Münze, Münzenherstellung
[527] Münze, Münzenherstellung. Münze bezeichnet 1. geprägtes Geld, 2. die Münzwerkstätte.
Man unterscheidet zwischen vollwertigen Münzen und Scheidemünzen, deren Metallwert dem Nennwert nicht entspricht.
a) Gold- und Silbermünzen enthalten (zur Erhöhung der Härte) Kupfer, und zwar beträgt der gesetzliche Feingehalt der Münzen

Die (durch die Herstellung bedingte) zulässige Abweichung (Toleranz) im Feingehalt und Gewicht jeder Münze beträgt im Deutschen Reiche:
Der Münzfuß gibt an, wie viel Münzen aus einem bestimmten Gewichte des Feinmetalls hergestellt werden. (Im Deutschen Reich aus 1 kg Feingold für 2790 ℳ. Nennwert Goldmünzen und aus 1 kg Feinsilber für 200 ℳ. Nennwert Silbermünzen.)
b) Kupfermünzen bestehen in Deutschland, Frankreich, Oesterreich, England und andern Ländern aus 95% Kupfer, 4% Zinn, 1% Zink.
c) Nickelmünzen werden in der Schweiz und in Oesterreich aus reinem Nickel, in Deutschland, Belgien, Brasilien, Nordamerika aus einer Legierung von 75% Kupfer, 25% Nickel hergestellt.
Zur leichteren Unterscheidung annähernd gleich großer Münzen verschiedenen Werts wird der Rand glatt, gekerbt oder vieleckig (Belgien) gestaltet oder die Münzen werden durchlöchert (Belgien).
Herstellung der Münzen.
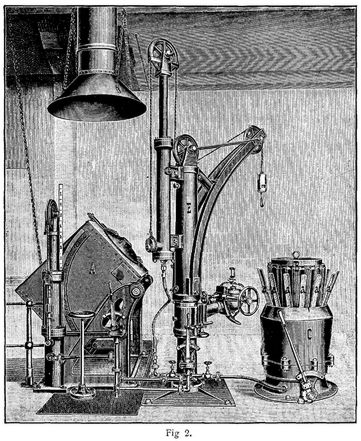
Das Schmelzen der Metalle bezw. Legierungen erfolgt in Graphittiegeln bis 500 kg Inhalt, die vor dem Füllen auf Rotglut erwärmt werden. Für Silber hat man auch eiserne Tiegel bis zu 1100 kg Inhalt verwendet [12], bei denen aber das Silber durch Eisenaufnahme leicht spröde wird. Die Erhitzung der Tiegel geschieht in feststehenden oder kippbaren (s. Fig. 2) Schachttiegelöfen mit Gas- oder Koksfeuerung. Zur Verhinderung der Oxydation der Metalle wird Holzkohle auf das Schmelzgut aufgeworfen. Zur Wiedergewinnung der sich teilweise verflüchtigenden Edelmetalle befindet sich zwischen Ofen und Esse zweckmäßigerweise ein Kanal oder eine Kammer. Nach dem Einschmelzen nimmt man bei Gold- und Silberlegierungen mit dem Schöpflöffel eine Probe, deren Feingehalt auf trockenem oder nassem Wege festgestellt wird.
Das Gießen der Zaine (Stäbe von 400–600 mm Länge, bis zu 12 mm Dicke und einer dem ein- oder mehrfachen Durchmesser der betreffenden Münzsorte entsprechenden Breite) erfolgt in gußeisernen, mit Talg oder Oel bestrichenen Gußformen (Kokillen, Ingüssen). – Eine einfache Gußform (Fig. 1) besteht aus zwei mit Scharnier verbundenen Teilen.[527] Für die Herstellung einer größeren Anzahl von Zainen verwendet man Gießvorrichtungen, bei denen die aus ⊏- oder ⊺-förmigen Stäben gebildeten Gußformen durch Schrauben zusammengehalten werden, um die Eingüsse der Reihe nach vor die Gießpfanne zu bringen, ordnet man sie auch auf Wagen fahrbar oder im Kreise drehbar an (vgl. [12]). – Eine neuere Ausführung dieser Art in der Kgl. Münze zu Stuttgart (vgl. Fig. 2), D.R.P Nr. 165954 (Kgl. Württ. Hüttenwerk Wasseralfingen) besteht aus dem hydraulisch kippbaren Tiegelofen A, der drehbaren aus Formenkegel B und Kegelmantel C gebildeten Gießform, welche durch die in einem muldenförmigen Träger lagernde, um ihre Ausgußschnauze kippbare kleine Gießpfanne D rasch hintereinander mehrmals abgegossen werden kann, und aus dem hydraulischen Drehkran E zum Einsetzen des Formenkegels B. Das Herausdrücken der gegossenen Zaine a, a, a, a ... findet hydraulisch durch Empordrücken des Formenkegels B statt. Nach dem Gießen werden die Zaine von den etwa gebildeten Gußnähten durch Abmeißeln, Befeilen oder auf Scheren (s.d.) mit kreisförmigen Messern befreit.
Das Walzen der Zaine zu Blechstreifen von annähernd der Stärke der Münzplättchen erfolgt auf dem Streckwalzwerk, worauf sie auf genaue Dicke mittels des Justierwalzwerks, das eine sehr genaue Einstellung der Walzen gestattet, gebracht werden. Streck- und Justierwalzwerk sind häufig nebeneinander aufgestellt und besitzen gemeinsamen Antrieb Der Durchmesser der Walzen schwankt in der Regel zwischen 150 und 250 mm, die Länge zwischen 120 und 300 mm, ihre Umdrehungszahl zwischen 20 und 30 in der Minute. Die aus gehärtetem Stahl oder aus Hartguß bestehenden Walzen sind feingeschliffen und poliert. Die Stäbe werden durch das Walzen hart und müssen deshalb von Zeit zu Zeit ausgeglüht (bei Kupfer auch in Wasser abgelöscht) werden. Die Prüfung auf richtige Dicke des Blechstreifens erfolgt durch Abwägen einer ausgestoßenen Münzplatte (unter Berücksichtigung der durch Glühen und Beizen noch erfahrungsgemäß eintretenden Verluste). Nach dem Fertigwalzen und Abschneiden der unregelmäßigen Enden der Streifen werden diese in Muffelglühöfen ausgeglüht.
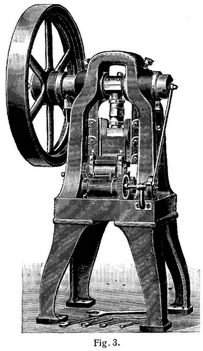
Das Ausschneiden (»Ausstückeln«) der Münzplatten (Blanketts, Rondelle) geschieht auf dem Stanzwerk (Durchschnitt, Lochmaschine [s. d]). In der Regel werden hierfür Exzenterpressen mit selbsttätiger Zuführung (Fig. 3, Deutsche Waffen- und Munitionsfabriken, Karlsruhe) angewendet, deren Werkzeuge der an dem auf und ab gehenden Schlitten (Stößel) der Maschine befestigte gehärtete Stempel mit Schneidkante und die auf dem Tisch befestigte Matrize (Ring) sind, deren Innendurchmesser dem Durchmesser der Münze entspricht. Der Stempel bewegt sich über der Matrize in einer Führung. Auf jeden Hub der Presse werden eine bis zwei (seltener drei) Münzplatten ausgeschnitten. Der beim Ausstückeln übrigbleibende Teil des Streifens, die Schroten, der bisweilen durch eine am Stanzwerk angebrachte Schere selbsttätig in kleine Stücke zerschnitten wird, wird wieder eingeschmolzen. Minutliche Hubzahl des Stanzwerks 60–100.[528]
Das Justieren der Münzen ist wegen der Unmöglichkeit der Herstellung genau gleich schwerer Münzplatten notwendig. Beim Justieren geringwertiger Münzen (Nickel-, Kupfer- und kleinerer Silbermünzen) werden eine größere Anzahl Platten (z.B. 1 kg) gemeinsam gewogen. Wenn das gesamte Gewicht zu leicht oder zu schwer ist, sondert man eine Anzahl zu leichter oder zu schwerer Platten aus und ersetzt sie durch andre, bis das richtige Gesamtgewicht herauskommt. Goldmünzen und größere Silbermünzen müssen einzeln justiert werden. Weil zu leichte (untergewichtige) Münzen unbrauchbar, dagegen zu schwere (übergewichtige) Münzen leicht durch Schaben zu berichtigen sind, so hält man die Stärke der gestreckten Zaine derart, daß die daraus hergestellten Platten eher zu schwer als zu leicht ausfallen. Die Gewichtsprüfung geschieht auf den Münzplattensortiermaschinen.
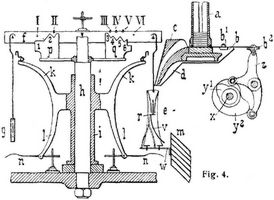
Die bekanntere Münzplattensortiermaschine stammt von L. Seyß in Wien, die in der saß ursprünglichen Form von K.N. Richter in Wien gebaut wird. Sie besteht aus zehn nebeneinander befindlichen Wagen nach Fig. 4 zum gleichzeitigen Abwägen von zehn Münzplatten. Aus dem Füllbecher a wird die jeweils unterste Münzplatte durch den Zubringer b in den Trichter c geschoben und gleichzeitig durch den Anschlag b2 der Schieber d verschoben, so daß er die Oeffnung des Trichters c abschließt. Die Bewegung des Zubringers b erfolgt von der Welle x aus durch die Exzenter y1y2 und den Hebel z. Bei der Rückwärtsbewegung des Zubringers wird der Schieber d durch den Anschlag b1 zurückgeschoben und der Trichter c geöffnet, worauf die Münzplatte in den Trichter der Wagschale e fällt und auf ihrem Boden r zu ruhen kommt. Der Wagebalken f besteht aus zwei paralleler Stäben, die miteinander verbunden sind und einen Zwischenraum für die Anschläge p q lassen. Zwischen den Stäben sind die Stifte I und VI befestigt, während auf ihnen in Kerben die Reiter II–V lose aufruhen. Auf der linken Seite hängt am Wagebalken das vorschriftsmäßige Gewicht g und auf der rechten Seite die zur Aufnahme der Münzplatte dienende Wagschale e. Am Ständer h ist eine Hülfe i mit den Armen k l verschiebbar angebracht; sie wird von der Antriebswelle x aus mittels nicht gezeichneter exzentrischer Scheiben und Hebel auf und nieder bewegt. Im ersteren Falle wird der Wagebalken vor dem Wägen festgehalten, indem die Arme k unter ihn greifen und die Federn n an den Armen l sich unter das Gewicht g und die Wagschale e legen. Ist die Münze zu leicht, so neigt sich der Wagebalken auf der linken Seite und der Reiter II wird abgehoben. Tritt dadurch Gleichgewicht ein, so bleibt der Wagebalken ruhig stehen. Ist aber die Platte noch zu leicht, so neigt er sich tiefer und wird von der Staffel 1 am Stifte I gehemmt. Ist die Münzplatte umgekehrt zu schwer, so neigt sich der Wagebalken auf der rechten Seite herab, bis der Reiter III, vielleicht auch IV oder gar noch V von ihm abgehoben wird und er zum Stillstande kommt. Ist die Münzplatte aber noch zu schwer, so senkt sich der Wagebalken ganz herab, bis er von der Staffel 6 am Stifte VI aufgehalten wird. Wenn seit dem Freigeben des Wagebalkens eine gewisse Zeit, innerhalb deren er in jedem Falle zur Ruhe kommt, verflossen ist, so werden von der Seite her zwei nicht abgebildete Klemmbacken gegen den Fuß der Wagschale e angelegt, um sie festzuhalten. Zugleich rückt die senkrechte Platte m mit den sechs schrägen Rinnen gegen die Schale vor und bewegt den Schieber w nach links hin, so daß der mit demselben verbundene Boden r den Trichter öffnet und die Münzplatte freigibt. Diese fällt und gleitet auf der Leitschiene v herab in eine der sechs Rinnen und durch dieselbe in den damit verbundenen Behälter. Die außerhalb der Toleranz zu leichten Platten fallen in die oberste Rinne, die innerhalb der Toleranz zu leichten Platten in die nächstfolgende Rinne, die innerhalb der Toleranz zu schweren Platten in die dritte Rinne und die außerhalb der Toleranz zu schweren Platten in die vierte, fünfte oder sechste Rinne.
Bei der Münzplattensortiermaschine von D. Napier & Son in London [3], [13] besteht jede Wage aus einem gleicharmigen Balken, an dem Wagschalen aufgehängt sind, wovon die eine zur Aufnahme des Gewichtsstücks dient, während die andre oberhalb des Balkens einen Wagtisch trägt, auf den die Münzplatte mittels des Zubringers gelangt. Als Gewichtsstück dient das gesetzlich zulässige Minimalgewicht der Münzplatten. Am unteren Ende der mit dem Gewicht belasteten Wagschale befindet sich ein Reiter im Gewicht der gestatteten Toleranz (Abweichung vom Normalgewicht). Zur Arretierung der Wage dient eine unterhalb der Wagschalen befindliche Regulierungsstange sowie eine unterhalb des Wagbalkens angebrachte Klemme. Durch die Regulierungsstange erhält gleichzeitig auch ein Indikator eine solche Stellung, daß die Münzplatte in den richtigen Sammelbehälter gelangt. Die Wage sortiert in drei Klassen: die obere Toleranz überschreitende, innerhalb der Toleranz liegende und zu leichte Münzplatten. Der Napierschen Maschine ähnlich ist diejenige von P. Stückrath in Friedenau-Berlin.
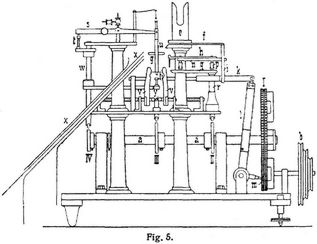
Die aus der Bungeschen Münzplattensortiermaschine hervorgegangene Maschine von Wilh. H. s. Kuhlmann in Hamburg (Fig. 5) wird als zwei-, vier- oder sechsfache Wage hergestellt [13]. Die Bewegung der verschiedenen Teile erfolgt von der Hauptwelle a aus mit Hilfe der unrunden Scheiben I–IV und des Winkelhebels l m. Die Antriebsscheibe b steht mit einem Vorgelege in Verbindung, die ihre Bewegung mit Hilfe einer Zahnradübersetzung auf die Welle a überträgt. Bei Beginn einer Wägung bewirkt die Nutenscheibe I durch den Winkelhebel [529] l m, daß der an dem Rahmen i befestigte Zubringer f die unterste Münzplatte aus dem Becher c herausschiebt. Mit dem Rahmen i ist senkrecht verschiebbar der Rahmen u in Verbindung, welcher den eine zweizackige Gabel bildenden Aufleger h trägt. Der Rahmen u ruht mit Rollenstützen p auf dem Tisch q, der mit seinen Tragstangen r durch das Exzenter II angehoben werden kann. Mit dem Herausschieben der Münzplatte aus dem Trichter befindet lieh die gleichzeitig vorgeschobene Auflegegabel h in emporgehobener Stellung, so daß die Münzplatte auf sie zu liegen kommt. Bei weiterer Drehung der unrunden Scheibe II senkt sich die Auflegegabel und legt die Münzplatte stoßfrei auf den Wagtisch g, worauf Auflegegabel und Zubringer sich wieder zurückbewegen und letzterer auch wieder in die ursprüngliche Stellung gehoben wird. Die Wage besteht aus dem Wagbalken s, der die mit dem Wagtisch g versehene rahmenförmige Aufhängevorrichtung u und den mit dem Balken seit verbundenen Metallzylinder als Gegengewicht trägt. Die Arretierung des Wagbalkens erfolgt durch zwei bewegliche, mit Achatzapfen versehene Stifte t und t1, die mit der Führungsstange w verbunden sind und deren Bewegung durch die unrunde Scheibe IV erfolgt. Der Aufhängerahmen kann nach beendeter Wägung durch die Arretierungsbacken v v festgehalten werden, die in einen unten am Rahmen befindlichen Blechstreifen eingreifen. Die Arretierungsbacken v v tragen mehrere Einkerbungen, die den Abständen der (drei Trichter bildenden) Blechstreifen x x entsprechen. Die Backen werden durch Federn gegeneinander gepreßt; die Auslösung der Arretierung erfolgt durch den Keil y, der von der unrunden Scheibe III nach aufwärts gedrückt wird. Zur Einstellung dient eine Einstellplatte, deren Gewicht dem obersten zulässigen Grenzwert für die Münzplatten entspricht. Ueber dem Rahmen u ist ein Galgen mit einem Reiter angebracht, dessen Gewicht die Differenz zwischen dem zulässigen minimalen und maximalen Gewicht der Münzplatten beträgt. Beim Wägen der Münzplatten treten diese an Stelle der Einstellplatte. Sind sie leichter als diese, so wird der Reiter abgehoben, und das Gewicht des Reiters addiert sich zum Plattengewicht. Kommt diese Gewichtssumme dem Gewicht der Einstellplatte gleich, so wird die ausgewogene Platte bei der Auf- und Vorwärtsbewegung der vorn mit Stiften versehenen Auflegegabel h in den. mittleren der drei Auswurftrichter geschoben. Beträgt aber die Gewichtssumme weniger als das Gewicht der Einstellplatte, so steigt die Wagschale g höher, und die Platte gelangt in den oberen Trichter. Eine zu schwere Platte zieht die Wagschale nach abwärts, und die Platte wird in den untersten Trichter geschoben. – Die Leistungsfähigkeit der einzelnen Wage beträgt etwa 14–15 Platten minutlich.
Wenn man, wie dies bei Münzplatten erwünscht ist, eine umfangreichere Sortenbildung erzielen will, so kann dies durch Verwendung von zwei dreiklassigen Sortiermaschinen erreicht werden, indem man die von der ersten Maschine abgeänderten zu schweren Platten von der zweiten in drei Klassen sortieren läßt.
Die Berichtigung der übergewichtigen Münzplatten findet durch Abschaben statt, wozu in der Regel Maschinen [3] verwendet werden. Bei der einen Art von Münzplattenschabmaschinen wird die Münzplatte über ein feststehendes Messer durch einen Zubringer hinweggeschoben, bei der andern macht die Münzplatte eine drehende Bewegung, während das Werkzeug darüber fährt. Nach dem Schaben werden die Münzplatten auf den Münzsortiermaschinen nochmals geprüft.
Das Rändeln. Der Rand der Münzen wird zum Schütze der Prägung und gegen betrügerische Wegnahme von Metall in der Regel mit einer Randleiste (»Stäbchen«) oder mit Verzierungen und Inschriften oder auch mit beidem versehen. Zur besseren und leichteren Ausbildung des Stäbchens beim nachfolgenden Prägen wird gewöhnlich der Münzplattenrand in der »Rändelmaschine« aufgestaucht, auf der auch die Herstellung vertiefter Randschriften erfolgen kann.
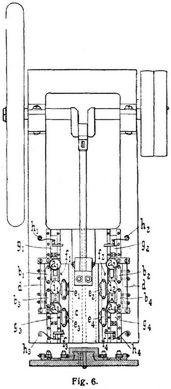
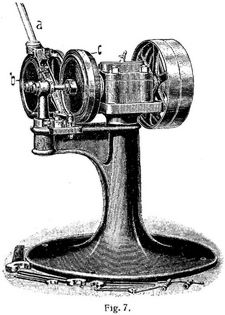
Bei der in Fig. 6 dargestellten vierfachen Rändelmaschine erfolgt das Rändeln durch Rollen der Münzplatte zwischen dem feststehenden Rändeleisen b1, (bezw. b2, b3, b4) und dem beweglichen Rändeleisen e1 (bezw. e2, e3, e4), das an dem durch Kurbelgetriebe bewegten Schlitten c beteiligt ist. Die Rändeleisen sind mit Nut und für Randverzierung mit entsprechender Gravierung versehen. Die Münzplatten befinden sich in den[530] Bechern a1, a2, a3, a4, welche unten einen Spalt für je eine Münzplatte haben. Das Vorschieben der Münzplatten geschieht durch die Zubringer (Schieber) g1, g2, g3, g4. Der Stift f1 des Schlittens c stößt gegen einen Arm des Zubringers g1 und schiebt diesen zurück, wodurch die unterste Münzplatte im Becher sich vor den Zubringer legen kann, der bei der Umkehr des Schlittens durch die Feder h1 die Münzplatte vorschiebt, so daß sie von dem beweglichen Rändeleisen gefaßt und an dem fetten Rändeleisen entlang gerollt wird, worauf sie durch die Oeffnung i1 fällt. Die festen und die beweglichen Rändeleisen sind mit Hilfe von Schrauben einstellbar. Die Rändelmaschine Fig. 7 (Deutsche Waffen- und Munitionsfabriken, Karlsruhe), die für glatte Rändelung infolge ihrer großen Leistungsfähigkeit (bis 700 Münzplatten minutlich) häufig angewendet wird, besteht aus dem Becher a für die Münzplatten, dem gekerbten Rad b, das sie Stück für Stück einer schiefen Ebene zuführt, von der aus sie zwischen die mit einer Nut versehene rotierende Rändelscheibe c und das feststehende einstellbare Rändeleisen gelangen, wobei die Aufstauchung des Randes erfolgt. Bei einer andern Rändelmaschine [3] mit rotierender Rändelscheibe erfolgt die Rändelung zwecks Vermeidung axialen Lagerdrucks zwischen der am Mantel der Rändelscheibe befindlichen Nut und einem festen Rändeleisen.
Das Glühen und Beizen der Münzplatten, das bisweilen auch schon vor dem Rändeln erfolgt, bezweckt die Reinigung der Münzplatten von Schmutz und Oxydschichten. Das Beizen erfolgt mit verdünnter Schwefelsäure.
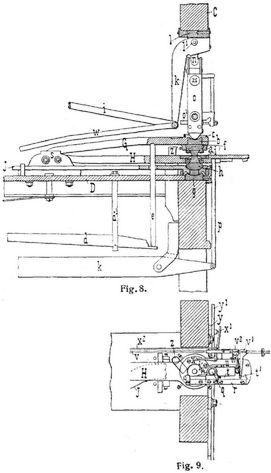
Das Prägen der Münzen geschieht auf Kniehebelpressen, deren Prinzip von Uhlhorn herrührt. Die Münzplatten werden auf einer schrägen Rinne in den Becher g (Fig. 8 und 9) eingeführt. Die unten liegende Münzplatte wird von dem zangenartigen, aus dem Schieber t und dem Winkelhebel u w und einer Feder gebildeten Zubringer gefaßt. Die Verschiebung des Zubringers und der Münzplatte geschieht durch den Arm v1 der Knaggenstange v, welche von einer unrunden Scheibe auf der Kurbelwelle der Maschine betätigt wird. Beim unmittelbar darauf folgenden Rückgang der Stange v verdreht zunächst der Ansatz v2 den Winkelhebel w u und öffnet damit die Zange, so daß die Münzplatte auf den unteren Prägestempel fallen kann, worauf der Zubringer durch Anstoßen der Knagge v1 an den Ansatz t1 des Schiebers t zurückgeschoben wird. Hierauf erfolgt das eigentliche Prägen. Die Münzplatte ist hierbei von dem im Durchmesser etwas größeren Prägering i eingeschlossen, dessen innerer Durchmesser die Größe der fertigen Münze bestimmt. Man unterscheidet: a) glatte Prägeringe für Münzen mit glattem Rand oder vertiefter (durch das Rändeln hergestellter) Randschrift; b) gekerbte Prägeringe für gekerbten (gerieften) Rand; c) gebrochene (dreiteilige) Prägeringe (s. unten) mit vertiefter Gravierung für erhabene Randschrift. Der Prägering i ist in dem um eine Achse im Lager s drehbaren Hebel H gelagert. Der beim Prägen auftretende Druck auf den Unterstempel wird durch die ihn mittels Klemmrings festhaltende Scheibe h, den kugelförmig ausgehöhlten Hebel J und die Spurpfanne auf das Rahmengestell der Maschine übertragen. Der Oberstempel ist mit dem um eine Achse im Lager s drehbaren Hebel G innerhalb des Rings a mittels Klemmrings fest verbunden; b ist eine Spurpfanne, c ein Oelbehälter. Der Oberstempel wird durch die Stange e, den in d1 drehbaren doppelarmigen Hebel d und ein an dessen anderm Ende befindliches (in der Figur nicht gezeichnetes) Gewicht nach oben gegen die Druckstütze o gedrückt. Die Abwärtsbewegung des Oberstempels beim Prägen erfolgt durch den um die Achse l1 im Lager l drehbaren Winkelhebel k l1 n der mit der Druckstütze o zusammen einen Kniehebel bildet. Die Bewegung des Winkelhebels k l1 n erfolgt durch die Pleuelstange i, die von der Kurbelwelle der Maschine aus hin und her bewegt wird. Die Länge der Druckstütze (Keilgehäuse) o kann mittels Keils o1 zwecks genauer Einteilung des Oberstempels verändert werden. Erfahrungsgemäß wird die Prägung der Münze wesentlich[531] erleichtert, wenn der Unterstempel sich im Augenblicke, da der Oberstempel kräftiger drückt, etwas um seine Achse dreht. Deshalb ist am Winkelhebel n l1 k eine Stange w angelenkt, deren krummes Ende periodisch einen nicht gezeichneten Winkelhebel erfaßt, der durch eine Stange mit dem Hebel J verbunden ist und so den letzteren dreht. Die Rückdrehung wird durch einen Stift an der Stange w oder auch durch eine Feder bewirkt. Nach erfolgter Prägung senkt sich der im Hebel H gelagerte Prägering unter Beeinflussung einer auf der Kurbelwelle sitzenden unrunden Scheibe und der Druckstütze p und des doppelarmigen Hebels k, worauf der Oberstempel emporsteigt; hiernach hebt der Hebel H sich etwas, um die fest im Prägeringe eingeschlossene Münze vom Unterstempel abzulösen, und senkt sich sogleich wieder so weit, daß die Münze aus dem Prägeringe i herausgedrückt wird und nun frei auf dem Unterstempel ruht. Wenn der Zubringer t u die nächste Münzplatte vorschiebt, schiebt gleichzeitig das bogenförmige Ende des Hebels u die freiliegende Münze vom Unterstempel ab und bringt sie auf eine geneigte Rinne im Hebel H, auf welcher sie herabgleitet, um durch die Rinne z im Tische D in einen Behälter zu gelangen. – Um einer Beschädigung der Stempel, im Falle keine Münzplatte in den Prägering x gelangt, vorzubeugen, ist auf dem Hebel H der winkelförmige Fühlhebel x x1 gelagert, welcher durch die Stange x2 von der Kurbelwelle aus bei jeder Umdrehung einmal hin und her gedreht wird. Wenn der Zubringer t u vorgeschoben wird, legt sich gleichzeitig der eine Arm x des Fühlhebels gegen den Hebel u an. Ist eine Münzplatte im Zubringer enthalten, so hält der Hebel u den Fühlhebel an, was durch eine Feder an der Stange x2 ermöglicht ist. Ist jedoch keine Münzplatte im Zubringer eingeschlossen, so wird der Hebel u vom Fühlhebel x einwärts gedreht, so daß der letztere mit seinem andern Arme x1 auf die Feder y am Prägerahmen C drücken kann. Dadurch wird der in einer Führung gleitende Hebel y1 frei, der nun niederfällt und den in Vorsprünge nahe seiner Achse eingreifenden Ausrückhebel auslöst, der durch ein Gewicht verdreht wird, wodurch die Maschine zum Stillstande kommt. Zur größeren Sicherheit ist mit dem Ausrückhebel ein Arm verbunden, welcher einen Sperrkegel über einem Sperrade auf der Kurbelwelle freigibt. Da alsdann der Sperrkegel das einzahnige Sperrad aufhält, so kann die Kurbelwelle sich nicht weiterdrehen. Wenn[532] zwei Münzplatten zwischen die beiden Stempel gelangen sollten, so ist einer Beschädigung der letzteren dadurch vorgebeugt, daß das Schwungrad nur durch einen Reibungsring mit der Kurbelwelle verbunden ist, folglich bei zu großem Widerstande sich frei dreht.
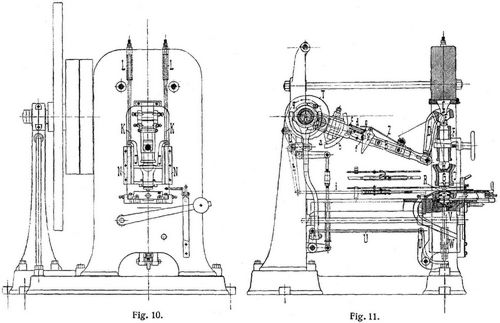
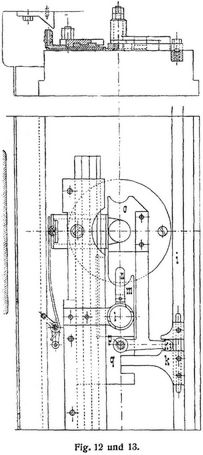
Bei der Prägmaschine von L. Schuler in Göppingen (Württ.), Fig. 10–14, erfolgt die Bewegung des an den Prägstock M und der Kugelpfanne G befestigten Oberstempels unter Vermittlung des mit dem Kugelzapfen H versehenen Keilgehäuses F durch den von der Kurbelwelle A aus betätigten und mit der Pleuelstange B verbundenen Winkelhebel D C E. Die Kugelpfanne G ist von dem im Gestellrahmen geführten Schlitten (Stempelführung) J umgeben, der sie durch zwei Zugstangen K und zwei kräftige Federn L an den Kugelzapfen H andrückt. Der beim Prägen auftretende Druck auf den Unterstempel wird durch den Prägstock O und die mit Kugelfläche versehenen Druckplatten O und P auf das Gestell übertragen. Das Herausheben der Münze aus dem Prägering nach der Prägung erfolgt nicht wie bei der Uhlhornschen Maschine durch die Bewegung des Prägerings R, sondern durch den Unterstempel, welcher durch die (auf die Platte Q wirkenden) Stangen V und die Hebelübertragung U von der (auf der Kurbelwelle sitzenden) unrunden Scheibe T seine Aufwärtsbewegung erhält; die Abwärtsbewegung des Prägestempels, der Platten Q und P und des Prägstocks O, der mit Q durch den halbgeschlossenen Ring X verbunden ist, erfolgt durch die Feder W. Nach der Prägung geht der Oberstempel zuerst hoch, worauf der Unterstempel die Münze aus dem Prägering herausschiebt. Infolge einer in der unrunden Scheibe T angebrachten Einkerbung geht hierauf der Unterstempel rasch zurück und wieder hoch, wodurch die Münze durch die Oberkante des Prägerings vom Unterstempel abgelöst wird, so daß sie nur lose auf ihm ruht. Der Unterstempel bleibt dann so lange in dieser Stellung, bis die fertige Münze weggeschoben und an ihre Stelle eine neue Münzplatte zugeführt ist, worauf er wieder zurückgeht. Eine Drehung des unteren Prägestempels während des Prägens findet nicht statt.
Um die Stempel vor Beschädigung zu bewahren, falls zwei Münzplatten auf dem Unterstempel liegen, ist die Pleuelstange B zweiteilig und in sich verschiebbar. Während des Leergangs der Maschine wird sie durch den Keil Y und zwei auf ihn einwirkende kräftige Federn Z auseinandergehalten. In dem Augenblick, wo der Oberstempel auf die Münzplatte auftrifft, wird durch ein an der Kurbelwelle angebrachtes Segment und einer darauf (je nach der Stärke der Münzplatte) einstellbaren Schiene b der Daumen des Hebels c nach unten gedrückt und der Keil Y durch den Bolzen f, der durch e und d mit dem Hebel c verbunden ist, mit der einen Pleuelstangenhälfte verkuppelt, so daß die Prägung vor sich gehen kann. Liegen aber zwei Münzplatten auf dem Unterstempel, so ist infolge des früheren Auftreffens des Oberstempels auf die obere Münzplatte in diesem Augenblick der Keil noch nicht mit der zugehörigen Pleuelstangenhälfte verkuppelt, so daß sich die Pleuelstange in sich verschieben und die verkürzte Pleuelstange den oberen Prägestempel nicht in seine tiefste Lage bringen kann. Die Zuführung der Münzplatten erfolgt von einem auf der Kurbelwelle sitzenden Exzenter g aus, das unter Vermittlung des Winkelhebels h die Stange i hin und her bewegt. Auf dem Prägetisch s ist der Füllbecher l für die Münzplatten befestigt. Der durch den Ansatz k der Stange i betätigte Schieber m q schiebt die jeweils unterste Münzplatte unter die Feder n, wo sie bei der Bewegungsumkehr vom Rückgang zum Vorwärtsgang von der als Winkelhebel o p k1 ausgebildeten Zange o zunächst eingeschlossen und dann vorwärtsgeschoben wird. Ueber dem Prägering ist die Münzplatte von einem unter Federdruck stehenden kleinen Schieber und der Zange gehalten; letztere wird beim Rückgang der Stange i zunächst nach außen gedreht, so daß sie beim darauffolgenden Rückgang der Zange und des Schiebers m q die Münzplatte nicht mitnimmt. Die auf dem unteren Prägestempel liegende fertige Münze wird durch den vorderen Zangenteil nach rückwärts weggeschoben und gleitet durch eine am Prägetisch angebrachte schräge Rinne nach einem gekrümmten Kanal, der die Münze an der Vorderseite der Maschine herausfallen läßt. Der Stillstand der Maschine, im Falle keine Münzplatte zwischen den Prägestempeln sich befindet, wird in ähnlicher Weise wie bei der Uhlhornschen Maschine erreicht.
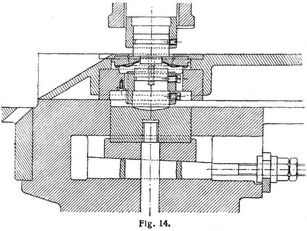
Fig. 14 zeigt die Einrichtung des Prägetisches für Münzen mit erhabener Randschrift. Der mit entsprechender Gravierung versehene Prägering ist dreiteilig und wird durch den äußeren Rand des Oberstempels in einen den Prägering umschließenden konisch ausgedrehten Ring eingepreßt. Beim Hochgehen des Unterstempels bewegt sich auch der Prägering unter der Einwirkung von Federn nach aufwärts, wobei sich gleichzeitig die einzelnen Ringteile nach auswärts bewegen. Bei dieser Einrichtung muß auch der Unterstempel durch Keile in der Höhe einstellbar sein.
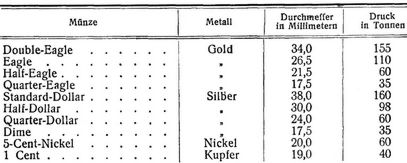
Man hat auch Prägmaschinen gebaut, bei denen der Oberstempel feststehend und der Unterstempel durch ein Kniehebelgetriebe emporgedrückt wird. Die Prägmaschine D.R.P. Nr. 85647 (L. Schuler, Göppingen) besitzt einen Revolver mit 8 Prägeringen und der Ober- und Unterstempel werden je durch ein Kniehebelgetriebe[533] betätigt. – Die Leistungsfähigkeit der Prägmaschinen beträgt durchschnittlich zwischen 50 bis 100 Stück in der Minute. Ueber die beim Prägen auftretenden Drücke macht Bliß [5] für die amerikanischen Münzen folgende Angaben:
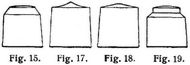
Die Münzstempel bestehen aus zähhartem Werkzeugstahl mit einem Kohlenstoffgehalt von 1–1,2% oder aus Spezialstahl. Zur Herstellung [9] der Gravierung dient ein stark vergrößertes Wachsmodell, von dem ein Gipsabguß genommen wird, der zur Herstellung eines Gußeisenmodells benutzt wird. Die verkleinerte Uebertragung von dem Gußeisenmodell auf den Stahlpfropf geschieht in der Reduziermaschine (s.d.). Das Stahlrelief wird vom Medailleur sorgfältig nachgearbeitet und hierauf der zylindrische Stempel nach Fig. 15 abgedreht und gehärtet. Zum Härten [10], [11] wird der Stempel, um Entkohlung und Glühspanbildung an der gravierten Fläche zu verhindern, zwischen kohlenstoffhaltigen Substanzen (Hornspäne u.s.w.) in einen mit Lehm verschmierten Blechkasten verpackt, geglüht und die Härtung durch Ablöschen mittels eines genau auf die Mitte der zu härtenden Fläche auftreffenden Wasserstrahls vollzogen; die Arbeitsfläche wird meist gar nicht und der rückwärtige Teil des Stempels nur wenig angelassen. Der so erhaltene »Ur- oder Originalstempel« (mit erhabener Gravierung) dient durch »Absenken« (Einpressen) in einen Stahlzylinder mittels des »Senkwerks« (Spindelpresse mit Handbetrieb [Fig. 16, Deutsche Waffen- und Munitionsfabriken, Karlsruhe] oder mit Reibscheibenantrieb oder hydraulische Prellen) zur Herstellung der (vertieften) »Urmatrize«, auf der mittels Punzen die Umschrift, das Münzzeichen und der Perlenrand eingeschlagen werden. Mit der Urmatrize wird durch Absenken die (erhabene) »Urpatrize« hergestellt, die nun zum Anfertigen der (vertieften) Arbeitsstempel durch Absenken dient. Um jedoch die wertvolle Urpatrize zu schonen, fertigt man meist von ihr eine Anzahl Matrizen an und Hellt von diesen (Zweit-)Patrizen her, die man zur Herstellung der Arbeitsstempel verwendet. Um eine möglichste Verdichtung der Stempel an der Prägefläche zu erzielen, erhalten die Stahlpfropfen vor dem Einsenken die in Fig. 17 und 18 dargestellte Form. Nach dem Einlenken werden die Stempel nach Fig. 19 abgedreht, gehärtet und hochglänzend poliert.
Literatur: [1] Ledebur, Lehrbuch der mechan.-metallurg. Technologie, 3. Aufl., Braunschweig 1905, S. 740–761. – [2] Karmarsch-Fischer, Handbuch der mechan. Technologie, 6. Aufl., Leipzig 1891, Bd. 2, S. 531. – [3] Schlösser, E., Die Münztechnik, Hannover 1884. – [4] Karmarsch-Heeren, Techn. Wörterbuch, bearbeitet von Kick und Gintl, Prag 1883, Bd. 6, S. 178–197. – [5] Minting Machinery, Broschüre der E.W. Bliß Company, Brooklyn-New York. – [6] Buch der Erfindungen, Gewerbe und Industrien, 9. Aufl., Leipzig 1900, S. 683. – [7] Smith-Kannegießer, Das Pressen, Stanzen und Prägen der Metalle, Leipzig 1903. – [8] Woodworth, J.V., Dies, their construction and use, New York 1903. – [9] Bericht über die Tätigkeit des K.K. Hauptmünzamts in den Jahren 1892–93, Wien 1894. (Herstellung der Münzstempel.) – [10] Reiser, Fridol., Das Härten des Stahls in Theorie und Praxis, 4. Aufl., Leipzig 1906, S. 122. – [11] Thallner, O., Werkzeugstahl, 2. Aufl., Freiberg i. S. 1904, S. 152. – [12] Oesterr. Zeitschr. für Berg- u. Hüttenwesen 1887, S. 504 ff. – [13] Dingl. Polyt. Journ. 1907, Heft 3–5.
A. Widmaier.

Adelung-1793: Münze (2), die · Münze (1), die · Marien-Münze, die
Brockhaus-1837: Schwarze Münze · Münze
DamenConvLex-1834: Schilling (Münze) · Reis (Münze) · Münze (Botanik)
Herder-1854: Schwarze Münze · Münze
Lueger-1904: Münze
Meyers-1905: Münze [2] · Münze [1]
Pierer-1857: Schwarze Münze · Vorderseite einer Münze · Münze [3] · Münze [1] · Münze [2]
Buchempfehlung
Anonym
Schi-King. Das kanonische Liederbuch der Chinesen

Das kanonische Liederbuch der Chinesen entstand in seiner heutigen Textfassung in der Zeit zwischen dem 10. und dem 7. Jahrhundert v. Chr. Diese Ausgabe folgt der Übersetzung von Victor von Strauß.
298 Seiten, 15.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum