des Werkzeuges nur in dem Teile vornimmt, der gehärtet werden soll, während der übrige Teil vor der Wärmezufuhr geschützt wird, oder, wenn die Erwärmung sich wegen der geringen Größe oder der Form des Werkzeuges über den ganzen Umfang erstreckt, die Härtung nur an dem gewünschten Teile vornimmt, oder schließlich, indem man an dem vollständig erwärmten und gehärteten Stück eine Verminderung der Härte an dem nicht beanspruchten Teile desselben durch Wiedererhitzung nach dem Härten bewirkt. So kann man beispielsweise beim Härten von Büchsen, hohlen Reibahlen und andern durchbohrten Gegenständen, deren Bohrungswandung weich gehalten werden soll, dies dadurch erreichen, daß man die Stücke auf eiserne Stangen, welche die Bohrung ausfüllen, aufsteckt oder an beiden Enden zwischen zwei auf einem Bolzen befindlich Scheiben klemmt, wodurch die Wärmezufuhr nach der inneren Bohrung abgeschnitten wird. Es ersetzt dies bei der Massenherstellung in geeigneter Weise ein älteres Verfahren, nach dem man die Bohrung durch Ausfüllen mit Ton abschließt. Soll anderseits[743] die Bohrungswandung eines länglichen Stückes gehärtet, das Aeußere jedoch weich gelassen werden, so benutzt man zweckmäßig ein starkes Rohr aus feuerfestem Ton, das möglichst genau das Arbeitsstück umschließt. Dadurch wird ein Durchfließen der Kühlflüssigkeit durch die innere Bohrung zum Härten derselben ermöglicht, während eine Abkühlung des äußeren Umfanges verhindert ist Eine schädliche ungleichmäßige Abkühlung des Arbeitsstückes unmittelbar vor dem Härten kann schon durch einen scharfen Luftzug hervorgerufen werden; ein solcher ist daher in der Nähe des Härtefeuers nach Möglichkeit zu verhindern. Ebenso ist darauf zu achten, daß das erwärmte Arbeitsstück nach Herausnahme aus dem Härtefeuer möglichst ohne Verzögerung der bestimmten Abkühlung unterworfen und seine Berührung mit kalten Metallteilen vermieden wird. Deshalb ist auf ein geeignetes Erlassen des Gegenstandes Wert zu legen. Erfolgt dieses mittels einer Zange, so werden die von der Zange bedeckten Teile des Werkzeuges nicht rasch genug abgekühlt, die Härtung erfolgt ungleichmäßig, und die Entstehung von Härteriffen ist zu befürchten. Deshalb ist das Maul der Zange vorher zweckmäßig auf dunkle Glut zu erwärmen und so auszubilden, daß möglichst wenig Berührungspunkte mit dem Werkstücke vorhanden sind. Durchbohrte Werkzeuge nimmt man mittels Haken auf, die durch die Bohrung gefleckt werden. Fassonfräser, die wechselnden Durchmesser besitzen, sind an mehreren Stellen des Umfanges mit radialen Einschnitten zu versehen, um Spannungen, die zu Sprüngen Veranlassung geben können, zwischen den verschieden starken Teilen zu vermeiden. Um die Bildung von Härteriffen in dünnen Scheiben wie Kreistagen u.s.w. zu verhindern, macht man radiale Einschnitte vom Umfange nach dem Mittelpunkte zu, die etwas über die Grenze des zu härtenden Randes in die Scheibe hineinreichen. Gegenstände wie Gewinde- und Schneidbohrer, bei denen es darauf ankommt, daß sie ihre genauen Schneidkanten behalten, werden zur Erwärmung zweckmäßig mit Lederkohle oder bei höherem Kohlenstoffgehalt mit Hufmehl oder Hornspänen in einer Blechkiste erwärmt, worauf sie in Oel gehärtet und darauf angelassen werden. Bei Herstellung einzelner dieser Stücke können diese im offenen Schmiedefeuer bis zur Rotglut erwärmt werden, nachdem man sie mit gelbem Blutlaugensalz bestrichen hat. Bohrer, die zum Bohren von Werkzeugstahl dienen, können dadurch gehärtet werden, daß man sie nach Erwärmung bis zur hellen Kirschrote mit der Spitze in das Loch eines Bleiblockes hineinsteckt und darin bis zur Erkaltung beläßt. Dieses Loch treibt man zweckmäßig vor dem Erwärmen des Bohrers mit diesem selbst in den Bleiblock hinein.
Von besonderer Wichtigkeit ist die Art der Abkühlung. Bei der Abkühlung in Wasser ist darauf zu achten, daß stets eine Berührung des ganzen Umfanges des zu härtenden Teiles mit gleichmäßig temperierten Wasserleiten erfolgt. Es ist daher bei ruhendem Wasser eine gleichmäßige Bewegung des Werkstückes in demselben vorzunehmen oder fließendes Wasser oder ein fallender oder aufsteigender Strahl innerhalb eines mit Wasser gefüllten Gefäßes zu verwenden. Hierbei sind hohle Gegenstände derart dem Wasserstrahle auszusetzen, daß keine Dampfbildung in den Höhlungen stattfinden kann; diese würde eine gleichmäßige Abkühlung verhindern. Auch das Bebrausen mittels seiner Wasserstrahlen findet Verwendung, z.B. bei Geschossen in Richtung gegen ihre Spitze; die sich bildenden Dampfbläschen werden durch die neu auftreffenden Wasserstrahlen von der Oberfläche des Arbeitsstückes fortgerissen. In kochendem Wasser läßt sich nicht härten, weil es derart leicht in Dampfform übergeht, daß das glühende Stück sofort von einer Dampfschicht eingehüllt wird, welche die Wärmeableitung und daher das Härten verhindert. Verbuche von Jarolimek mit heißem Wasser über 100° C., das aus einem Dampfkessel auf ein glühendes Stahlstück aufgespritzt wurde, haben eine gute Härtung ergeben. Dieses Ergebnis steht nur in scheinbarem Widerspruch zu dem Gesagten, da in diesem Falle die Bildung einer Dampfhülle dadurch verhindert wird, daß stets neue heiße Wasserstrahlen auf die Oberfläche des Körpers auftreffen und eine rasche Abkühlung bis zur Temperatur des Kesselwassers bewirken. Viele Salze und Säuren erhöhen die Wärmeleitungsfähigkeit des Wassers, bewirken also eine schärfere Härtung, während alkalische oder mineralische Stoffe entgegengesetzte Wirkung zeigen. Deshalb härtet reines Quell- oder Brunnenwasser, das meist Säuren oder kohlensaure Salze gelöst enthält, in stärkerem Maße als Flußwasser oder kalkhaltiges Wasser. Längere Zeit hindurch gebrauchtes Härtewasser verliert schließlich die Beimengungen und ergibt eine gleichmäßige und milde Härtung. Während Soda, Salmiak oder namentlich Kochsalz und in noch höherem Maße Säuren die Härtewirkung des Wassers verschärfen, schwächt der Zusatz von Seife oder Alkohol die Härtung ab, dieser dadurch, daß er den Siedepunkt des Wassers erniedrigt und durch Hervorrufen einer beschleunigten Verdampfung den Härtungsvorgang stark verzögert. Bei starkem Zusatz von Seife oder Alkohol wird die Härtewirkung vollständig aufgehoben, was man dazu benutzt, um Teile an gehärteten Gegenständen wieder weich zu machen, indem man sie von neuem erwärmt und in Seifenwasser abkühlt, z.B. Angeln an Feilen, Messern, Säbeln, Sägen u.s.w. Beimengungen organischer Natur mildern die Härtewirkung des Wassers; daraus erklärt sich die Verwendung von Milch, saurem Bier u.s.w. in der Praxis. Beimengungen unlöslicher Bestandteile wie Kalk, in der Form von Kalkmilch, seltener Ton oder Lehm, verzögern je nach dem Mischungsverhältnis mehr oder weniger die Härtewirkung.
Oele und Fette besitzen geringere Härtefähigkeit als Wasser, und zwar um so mehr, je dickflüssiger sie sind. Um eine mittlere Härtung zu erzielen, bedeckt man die Oberfläche von Wasser mit einer Fett- oder Oelschicht, durch die hindurch das zu härtende Stück in das unterhalb befindliche Wasser getaucht wird. Je stärker die Fettschicht ist und je langsamer das Werkstück durch dieselbe geführt wird, um so milder ist die erzielte Härtung.
Von den Metallen in geschmolzenem Zustand besitzt Quecksilber infolge seiner niedrigen Schmelzungstemperatur und seines hohen Wärmeleitungsvermögens die vollkommenste Härtewirkung und übertrifft auch alle Flüssigkeiten. Zinn, Zink und Blei und deren Legierungen, deren Schmelzungstemperatur so hoch liegt, daß ihre Bäder eine bedeutende Eigenwärme von 200 bis über 300° C. besitzen, erteilen dem in ihnen abgekühlten Stahl wesentlich gesteigerte [744] Fettigkeit, Elastizität und große Härte, aber nur geringe Schneidkraft. Sie eignen sich zum Härten von Federn und von Werkzeugen, die zur Bearbeitung weicher Materialien dienen, und denen man eine zähe Härte und die erforderliche Schneidkraft geben will, ohne das gehärtete Werkzeug noch nachträglich anzulassen.
Scheibenförmige Werkstücke, wie Sägeblätter u.s.w., härtet man vielfach zwischen Eisenplatten, die durch einen ununterbrochenen Wasserstrahl gekühlt werden. Dadurch, daß das Werkstück auch während des Härtens zwischen den Platten gepreßt wird, wird ein Verziehen desselben verhindert; man nennt diese Art der Härtung auch Preßhärtung.
Feuchter Sand und Lehm sowie mit Wasser durchtränkte Holzstücke finden ebenfalls Anwendung; eine gleichmäßige Härtung ist bei ihrer Verwendung jedoch schwer zu erzielen.
Ein kalter scharfer Luftstrom vermag bei Gegenständen von geringem Querschnitt eine Härtung herbeizuführen; die Anwendung eines solchen ist jedoch selten und wenig zuverlässig.
Eine besondere Art der Härtung ist das Oberflächenhärten, Einsatzhärten, das man bei wenig härtbarem Stahl oder nicht härtbarem Eisen anwendet, indem man die Stücke durch Einsetzen (s.d.) oder auch durch Einbrennen mit einer harten Oberfläche, versieht. Durch das Einsetzen wird eine tiefer reichende Schicht des Werkstückes während mehrstündigen Glühens in kohlehaltigen Einsatzmitteln hart gemacht, durch das Einbrennen erzielt man nur eine ganz oberflächliche Härte. In beiden Fällen wird die härtende Wirkung durch Aufnahme von Kohlenstoff (Zementation des Eisens) erzielt. Das Einbrennen erfordert die Verwendung solcher Stoffe, die ihren Kohlenstoffgehalt in höherer Temperatur leicht und schnell an das Werkstück abgeben. Am geeignetsten ist gelbes Blutlaugensalz, das in Berührung mit dem rotglühenden Werkstück flüssig wird und in diesem Zustande eine stark zementierende Wirkung ausübt. Zur Erzielung einer noch stärkeren oder tiefer reichenden Härte wird das Einbrennen wiederholt. Eine ähnliche, aber mildere Wirkung erzielt man bei dünnen Werkzeugen schon dadurch, daß man dieselben abwechselnd bis zur Rotglut erwärmt und in Oel oder Fett taucht und schließlich in Wasser härtet. Zur Verstärkung der Wirkung mengt man dem Oel oder Fett Ruß oder gepulverte Kohle bei, bis man einen Brei erhält, der eine schwerer verbrennliche Schicht bildet, die ihrerseits bei der folgenden Erwärmung eine kräftige Zementation bewirkt. Durch Vermengung von gelbem Blutlaugensalz, Hornspänen oder Klauenmehl, Kalisalpeter, Mehl, Fett, Wachs und ähnlichen Teilen erhält man eine pafteartige Masse, die zu gleichem Zwecke dienen kann (Härtepafte). Zum Bestreuen im offenen Feuer erwärmter und zu härtender Werkstücke stellt man Härtepulver zusammen aus gelbem Blutlaugensalz, Holzkohle, Kolophonium, geröstetem Kochsalz, Kalisalpeter, Klauenmehl, Hornkohle, Glasmehl u.s.w., wobei die kohlehaltigen Bestandteile überwiegen müssen. Die im Handel vielfach angepriesenen Härtepulver sind aus diesen oder ähnlichen Stoffen zusammengesetzt.
Schneidewerkzeuge aus Selbsthärterstahl (in der Regel fünffach legierte Spezialstähle, Eisen, Kohlenstoff, Wolfram, Chrom und Mangan enthaltend) vermögen schon durch einfaches Erkalten an der Luft den erforderlichen Härtegrad anzunehmen. Nach dem Ausschmieden der Stähle, zu dem dieselben langsam und vorsichtig zu erwärmen sind, ist ihre Schneide zum Zwecke der Härtung auf helle Kirschrothitze zu erwärmen und dann in kräftigem, kaltem Luftstrome abzukühlen. Die Härtung beruht wie bei den Kohlenstoffstählen auf der Umwandlung der Karbidkohle in Härtungskohle. Die selbsthärtende Eigenschaft ist durch den Mangangehalt verursacht.
Die Schnelldrehstähle, die zu den vierfach legierten Spezialstählen gehören und neben dem Eisen und Kohlenstoff noch bedeutende Mengen von Chrom und Wolfram enthalten, widerstehen der bei der Arbeit auftretenden Reibungswärme in wesentlich höherem Maße und gestatten daher eine bedeutend höhere Schnittgeschwindigkeit Die Natur dieser Schnelldrehstähle läßt eine Härtung zu, die auf vollkommen andern Grundsätzen beruht. Während Kohlenstoffstahl beim Härten nicht über die normale Härtungstemperatur von 800–900° C. erhitzt werden darf, bringt bei Schnelldrehstählen im Gegenteil eine selbst bis zur beginnenden Erweichung des Stahles fortgesetzte Ueberhitzung die günstigsten Eigenschaften hervor, ohne sein zartes, feinkörniges Gefüge zu zerstören. Bei dieser hohen Erwärmung verbinden sich Teile des Kohlenstoffes mit Teilen des Chrom und Wolfram zu Karbiden, die (außerordentlich harte Körper) sich hauptsächlich an der Schneide bilden, wo sie von dem umliegenden Eisen festgehalten werden. Außerdem muß angenommen werden, daß physikalische Veränderungen, wie osmotischer Druck (s. Eisen und Härte), die infolge der Ueberhitzung eintreten, eine große Rolle spielen. Demnach fällt auch das eigentliche Härten und ebenso das Anlassen fort; es genügt ein Abkühlen im Gebläsewind. Steht dieser nicht zur Verfügung, so kann die Abkühlung an der Luft oder in Oel oder Talg erfolgen.
Allgemein ist hierbei die Härtewirkung um so besser, je kräftiger die Abkühlung im Windstrome ist; die absolute Härte des Werkzeuges ist bei Anwendung höchster Härtetemperaturen etwas geringer, die Widerstandsfähigkeit gegen die Einwirkung der Erwärmung während der Arbeit aber etwas größer. Der Windstrom soll möglichst senkrecht zu den zu härtenden Flächen auftreffen, wodurch eine höhere Härtewirkung erzielt wird, als wenn der Wind unter einem spitzen Winkel oder parallel gerichtet zuströmt. Zur Erwärmung werden die Stähle zweckmäßig in Blechkistchen mit Holzkohlenklein gut umstampft, in dem Härteofen langsam zur Gelbhitze erwärmt und hierin 1/2 –1 Stunde belassen, worauf sie innerhalb des Ofenraumes ausgepackt, schnell auf die Härtevorrichtung gebracht und abgeblasen werden. Bei Anwendung mehrerer Winddüsen werden diese konzentrisch zur Achse des Stahles angeordnet.
Das Böhlersche Härteverfahren bezieht sich auf Stahl, der Chrom, Tungstein und Molybdän enthält. Der Stahl wird bis 950° C. und, wenn eine bedeutende Härte oder eine sehr hohe Schnittgeschwindigkeit verlangt wird, bis 1050° oder selbst 1100° erhitzt, worauf er schnell bis unter die kritische Temperatur, etwa 840° C, gebracht wird, durch ein Bleibad mit einer Temperatur von 650°, in dem er langsam abkühlt.[745]
Besondere Sorgfalt erfordert die Auswahl der Feuerungsanlagen zum Zwecke des Härtens von Stahl, da die Erwärmung desselben stets so gleichmäßig erfolgen soll, daß er weder im ganzen noch zum Teil höher erhitzt wird, als zum folgenden Vorgange eben nötig ist, und daß die Erwärmung so rasch vorzunehmen ist, als dies möglich ist, ohne daß einzelne Teile des Stahles, wie Ecken, Kanten u.s.w., früher in eine höhere Hitze gebracht werden als der übrige Körper. Deshalb wird auch der Stahl in Koksfeuer leicht zu rasch und zu hoch erhitzt, um so mehr, als er hier einer verstärkten Einwirkung der Gebläseluft ausgesetzt ist. Auch die Verwendung von Schmiedekohle ist unratsam, vor allem, weil diese oft schädliche Beimengungen von Schwefel enthält. Dieser bildet mit dem Eisen in höherer Temperatur leicht Schwefelverbindungen, die nicht härtbar sind und zur Bildung sogenannter Weichflecken führen. Das geeignetste Heizmaterial im offenen Schmiedefeuer ist Holzkohle wegen ihrer großen Reinheit und leichten Brennbarkeit. Diese gestattet die Anwendung der geringsten Menge von Gebläsewind, dessen Einwirkung auf den Stahl um so schädlicher ist, bei je höherer Temperatur sie erfolgt und je länger sie andauert.
Um die Nachteile der direkten Berührung des Stahles mit dem Brennstoffe und der Gebläseluft zu vermeiden sowie zur Erzielung einer gleichmäßigeren Temperatur verwendet man Schachtöfen oder auch Flammöfen, in denen der Stahl nur mit den erhitzten Verbrennungsgasen der Brennstoffe, nicht aber mit diesen selbst in Berührung kommt. Zweckmäßig führt man die Schachtöfen mit einem zweiten Gewölbe aus, das über dem ersten liegt und zum Vorwärmen der zu härtenden Gegenstände Verwendung finden kann.
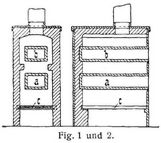
Durch die Anwendung einer Eisen- oder Tonmuffel oder mehrerer über- oder hintereinander erhält man einen Muffelofen, in dem die Erwärmung des Stahles ausschließlich durch die von den Wänden der Muffel ausgestrahlte Wärme erfolgt. Diese Form der Härteöfen hat außerordentliche Verbreitung gefunden. Zu verschiedenen Zwecken weichen ihre Ausführungen voneinander ab; man findet eine oder mehrere Muffeln angeordnet, Rost- oder für Gas Düsenfeuerung, oft auch selbsttätige Beschickung. Bei dem in Fig. 1 und 2 schematisch dargestellten Muffelofen besteht der Erwärmungsraum aus einem gußeisernen Rohre a von rechteckigem Querschnitte, dessen Enden auf dem Mauerwerke aufliegen, während der mittlere Teil frei über dem Feuerungsräume liegt und ganz von den Feuergasen umspült wird. Die obere Muffel b dient zum Vorwärmen der Stähle. Die vorderen Enden der Muffel werden mit Feuertüren verschlossen. Der Ofen wird mit Steinkohle oder Koks auf einem entsprechenden Roste c geheizt. Die Werkstücke werden erst eingelegt, wenn die Muffel rotglühend ist. Zweckmäßig ist die Anbringung eines Schiebers für die Zugregelung.
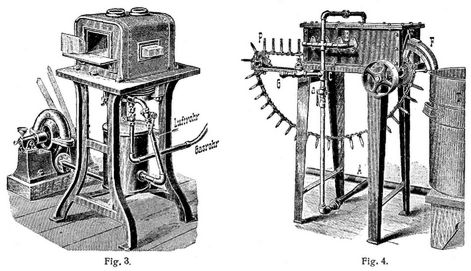
Fig. 3 zeigt einen Gasmuffelofen, dessen Muffel aus Schamotte in einer feuerfesten Kammer von entsprechender Form eingeschlossen ist, so daß ein gleichmäßiger Zwischenraum zwischen Muffel und Auskleidung gebildet wird, in dem sich die Heizgase gleichmäßig ausbreiten. Ein Windkessel dient zur Unterstützung der gleichmäßigen Luftzufuhr aus dem Ventilator. Zum Härten von Bandstahl u.s.w. verwendet man Muffelöfen, in deren vordere und hintere Feuertüren Oeffnungen freigelassen sind, durch die der Bandstahl gleichmäßig fortlaufend zur Erwärmung in Längsrichtung durch die Muffel gezogen wird, um gleich nach dem Austritte ein Kühlbad zu durchlaufen. Zum Betriebe dient meist Holzkohle.
Aehnlichen ununterbrochenen Betrieb für die Härtung von Stahlkugeln erhält man durch Anordnung einer zylindrischen Muffel, in der eine durch Riemen oder Zahnräder langsam angetriebene Förderschnecke ständig umläuft und die Zuführung der Stahlkugeln, sowie deren Förderung durch die Muffel und Ausführung aus dem Ofen selbsttätig bewirkt. Während des [746] Durchganges durch die rohrförmige Muffel werden die Kugeln erhitzt. Die Rost- oder Gasfeuerung ist so eingerichtet, daß die Erwärmung der Muffel von der Eintritts- zur Austrittsstelle bis zur höchsten erforderlichen Temperatur gesteigert ist. Bei einer andern Ausführung gelangen die Stücke am Ende der Schnecke durch eine Oeffnung im Schneckengehäuse in eine zweite Schnecke, die das Gehäuse der ersten umschließt und die Teile in entgegengesetzter Richtung, also nach dem Zuführungsende zu, zurückfordert, wo sie durch eine Fallrinne in ein untergestelltes Oelbad gelangen.
Zum Härten von Kegeln, Rädchen, Rollen u.s.w. findet der in Fig. 4 dargestellte selbsttätige Härteofen Verwendung, bei dem der Heizraum von einer endlosen Kette durchlaufen wird, deren Glieder die zu härtenden Stücke aufnehmen, um sie dann unmittelbar nach der Erwärmung in das Kühlbad abzuwerfen. A ist die Luftzuführung, G Gaszuführung, C Vereinigung beider, a Gashahn, B Brenner, F Fallrinne, T Kühlbad. Die endlose Kette läuft unterhalb des Heizraumes entlang und ist vor der Hitze geschützt, wobei nur die oberen Enden der Zapfen P, auf welche die Stücke aufgesteckt werden, in den Heizraum hineinreichen. Die Verwendung von Gas gewährt den Vorteil, daß das Feuer schnell und bequem geregelt werden kann.
Bäder in Härteöfen. Wenn auch im Muffelofen die Berührung mit den Brennstoffen und Feuergasen ausgeschlossen ist, so ist doch der Zutritt von Außenluft an die zu härtenden Gegenstände während der Erwärmung kaum zu vermeiden; auch findet eine ungleichmäßige Erwärmung der Werkstücke dadurch statt, daß diese mit den Wandungen der Muffel in Berührung kommen. Zur Vermeidung dieser Mißstände verwendet man, besonders in größeren Betrieben, Metall- oder Salzbäder von bestimmter Schmelztemperatur, die in geeigneten Oefen geschmolzen werden. Als rnetallisches Bad wird vorzugsweise geschmolzenes Blei in einem Tiegel von zylindrischer Form verwendet, der so eingebaut ist, daß er ringsum von den Feuergasen umspült wird, ohne jedoch an irgendeiner Seite Stichflammen ausgesetzt zu sein. Ein lichter Durchmesser von 400 mm und eine Tiefe von 700 mm bei einer Wandstärke von 60 mm reicht für gewöhnliche Verhältnisse aus. Bei größeren Abmessungen macht man die Tiegel aus Schmiedeeisen, die zwar haltbarer, aber auch teurer als die gegossenen sind. Zur Heizung wird gewöhnlich Koks, seltener Steinkohle verwendet. Das Hauptaugenmerk ist darauf zu richten, daß das Bleibad stets auf gleicher Temperatur gehalten wird, so lange man härtet. Um das Anhaften des Bleies an den zu härtenden Gegenständen zu verhüten, müssen diese vor dem Einlegen mit einem Brei aus Leinöl, Knochenmehl, Kohlenstaub oder Ruß und Salz bestrichen und gut getrocknet werden. Besonders hat man sich davor zu hüten, daß Stücke eingelegt werden, die vorher nicht vollständig trocken sind, da bei der geringsten anhaftenden Feuchtigkeit gefährliche Explosionen entstehen können. Ebenso kann es vorkommen, daß, wenn der Ofen nach längerem Stillstande wieder angeheizt wird, der Tiegel infolge der Ausdehnung der unteren zuerst schmelzenden Schicht und des Widerstandes, der dieser Ausdehnung von den oberen noch selten Schichten geboten wird, explodiert. Um dies zu verhüten, bringe man beim Abstellen des Ofens, kurz vor dem Erstarren des Bleies, einen konischen Eisenstab mit der Spitze nach unten in den Tiegel und hebe ihn beim Wiederanheizen allmählich aus dem Blei heraus. Zweckmäßig ist die Anordnung einer Vorwärmemuffel in Blei- und Salzbadhärteöfen, in der die zu härtenden Teile bis zur Schwarzwärme, etwa 150–200°, vorgewärmt werden, so daß einmal ein äußerst rasch durchgreifendes Erwärmen im Blei- bezw. Salzbade stattfindet, sodann aber auch das explosionsartige, gefahrvolle Aufspritzen der glühenden Masse bezw. das Verletzen des das Härten besorgenden Arbeiters vermieden wird. Die Leistungsfähigkeit eines solchen Ofens wird durch Anordnung einer Vorwärmemuffel bedeutend erhöht.
Das Salzbad besteht in der Hauptsache aus Kochsalz unter Beimischung von Soda, Kalisalpeter und einem Zusatz von chromsauerm Kali, Borax oder gelbem Blutlaugensalz. Eine sehr gleichmäßige Erwärmung des Salzbades erzielt man mittels elektrischer Heizung, wobei der elektrische Strom das Schmelzbad in allen Teilen durchfließt und hierdurch eine vollständig gleichmäßige Erhitzung desselben bewirkt. An zwei einander gegenüberliegenden Innenwänden des Behälters sind schmiedeeiserne Elektroden angebracht, die einphasigen Wechselstrom in das Schmelzbad leiten. Durch Ab- und Zuschalten von Windungen im primären Stromkreis eines Transformators wird die Temperatur in einfachster Weise geregelt. Der Regelungstransformator gestattet die Einstellung der zur gleichmäßigen Erhaltung der verschiedenen Temperaturen erforderlichen Spannungen von 5 bis etwa 30 Volt und gibt außerdem die zum Anheizen des Bades vorübergehend erforderliche höhere Spannung von 50–55 Volt, die durch die Regelungsvorrichtung allmählich wieder auf die Arbeitsspannung heruntergebracht wird. – S.a. Eisen, Flußeisen, Roheisen, Schweißeisen, Stahl.
Literatur: Von den noch bestehenden deutschen Patenten sind folgende zu nennen: a) Härten: Nr. 86900, 87727, 90040, 94769, 96376, 96413, 97583, 100310, 100324, 110013, 157683, 164153, 165940, 167034; b) Oberflächenhärten: Nr. 134356, 144810, 151715, 152712, 155268, 156232, 160687, 163376, 163377; c) Enthärten: Nr. 157948; d) Härte- und Einsetzöfen: Nr. 94394, 97209, 100813, 101162, 101743, 137281, 150775, 157206, 159054, 161192. Ferner an selbständigen Werken: [1] Karmarsch-Fischer, Mechanische Technologie, II, Leipzig 1891. – [2] Kick, Vorlesungen über mechanische Technologie, Leipzig und Wien 1898. – [3] Ledebur, Mechanisch-metallurgische Technologie, Braunschweig. – [4] Thallner, Werkzeugstahl, Freiberg 1904. – [5] Ders., Konstruktionsstahl, ebend. 1904. – [6] Reiser, Das Härten des Stahles, Leipzig 1906. An Zeitschriften: Stahl und Eisen; Zeitschr. des Ver. deutsch. Ing.; Zeitschr. für Werkzeugmaschinen und Werkzeuge. An Katalogen: Lorentz jun., Blasebalg- und Feldschmiedenfabrik, Berlin; Ludw. Loewe, A.-G., Berlin; Schuchardt & Schütte, Berlin; Maschinenfabrik Pekrun, Coswig i. S.; R. Weber & Co., Werkzeug- und Maschinenfabrik, Berlin: American Gas Furnace Co., New York.
Dalchow.
Buchempfehlung
Lewald, Fanny
Clementine

In ihrem ersten Roman ergreift die Autorin das Wort für die jüdische Emanzipation und setzt sich mit dem Thema arrangierter Vernunftehen auseinander. Eine damals weit verbreitete Praxis, der Fanny Lewald selber nur knapp entgehen konnte.
82 Seiten, 5.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier II. Sieben Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Michael Holzinger hat für den zweiten Band sieben weitere Meistererzählungen ausgewählt.
- Annette von Droste-Hülshoff Ledwina
- Franz Grillparzer Das Kloster bei Sendomir
- Friedrich Hebbel Schnock
- Eduard Mörike Der Schatz
- Georg Weerth Leben und Taten des berühmten Ritters Schnapphahnski
- Jeremias Gotthelf Das Erdbeerimareili
- Berthold Auerbach Lucifer
432 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum