Rohrherstellung
[470] Rohrherstellung, hier insbesondere die Herstellung von Metallröhren; vgl. a. Rohre, Rohrleitung.
I. Herstellung gußeiserner Röhren.
Die Verfahren und Einrichtungen zur Massenerzeugung gußeiserner Röhren unterscheiden sich vorzugsweise durch das Formenmaterial (Sandformen oder eiserne Formen); bei Sandformen in der Herstellung dieser, ferner in der Anordnung und der Lage der den Kern enthaltenden Formkasten beim Gießen. Weitaus überwiegend sind die Formkasten beim Eingießen des Roheisens (Gußeisens) in senkrechter Stellung – bei Muffenröhren mit Muffe nach unten. Bei wagerechter oder schräger Lage der Formkasten kommen bei längeren dünnen Kernen Verbiegungen dieser vor, was zu ungleichen Wandstärken der Röhren Veranlassung gibt, die man zwar durch Kernstützen vermeiden kann, wobei aber letztere selbst wieder Gußfehler im Gefolge haben können; außerdem kann durch zurückbleibende Unreinigkeiten und durch Gase die Brauchbarkeit des Abgusses in Frage gestellt werden.[470]
1. Sandformen und ihre Herstellung.
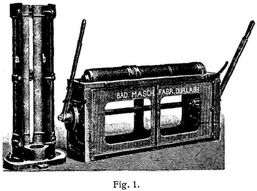
a) Für Röhren bis zu etwa 130 mm Durchmesser kann das gewöhnliche Formverfahren in zweiteiligen Kasten (a, b in Fig. 1), in deren Hälften der Sand über das in einer Durchzugformmaschine (Fig. 1) versenkbare Modell c gestampft wird, zur Anwendung kommen. Je nach dem Durchmesser und der Form können in einem Kasten bis zu drei Röhren gleichzeitig eingeformt werden. Die Formen werden in einer Dammgrube stehend abgegossen [1]. Diese Röhren weisen zwei Längsnähte (Bart oder Grat genannt) auf.
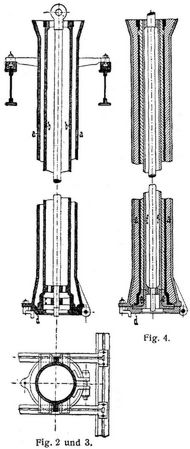
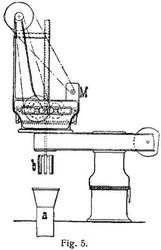
b) Das üblichste Verfahren ist das Aufstampfen des Sandes in dem Zwischenraum zwischen dem senkrecht stehenden (zweiteiligen) Formkasten a (Fig. 2) und dem innerhalb dieses befindlichen Rohrmodell b, eine Platte wobei d das Durchfallen des Sandes nach unten verhindert. Die Befestigung des von oben lagenweise eingeworfenen Sandes geschieht mittels Handstampfern von entsprechender Länge oder mittels Stampfmaschinen, von denen Fig. 5 die Ardeltsche, D.R.P. Nr. 177353, zeigt; a ist die Form, b der aus einzelnen an einem Ring sitzenden Stäben gebildete Stampfer; an dem Ring greifen zwei Stangen an, die je von einem Walzenpaar umschlossen sind, deren zylindrischer Umfang mehrmals unterbrochen ist, so daß die Stangen bei der Umdrehung der Walzen abwechselnd gehoben werden und niederfallen (Hubzahl 120 – 160 pro Minute). Der Stampfer samt dem Hubwerk dreht sich während des Stampfens um die Rohrachse. Die Stampferfinger (4–16 Stück) sind federnd, damit sie bei Rohrmodellen mit Harken Muffen nachgeben können. Zum Antrieb dient ein 1,5–5 PS. starker Motor M. Andre Stampfmaschinen besitzen als Stampfer Röhren; ferner werden mit Schraubenflächen versehene Rohrstücke benutzt, die bei ihrer Drehung den Sand festpressen [2].
An Anordnungen der Formkasten sind folgende zu erwähnen:
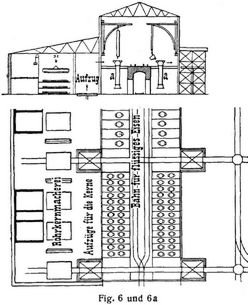
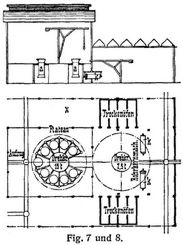
α) Feststehende Formkasten, die in Reihen (Fig. 6 und 6a) oder im Kreis (Fig. 7 und 8) angeordnet sind. Ursprünglich waren die Formen in Gruben hängend; wegen der schwierigen
Zugänglichkeit hat man diese Anordnung verlassen und die Formen erhöht aufgestellt (vgl. Fig. 6 und 7). Das Einsetzen u.s.w. der Rohrmodelle und der Kerne erfolgt mit Hilfe von Kranen (s. Fig. 6 und 7) [3], [4].
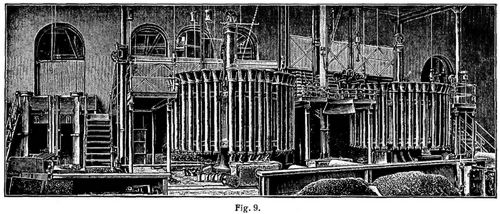
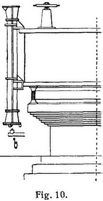
ß) Drehbare Formkastentrommeln (Fig. 9, Kgl. Württemb. Hüttenwerk Wasseralfingen), an deren Umfang die Formkasten aufgehängt sind. Diese Anordnung hat[471] den Vorteil, daß das Einsetzen des Schaftmodells, die Anfuhr und das Stampfen des Sandes immer an demselben Standort des Arbeiters erfolgt; ferner ist die genaue Einstellung der Trommel unter das am Kran hängende Schaftmodell, den Kern und die Gießpfanne einfacher als die umgekehrte Arbeitsweise. Durch Anordnung eines Hebezeugs für das Schaftmodell, eines um die Achse der Trommel drehbaren Kraus für die Kerne und die Gießpfanne oder auch eines Gießwagens und eines Drehkrans (mit Achse außerhalb der Trommel) für die gegossenen Rohre ist es möglich, diese Arbeiten gleichzeitig vorzunehmen und damit eine hohe Produktion zu erzielen. Die in Fig. 9 dargestellten Trommeln mit je 40 Doppellasten sind auf Kugeln gelagert und werden mit Druckwasser bewegt. Die Trommeln werden aus Blech oder Gußeisen (Fig. 10) hergestellt. An Stelle hydraulischer Drehvorrichtungen werden auch elektrische oder von Hand (Fig. 10) betätigte angewendet [3].
Das Trocknen der Formen erfolgt durch Hindurchleiten von Verbrennungsgasen. Fig. 9 zeigt unter der linken Trommel eine fahrbare Windtrockeneinrichtung mit Koksfeuerung, die an fünf Formkasten angeschlossen ist; man verwendet hierzu ferner Heizgase, z.B. Generatorgas, vgl. den Brenner b, Fig. 10. Bei der Stellung der Formkasten mit Muffe nach unten muß das Schaftmodell zweiteilig sein und der zylindrische Teil b (Fig. 2) nach oben, der Muffenteile nach unten abgezogen werden. Auch muß für Schaft und Muffe des Rohres ein besonderer Kern hergestellt werden, die Muffenkerne e werden in zweiteiligen Büchsen aufgestampft und hierauf in einem Trockenofen getrocknet. Ueber die Herstellung der Schaftkerne s. unten.
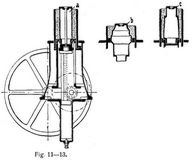
c) Ein andres Herstellungsverfahren für die äußere Rohrsandform besteht nach Kudlicz darin, daß man mittels Durchziehformmaschinen (Fig. 11–13, H. Laißle, Reutlingen) Sandringe formt, die nach der Trocknung in der Trockenkammer in einen zweiteiligen wagerechten Formkasten eingelegt werden; an das eine Ende kommt der mittels des Muffenmodells b hergestellte Sandring, daran anschließend eine entsprechende Anzahl glatter, mittels des Modells a (Mittelteil) hergestellter Sandringe und zum Schluß der mit dem Modell c hergestellte Einguß [5]. Zum Abgießen der Rohrform wird diese senkrecht gestellt. Für Rohre bis zu 6'' engl. werden doppelte, bis zu 12'' einfache Formkasten verwendet.
2. Eiserne Formen.
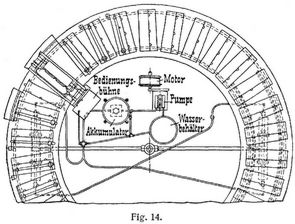
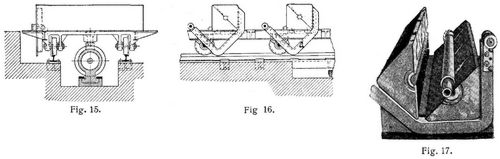
An Stelle von Sandformen benutzt die Tacony Iron Co. eiserne Formen, von denen 30 Stück auf einem ringförmigen, auf Rädern laufenden Gestell von 12 m Durchmesser angeordnet sind (Fig. 14–17). Die Formenhälften sind durch ein Scharnier verbunden und werden[472] selbsttätig geschlossen und geöffnet. Die Formen werden an der Gießvorrichtung vorbeigeführt; jede Form wird nach 71/2 Minuten wieder neu gefüllt, so daß die stündliche Produktion 240 Rohre beträgt. Ueber Einzelheiten vgl. [6].
Herstellung der Kerne. Das gebräuchlichste Formmaterial für Kerne ist Lehm, der in der Kerndrehbank (s. Bd. 5, S. 436) mit Hilfe einer Schablone auf eine mit Strohseil umwickelte Kernspindel bezw. Kernrohr in zwei für sich getrockneten Lagen aufgetragen wird. Die Kernspindeln sind zur Ableitung der beim Gießen sich entwickelnden Gase mit Längsnuten, die Rohre mit Nuten oder Löchern versehen. – Bisweilen verwendet man auch Sand, der in zweiteiligen Kernbüchsen um die Kernspindel gestampft (s. Fig. 9, links) oder der in der Kerndrehbank auf die nasse Kernspindel fallen gelassen und mit Hilfe einer Schablone angedrückt wird (Verfahren der Tacony Iron Co. [6]). Die Sandkerne werden mit einer Schwärze (Graphitwasser u.s.w.) überzogen und in Trockenkammern [4], [5] getrocknet.
Das Roheisen für den Röhrenguß wird auf Hochofenwerken vielfach unmittelbar nach dem Abstich aus dem Hochofen verwendet; bisweilen werden größere Roheisenmengen, auch aus Kupolöfen, in einem Mischer [3] zur Erzielung gleichmäßiger Qualität angesammelt. Die Zusammensetzung des Roheisens liegt etwa in folgenden Grenzen: 1,5–2% Silicium,  3,5% Kohlenstoff, 1% Mangan, < 0,1% Schwefel; Phosphor bei gewöhnlichen Röhren 1,1% bei Hochdruckröhren 0,7%.
3,5% Kohlenstoff, 1% Mangan, < 0,1% Schwefel; Phosphor bei gewöhnlichen Röhren 1,1% bei Hochdruckröhren 0,7%.
Zum Abtrennen der Eingüsse u.s.w. benutzt man Röhrenabstechdrehbänke (s. Drehbank, Bd. 3, S. 67, Fig. 23).
II. Herstellung der Schmiedeeisenröhren (Röhren aus Schweißeisen, Flußeisen, Flußstahl).
I. Geschweißte Röhren.
Bei ihrer Herstellung ([7], [11], [12]) sind zwei Operationen zu unterscheiden: Das Zusammenbiegen (Einrollen) eines gewalzten oder aus Blechtafeln geschnittenen Blechstreifens zu einem Rohr und die Vereinigung der Blechkanten (durch Verschweißen, seltener durch Verschmelzen).
Je nach der Art der für die Verbindung notwendigen Erhitzung unterscheiden wir:
A. Schweißverfahren, bei denen das ganze Rohr erhitzt wird.
Nach diesem Verfahren, das für größere (> 300–350 mm) Rohrkaliber unökonomisch ist, werden hergestellt:
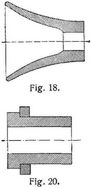
a) Stumpfgeschweißte Gasröhren. Zur Rohrbildung werden die Blechstreifen (Strips), an die vielfach zunächst ein dünner Rundeisenstab angeschweißt ist, in rotwarmem Zustand durch einen Trichter (Kupse, Tiegel, Manschette u.s.w., vgl. Fig. 18) gezogen.
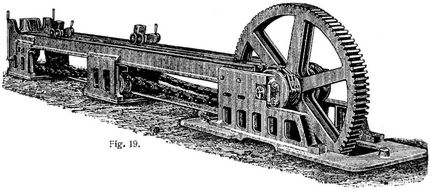
Dieser findet seinen Halt an einer Ziehbank (Fig. 19), auf deren Wangen ein Zangenwagen läuft, bei dessen Mitnahme durch eine endlose Kette die Zange sich schließt, den Streifen durch den Ziehtrichter hindurchzieht und zum Rohr umgestaltet. – Das eigentliche Verschweißen der Fuge erfolgt nach Erhitzen des Rohres auf Schweißhitze in einem Gasrohrschweißofen durch Hindurchziehen durch einen engeren Trichter; oft wird diese Operation noch ein- oder zweimal wiederholt. Zur Glättung des Rohres wird es hierauf rotwarm durch einen Kratztrichter (Fig. 20) gezogen. Die stumpfgeschweißten Röhren werden im allgemeinen nur bis zu 2'' (lichtem) Durchmesser hergestellt.
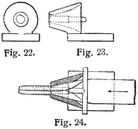
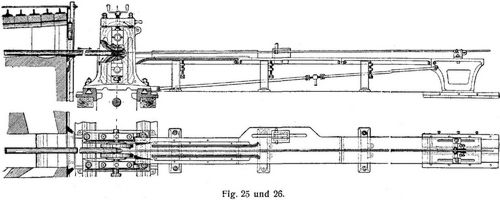
b) Ueberlappt- oder patentgeschweißte Heiz- und Siederöhren. Zur Rohrbildung werden die durch Walzen ([7], [9]), Fräsen oder Behobeln (auf Rohrstreifenhobelmaschinen, die zwei feststehende Messer besitzen, unter denen der Streifen hinweggezogen wird)[473] mit abgeschrägten Kanten versehenen Streifen zunächst an einem Ende tütenförmig (Fig. 21) zugespitzt, hierauf auf Rotglut erhitzt und auf einer Ziehbank durch Ziehtrichter (Fig. 22–24) hindurchgezogen, deren innere Form (s. Fig. 22) das richtige Uebereinanderlegen der Kanten bewirken soll. Bisweilen wird hierbei auch ein Dorn eingelegt (Fig. 23 und 24). – Die Schweißung erfolgt nach Erhitzen des Rohrs in einem Rohrschweißofen mit Hilfe eines unmittelbar davor aufgehellten Rohrwalzwerks (Fig. 25 und 26) [8] über einen an einer Stange befestigten Dorn (Schweißnaht oben). Der Walzendurchmesser hängt vom Rohrdurchmesser ab und beträgt etwa 500–700 mm; auch die Geschwindigkeit ist vom Rohrdurchmesser abhängig (bei kleineren Rohren etwa 4 m/sec, bei größeren entsprechend geringer). Erhitzen und Walzen werden noch ein- bis dreimal wiederholt, wobei jedesmal ein etwas stärkerer Dorn angewendet und die Schweißfuge um 60° seitlich versetzt wird. Ueber das etwas abweichende Verfahren in amerikanischen Röhrenwerken vgl. [9]. Im allgemeinen geht man mit der Herstellung dieser Röhren nicht über 12'' hinaus; es werden aber in einzelnen Fällen bis zu 30'' (762 mm) Röhren auf diese Weise geschweißt. Näheres hierüber s. [9]. – Ueber Gasrohrschweißöfen s. [9], [10].
c) Verbundröhren von Schmitz, D.R.P. Nr. 115777 [12], bestehen aus zwei ineinander befindlichen und miteinander verschweißten Röhren; die Längsschweißfugen sind um 180° versetzt. Sie bilden den Uebergang zu den nahtlosen Röhren (s. unten).
B. Schweißverfahren, bei denen nur die zu vereinigenden Blechkanten (stückweise fortschreitend) erhitzt werden [13].
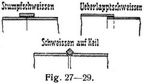
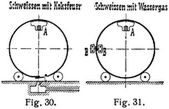
Die Rohrbildung geschieht bei größeren Rohrkalibern durch Rundbiegen des kalten oder erhitzten Blechstreifens mit Hilfe von Blechbiegemaschinen (s. Biegen). – Die Schweißung erfolgt stumpf (selten, Fig. 27), überlappt (Fig. 28) oder durch Einschweißen eines Quadrat- oder Rundeisens (Fig. 29, Keilschweißung) u.s.w. Die Erhitzung der Blechkanten erfolgt: a) In Koksfeuern (Fig. 30). Die innige Verschweißung der Kanten wird durch Hämmern bewirkt, zu welchem Zweck die Schweißstelle um 180° über den Amboß A zu drehen ist. Die Koksfeuer sind feststehend oder fahrbar eingerichtet. Ein Nachteil ist die nur einseitige Erhitzung der Blechkanten. Der Koks muß schwefelarm sein.
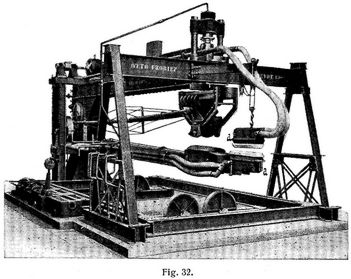
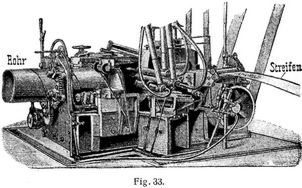
b) Mittels Wassergasflammen (Fig. 31 und 32). Die zu erhitzende Stelle wird in der Regel durch zwei Wassergasbrenner erhitzt, so daß eine hohe, gleichmäßige und rasche Erhitzung möglich ist. Das zur Schweißung notwendige Zusammenpressen der Kanten wird[474] durch Hämmer, Pressen oder Walzen (Rollen) bewirkt; die hierzu notwendige Einrichtung m neben den Brennern entweder in der Richtung der Schweißnaht oder senkrecht dazu angebracht; die Anordnungen unterscheiden sich ferner noch dadurch, ob das Rohr festliegt oder ob es für die einzelnen Operationen verschoben bezw. gedreht werden muß [13]. Fig. 32 zeigt eine Wassergasrohrschweißmaschine mit den Brennern a a. – Die Wassergaserhitzung wird auch bei den spiralgeschweißten Röhren angewendet. Die Rohrbildung ([7], [12], [15]) erfolgt durch Zuführung des Blechstreifens in schräger Richtung zwischen Biegewalzen; vor diesen befinden sich die Gasbrenner, an die sich ein Hammer u.s.w. zum Zusammendrücken der überlappten, auf Schweißhitze gebrachten Blechkanten anschließt. Fig. 33 zeigt eine Spiralrohrschweißmaschine nach Ehrhardt [14].
c) Mit Wasserstoff-Sauerstoff- oder Acetylen-Sauerstoffflammen (autogene Schweißung), s. Schweißen.
d) Mit Hilfe des elektrischen Stroms (s. Schweißen). Dieses Verfahren eignet sich weniger gut für überlappte als für stumpfe oder Keilschweißung.
2. Nahtlose schmiedeeiserne Röhren.
Ihre Herstellung ([7], [11], [12]) umfaßt die Anfertigung starkwandiger Hohlblöcke (Rohrbarren, -zylinder, -luppen) und die Umwandlung der Hohlblöcke in Röhren.
A. Die Herstellung starkwandiger Hohlblöcke (Rohrzylinder, -luppen) erfolgt:
a) Durch Gießen. Hierbei kommen folgende Verfahren in Betracht:
α) Ausfließenlassen des im Innern der in Kokillen (Gußformen) gegossenen Blöcke – nach dem Erstarren eines genügend starken Mantels – noch flüssigen Eisens entweder (nach Brinell) am Boden der auf einem mit feuerfestem Material ausgekleideten Trog stehenden Formen (Fig. 34) oder, nach dem Kippen der Gußformen um 180°, am Kopf. Dieses Verfahren ist sehr teuer, da man nur 40–50% Blöcke aus dem flüssigen Stahl erhält.
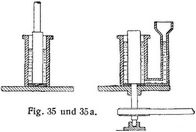
ß) Anwendung eines Kerns für die Bildung des Hohlraums. Dieser besteht bei dem Verfahren des Preßwerks Düsseldorf-Reisholz aus einem mit Sand gefüllten, dünnwandigen Rohr; um das Schwinden (Zusammenziehen) des erstarrenden Metalls zu ermöglichen, wird der auf einem Boden aufruhende Sand nach dem Eingießen des flüssigen Stahls durch Durchstoßen des Bodens entfernt. – Bei dem Verfahren von Fr. Nebe (D.R. P. Nr. 162534) wird der zylindrische oder ovale Kern während des Erstarrens des Stahls um eine außerhalb seiner Achse liegende, aber mit der Achse des Rohrzylinders zusammenfallende Drehachse gedreht oder geschüttelt (Fig. 35 und 35a), so daß in dem Block ein Hohlraum entsteht, dessen Durchmesser größer als der des Kerns ist. Erfolgen die Bewegungen des Kerns mit hinreichender Geschwindigkeit, so erstarrt das Metall, ohne den Kern fest zu umschließen.
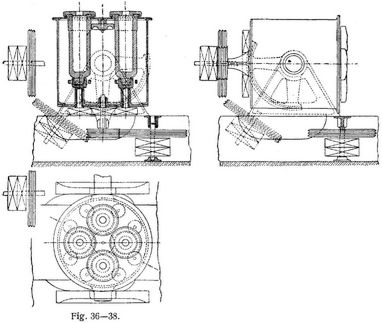
γ) Verwendung rotierender Gußformen. Bei den Verfahren von Lane & Förster (D.R.P. Nr. 62304), Clowes (D.R.P. Nr. 95846), der Société Ougrée in Louvroil (Nordfrankreich) und Graf de Hemptienne (D.R.P. Nr. 177123) ist die Drehachse der Gußform horizontal. Bei dem Verfahren von Stridsberg, D.R.P. Nr. 101265 (Fig. 36–38), welches in Kopparsberg und Trollhättan angewendet wird, benutzt man zwei, vier, sechs und mehr Gußformen, deren Achsen Zahnräder tragen, die in ein zentrales Zahnrad eingreifen. Beim Eingießen des flüssigen Stahls sind die in Rotation befindlichen[475] Gießformen, auf deren Boden eine glühende Schamotteplatte gelegt wird, in senkrechter Lage (Fig. 36); nach dem Verschließen mit einem ringförmigen Deckel werden die rotierenden Gußformen langsam in wagerechte Lage gebracht (Fig. 37), damit die Wandstärke des Rohrblocks eine gleichmäßige wird. Diesem Arbeitsverfahren ähnlich ist dasjenige von Cobianchi (in Omegna in Anwendung). Eine Kombination der Verwendung rotierender Gußformen und des Ausgießens des nach einiger Zeit noch flüssigen Stahls und Drehen der Form um 180° benutzen die norwegischen Hüttenwerke Aversta & Faghersta.
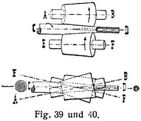
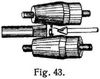
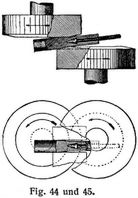
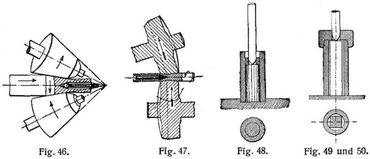
b) Durch Walzen in Schrägwalzwerken. Beim Verfahren von Mannesmann (D.R.P. Nr. 34617 erloschen) wird ein massiver Block beim Durchgang zwischen den Mantelflächen zweier oder dreier schräg zueinander gelagerter Walzen (Fig. 39 und 40) oder zwischen den Bodenflächen zweier schräg zueinander gelagerter Scheiben (Fig. 41 und 42) einer derartigen Streckung der Außenschichten unterworfen, daß ein Wegziehen der Mittelschichten erfolgt und ein Hohlblock entsteht. Ueber die Theorie vgl. [15]. Um die Innenwand zu glätten, wird ein Dorn angewendet. Ueber die Gesamtanordnung eines Schrägwalzwerks s. [24]. – Heer (D.R.P. Nr. 159380) verwendet Blöcke, deren vorderes Ende kegelförmig gestaltet ist (Fig. 43), womit erreicht wird, daß die Rohrbildung und mit ihr die Lockerung der Mittelschichten beim Anstoßen des Blocks gegen die Spitze des feststehenden Dorns d bereits so weit vorgeschritten ist, daß dieser, ohne erheblichen Widerstand zu finden, in den Block einzudringen vermag. Den gleichen Zweck kann man auch durch eine Vertiefung im Vollblock, die man durch Anbohren oder Einpressen herstellt, erzielen. Schrägwalzwerke andrer Anordnung zeigen Fig. 44, 45 und 46 (Konstruktion von Stiefel), Fig. 47 (von Charnock) u.a.; vgl. [7], [11], [24].
c) Durch Eintreiben von Dornen zur Umwandlung von Vollblöcken in Hohlrohrblöcke umfaßt folgende Anwendungsarten:
1. Mit Verwendung einer den Block umschließenden Matrize:
α) Fig. 48. Umschließt die Matrize den Block genau, so ist wegen der entlang des Dorns und der Matrize stattfindenden Materialverdrängung ein sehr beträchtlicher Preßdruck notwendig.
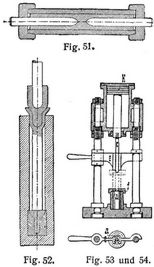
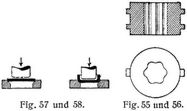
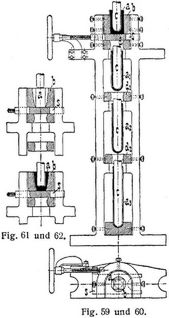
ß) Verfahren von Ehrhardt (D.R.P. Nr. 67430 und 67921), Fig. 49. und 50. Zwischen der Matrize und dem Block- sind Hohlräume vorhanden, die zusammen der Größe des Dorns entsprechen, so daß beim Pressen nur eine seitliche Verdrängung des Materials stattfindet, weshalb zum Pressen ein wesentlich geringerer Kraftaufwand notwendig ist. Ist die Matrize rund (Durchmesser D) und der Block vierkantig, so muß der Durchmesser des Dorns d = 0,603 · D sein. Bei langen Blöcken werden Dorne von beiden Seiten eingepreßt (Fig. 51). Um ein Zusammenstauchen des Blocks zu vermeiden, kann das obere Ende mit dem abnehmbaren Dornaufsatz (Fig. 52) vor dem eigentlichen Pressen vorgepreßt werden. Eine Presse zur Ausführung des Ehrhardtschen Preßverfahrens ist in Fig. 53, 54 dargestellt; vgl. a. Fig. 59–62. – Larson (D.R.P. Nr. 75309) benutzt eine mit Längsrillen versehene Matrize (Fig. 55 und 56), welche die Drehung des Dorns während des Lockens gestattet und damit das Eindringen erleichtert. – Ueber ähnliche Verfahren vgl. [7].
2. Ohne Verwendung einer den Block umschließenden Matrize.
3. Aus ebenen, runden, polygonalen oder quadratischen, auf Rotglut erhitzten Scheiben können Rohrluppen durch das in Fig. 57 und 58[476] dargestellte Verfahren (Stanzen, Topfen, Ziehen) hergestellt werden. Das Verfahren wird nur für kürzere, kleinkalibrige Röhren (Siederöhren [16], Fahrradröhren, Stahlflaschen u.s.w.) oder einseitig geschlossene Hohlkörper angewendet (s.a. Ziehen).
d) Durch Ausbohren von Vollblöcken [12]. Die Bohrung wird gewöhnlich durch Stempel verschiedener Größe, die in den erhitzten Block eingetrieben werden, erweitert. Das Verfahren ist teuer und zeitraubend.
B. Die Umwandlung der Hohlblöcke (Rohrbarren, -zylinder, -luppen) zu Röhren erfolgt:
a) Durch Warmziehen über einen Dorn, wobei die auf den Dorn gefleckte einseitig geschlossene oder wenigstens eingezogene Rohrluppe durch Matrizen (Kaliber), von denen eventuell mehrere mit abnehmendem Durchmesser hintereinander angeordnet sein können, mit Hilfe hydraulischer oder Zahnstangenpressen hindurchgedrückt wird. Fig. 59 und 60 zeigen die Anordnung mehrerer Ziehmatrizen in einer zur Herstellung von Hohlkörpern aus einem massiven Block dienenden Presse. Das Lochen erfolgt nach dem Ehrhardtschen Verfahren in der Matrize b mittels des Dorns c. Den Boden der Matrize bildet ein Schieber s, der nach dem Lochen mittels einer Schraubenspindel weggezogen werden kann, worauf der Dorn mit dem Hohlkörper der Reihe nach die Ziehmatrizen (Ziehringe) d, d1 d2 durchdringt, wodurch aus dem gelochten Block a über die Zwischenstufen a1 und a2 das Rohr a3 gebildet wird. Für die Lochung kann auch ein kurzes rundes Stück Stahl unter Anwendung einer Matrize nach Fig. 61 und 62 benutzt werden. – Für das Ziehen ohne Dorn kommen die bei der Herstellung geschweißter Rohre erwähnten Ziehbänke mit Zangen in Betracht.
b) Durch Walzen über einen Dorn. Hierbei werden folgende Verfahren angewendet:
α) Kaliberwalzwerke, die als Duo-, Doppelduo- oder Triowalzwerke (s. Walzen und [7], [11], [12], [24]) angeordnet sein können. Die in den Kalibern befindlichen Dorne sind an den Dornstangen beteiligt, die durch einen Ansatz beim Walzen der Rohrluppe an einem festen Widerlager zurückgehalten werden. Die Rohrluppe wird entweder gegen die Dornstange oder von der Dornstange weg gewalzt; im ersteren Fall ist die Dornstange auf Druck bezw. Knickung, im letzteren auf Zug in Anspruch genommen. – Auch kontinuierliche Walzwerke (vgl. Walzen und [17], [24]) werden benutzt.
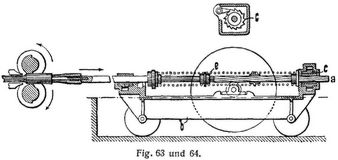
ß) Pilgerschrittwalzwerke (nach Mannesmann), deren Walzen (Fig. 63 und 64) im Querschnitt ein spiralförmig verlaufendes Kaliber aufweisen, das mit dem Durchmesser des auszuwalzenden Blocks beginnt und nach ein Drittel Walzenumfang in den Durchmesser des fertigen Rohrs übergeht, der auf ein Sechstel Walzenumfang beibehalten wird, worauf eine Unterbrechung des Kalibers (etwa zur Hälfte) folgt. Die Walzen arbeiten dem auf einen Dorn gefleckten Block entgegen; sie schieben den Block im ganzen zurück, strecken aber das von ihnen erfaßte Material über den Dorn nach vorn. Der Dorn wird von einem Wagen b getragen. Der Wagen wird durch ein Gewicht und der Dorn von einer starken Feder e oder mittels Druckluft immer gegen die Walzen gedrückt. Diese Feder wird bei der Rückwärtsbewegung des Dorns gespannt und schleudert den Block durch die Kaliberunterbrechung zurück. Bei kleinen Blöcken fängt das Kaliber der raschlaufenden Walzen den Block wieder auf, bei größeren ist dagegen ein Anschlag (hydraulischer Prellbock oder einstellbarer schwerer Eisenklotz) notwendig. Um die Bildung einer Walznaht zu vermeiden, muß der Block während jeden Hubs um 90° gedreht werden. Bei kleineren Walzwerken geschieht dies durch eine Spindel mit starkem Drall a, auf der das Schaltrad c sitzt, dessen Nabe als Mutter ausgebildet ist und das bei der Rückwärtsbewegung des Dorns sich dreht, während es beim Vorschub durch eine Sperrklinke festgehalten wird, so daß die Spindel und der Dorn sich drehen müssen. Bei größeren Walzwerken werden vier Zapfen an dem Dorn angebracht, von denen je einer beim Rückgang eine federnde Zungenweiche zur Seite drückt, die ihn beim Vorschub auf eine schraubenförmig verlaufende Bahn führt, so daß dadurch die Verdrehung des Dorns stattfindert. – Bei dem Pilgerschrittwalzwerk von Briede [18] drehen sich die Walzen fortwährend hin und her (Pendelbewegung), beim Heerschen werden sie über den festliegenden Block durch Verschieben des Walzgerüstes hin und her gerollt [7].
c) Durch Walzen hohlgegossener Blocke zu flachen Streifen, aus denen durch Einpressen eines Dorns Röhren mit Längsrippen (Rippenröhren) gebildet werden (Verfahren von Bicheroux u.a.).
d) Durch Walzen über eine im Hohlblock befindliche Walze (Ehrhardtsches Verfahren) für natlose Röhren größerer Durchmesser (Kesselschüsse u.s.w.), s. Walzen.[477]
III. Herstellung der Kupfer-, Messing-, Bronze-, Deltametall u.s.w. Röhren.
Fast alle Verfahren zur Herstellung der Rohrluppen der nahtlosen schmiedeeisernen Röhren (s. oben) werden auch für die genannten Metalle bezw. Legierungen benutzt. Die Weiterverarbeitung der Rohrluppen geschieht im allgemeinen durch Ziehen, weil das Walzen infolge häufigen Anwärmens sehr langwierig ist. Es kommen aber außerdem noch folgende Verfahren in Betracht.
1. Bei schmiedbarem Messing können die Rohrluppen rotwarm über einem Dorn in einem halbrunden Gesenk unter einem Schnellhammer zu Röhren von größerer Länge ausgeschmiedet werden; das Glätten erfolgt mittels Ober- und Untergesenks. Die Fertigstellung erfolgt dann durch (Kalt-)Ziehen (s.d.).
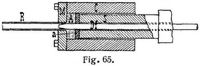
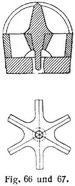
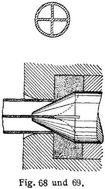
2. Für die in rotwarmem Zustande plastischen Metalle und Metallegierungen das Warmpreßverfahren von A. Dick (D.R.P. Nr. 83388) [20]. Das Wesentliche dieses Verfahrens gegenüber der Bleiröhrenherstellung (s. unten) besteht darin, daß zur Vermeidung des Festklemmens des Preßstempels S (Fig. 65) vor diesen eine ziemlich genau in den Preßzylinder C passende Stahlscheibe a gelegt wird. Die Herstellung beliebig langer Röhren ist nicht möglich, da diese Scheibe von dem zu pressenden Metall feilgehalten wird; außerdem muß nach jeder Pressung einer Füllung der infolge Abkühlung des Metalls verbleibende Blockrest A samt der vor ihm befindlichen Matrize M und der anhängenden Stahlscheibe a aus dem Preßzylinder C hinausgedrückt werden. Für die Bildung des Hohlraums werden wie beim Bleirohrpressen Stegdorne (Fig. 66 und 67, D R.P. Nr. 99405) oder zweckmäßiger Dornstangen angewendet. Die Blöcke sind entweder gegossene Hohlblöcke oder Vollblöcke, lieber die Einrichtung dieser Rohrpressen vgl. D.R.R Nr. 188 649 und 201621. Durch entsprechende Gestaltung des Dorns können auch Röhren mit Längsrippen (Fig. 68 und 69, D.R.P. Nr. 201621) gepreßt werden.
3. Kupfer-, Aluminium- und Zinkröhren werden auch auf kaltem Weg nach dem Verfahren von Frank gepreßt. Ueber dieses Verfahren und die dazu benutzten hydraulischen Pressen von 1000, 500 und 250 t Druck vgl. [21].
4. Kupferröhren werden auch auf elektrolytischem Wege nach dem Elmore-Verfahren [12] (Elmores Metall-A.-G., Schladern a. d. S.) hergestellt. Aus einer Kupferlauge wird das Kupfer auf Dorne elektrolytisch niedergeschlagen. Damit das ausgeschiedene Kupfer nicht kristallinisch und deshalb hart und spröde wird, läßt man den Dorn rotieren und fährt auf ihm während der Rohrbildung mit mäßigem Druck eine Glättrolle hin und her.
5. Kupferröhren bis zu 8 mm Wandstärke werden auch aus Vollblöcken nach dem Mannesmannschen Schrägwalzverfahren unmittelbar hergestellt.
IV. Herstellung der Bleiröhren.
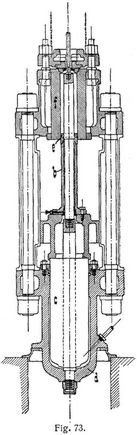
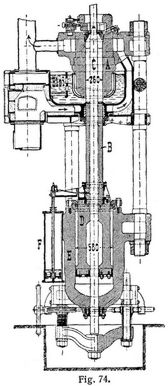
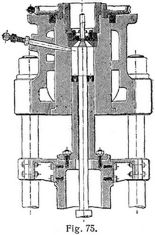
Sie erfolgt durch Pressen des Bleis in kaltem oder (häufiger) warmem Zustand mit Hilfe hydraulischer Bleipressen. Als wesentliche Bestandteile für die Rohrbildung besitzen diese (vgl. Fig. 70 und 71) einen Preßzylinder C zur Aufnahme des Bleis A und einen Preßstempel S, mittels dessen das Blei durch eine an dem Preßzylinder angebrachte Matrize M mit Dorn (zur Erzielung des Hohlraums) hindurchgepreßt wird. Die üblichen Bleirohrpressen besitzen entweder Dornstangen, und zwar α) nach Fig. 70 mit dem Preßstempel sich verschiebende (Dw), ß) nach Fig. 71 feststehende (Df), über die sich der durchbohrte Preßstempel schiebt, oder kurze Dorne (Stegdorne, vgl. z.B. Fig. 66 und 67), die sich mit Ansätzen gegen die Matrize oder den Matrizenring stützen. Bei Stegdornen teilt sich das Blei beim Passieren der Stege und muß sich nachher wieder zusammenschweißen, was bei nicht zu kaltem Blei und wenn es an den Stegen nicht verunreinigt wird, ohne weiteres erfolgt, aber doch bisweilen zu Fehlern Veranlassung gibt. – Die Spitzen der verschiebbaren Dornstangen sind konisch (Fig. 74) oder abgestuft (Fig. 75), um durch Verschiebung der Dornstange die Wandstärke des Rohrs regulieren zu können.
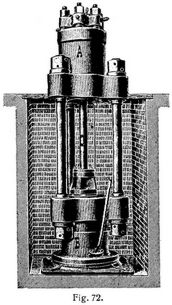
Fig. 72 zeigt eine einfache Bleirohrpresse (Friedr. Krupp-Grusonwerk, Magdeburg-Buckau) mit Anordnung nach Fig. 70. A ist der Bleizylinder, B der hydraulische Zylinder, C der die Dornstange tragende Preßstempel. Die Füllung erfolgt von oben nach Abnahme des Deckels. Sie werden in folgenden Größen gebaut:
[478] Fig. 73 zeigt eine Bleirohrpresse derselben Firma. Der kurze Dorn ist auswechselbar in die feststehende Dornstange eingeschraubt, die durch den hohlen Preßstempel b und den hohlen Druckwasserkolben c hindurchgeht und an dem Druckwasserzylinder d befestigt ist. Die Dornstange ist im Bleizylinder f durch die Scheibe e geführt. Zur schnellen Rückwärtsbewegung des Preßstempels dienen hydraulische Rückzugszylinder. Die Presse kann auch mit langem Dorn für die Herstellung von Rohren mit über 100 und bis zu 150 mm lichter Weite arbeiten. Der Höchstdruck beträgt 400000 kg, die nutzbare Bleifüllung 150 kg.
Fig. 74 zeigt die Hubersche Bleirohrpresse zur Herstellung von Bleirohren in beliebiger Länge. Innerhalb des von dem Bleischmelzkessel umgebenen Bleizylinders A befindet sich die mit Schrauben- und Schneckengetriebe einstellbare Dornstange, die durch den hohlen Preßstempel B, den hohlen Druckwasserkolben D und den unteren Deckel des Druckwasserzylinders E hindurchgeht. Der Bleizylinder steht mit seinem unteren Ende beständig mit dem Schmelzkessel in Verbindung und füllt sich von selbst, sobald der Preßstempel die Zutrittsöffnung freigibt. Der Hilfszylinder F dient zum Absaugen von Wasser, das etwa in den hohlen Stempel eingetreten ist [22]. – Bei der in Fig. 75 und 76 dargestellten Bleirohrpresse erfolgt die Füllung durch eine seitliche, mittels Bügels und Druckschraube verschließbare Oeffnung. Die Dornstange ist in senkrechter Richtung verstellbar, so daß die verschiedenen Durchmesser der stufenförmigen Dorne zur Wirkung kommen können. Höchstdruck 600000 kg, größte nutzbare Bleifüllung 210 kg. Ueber die zu den Bleirohrpressen gehörenden Kabelpressen zum Ueberziehen der Kabel mit einem Bleimantel s. Kabel, elektrische, Bd. 5, S. 247, Fig. 8–10.
Literatur: [1] Messerschmitt A., Die Technik in der Eisengießerei, 3. Aufl., Essen 1904. – [2] Gießereizeitung 1904, S. 145; D.R.P. Nr. 113451, 121912, 137105, 140642. – [3] »Stahl und Eisen« 1907, S. 397 ff. – [4] Specht, K., Die Massenfabrikation im Maschinenbau,[479] Berlin 1893, S. 71–87 (Röhrengießerei). – [5] Ledebur, A., Handbuch der Eisen- und Stahlgießerei, 3. Aufl., Leipzig 1901. – [6] »Stahl und Eisen« 1908, S. 867; Zeitschr. d. Ver. deutsch. Ing. 1908, S. 1298; The Iron Age, 1908, S. 1227. – [7] Bousse, Anton, Die Fabrikation nahtloser Stahlrohre, Hannover 1908. – [8] Metallröhrenindustrie, 1. Jahrg., Berlin 1907, S. 10. – [9] Zeitschr. d. Ver. deutsch. Ing. 1905, S. 1921; The Iron Age 1904, Bd. 73, Nr. 5, 6 und 7. – [10] »Stahl und Eisen« 1906, S. 602, 658. – [11] Marks, Edward G.R., The manufacture of Iron and Steel tubes, 2. Aufl., Manchester 1903. – [12] Diegel, Röhrenfabrikation, Berlin 1901 (Sonderabdruck aus den Verhandlungen des Vereins zur Beförderung des Gewerbefleißes in Preußen 1900). – [13] Ders., Das Schweißen und Hartlöten mit besonderer Berücksichtigung der Blechschweißung, Berlin 1909 (Sonderabdruck aus den Verhandlungen des Vereins zur Beförderung des Gewerbefleißes in Preußen 1908). – [14] »Stahl und Eisen« 1894, Nr. 15. – [15] Zeitschr. d. Ver. deutsch. Ing. 1888, 3. März, 25. Febr., 28. Jan.; Glasers Annalen für Gewerbe und Bauwesen, Bd. 23, S. 109; Bd. 26, S. 265; Dingl. Polyt. Journ., Bd. 277, S. 22. – [16] Echo des Mines et de la Métallurgie 1903, S. 396/97; Mémoires et Comptes rendus des Travaux de la Société des Ingenieurs Civils de France, 1904, Bd. 2, S. 18. – [17] D.R.P. Nr. 153736, 157982. – [18] D.R.P. Nr. 157641, 164280, 167742, 170466. – [19] »Stahl und Eisen« 1899, S. 68, 233; Zeitschr. d. Ver. deutsch. Ing. 1899, S. 184; 1903, S. 27. – [20] Zeitschr. d. Ver. deutsch. Ing. 1896, S. 591, 1434; 1899, S. 193. – [21] Génie civil 1907, S. 369, 388. – [22] Glasers Annalen für Gewerbe und Bauwesen 1899, S. 25; Zeitschr. d. Ver. deutsch. Ing. 1899, S. 193. – [23] Ledebur, A., Lehrbuch der mechanisch-metallurgischen Technologie, 3. Aufl., Braunschweig 1905, S. 676–697 (Anfertigung der Röhren). – [24] »Stahl und Eisen« 1908, S. 1839.
A. Widmaier.



Buchempfehlung
Tschechow, Anton Pawlowitsch
Drei Schwestern. (Tri Sestry)

Das 1900 entstandene Schauspiel zeichnet das Leben der drei Schwestern Olga, Mascha und Irina nach, die nach dem Tode des Vaters gemeinsam mit ihrem Bruder Andrej in der russischen Provinz leben. Natascha, die Frau Andrejs, drängt die Schwestern nach und nach aus dem eigenen Hause.
64 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier II. Sieben Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Michael Holzinger hat für den zweiten Band sieben weitere Meistererzählungen ausgewählt.
- Annette von Droste-Hülshoff Ledwina
- Franz Grillparzer Das Kloster bei Sendomir
- Friedrich Hebbel Schnock
- Eduard Mörike Der Schatz
- Georg Weerth Leben und Taten des berühmten Ritters Schnapphahnski
- Jeremias Gotthelf Das Erdbeerimareili
- Berthold Auerbach Lucifer
432 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum