Eisengießerei [1]
[351] Eisengießerei, die Herstellung von Gegenständen aus Roh- oder Gußeisen durch Gießen oder die Anlage, in der das Gießen ausgeführt wird. Die Begriffsfestsetzung flammt aus einer Zeit, in der eben nur die Verflüssigung des Roheisens bekannt war. Seitdem aber auch Stahl und Schmiedeeisen in großen Mengen vergossen werden, liegt es nahe, den Begriff des Wortes Eisengießerei auch auf diese mit auszudehnen, um so mehr, als die dabei ein J geschlagenen Verfahren im Grunde keine andern sind wie in der Eisengießerei – Die Gegenwart hält aber noch Eisengießerei und Stahlgießerei auseinander und verlieht unter letzterer die Herstellung von Gegenständen aus schmiedbarem Eisen durch Guß, gleichgültig, ob das Eisen Flußstahl, d.h. schmied- und merklich härtbares Eisen, oder Flußeisen, schmied- und nicht härtbares Eisen, ist.
In der Eisengießerei wird vorwiegend graues Roheisen verwendet, dessen Eigenschaften den Anforderungen an Gießbarkeit, Fettigkeit und Bearbeitbarkeit am betten entsprechen. Das graue Gießereiroheisen hat einen Kohlenstoffgehalt von 3–3,5, seltener 4%, ist verhältnismäßig[351] leicht schmelzbar (Schmelztemperatur 1150–1250°), ist infolge eines größeren Siliciumgehaltes dünnflüssig und füllt deshalb die Gießformen leicht und gut aus. Es besitzt ferner die für Erzielung scharfer Abgüsse sehr wichtige Eigenschaft, sich im Augenblicke des Erstarrens auszudehnen, wodurch in der Form ein größerer Druck entsteht. Es ist weit weniger spröde als das weiße Roheisen, läßt sich mit Schneidwerkzeugen leicht bearbeiten und zeigt insbesondere eine bedeutende Widerstandsfähigkeit gegen Druckkräfte. Gußeisen erfährt bei wiederholten Erhitzen bis zur Rotglut eine bleibende Ausdehnung von 3–4% nach allen Richtungen (Quellen), die bei der Anfertigung mancher Gegenstände (Roststäbe, Roste, Plättbolzen) berücksichtigt werden muß. Alle Maße werden um 1/20–1/24 verkürzt. – Das weiße Roheisen hat fall denselben Kohlenstoffgehalt, weniger Silicium und mehr Mangan, einen etwas niedrigeren Schmelzpunkt (1050–1150°), ist geschmolzen dickflüssiger, füllt die Formen schwerer aus und liefert deshalb, und weil die Ausdehnung im Augenblick des Erstarrens fehlt, weniger scharfe Abgüsse. Es ist ferner sehr hart und spröde und kann mit den gewöhnlichen Schneidwerkzeugen nicht bearbeitet werden. – Für manche Zwecke, z.B. Herstellung des schmiedbaren Eisengusses, wird graues mit weißem Roheisen gemengt (halbiertes Eisen), um die Eigenschaften beider miteinander zu vereinigen.
Graues und weißes Roheisen kommen im Handel in verschiedenen Sorten vor, deren Bezeichnung mit Rücksicht auf das Aussehen des Bruches (lichtgrau, dunkelgrau, Spiegeleisen, Weißstrahl, Weißfloß) oder den Ursprung und die Verwendung gewählt ist (schottisches, englisches, rheinisches, Luxemburger, oberschlesisches Gießereiroheisen), wobei dann besondere Sorten und Klassen unterschieden werden (z.B. bei schottischem: Coltneß I, II, Langloan I, II u.s.w.). Näheres s. Eisen.
Das Schwinden des Gußeisens vom Erstarren bis zur völligen Abkühlung ist nach verschiedenen Richtungen hin für die Gießerei beachtenswert. Das Schwinden, durch das alle Abmessungen des erkalteten Gußstückes kleiner ausfallen als die betreffenden der Form, ist um so kleiner, je mehr Kohlenstoff in Gestalt von Graphit ausgeschieden wird; also bei dunkelgrauem Eisen geringer als bei hellgrauem und bei diesem wieder geringer als bei weißem. Es beträgt das Schwinden in einer geraden Linie 1/63–1/135, im Mittel 1/96–1/97 der Länge (Schwindmaß). Soll das Gußstück vorgeschriebene Abmessungen erhalten, müssen alle Maße der Form dem Schwindmaß entsprechend vergrößert werden. Ist l eine Länge des Gußstückes, l1 die entsprechende der Form und φ das Schwindmaß, so folgt l1 = l/1 – φ. – Das Schwinden bewirkt ferner nicht selten die Entstehung von Hohlräumen im Gußstück. Nach dem Eingießen des Eisens in die Form erstarrt an der Formwand schnell eine mehr oder weniger dicke Kruste, während das Innere noch flüssig ist. Die Kruste hat schon eine wesentlich niedrigere Temperatur als das flüssige Eisen und hat bereits eine Zusammenziehung erfahren. Der dabei auf das flüssige Innere ausgeübte Druck treibt einen Teil des Eisens wieder durch die in der Form vorhandenen Oeffnungen hinaus, so daß in der Form etwas weniger Eisen vorhanden ist, als zu deren völliger Füllung erforderlich. Die Kruste verdickt sich allmählich bei weiterer Abkühlung durch Ansetzen von Eisen, und schließlich entsteht da, wo das letzte flüssige Eisen stand, ein Hohlraum, dessen Wände häufig mit kristallinischem Eisen bedeckt sind, so daß der Raum den Eindruck einer Druse macht. – Solche Hohlräume, Lunker, sind häufig von großem Nachteil, ja lassen das Gußstück nicht selten zu Ausschuß werden. Liegt der Hohlraum dicht unter der Oberfläche, so sinkt diese ein – das Gußstück saugt; zuweilen wird auch die dünne, in hellglühendem Zustand sehr wenig feste Kruste durchbrochen. Vielfach werden die Hohlräume erst bei späterer Bearbeitung bloßgelegt, wodurch das Gußstück, wenn es nicht ganz unbrauchbar wird, zum mindesten einen argen Schönheitsfehler aufweist. – Am nachteiligsten sind größere, von außen nicht bemerkbare Hohlräume tief im Innern eines bei seiner Verwendung starker Inanspruchnahme unterworfenen Gußstückes, z.B. bei einer Walze. Der Hohlraum mindert die Festigkeit herab, und das Stück bricht unter dem Einfluß äußerer Kräfte, denen es, wenn durchaus gesund, widerstanden haben würde. – Die Bildung von Hohlräumen muß also nach Möglichkeit vermieden werden.
Prüfung des Gießereiroheisens. Das Aussehen einer frischen Bruchfläche gibt einigen Anhalt zur Beurteilung der Güte und Verwendbarkeit des Gußeisens; doch läßt dasselbe einen sicheren Schluß auf die Zusammensetzung, insbesondere auf den sehr wichtigen Gehalt an Silicium nicht zu. Das Silicium bedingt die Ausscheidung von Graphit, also die Entstehung grauen Roheisens. Da nun bei dem Umschmelzen etwas Silicium in die Schlacke übergeht, muß das in den Schmelzofen eingesetzte Roheisen einen höheren Siliciumgehalt haben. Dieser muß um so größer sein, je weniger Roheisen und je mehr Bruch von Gußeisen (Eisenschrott) zum Guß Verwendung findet, denn das Brucheisen hat schon einen verminderten Siliciumgehalt. Sinkt der Siliciumgehalt in der ganzen Masse zu weit, entsteht ein sehr helles, graues oder wohl gar weißes Eisen von geringer Festigkeit. – Eine etwas sicherere Beurteilung des Siliciumgehaltes läßt die mit dem Namen »Spiel« belegte Erscheinung zu. Die reine Oberfläche geschmolzenen Eisens von bestimmter Zusammensetzung überzieht sich bei Berührung mit der Luft mit einem Oxydhäutchen, das durch die in der Masse vorhandene Bewegung immer und immer wieder zersprengt wird. Durch die Risse sieht man die Eisenoberfläche als dunkle, glänzende Linien, die ihre Gestalt und Lage fortwährend ändern, auf der Oberfläche herumzuspielen scheinen. Siliciumreiches und weißes Eisen zeigen kein oder nur schwaches, hellgraues und halbiertes Eisen ein lebhaftes Spiel. – Den sichersten Aufschluß über die Zusammensetzung gibt eine chemische Untersuchung, die sich auf die Feststellung des Gehaltes an Kohlenstoff, Silicium, Mangan, Phosphor, Schwefel, Kupfer und Chrom erstrecken muß; doch wird davon nur in großen Gießereien Gebrauch gemacht. – Phosphor ist im Gießereiroheisen vielfach bis 1, ja selbst 1,5% vorhanden, und solches Eisen kann für Gegenstände, welche keiner starken[352] Beanspruchung unterworfen sind, recht gut gebraucht werden. Im andern Falle darf der Phosphorgehalt nicht über 0,4% steigen., Phosphor befördert die Dünnflüssigkeit. – Der Schwefelgehalt soll 0,1% nicht überschreiten, weil sonst leicht weißes Eisen entsteht. Der Gehalt an Kupfer und an dem seltener auftretenden Chrom soll 0,2% nicht übersteigen. Chrom bedingt eine Zunahme der Härte.
Festigkeitsprüfung: Das Gußeisen wird meist nur einer Biegprobe unterworfen, wozu unbearbeitete ☐-Stäbe von 3 cm Dicke dienen, die auf Schneiden in 1 m Abstand gelegt und in der Mitte belastet werden, wobei man die Durchbiegung bis zum Bruch und die Bruchfestigkeit bestimmt. Je zäher das Eisen, um so größer ist die Durchbiegung. In sehr vielen Gießereien benutzt man jetzt die Prüfungsmaschine von Erdmann Kircheis in Aue in Sachsen, bei der Rundstäbe von 2,17 cm Durchmesser und 20 cm Auflagerlänge benutzt werden. Der Bruchmodul K ist in diesem Falle = 5 P, worin P die Bruchbelastung, K = (P · l) / (4 · W) = 20 cm und W das Widerstandsmoment = π/32 · d3 ist. Bei d = 2,7 ist W = 1. – Endlich werden Probestücke gegossen, um das Verhalten des Eisens oder der Eisenmischung für die beabsichtigte Verwendung zu ermitteln, wobei man das Schwinden und Saugen des Eisens, die größere oder geringere Schärfe des Abgusses, die Dichtigkeit beobachtet.
Das Schmelzen des Roheisens. Ein Vergießen des Eisens unmittelbar aus dem Hochofen kommt heute nur noch bei den. schon recht seltenen Holzkohlenöfen vor. Das im Kokshochofen erblasene Roheisen schwankt in seiner Beschaffenheit zu stark und ist deshalb zu unmittelbarer Verwendung nicht geeignet; es enthält ferner infolge der höheren Windpressung eine größere Menge Gase, die zur Entstehung blasiger Güsse Veranlassung geben. Man gießt deshalb das Hochofeneisen in Barren oder Masseln und sortiert diese entsprechend den Anforderungen der Gießereien. In diesen findet nur ein Umschmelzen statt, wozu Kupol-, Flamm- und Tiegelöfen dienen.
Die Kupolöfen, von denen zurzeit die Konstruktionen von Ireland, Greiner & Erpf und Krigar in Frage kommen, sind senkrechte Schachtöfen, die, abgesehen von den Unterbrechungen durch die notwendig werdenden Ausbesserungen, einen kontinuierlichen Betrieb zulassen und in denen Brennmaterial (Koks) und Eisen in wechselnden Schichten mit schlackenbildenden Zuschlägen (Kalk, Flußspat) aufgegeben werden. – Die Tropfen des Eisens rieseln durch den glühenden Koks, werden stark überhitzt und erfahren dabei häufig Veränderungen am Kohlenstoff-, Silicium- und Mangangehalt. Kohlenstoffarmes Roheisen nimmt Kohlenstoff auf, kohlenstoffreiches verliert durch Verbrennung etwas Kohlenstoff. Ein Teil des Eisens verbrennt durch den Sauerstoff des Gebläsewindes; dieser Abbrand beträgt 3–5%. Der Silicium- und Mangangehalt vermindert sich meist, da ein Teil in die Schlacke übergeht. Schwefel und Phosphor werden nicht ausgeschieden und findet deshalb bei mehrmaligem Umschmelzen eine Anreicherung statt. – Flammöfen finden in der Eisengießerei selten Verwendung, weil der Brennstoffaufwand dieser wesentlich größer ist, man nur eine ganz bestimmte Menge Eisen auf einmal niederschmelzen kann und das Schmelzen zu lange Zeit erfordert.
Die Flammöfen sind Herdöfen, auf deren Rost langflammige Steinkohlen verbrannt werden. Flammen und glühende Gase streichen über den auf der Herdsohle liegenden Eiseneinsatz weg und bringen diesen zum Schmelzen, wobei durch die oxydierende Wirkung der Flammen Mangan und Silicium und bei manganarmem Eisen auch Eisen verbrennt. Das gebildete Eisenoxyd wirkt aber reduzierend auf den Kohlenstoffgehalt. – Für das Flammofenschmelzen ist demnach, um das Eisen vor stärkerem Abbrand und Verminderung des Kohlenstoffes zu schützen, ein Eisen mit größerem Mangan- und Siliciumgehalt erforderlich. Der Abbrand beträgt 5–7%. Phosphor wird im Flammofen nicht ausgeschieden. – Das im Flammofen erzielte Eisen ist meist dichter als das im Kupolofen geschmolzene, weil es infolge des geringeren Luftdrucks weniger Gase aufnimmt.
Bei Kupolöfen bester Ausführung und sorgsamsten Betriebes und unter Benutzung besten Kokses sind für 100 kg Roheisen 4, gewöhnlich 5–7 kg Koks (ausschließlich Füllkoks zum Anheizen), oder 6–10 kg mit Füllkoks erforderlich, bei Flammöfen mindestens 35, gewöhnlich 40–60–70 kg Steinkohle.
Tiegelöfen finden in der Eisengießerei meist nur bei der Herstellung des Rohgusses für schmiedbaren Eisenguß Verwendung und zeigen dann dieselbe Bauart wie die in der Gelbgießerei benutzten (s. Gießerei). Die Tiegel, aus feuerfestem Ton, Graphit und zermahlenen alten Tiegeln hergestellt, werden mit Deckel versehen und ganz von glühendem Koks umgeben. Das Eisen ist auf diese Weise der Einwirkung des Kokses und der Verbrennungsprodukte vollständig entzogen; auch ist die im Tiegel eingeschlossene Luftmenge eine geringe, so daß der Sauerstoff derselben nur sehr untergeordnete Veränderungen im Eisen hervorrufen kann. Dennoch sind Veränderungen nicht ganz ausgeschlossen, hervorgerufen durch den Einfluß des am Eisen sitzenden Rostes, der von der Schlacke aufgenommen wird, und den Einfluß des Kohlenstoffes im Tiegel. Der Sauerstoff des Eisenoxyds tritt zuerst an Mangan und Silicium und bewirkt auch eine Verbrennung des Kohlenstoffs im Eisen. Später nimmt das hocherhitzte Eisen wieder Kohlenstoff aus der Tiegelwand auf; es wird ferner Silicium aus der Kieselsäure reduziert, so daß am Ende das Eisen gewöhnlich kohlenstoff- und siliciumreicher ist. – Die Tiegel fassen meist nicht mehr als 25–30, selten bis 50 kg, um noch von einem Manne tragbar zu sein. – Für 100 kg Roheisen sind durchschnittlich 100 kg Koks erforderlich. Es stellt sich also das Schmelzen im Tiegel bezüglich des Brennstoffverbrauches am ungünstigsten, daher auch die seltene Anwendung in der Eisengießerei.
Formerei. Zur Herstellung der Formen ist in sehr vielen Fällen ein getreues Abbild des Gußstückes erforderlich. Dies heißt Modell, wenn es zur Bildung der Außenform, Kernkasten, [353] Kerndrücker, wenn es zur Bildung der die Hohlräume des Gußstückes erfüllenden Kerne dient. Ist das Gußstück oder der Kern ein Rotationskörper oder so gebildet, daß die Gestalt durch Führung der Profillinie entlang einer Leitkurve entwickelt werden kann, so benutzt man häufig eine Schablone, ein nach dem zu erzeugenden Profil ausgeschnittenes Brett, eine Eisen- oder Messingschiene, mit zugeschärfter Kante. Die Modelle werden zumeist aus Holz, vielgebrauchte aus Eisen oder Bronze hergestellt. Man wählt Holz des geringen Gewichtes, der leichten Bearbeitung und der Billigkeit wegen. Für gewöhnliche Modelle benutzt man Kiefern-, Fichten- und Tannenholz, für bessere und zu Dreh- und Schnitzarbeiten Erlen- und Eschen-, Apfel-, Birn-, Pflaumen- und Kirschbaumholz. Das Holz muß vollkommen lufttrocken sein, damit Gestaltsänderungen durch Schwinden und Verziehen vermieden werden. Man speichert das Modellholz jahrelang in luftigen Schuppen oder in einem über der Modelltischlerei gelegenen Boden auf, um die in der Tischlerei herrschende, etwas höhere Temperatur auch zum Trocknen auszunutzen. Auch Hängeboden in der Tischlerei selbst, U-förmige, hölzerne oder eiserne, am Deckgebälke befestigte Bügel, dienen demselben Zweck. Gutes Austrocknen allein schützt jedoch noch nicht genügend vor Gestaltsveränderungen. Ein Mittel, diese, wenn auch nicht vollkommen zu vermeiden, aber auf ein unschädliches Maß herabzudrücken, ist die Zusammensetzung der Modelle aus vielen kleinen Holzstücken, wobei diese mit Wechsel der Faserrichtung neben- und übereinander gelegt und verleimt werden. Sind die Holzstücke klein, so ist der Betrag des Schwindens oder Quellens an sich klein und die Neigung zum Verziehen gering. Das Schwinden ist in der Faserrichtung gering, stärker senkrecht zur Faser und am stärksten in der Richtung der Jahrringe – im Mittel etwa 0,1, 5 und 10% beim Uebergang aus dem frischen in den lufttrockenen Zustand. Verwendet man lufttrockenes Holz in kleinen Stücken und läßt Hirnholz gegen Querholz flößen, so wird bei den Schwankungen des Feuchtigkeitsgehaltes der Luft die geringe Aenderung eines Stückes senkrecht zur Faser dadurch, daß die benachbarten Stücke in derselben Richtung nicht schwinden, zum Verschwinden gebracht. Um das Werfen zu verhindern, ist geradegewachsenes Holz zu verwenden.
Als Beispiel diene die Anfertigung des Kranzes für ein Riemscheibenmodell (Fig. 1). Ein solcher Kranz ist dünn und leicht zu Gestaltsveränderungen geneigt. Ein unrunder Kranz liefert auch einen unrunden Abguß, und es könnte dann bei dem Abdrehen an einigen stellen die Wandstärke so schwach werden, daß das Stück unbrauchbar ist. Um dies zu verhindern, bildet man den Kranz durch Aufeinanderleimen einzelner Ringe, deren jeder wieder aus einer größeren Anzahl von Stücken besteht.
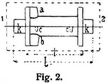
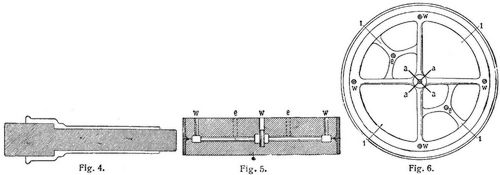
Endlich müssen die Holzmodelle vor der Aufnahme von Wasser aus dem feuchten Formsand geschützt werden, um Gestaltsveränderungen und ein Aufleimen zu verhüten. Man überzieht dieselben meist mit in Alkohol aufgelöstem Schellack oder billigem Siegellack. Bei der Anfertigung der Modelle sind noch folgende Punkte zu beachten: 1. Die Modelle sind nach dem Schwindmaß zu arbeiten. Beträgt das Schwindmaß 1/96, so muß das Modell für 1 m Länge des Gußstückes eine Länge von 96/95 = 1,0105 m erhalten. Diese Länge wird, wie bei dem Normalmeter, in 100 Teile und jeder dieser wieder in zehn Teile geteilt und bildet dann den Schwindmaßstab für Gußeisen, der, nach allen Richtungen gebraucht, alle Abmessungen eines Modells dem Schwindmaß entsprechend vergrößert auftreten läßt. – Werden gußeiserne Modelle nach Holzmodellen gegossen, ist das Schwindmaß zu verdoppeln; die Längeneinheit also 1,021 m statt 1 m. – 2. Die Modelle sind, wenn sie sich nicht als Ganzes aus der Form heben lassen, in einzelne, aushebbare Teile zu zerlegen, zu schneiden. Ausnahmen davon ergeben sich durch besondere Kunstgriffe bei dem Formen. Die einzelnen Teile eines Modells werden durch Holz- oder Metalldübel so miteinander verbunden, daß ihre gegenseitige Lage eine vollkommen gesicherte ist. Die Zahl der Teile wählt man so klein als möglich, um an Modell- und Formarbeit und Kosten zu sparen und die Widerstandsfähigkeit so wenig als möglich zu beeinträchtigen. Sache des Modelltischlers ist es, das Schneiden der Modelle vorzunehmen. Er muß sich über die Lage der Teilflächen klar sein, ehe die Herstellung des Modells beginnt. Fig. 2 stellt das Modell eines Rohrstutzens dar, das durch einen Schnitt nach 1, 2 geteilt ist. Die Herstellung erfolgt in der Weise, daß man zunächst zwei Holzstücke der punktierten Gestalt mit Dübeln c, c versieht, dann in Richtung 1, 2 unter Einlegung eines dünnen Papierblattes zusammenleimt und abdreht. Die beiden Warzen a und b werden besonders gedreht, aufgestiftet und verleimt. Durch Eintreiben einer Messerklinge oder eines Stemmeisens in die Leimfuge sprengt man die Modellhälften auseinander. Teilung des Modells durch einen Sägeschnitt ist wegen des dabei auftretenden Holzverlustes, wodurch das Modell unrund werden würde, unzulässig. Das vorliegende Modell könnte man auch noch durch einen Schnitt in der Bildfläche teilen; dann müßte man die Warzen a und b teilen und jede Hälfte besonders ansetzen, wodurch das Modell verteuert und außerdem die Gefahr, die Warzenhälften bei dem Einstampfen des Sandes abzubrechen, vergrößert würde. – 3. Größere Flächen, die senkrecht zur Trennungsebene des Modells oder parallel zu der Richtung stehen, in der Modell und Form voneinander gelöst werden, sind konisch zu gestalten oder mit Anzug zu versehen, um das Lösen aus der Form[354] zu erleichtern und Beschädigung derselben zu vermeiden. Fig. 3 stellt das Modell einer breiten, geraden Riemscheibe dar. Würde man den Kranz überall gleichdick und die Nabe zylindrisch machen, so bliebe bei dem Abziehen des Oberkastens vom Modell oder des Modells aus dem Unterkasten in Richtung der Pfeile 1|1 die Form sehr lange in Berührung mit den Modellflächen, wodurch die Formwände leicht beschädigt und das Abheben selbst außerordentlich erschwert werden würde. Man setzt den Querschnitt des Kranzes aus zwei Trapezen und die Nabe aus zwei Kegelstümpfen zusammen, wodurch alle Schwierigkeiten gehoben sind, da, sobald der Oberkasten oder das Modell etwas gehoben ist, die Berührung zwischen Formwand und Modell aufhört. Der Anzug, die Dickenzunahme, beträgt bei sehr glatten Metallmodellen 1/2–1 mm auf 1 m, bei Holzmodellen 20–25 mm auf 1 m Länge. Durch den Anzug wird bei der späteren Bearbeitung allerdings die Abnahme einer etwas größeren Schicht erforderlich, doch ist dies ökonomisch vorteilhafter. – 4. Am Modell sind Kernmarken (k, k in den Fig. 2 und 3) anzubringen, wenn das Gußstück Hohlräume enthält. Die Kernmarken bilden bei dem Abformen die Kernlager zur Aufnahme der Kerne, die länger gemacht werden müssen, als der Hohlraum im Gußstück erfordert. Die Kerne für die Modelle Fig. 3 und 4 erhalten die Länge L, während die Länge des betreffenden Teils des Gußstückes nur l ist. Damit der Former die Kernmarken sofort als solche erkennt, streicht man die Stirnflächen derselben meist schwarz an; auch gibt man auf den Schnittflächen geteilter Modelle gewöhnlich die Gestalt des Kernes durch eine schwarz angelegte Fläche (Fig. 4) an, damit danach die Schablone für das Abdrehen des Kernes hergestellt werden kann. – 5. Plötzliche Querschnittsänderungen sind nach Möglichkeit zu vermeiden, um das Auftreten von inneren Spannungen und die Entstehung von Haarrissen (Hartborsten) zu verhüten. Da, wo sich solche Querschnittsänderungen nicht vermeiden lassen, sind die Uebergänge zu vermitteln. Bei der Riemscheibe ist der Uebergang zwischen Armen und Kranz und Nabe, wie Fig. 3 zeigt, durch sanfte Bögen vermittelt. So wird in ähnlichen Fällen immer verfahren. Zur Erklärung des Auftretens innerer Spannungen dienen Fig. 5 und 6, welche die Form für ein Schwungrad darstellen. Ist der mittlere Halbmesser des eingeformten Kranzes R, so ist der Halbmesser r des erkalteten Gußstückes, wenn mit φ das Schwindmaß bezeichnet wird, = R · π (1 – φ)/π = R(1 – φ). Die Armlänge des erkalteten Gußstückes ist R(1 – φ), also ebenso groß. Es ist dabei jedoch vorausgesetzt, daß während der Abkühlungsperiode zu gleichen Zeiten überall dieselbe Temperatur herrscht. Das ist aber nicht der Fall. Die Arme erstarren und erkalten wegen der geringen Masse und größeren Abkühlungsoberfläche früher als Kranz und Nabe. Infolgedessen wird zu irgend einem Zeitpunkte die Armlänge kleiner sein als der mittlere Halbmesser des Kranzes, wodurch in den Armen Zugspannungen auftreten, denen das Eisen besonders in glühendem Zustand sehr wenig Widerstand zu leisten vermag. Die Arme werden dadurch an der schwächsten Stelle dicht vor dem Kranze stark beansprucht; es können völlige Zerreißungen oder aber nur Haarrisse auftreten, die das Gußstück zu Ausschuß werden lassen. Um dies zu verhüten, gießt man, besonders bei größerem Durchmesser des Stücks, die Nabe durch, d.h. man gibt der Nabe so viel Sektoren, als Arme vorhanden sind, indem man in die Form mit Lehmwasser überzogene Blechplatten a einsetzt. Dadurch kann jeder Arm der Zusammenziehung des Kranzes frei folgen. Man beobachtet bei einem solchen Gußstück, daß sich während der Abkühlung zunächst zwischen Nabensektoren und Platten a Fugen öffnen, später aber wieder schließen. Ein andres Mittel ist, die Arme C- oder S-förmig zu krümmen. Dieselben erfahren dann schwache Beanspruchung auf Biegung, die aber weit weniger nachteilig ist wie Zugbeanspruchung. – 6. Die mit dem Formmaterial in Berührung kommenden Flächen des Modells müssen möglichst glatt sein, um die Reibung bei dem Abheben zu vermindern. Holzmodelle erhalten Glätte durch saubere Bearbeitung und Anstrich; Metallmodelle werden sauber geschlichtet. Vgl. a. Dampfzylinder, Bd. 2, S. 664.
Die Formmaterialien. Zur Herstellung der Formen dienen in der Eisengießerei Sand, Masse und Lehm und für Hartguß auch Gußeisen. Der Formsand ist ein Quarzsand mit mehr oder weniger Tongehalt. Sand mit etwa 5–10% Ton heißt magerer oder grüner, Sand mit 15 und mehr Prozent Ton fetter Sand oder Masse. Der Formsand wird gegraben oder durch Mahlen von Sandstein gewonnen. Er muß bildsam und durchlässig sein. Bildsam wird derselbe, d.h. er läßt sich in mehr oder weniger widerstandsfähige Formen p reffen durch einen geringen Wasserzusatz. Die Bildsamkeit prüft man durch Kneten einer Kugel in der Hand und Zerbrechen, wobei nur zwei Stücke entstehen dürfen, oder durch Fallenlassen aus einiger Höhe auf den Tisch. Klebt der Sand beim Kneten an die Hand an, so ist er zu feucht. Der Sand muß durchlässig sein, damit die bei dem Eingießen entstehenden Gase und Dämpfe einen Ausweg durch die Form finden und der Guß nicht blasig wird. Je größer der Tongehalt, um so geringer ist die Durchlässigkeit, aber um so größer die Bildsamkeit. Beides wird außerdem noch wesentlich beeinflußt durch die Korngestalt. Sand mit scharfkantigen, unregelmäßig gestalteten Körnern ist bildsamer und durchlässiger als Sand mit rundlichen Körnern. Feiner [355] Sand ist weniger durchlässig als grober. Die Korngröße hängt jedoch wesentlich von dem gewünschten Aussehen des Gußstückes ab; seiner Sand liefert eine glatte, grober eine rauhe Gußoberfläche. Mit Rücksicht auf die geringe Durchlässigkeit seinen Sandes in dickerer Schicht verfährt man deshalb, wenn glatte Oberfläche gewünscht wird, so, daß man das Modell zunächst mit einer dünnen Schicht seinen Sandes umgibt und dann groben Sand folgen läßt. Gutes Aussehen des Gusses bedingt ferner gleichmäßige Korngröße im Formsand. Um das Anbacken (Ansintern, Anfritten) des Sandes an das Eisen zu verhüten, setzt man dem Sande 10–12% Steinkohlenmehl zu. Die Kohlenteilchen werden bei Berührung mit dem flüssigen Eisen unter Gasentwicklung verkokt und jedes Sandkörnchen mit einem Gasmantel umgeben, der das Anbrennen der bei der hohen Temperatur teigig werdenden Quarzkörnchen verhütet. Zu demselben Zweck werden außerdem die mit dem Eisen in Berührung kommenden Formwände mit Kohlenstaub eingepudert oder mit Graphitwasser bestrichen.
Nasser Sand bindet oder steht nur, solange er feucht ist; Formen daraus müssen also noch naß vergossen werden. Dabei entsteht Wasserdampf, der abgeleitet werden muß; es ist also auch mit Rücksicht darauf eine größere Durchlässigkeit erforderlich. Die Gußstücke erhalten infolge raschen Erstarrens einer dünnen Kruste an der feuchten Formwand eine harte Gußhaut, die erst mit dem Meißel entfernt werden muß, wenn das Stück befeilt werden soll. Formen aus fettem Sande werden getrocknet, um das Wasser zu entfernen und die Durchlässigkeit zu erhöhen. Aus Sparsamkeitsrücksichten verwendet man den Sand so oft als möglich; da derselbe jedoch bei jedem Guß an Bindekraft verliert, müssen vor jeder neuen Verwendung 10–50% frischer Sand zugesetzt werden.
Masse wendet man in der Eisengießerei an, wenn das Formen längere Zeit in Anspruch nimmt, wenn die Form widerstandsfähiger entweder gegen höheren Druck oder gegen Stoß beim Füllen sein muß, oder wenn bei dem Zusammenbau leichter Beschädigungen zu fürchten sind. Masse sintert weniger leicht an und schreckt das Eisen nicht ab, weshalb bei Masseguß die Gußstücke keine harte Gußhaut erhalten. – Recht fette Masse muß häufig durch Zusatz von Sand gemagert werden; Koks-, Graphit- oder Holzkohlenstaub wird aus demselben Grunde zugesetzt wie Kohlenstaub bei grünem Sande.
Formen aus Lehm, der mit weit mehr Wasser versetzt zur Anwendung kommt, so daß er teigig ist, müssen scharf getrocknet werden. Dabei schwindet der Lehm ziemlich stark und es entstehen leicht Risse. Außerdem ist der Lehm sehr wenig durchlässig. Um das Schwinden zu vermindern und die Durchlässigkeit zu erhöhen, setzt man organische Substanzen, am meisten Pferdedünger, schon etwas verrottet, oder für feinere Arbeiten Kuhdünger oder gehackte Kuhhaare zu. Als billiger Ersatz dienen zuweilen Torfmehl, Gerberlohe, Spreu. Diese organischen Bestandteile werden bei dem Scharftrocknen der Formen oder Kerne schon stark zerstört, wodurch Kanäle für den Durchgang von Gasen und Dämpfen entstehen. – Der Lehm besitzt die größte Bildsamkeit und kann deshalb leicht aus freier Hand oder mit Schablonen geformt werden. Er dient heute meist nur zur Anfertigung von Kernen, während die Formen, für die früher Lehm verwendet wurde, der Billigkeit halber aus Masse angefertigt werden. – Die Zurichtung (Aufbereitung) des trockenen Sandes oder der Masse besteht meist nur im Mahlen in Trommel- oder Kugelmühlen, die auch für Koks und Steinkohle benutzt werden, oder in Kollergängen. Das Mischen geschieht durch Umschaufeln oder mit Hilfe besonderer Maschinen nach Art der Schleudermühlen (s.d.). Der Lehm wird, wenn derselbe gröbere Steinchen enthält, geschlämmt oder trocken im Kollergang gemahlen, dann zum Mischen mit Pferdedünger u.s.w. mit Holzstäben geschlagen oder mit den Füßen getreten, oder endlich in einer Mischmaschine nach Art der Tonschneider der Ziegelmaschinen (s.d.) bearbeitet.
Das Formen geschieht entweder auf der Sohle der Gießhütte, dem Herde (Herdformerei) oder in Kästen (Kastenformerei). Bei der Herdformerei, die nur für flache Gegenstände anwendbar ist, wird der Boden der Gießhütte aufgelockert, mit Formsand in erforderlicher Höhe besiebt und dessen Oberfläche mit Richtscheit und Wasserwage wagerecht gelegt. Hierauf legt man das Modell auf, klopft es mit dem Hammer ein, überzeugt sich, wenn der Rücken desselben mit der Sandoberfläche zusammenfällt, ob das Modell noch wagerecht liegt, und stampft mit Hilfe besonderer verschiedenartig gestalteter eiserner Stampfen den Sand fest an die Modellkanten heran. Dieser Weg ist jedoch nur beschreitbar, wenn das Modell gitterartig durchbrochen ist, wie z.B. bei einem Ofenrost, so daß der verdrängte Sand auch seitlich ausweichen kann, oder wenn das Modell dünn ist. Ist das Modell bei einiger Dicke undurchbrochen, so würde, wollte man es vollständig eindrücken, der Sand undurchlässig und der Guß blasig werden. Man drückt in diesem Fall das Modell nur halb ein, hebt es heraus, gräbt, dem Abdruck entsprechend, Sand heraus und drückt es dann ein zweites Mal bis zur vollen Tiefe ein, oder man dämmt, wenn es halb eingedrückt ist, seitlich Sand ein, um der Form volle Höhe zu geben. Fig. 7 stellt eine in verdecktem Herdguß geformte Platte dar. Die Form ist abgedeckt mit einer gußeisernen, an der Unterseite mit Lehmwasser bestrichenen Platte, die durch Eisenbarren beschwert wird, um ein Abheben bei dem Eingießen zu verhindern. Damit die schwere Platte die Form nicht verdrückt, ruht dieselbe auf außerhalb eingebetteten Leisten auf, wie durch die Punktierung angegeben. Die Leisten a, die in dem Gußstück Falze entstehen lassen, bestehen aus schmiedeeisernen, mit Lehmwasser oder Graphit überzogenen Stäbchen; e ist der Einguß, w ein Kanal zur Abführung von Gasen und Dämpfen. Um die Ableitung der Gase von der großen Unterfläche der Form zu erleichtern und die Entstehung blasigen Gusses zu verhüten, wird außerdem mit langen, geraden oder krummen Nadeln von allen Seiten her eingestochen (s. Fig. 7); in einzelnen Fällen zieht man auch Strohseile unter der Form durch, deren Enden seitlich zutage treten.[356]
Wird die Form nicht abgedeckt (offener Herdguß), so bleibt der Rücken des Gußstückes rauh und löcherig, und die Kanten runden sich stark ab. Auch Kerne werden häufig benutzt, um Durchbrechungen zu bilden, und das Modell enthält dann die entsprechenden Kernmarken.
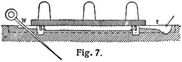
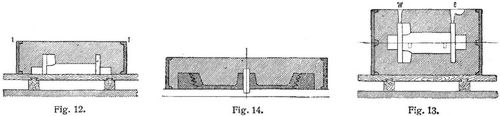
Die Kastenformerei wird in der Eisengießerei am meisten angewendet. Die Formkästen (Flaschen, Laden) sind meist gußeiserne Rahmen; selten verwendet man Flaschen aus Schmiedeeisen, weil dieses zu elastisch ist und den Einflüssen der Feuchtigkeit zu wenig widersteht. Hölzerne Formkästen werden der geringen Widerstandsfähigkeit und des leichten Verbrennens wegen, nur ausnahmsweise, wenn ein passender eiserner Kasten nicht vorhanden ist, angewendet. Die Formkästen erlauben, da sie beweglich sind, das Vergießen an andrer Stelle vorzunehmen als das Formen; sie lassen sich leicht auseinander nehmen und zusammensetzen, können zwei- und mehrteilig ausgeführt werden, geben der Form selbst eine sichere Stützung sowohl während des Formens als während des Gießens und erlauben, das Formen selbst in bequemerer Lage als bei der Herdformerei vorzunehmen. Die Fig. 8 und 9 Stellen einen kleinen zweiteiligen, Fig. 10 einen größeren, Fig. 11 einen vierteiligen Kasten dar. Die gegenseitige Lage der Kastenteile ist (Fig. 8 und 9) durch Ohren a und Rundeisenstifte (Dübel) b, das Herausfallen des Sandes durch die Sandleisten c gesichert. Durch die Dübel wird, wenn Teile des Modells in jeder Kastenhälfte abgeformt werden, erreicht, daß die Vertiefungen bei dem Zusammenbau der Form wieder scharf aufeinander passen. Das Einformen des Modells (Fig. 2) in diesen Kasten vollzieht sich folgendermaßen: Die Modellhälfte ohne Dübel wird auf das Formbrett (Fig. 12) gelegt, der Unterkasten darüber gebaut, mit Sand vollgestampft und abgestrichen, so daß der Sandrücken in die Ebene 1/1 fällt. Nun kehrt man den Kasten mit dem Formbrett um, damit das Modell nicht herausfällt, legt die andre Modellhälfte auf die bereits eingeformte, beutelt trockenen Sand auf die Oberfläche des Sandes im Unterkasten, um zu verhüten, daß die Sandkörper im Unter- und Oberkasten zusammenhaften, setzt den Oberkasten auf und stampft diesen voll Sand, wobei zugleich schlankkegelförmige Modelle für den Einguß e und die Windpfeife w mit eingeformt werden (Fig. 13). Nach Entfernung dieser klopft der Former mit einem Hammer von allen Seiten an den Oberkasten, um den Sand etwas vom Modell zu lösen, und hebt den Oberkasten ab, was möglichst gleichmäßig und ohne Erschütterungen geschehen muß. Die obere Modellhälfte bleibt dabei gewöhnlich auf der unteren liegen und wird abgehoben. Dann schraubt man in die untere Modellhälfte je nach der Größe und Gestalt eine, zwei und mehr Schraubösen (Modellheber) ein, klopft gegen diese leicht von allen Seiten, damit das Modell etwas im Sande hin und her rückt und sich Luft macht, und hebt dasselbe aus. Die auseinander genommene Form wird nachgesehen und., wenn nötig, mit Hilfe besonderer Werkzeuge (Spatel, Löffel, Sandheber, Streichbrettchen u.s.w.), von denen eine ganze Anzahl von verschiedener Größe und Gestalt vorhanden sind, ausgebessert und geglättet; Sandkörnchen bläst man mit einem Blasebalg heraus. Die Kanten der Form, die schneller austrocknen, werden mit einem Wasserpinsel noch einmal genetzt; Teile, die durch den Metallstrom abgebröckelt werden könnten, erhalten schon vor dem Abziehen des Modells Befestigung durch eingesteckte lange, dünne Drahtstifte. Endlich wird die Form mit Kohlenstaub eingepudert oder mit Graphitwasser angestrichen, der Kern in den Unterkasten eingelegt, der Oberkasten aufgesetzt, und die Form ist jetzt, wenn sie noch beschwert wird (s. unten), zum Vergießen fertig.
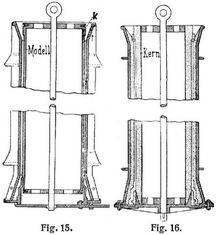
Große Formkästen erhalten neben den Sandleisten eingegossene oder eingesetzte und irgendwie beteiligte Zwischenwände (Stege) (Fig. 10), die verhindern, daß der Sand bei dem Aufheben und Wenden des Kastens durchsackt oder herausfällt. Sind die Kästen zu schwer, um vom Former bewegt zu werden, so gibt man ihnen, wie Fig. 10 zeigt, Zapfen, damit dieselben mit dem Kran aufgehoben und in den Zapfen gedreht (geschwenkt) werden können. Der vierteilige Formkästen (Fig. 11) besteht aus Unterkasten, zweiteiligem Mittel- und Oberkasten. Das Modell selbst ist zwei-, zuweilen auch dreiteilig (der Boden nach Linie 1,2 abgetrennt, um das Abheben vom Kern zu erleichtern), die Henkelmodelle sind zweiteilig. Das Einformen geschieht wie folgt: Modell mit angesetztem Henkel im Mittelkasten, Mündung nach unten, wobei die[357] Trennung des Sandkörpers in den beiden Kastenhälften durch eingelegte Weißblechschablonen, die sich dem Topfumriß genau anschließen, bewirkt wird; Umstürzen, Einformen des aufgesetzten Unterkastens mit dem Kern, Umstürzen, Einformen des aufgesetzten Oberkastens. Abnehmen des Oberkastens, der Hälften des Mittelkastens, des Bodenmodells und der Wandmodelle, Herausziehen der Henkelmodellstücke aus dem betreffenden Mittelkastenteil, Ausbessern, Einpudern und Wiederzusammensetzen (Topf- oder Potterieformerei). In Fig. 14 ist noch das Einformen einer Schnurstufenscheibe dargestellt, bei der das Schneiden des Modells außerordentliche Schwierigkeiten bietet. Man umgeht diese, wenn man um den Kranz einen zwei- oder dreiteiligen Ring (Ballen) aus Masse formt und diesen dann mit dem Modell abformt. Auch mit einer Schablone läßt sich eine solche Scheibe leicht formen, wobei noch die Kosten für ein volles Modell gespart werden. Die Gestalt der Formkästen soll sich zur Ersparung an Formarbeit durch Aufwendung einer geringsten Sandmenge möglichst an die Gestalt des Gußstückes anschließen. Es gilt dies namentlich bei Herstellung von Massenartikeln, in welchen Fällen häufig ganz besondere Formkästen angefertigt werden. Die Fig. 15 und 16 stellen den zylindrischen Formkästen für ein Muffenrohr dar, das stehend mit dem Muff nach unten eingeformt werden soll, um diesen möglichst dicht und fest zu erhalten. Der Formkästen ist zweiteilig; der eine Teil ist an einem Träger über einer Grube an der Gießhütte (Dammgrube) oder an einer Bühne befestigt, so daß der untere Teil etwa 1 m hoch über der Sohle liegt. Das Modell ist aus Gußeisen, der Schaft aus dem Ganzen, der Muff als besonderes Stück. Das Rohrmodell wird nach dem Einformen nach oben, der Muff nach unten abgezogen. In den schmalen ringförmigen Raum zwischen Modell und Formkästen wird der Sand mittels langer hölzerner Stäbe von flach-elliptischem Querschnitt durch einen oder mehrere Arbeiter gestampft, die dann, damit der Sand gleichmäßig verdichtet wird, beständig sich um die Form herumbewegen. Vor dem Abziehen der Modellteile werden diese etwas hin und her gedreht, um die Sandoberfläche zu glätten und etwas Luft zu schaffen. Der Kern ist ebenfalls zweiteilig; Fig. 17 zeigt die Herstellung des Massekernes für den Muff mit Hilfe einer Schablone. Fig. 16 endlich zeigt die fertig zusammengebaute Form, die mit einem Mindestaufwand an Sand erstellt ist.
Herstellung der Kerne. Die Kerne werden stets aus Masse oder Lehm angefertigt, da sie scharf getrocknet werden müssen, um die Entstehung blasiger Güsse zu verhüten. Kleine Massekerne fertigt man mit Hilfe von Kerndrückern oder Kernkästen an.
Fig. 18 stellt einen solchen für den Kern des Rohrstutzens (Fig. 2) dar. Der Kernkästen ist zweiteilig, um den Kern leichter herausnehmen zu können. Während des Formens werden die beiden durch Schraubzwingen zusammengehaltenen Teile senkrecht auf das Formbrett gestellt und der Hohlraum mit Masse vollgestampft. Dünne Kerne, die unter Wirkung des Eigengewichtes oder des Druckes des flüssigen Metalles sich verdrücken oder brechen würden, versteift man durch Einlegen von Drähten oder Blechstreifen. Der Kern (Fig. 2) kann bei etwas größerem Durchmesser auch mittels Schablone hergestellt werden. Um eine eiserne Spindel wird eine Lage Strohseil gewickelt, hierauf fette Masse getragen und mit der Schablone abgedreht. Zieht man die Spindel heraus, ist der Kern für die Ableitung der Gase hohl. Größere, vor allem längere Kerne, die nur an den Enden gelagert werden können, erhalten immer zur Stützung Kernspindeln oder Kernröhre. Als Kernspindeln für kleinere Durchmesser sind massive Stäbe mit Kreuzquerschnitt, der Luftabführung wegen, oder gelochte Gasrohre, für größere Kerne gußeiserne, vielfach gelochte oder geschlitzte, auf einer Spindel beteiligte Rohre (vgl. Fig. 16) in Anwendung, deren Außendurchmesser so bemessen wird, daß wiederum ein geringster Aufwand an Formarbeit nötig ist. Wollte man nun Masse oder Lehm unmittelbar auf die eiserne Kernspindel oder das Rohr tragen, so gibt der Kern bei der Zusammenziehung des Gußstückes nicht nach. Man bewickelt deshalb die Kernröhre mit ein oder zwei Lagen Stroh-, Heu- oder Holzwollseil, hergestellt von Hand oder mittels Seilspinnmaschinen, trägt darauf Masse oder Lehm auf und dreht mit einer Schablone auf der Kerndrehlade ab. Die Spindeln der Kernröhre sind länger als die Kerne und mit angedrehten Zapfen versehen, die während des Abdrehens der Kerne in einfachen Lagern liegen. Drehung erfolgt von Hand durch Aufstecken einer Kurbel auf das vierkantige Ende der Spindel oder durch Riemenantrieb. Die Masse- oder Lehmschicht wählt man so dünn als möglich, einmal, um an Formarbeit zu ersparen und die Durchlässigkeit zu erhöhen, dann aber, um ein Zerdrücken derselben bei dem Schwinden des Gußstückes ohne allzuviel Widerstand geschehen zu lassen. Ist die Lehmwand dünn, so verkohlt die darunterliegende Strohseilschicht während des Vergießens, und es wird Raum für den beim Schwinden des Gusses zerdrückten Kern. Die sich bildenden Gase und Dämpfe entweichen durch die Löcher und Schlitze des Kernrohres.
Stützung der Kerne. Leichtere Kerne wie der Kern Fig. 2 werden ohne weiteres in den Kernlagern gelagert. Bei schwereren Kernen, welche die Kernlager verdrücken könnten,[358] und bei solchen, die nicht ohne weiteres sicher in den Kernlagern ruhen, müssen noch besondere Vorkehrungen getroffen werden. Es werden dann zur Stützung die Wände der Formkästen herangezogen, in denen man Lager für die verlängerten Kernspindeln anbringt, ein Fall, der auch bei nur einseitig austretenden Kernen häufig vorkommt.
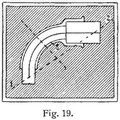
Die Fig. 19 und 20 zeigen die Form für einen Muffenrohrkrümmer. Der Schwerpunkt s des Kerns liegt außerhalb der Stützlinie 1, 2, und es wird sich infolgedessen leicht eine Senkung des Kerns einstellen, die zu ungleichen Wandstärken führt. Man wendet in diesem Falle einen Kernnagel (Fig. 20) oder eine Kernstütze (Fig. 20a) an. Die Kernnägel sind verzinnt, tragen den Kern mit dem breiten Kopf und werden bis in das Formbrett eingeschlagen. Kernträger wendet man an, wenn zu fürchten ist, daß der Nagelkopf sich in den Kern einpreßt. Damit das Rohr an dem Kernnagel auch dicht ist, wird gewöhnlich (Fig. 20) um den Nagel herum eine halbkugelige Vertiefung eingeschnitten, wodurch das Gußstück eine entsprechende Warze erhält.
Modell- oder Formplatte. Hat man ein und denselben Gegenstand oder eine Anzahl zusammengehöriger wiederholt abzuformen, so wendet man eine Modellplatte nach Fig. 21 an. Diese Platte enthält, wenn bei gewöhnlichem Einformen geteilte Modelle notwendig sind, auf jeder Seite die Modellhälften genau übereinander; hier verbunden durch die Kernmarken k, damit nur zwei lange Kerne eingelegt zu werden brauchen, und die Eingußkanäle e e, in die der Einguß von oben her in die Vertiefung b mündet. – Die Formplatte wird zwischen Ober- und Unterkasten gelegt, zunächst der Oberkasten, dann nach dem Wenden der Unterkasten vollgestampft, abgehoben und die Formplatte entfernt. Die Modellplatte läßt das Einformen wesentlich schneller vor sich gehen, weil alle Modellteile ihre gegenseitige Lage bereits haben, Eingüsse, Windpfeifen nicht mehr eingeschnitten zu werden brauchen und das Ausheben meist mit geringerer Verletzung der Form vonstatten geht.
Formmaschinen. Bei dem Einformen der gewöhnlichen Modelle oder der Formplatte ist immer noch viel Handarbeit zu verrichten. Der Sand muß eingestampft und die Kastenteile und Modelle müssen abgehoben werden. Namentlich das Ausheben erfordert viel Geschick und führt, wenn ungeschickt ausgeführt, häufig zu Begnadigungen der Form und zu zeitraubenden und kostspieligen Ausbesserungsarbeiten. Um die Formarbeit zu erleichtern und zu verbilligen, ja das Formen durch Handlanger, nicht durch gelernte und in hohem Lohne stehende Former ausführen zu lassen, sind Formmaschinen konstruiert worden, bei denen das Ausheben der Modelle oder Formkästen mechanisch erfolgt – Modellplatte oder Formkästen werden zwangläufig geführt – oder bei denen auch noch die Verdichtung des Sandes durch Druck geschieht. Endlich verwendet man Formmaschinen besonders für Stirn-, Winkel-, Kegel- und Schraubenräder, Seil- und Riemscheiben und dann, wenn man nicht ein ganzes Modell anfertigen will. Man bedarf in diesem Falle nur eines Kranzmodells, das eine Zahnlücke oder ein Stück Kranz umfaßt, und formt dies so oft als nötig ab. – Der Guß fällt dann immer noch billiger und nicht selten genauer aus (z.B. bei Zahnrädern) als bei Benutzung eines ganzen Modells.
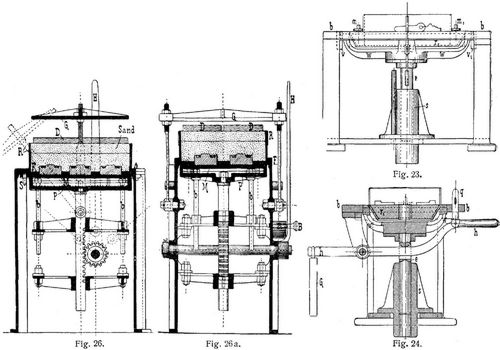
Die Fig. 22–26 stellen einige bemerkenswerte Ausführungen dar. Fig. 22 und 22a geben die Maschine von Dehne und Woolnough in Halberstadt. Die Formplatte h trägt auf beiden Seiten die Modelle für Ober- bezw. Unterkasten, ist mit Zapfen m drehbar auf den Säulen b gelagert, die unten mit Gewinde versehen sind, in das je ein Schraubenrad c eingreift. Die Schraubenräder sitzen auf einer mit Hebel e versehenen Welle d. Denkt man sich zunächst den Unterkasten auf der Formplatte befestigt und voll Sand gestampft, so wird hierauf durch Drehen des Hebels e in der Pfeilrichtung die Formplatte so weit gehoben, daß dieselbe um 180° gedreht und der unter derselben hängende Formkästen auf den Wagen s abgesetzt werden kann. Nun[359] löst man die Verbindung zwischen Karten und Platte und hebt letztere durch abermaliges Linksdrehen des Hebels ab. Der Unterkasten wird zur Seite gefahren und nun der Oberkasten eingeformt. Hier formt man also mit einer Maschine wechselweise Ober- und Unterkasten. Um die Maschine für verschieden große Formkästen benutzen zu können, ist der linke Ständer A verschiebbar angeordnet. Bei der Maschine von Grimme, Natalis & Co. in Braunschweig (Fig. 23–25) ist für das Einformen des Ober- und Unterkastens je eine Maschine vorhanden. Die Modelle, in Gips eingebettet, sind in einem sechs- oder achtseitigen Modellkasten r1 untergebracht, der von dem Rahmen w getragen wird und genau in einen Ausschnitt des Formtisches b paßt; w sitzt auf dem in s geführten Stempel e, durch den Hebel h gefleckt ist. Das an h befindliche Gewicht G dient zur Ausgleichung der vom Stempel e getragenen Gewichte. An h sitzt noch ein Stift q, der durch b tritt und, wie Fig. 23 und 24 zeigen, durch einen Keil gesichert wird. Dieser Keil läßt die Oberfläche des Modellkastens genau in Höhe der Tischoberfläche einstellen und während des Einformens erhalten. Schlägt man den Keil heraus, geht der Modellkasten, geführt durch die prismatischen Stifte v und v1 und durch e abwärts, und die Modelle werden senkrecht abgezogen. Die Formkästen (Fig. 25) ruhen nur mit den Ecken auf dem Formtisch und erhalten die richtige Lage durch Eingriff der Stifte m und m1 in entsprechende Bohrungen des Modellkastens. Für die andre Modellhälfte besitzt der Modellkästen Dübel. – Die Maschine zeichnet sich durch große Einfachheit und dadurch aus, daß nach dem Senken des Modellkastens die Formkästen vollständig frei liegen und die Dübel bezw. die Weißgußfutter in den Ohren der Karten nicht bei dem Abheben beschädigt werden. – Bei beiden Maschinen muß der Sand eingestampft werden, was allerdings durch Handlanger geschehen kann, immerhin aber einen größeren Zeitaufwand erfordert. Die Maschinen von Sebold & Neff, Ugé u.a. verdichten den Sand durch einen Druck. Die Fig. 26 und 26a stellen die Maschine von Ugé in der Ausführung des Eisenwerkes Kaiserslautern dar. Die Modellplatte wird von einer Zahnstange getragen und durch die Stifte b geführt. Bei dem Einformen wird zunächst die Modellplatte durch Einstecken des Stiftes b in die richtige Höhe und die Platte G in die punktierte Lage gebracht, der Formkästen aufgesetzt, mit dem Rahmen R versehen, voll losen Sand gefüllt und abgestrichen. Jetzt legt man die Druckplatte D auf, die auch mit G seit verbunden werden kann, bringt G in aufrechte Lage, schlägt Hebel H nach rechts, um, wobei Modellplatte, Karten und Aufsatz emporsteigen und der Sand verdichtet wird. Dann, läßt man die Modellplatte wieder herunter in die Stellung für Einformen, klappt G zur Seite, entfernt Rahmen R und die Druckplatten, stampft den Sand, wenn nötig, noch fest und streicht ab. Durch Linksschwenken des Hebels wird hierauf die Modellplatte weiter gesenkt, die Modelle ziehen sich senkrecht aus dem Sand, und der Formkästen kann abgehoben werden. Haben die Modelle einige Ausdehnung senkrecht zur Platte, wird noch eine besondere Stützplatte F angewendet, die mit Ausschnitten, genau den Umrissen der Modelle folgend, versehen ist. Die [360] Platte hebt sich beim Pressen mit, bleibt aber bei dem Abziehen der Modelle liegen und stützt die Sandkanten, so daß die Form bei dem Abziehen nicht verletzt wird. – Eine solche Stützplatte ist insbesondere dann notwendig, wenn schwache Sandkörper bei dem Abziehen lange mit dem Modell in Berührung sind, z.B. bei dem Formen eines Stirnrades. Da man dem Modell in diesem Falle keinen Anzug geben darf, werden die Sandzähne bei dem Abziehen leicht abgebrochen, wenn sie nicht unterstützt sind. Man umgießt zur Bildung der Stützplatte das gußeiserne Modell mit einem Hartbleiring. – Haben die Modelle einige Höhe, so findet bei Anwendung solcher Maschinen mit flachen Druckplatten eine stark ungleichmäßige Verdichtung des Sandes statt, die leicht Veranlagung zu Fehlgüssen werden kann. Die Druckplatte wird deshalb so ausgebildet, daß sie die Höhen des Modells vertieft enthält, wodurch sich eine ziemlich gleichmäßige Verdichtung des Sandes erreichen läßt. Kommen am Modell stellen vor, an denen der Sand durch Druck überhaupt nicht genügend verdichtet werden kann, so müssen diese zuerst voll Sand gestampft werden.
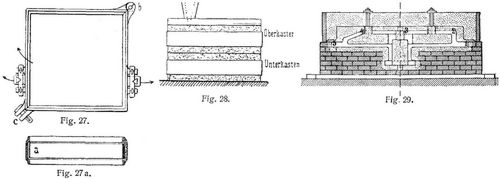
Die in Aufnahme gekommenen Wasserdruckformmaschinen (D.R.P. von S. Oppenheim & Cie. in Hainholz, Gritzner in Durlach u.a.) arbeiten in ganz gleicher Weise; die Modellplatte wird von dem Stempel einer Wasserdruckpresse getragen, wodurch dem Arbeiter auch noch die Kraftentwicklung zur Verdichtung des Sandes abgenommen wird und mit Leichtigkeit jeder beliebige Druck erreicht werden kann. Als sehr praktisch haben sich die Zahnradformmaschinen und die Riemscheibenformmaschinen erwiesen. Bei ersteren wird mit einem Kranzmodell gearbeitet, das mindestens zwei Zähne und eine Lücke umfaßt; bei letzteren stecken ineinander eine ganze Anzahl sauber abgedrehter Gußrohre von etwa 5 mm Wandstärke, deren jedes für sich über die Formplatte beliebig hoch gehoben werden kann. Dadurch ist es möglich, mit ein und derselben Maschine eine ganze Anzahl Kränze von verschiedenem Durchmesser und jeden dieser in beliebiger Breite herzustellen. Die Anwendung der Formmaschinen setzt das Vorhandensein einer größeren Anzahl von vollkommen übereinstimmenden Formkästen voraus., die in der Anschaffung und Unterhaltung wesentlich teurer sind als gewöhnliche. Um die Kosten zu vermindern, hat man Abschlagformkästen ersonnen, das sind Kästen, die nach dem Einformen abgenommen und immer wieder verwendet werden, so daß die Herstellung einer größeren Anzahl von Formen mit einem einzigen Karten geschehen kann. Wird der Formkästen abgeschlagen, muß der Sand in irgend welcher andern Weise gesichert werden, damit er unter dem Druck des flüssigen Eisens nicht nachgibt. Einen sehr einfachen, sicheren und billigen Weg zeigen Fig. 27 und 27a (Verfahren der Gießerei von Asa Lees in Oldham). Die Formkastenwand ist ringsum mit einer breiten, flachen Vertiefung versehen, in die ein Bandeisenreifen a eingelegt und mit eingeformt wird. Ober- und Unterkarten sind ferner in diagonaler Richtung geteilt, bei b ist ein Scharnier, bei c ein einfaches Schloß angebracht. Die richtige Lage von Ober- und Unterkasten wird durch dreieckige Stifte am Ober- und nachstellbare Platten mit dreieckigem Ausschnitt am. Unterkasten erzielt. Man setzt den eingeformten Unterkasten ab, dann den eingeformten Oberkasten auf und schlägt die Kästen ab. Dann wird, um das Oberteil vor Auftrieb zu sichern, eine mit Eingußtrichter versehene Beschwerungsplatte (Fig. 28) aufgelegt.
Schablonenformerei in Sand und Lehm. Die Sandformerei mit Schablone erweist sich vielfach dann, wenn nur ein oder wenige Abgüsse zu machen sind und die Gestalt des Modells die Anwendung einer Schablone ermöglicht, von Vorteil gegenüber der Verwendung eines vollen Modells. Verteilen sich jedoch die Modellkosten auf viele Abgüsse, so ist die Anwendung eines vollen Modells mit wenig Ausnahmen vorteilhafter, weil die Löhne bei der Schablonenformerei höher ausfallen dadurch, daß nur sehr geschickte Former verwendet werden können und die Formzeit eine beträchtlich größere ist. Fälle, in denen durch Schablonenformerei eine größere Genauigkeit erzielt wird, sind auch nicht selten. Große Riem-, Seilscheiben- und Rädermodelle verziehen sich leicht und werden häufig schon durch Lagern in aufrechter Stellung unrund. Die daraus sich ergebenden Fehler sind beim Formen mit Schablone ausgeschlossen.
Die Fig. 29 und 30 stellen die Form für einen hohlen Dampfzylinderdeckel dar. Mittels einer nach Fig. 30 angebrachten, nach Linie 1, 2, 3 geschnittenen Schablone wird zunächst ein sehr hart gestampfter Sandkörper abgedreht und an der Gegenseite bei 4, 5 für den Dampfeintritt[361] von Hand abgeschnitten. Ueber diesem formt man den Oberkasten ein, hebt denselben ab, entfernt den festgestampften Sand und ersetzt ihn durch lose gestampften, den man mit Hilfe der in Fig. 30 dargestellten Schablone abdreht. Der Kern wird, da der Deckel nach der Vorder-(Unter-)seite keine Durchbrechungen haben darf, nur mit dem Oberkasten verbunden. Die Löcher, die durch die Schablonenspindell in den Formhälften entstanden sind, stampft man voll Sand und glättet von Hand. Fig. 31 stellt einen einfachen Fall der Lehmformerei mit Schablone dar. Der Kern wird aufgemauert aus Lehm- oder Luftsteinen, erst mit fettem, dann mit magerem Lehm umkleidet, mit der Kernschablone abgedreht und zuletzt unter Anwendung von mehr Wasser sauber geglättet und getrocknet. Nun überzieht man den Kern mit Holzaschewasser, um eine Trennungsschicht zu bilden, und formt mit einer zweiten Schablone die Metalldicke, das Hemd der Form (s. die rechte Seite der Fig. 31). Auf dem Hemd wird dann aus freier Hand der Mantel geformt, der, um die nötige Festigkeit zu erhalten, mit einem im vorliegenden Falle krinolinenartig gestalteten und mit Haken oder Griffen versehenen Eisengerippe ausgerüstet wird, um den Mantel mit dem Kran fassen zu können (s. die linke Seite der Fig. 31). Das Hemd wird nach dem Abheben des Mantels zerschlagen, Kern und Mantel, wenn nötig, ausgebessert, mit Schwärze überzogen und der Mantel, nachdem von Hand Einguß und Windpfeifen angebracht sind, wieder übergebaut. – In Fig. 31 läßt sich der Mantel als Ganzes abheben; ist das nicht möglich, so muß der Mantel geteilt werden, oder man muß die Teile, die das Abheben verhindern, ablösbar anordnen. Man stellt diese Teile dann in Wachs, Masse oder Metall her, heftet sie leicht auf die Metalldicke auf, formt den Mantel über, zieht sie mit dem Mantel ab und entfernt sie aus diesem. Vgl. a. Dampfzylinder, Bd. 2, S. 665.
Zuweilen umgeht man das Formen der Metalldicke und formt Kern und Mantel für sich mit Schablonen. Auch Formen, die nicht Rotationskörper sind, lassen sich mit der Schablone herstellen, wenn für die Führung derselben entsprechende Vorkehrungen getroffen find; so z.B. viereckige Tröge mit scharfen oder abgerundeten Kanten, Holländertröge u.s.w. Die Schablone wird dann gezogen; die Arbeit ist gleich der des Maurers bei dem Ziehen von Gesimsen.
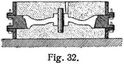
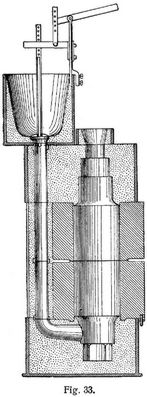
Verwendung bleibender Formen. Nur zur Herstellung von Hartguß finden in der Eisengießerei bleibende Formen aus Gußeisen Verwendung. Derjenige Teil des Gußstücks, der mit einer Schale weißen, harten Eisens von 15–35 mm Dicke, selten mehr, versehen werden soll, wird mit Gußeisen umgeben, wie dies Fig. 32 und 33, welche die Formen für ein Rad mit hartgegossenem Kranze und eine Hartgußwalze angeben, zeigen. Die gußeisernen Formteile (Schalen, Coquillen, daher auch Schalen-, Coquillenguß) leiten die Wärme rasch ab, wodurch das Eisen innerhalb der Schalen schnell bis zu einiger Tiefe erstarrt. Dabei bleibt der gesamte Kohlenstoffgehalt mit dem Eisen legiert; es entsteht weißes, strahliges Eisen, das nach der Tiefe hin allmählich in graues, weiches und festes Eisen übergeht. Für das Gelingen des Gusses und die Sicherung der teuern Schalen ist es notwendig, dieselben vor dem Vergießen auf einige hundert Grad zu erwärmen. Es wird dann das Eisen, weil das Temperaturgefälle geringer ist, nicht abgeschreckt (worunter man die Bildung einer dünnen Kruste festen Eisens an der Schalenwand versteht, welche die Wärmeleitung ganz wesentlich hindert und eine dickere Schicht weißen Eisens nicht entliehen läßt). Erwärmte Schalen sind ferner dem Springen weniger unterworfen, weil Innen- und Außentemperatur beim Gießen nicht so stark verschieden sind. – Die Schalen für Hartguß besitzen einfache Formen, um das Auftreten zu großer innerer Spannungen in denselben und im Gußstück und die Entstehung von Haarrissen oder völliges Zerspringen zu verhüten. Die Schalen werden auch vielfach durch warm aufgezogene schmiedeeisene Ringe gebunden.[362]
Trocknen der Formen. Alle Formen aus Masse und Lehm und alle Kerne müssen getrocknet werden. Es geschieht dies entweder in Trockenkammern (Darrkammern) oder an Ort und Stelle. Die Trockenkammern sind längliche, 1,8–2 m hohe gemauerte Räume, die mit Steinkohlen- oder Koksheizung auf unter der Sohle liegenden Rollen und vielfach mit Schienengleisen versehen sind, um schwerere Formen und Kerne auf Wagen einbringen zu können. Die Benutzung der Trockenkammern hat notwendig Hin- und Herbewegung der Formen im Gefolge, wodurch die Herstellungskosten und ferner die Gefahr einer Zerstörung der Form erhöht werden. Außerdem erfordern die Trockenkammern großen Aufwand an Brennstoffen und nehmen einen beträchtlichen Raum ein. Mit Rücksicht auf all dies hat man in neuerer Zeit vielfach und mit gutem Erfolg Trocknung der zusammengesetzten Formen an Ort und Stelle eingeführt mit Hilfe kleiner, mit dem Kran beweglicher Koksöfen (s. Fig. 34). Der Ofen steht mit dem mittleren Rohre e über dem Einguß; auf dem Rost d lagert der Brennkoks, dem durch einen an den Stutzen angeschlossenen Schlauch Gebläseluft zugeführt wird. Durch die Drosselklappe c kann die Menge der durch den Rost gehenden Luft, also auch die Lebhaftigkeit der Verbrennung geregelt werden. Die Klappe b läßt kalte Luft eintreten, die sich oben mit den Verbrennungsgasen mischt und durch deren Menge die Temperatur der in die Form eintretenden Gase leicht geregelt werden kann. – Endlich trocknet man auch an Ort und Stelle mit Hilfe von fahrbaren Koksöfen, die z.B. unter die hängenden Rohrformen gefahren werden, oder von Kokskörben, wie solche auch zum Austrocknen von Häusern benutzt werden. Ein sehr großer Brennstoffaufwand, Belästigung der Arbeiter durch strahlende Wärme und die gesundheitsschädlichen Abgase sind schwere Nachteile dieses letzteren Verfahrens.
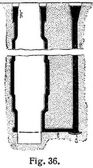
Aufstellung der Formen für den Guß. Bei dem Eingießen des Eisens entsteht an den verschiedenen stellen der Form ein Druck, dessen Größe in Kilogramm-Quadratzentimetern sich bestimmen läßt aus dem Ausdruck 0,1 · hγ, worin h die Druckhöhe in Metern und γ das spezifische Gewicht des Gußeisens = 7,25. Nimmt man die Baulänge des eingeformten Rohres (Fig. 16) zu 4 m an, so ist der Druck an der tiefsten Stelle = 0,1 · 4. 7,25 = rund 3 Atmosphären, und es müssen notwendig die beiden Formkastenhälften so miteinander verbunden werden, daß sie dem Druck widerstehen können, was in diesem Falle mit Keilen, die durch die Dübel geschlagen sind, geschieht. Ein Heraustreiben der Masse ist nicht zu fürchten, da dieselbe nur oben zutage tritt und in den vielen Löchern und Schlitzen der Formkastenwand genügend Halt findet. Der Auftrieb des Kernes ist durch den unten durch die Kernspindell geschlagenen Keil verhindert. – Bei flachen Formkästen, die eine große Sandfläche zutage treten lassen, genügt aber das Verkeilen der Formkästen durch in die Dübel geschlagene Keile oder mit U-förmigen über die Formkastenränder fassenden Klammern nicht; es kann dadurch das Heraustreiben des Sandes nicht verhütet werden. Man muß den Sand belasten, entweder wie dies in Fig. 28 angegeben ist, oder durch überdeckte Bretter und aufgelegte Eisenstücke. Dabei darf natürlich nicht der Sand, sondern es muß der Formkästen die Beschwerungslast, die bei großen Kästen häufig recht bedeutend ist, tragen. Formen, die nicht in einen festen Kasten eingeschlossen sind, z.B. Fig. 31, werden zur Sicherung in die Dammgrube eingesetzt und mit Sand umstampft. Auch die Stellung der Form bei dem Gießen ist von Wichtigkeit. Alle mit dem Eisen in die Form gelangten fremden Bestandteile, Schlacke, Schaum, Sandteilchen, ferner die Gas- und Sandbläschen streben, weil leichter, nach dem höchsten Punkt der Form und geben dort oft Veranlassung zur Bildung von Blasen und Löchern. Man wird diejenigen Teile eines Gußstücks, die rein und dicht ausfallen müssen, nicht an solche stellen der Form legen, an denen die Ansammlung von Unreinigkeiten zu erwarten ist. In Fig. 7 liegt die Schauseite der Platte, in Fig. 16 die Muffe, die bei dem Verstemmen der Rohre stark beansprucht wird, unten. Formen für Röhren, Säulen, Walzen, Zylinder, überhaupt alle Formen, die besonders nach einer Richtung ausgedehnt sind, Hellt man am besten senkrecht (vgl. Fig. 16 und 33), zum minderten stark geneigt auf. Wollte man Rohr und Walze liegend gießen, so würden sich die Unreinigkeiten, Gas- und Dampfblasen am oberen Scheitel des Rohrschaftes oder des Walzbundes sammeln, wodurch der Guß leicht zu Ausschuß werden kann. Außerdem erschwert die wagerechte Lage die Lagerung der Kerne; auch könnte bei langen, dünnen Kernen eine Durchbiegung eintreten, wodurch z.B. bei einem Rohr ungleiche Wandstärken sich ergeben und bei der Druckprobe oder dem Verlegen leichter Brüche eintreten. – Stellt man die Form senkrecht, so sammeln sich die Unreinigkeiten am höchsten Punkt, wo sie weit weniger nachteilig sind und auch mit Leichtigkeit durch eine Verlängerung der Form, durch Aufgießen eines verlorenen Kopfes, der später entfernt wird, ganz von dem Gußstück abgehalten werden können. (S. die Fig. 15, 33, 35, 36, in denen die verlorenen Köpfe mit k bezeichnet sind.) Soll der verlorene Kopf die Verunreinigungen und Gasblasen aufnehmen, so muß das Eisen in demselben länger flüssig bleiben als im Gußstück, was dadurch erreicht wird, daß man dem Kopf entsprechenden Querschnitt und Maße gibt und die Form für denselben stark erwärmt und daß man die Ausstrahlung durch aufgeschüttete schlechte Wärmeleiter (Asche, Lösche) verhindert. Dadurch, daß das Eisen im verlorenen Kopf länger flüssig bleibt als im Gußstück, verhindert man auch die Entstehung von Hohlräumen in letzterem, weil aus dem Kopf flüssiges Eisen nachsinkt. Häufig muß man bei großen Gußstücken zu diesem Zweck Eisen nachgießen, das dann stark überhitzt wird. Vor dem Nachgießen stößt man durch den Kopf mit einer Eisenstange so weit als möglich hinunter, um einen Eingußkanal[363] herzustellen. Der verlorene Kopf muß, wenn er richtig wirken soll, ohne Querschnittsänderung auf das Gußstück aufsetzen, also wie in Fig. 35. Es läßt sich dann mit Sicherheit erwarten, daß Hohlräume, wie in Fig. 35 angedeutet, erst im verlorenen Kopf selbst entstehen; würde man ihn nach den punktierten Linien formen, so würden sich die Hohlräume wahrscheinlich in Höhe des Flansches bilden und dadurch dieser bei dem Abdrehen Gußblasen und Löcher aufweisen. Der verlorene Kopf ruft in der Form eine Drucksteigerung und damit größere Schärfe des Abgusses und mittelbar größere Dichte hervor, weil das Eisen reiner ist. Bei dem Guß von Rotationskörpern hat man höheren Druck in der Form ohne Anwendung des verlorenen Kopfes durch den Zentrifugalguß zu erreichen gesucht, von dem jedoch in der Eisengießerei keine Anwendung mehr gemacht wird. Man denke sich die Form Fig. 32 auf einer Töpferscheibe in rasche Drehung versetzt und vergossen, so wird das flüssige Eisen sich mit starkem Druck gegen die Formwand anlegen. Ringe lassen sich mit diesem Verfahren ohne innere Begrenzung der Form gießen, da das Eisen sich infolge der Drehung gleichmäßig verteilt. (Vgl. Dinglers Polyt. Journ., Bd. 153, S. 461, und 176, S. 14, und D.R.P. Nr. 8416.)
Anordnung der Eingüsse, Windpfeifen und Steiger. Richtige Größe und Lage der Eingüsse erfordert praktische Erfahrung. Die lichte Weite des Eingusses muß so bemessen werden, daß die Form hinreichend rasch gefüllt wird; es darf der Einguß aber auch nicht so groß sein, daß die Form zu rasch gefüllt wird, weil dann die eingeschlossene Luft und die entstehenden Gase und Dämpfe nicht rasch genug entweichen können. Bezüglich der Lage des Eingusses läßt sich im allgemeinen folgendes sagen: Sie soll, wenn möglich, so gewählt sein, daß das eintretende Eisen die Luft vor sich her schiebt, aber nicht Luft- und Eisenstrom aneinander vorübergehen; ferner so, daß durch das hereinstürzende Metall die Form nicht zerstört wird, und endlich, was bei verzweigten Massen von besonderer Wichtigkeit ist, daß die Füllung der Form möglichst gleichmäßig erfolgt. Letztere Bedingung erfordert häufig die Anlage von mehreren Eingüssen, wie Fig. 5 und 6 zeigen, in der die Eingüsse e durch Kanäle mit den Armen und dem Kranz verbunden sind. Die Form wird gleichzeitig von sechs Punkten aus gefüllt; würde man dagegen nur einen Einguß, z.B. auf der Nabe, angebracht haben, so würden die Spitzen der Eisenströme bei den Punkten 1, 1 viel später aufeinander stoßen. Das- Eisen ist dann vielleicht schon so kalt, daß die Ströme sich nicht mehr auf dem ganzen Querschnitt vereinigen, und es entsteht der Kaltguß. – Vielfach gießt man nicht unmittelbar in die Eingußtrichter, sondern bringt einen Sumpf, eine muldenförmige Vertiefung, an, hergestellt z.B. durch Ueberhauen eines Formkastens über den Einguß und Auskleiden desselben mit Sand, damit das Eisen vor dem Einfließen erst noch Unreinigkeiten ausstoßen kann. R. Schneider (D.R.P.) baut sogar in den Sumpf Querwände ein, unter denen das Eisen ausfließen muß, damit die Unreinigkeiten mit Sicherheit zurückgehalten werden. – Ist die Höhe der Form, wie bei stehend gegossenen Röhren, Walzen u.s.w., groß, so wird die Form durch den heftigen Stoß des von oben eingegossenen Eisens leicht zerstört, oder das Eisen löst sich in rasch erkaltende Tropfen auf, ehe es auf den Boden der Form gelangt, oder verspritzt auf diesem. Die Eisenkügelchen lösen sich dann zuweilen nicht wieder auf und finden sich eingesprengt im Guß. In solchem Falle gießt man zweckmäßig von unten, wie in Fig. 33 und 36 dargestellt ist (steigender Guß). Das Eisen wird durch ein Rohr bis zum oder wenigstens nahe zum tiefsten Punkt der Form geleitet, steigt in derselben langsam auf, Luft und Gase vor sich her treibend. Bei Fig. 36 wird vielfach zum Schütze eine eiserne Platte eingelegt. Der Eingußkanal mündet tangential in die Form (Tangentialguß, Fig. 37). Dadurch kommt das Eisen in eine lebhafte kreisende Bewegung, die spezifisch schwereren Teile drängen nach der Formwand, die leichteren bleiben mehr in der Mitte, streben auch nach oben und sammeln sich in der Mitte der trichterförmig vertieften Oberfläche der Metallsäule. Man erzielt auf diese Weise einen äußerlich reineren Guß. Die Formen müssen aber sehr sorgfältig hergestellt werden, damit durch die lebhafte Bewegung des Eisens keine Formteilchen abgerissen werden.
Windpfeifen, Kanäle zur Entfernung der Luft aus der Form, werden nur dann angewendet, wenn die Menge der eingeschlossenen Luft zu groß ist, um genügend schnell durch die Poren der Form abgeführt werden zu können. Die Windpfeifen müssen an den zuletzt sich füllenden Punkten der Form und so angelegt sein, daß keine Luft zurückbleiben kann. Zur Erläuterung dienen die Fig. 3, 6, 7, 13, in denen die Windpfeifen mit w bezeichnet sind.
Steiger, ebenfalls von den höchsten Punkten der Form ausgehende senkrechte Kanäle, werden nur dann angebracht, wenn bei geschlossenen Formen der Stoß des Eisens gegen die obere Begrenzung der Form gemildert werden soll. Dieser Stoß ist besonders heftig, wenn der Einguß hoch über dem höchsten Punkt der Form liegt und weit ist. Es wird dann, wenn sich die Form füllt, der Eisenstrom plötzlich gehemmt. Wendet man Steiger an, die auch als Windpfeifen wirken, so kommt der Strom allmählich zur Ruhe und die Form leidet nicht.
Gießen, Vergießen. Das Gießen erfolgt entweder durch »Laufenlassen« oder mittels besonderer Transportgefäße oder unmittelbar aus den Tiegeln. Bei dem Laufenlassen leitet man das Eisen vom Hoch- oder Kupolofen durch eine Rinne (Gosse) in die Form, wobei meist vor der Form ein Sumpf angelegt wird, um dem Eisen Zeit zu geben, sich zu beruhigen, Gase, Schlacken, Schaum und Koksteilchen auszustoßen. In den meisten Fällen wird das Eisen in Transportgefäße gefüllt, weil dies das Vergießen an beliebiger Stelle und die Einhaltung der richtigen Gießtemperatur ermöglicht.
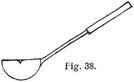
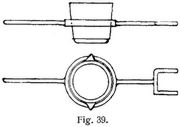
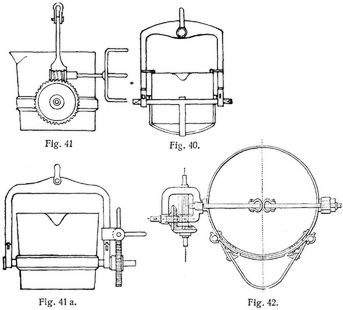
Fig. 38 Hellt eine Handpfanne für einen Mann (Inhalt 15, höchstens 25 kg), Fig. 39 eine Gabelpfanne für 3–4 Mann (100, höchstens 150 kg), die Fig. 40, 41, 41a, 42 und 42a Kranpfannen[364] dar. Die Kranpfannen sind in Zapfen drehbar. Die Drehachse liegt bei Fig. 40 etwas über dem Schwerpunkt der gefüllten Pfanne, um ein Umkippen derselben zu vermeiden, doch müssen während des Transports noch besondere Sicherungen gegen Kippen angewendet werden. Das Kippen der Pfannen beim Vergießen wird entweder durch auf die vierkantigen Zapfenenden aufgedeckte Hebel oder mit Hilfe von Schnecke und Schraubenrad (Fig. 41 und 41a) bewirkt. Standpfannen sind größere, neben der Form aufgestellte Pfannen (Fig. 33), die mit der Kranpfanne gefüllt werden und ein Bodenventil besitzen, wodurch das Eintreten von Schlacken u.s.w. in die Form wirksam verhindert wird. Fahrbare Pfannen sind auf Gleiswagen gesetzte Standpfannen. – Alle Pfannen sind aus Kesselblech hergestellt, im Innern mit Lehm ausgekleidet und werden vor dem Füllen sorgfältig getrocknet und angewärmt.
Bei dem Vergießen sind noch folgende Punkte zu beachten: Die Gießtemperatur soll im allgemeinen so niedrig als möglich sein, um starkes Schwinden und Abrunden der Kanten des Gußstückes zu verhüten. Sie richtet sich wesentlich nach der Beschaffenheit des Gußstückes. Besitzt die Form weitverzweigte enge Hohlräume, muß die Gießtemperatur höher sein als bei Formen mit größeren geschlossenen Hohlräumen; ebenso bei Formen aus nassem Sand. Die Gießtemperatur wird nach dem Aussehen des Eisens beurteilt. Der Eintritt von Schlacken und Oxyden in die Form muß verhindert werden, wozu die schon oben angegebenen Mittel dienen; häufig begnügt man sich auch damit, das Eisen unter einem Prügel Holz austreten zu lassen. Die Eingußöffnung muß stets vollgefüllt sein. Ist das nicht der Fall, so reißt der Eisenstrom Luft mit in die Form, wodurch das Auftreten von Blasen befördert wird. – Die vorhandene Eisenmenge muß stets zur Füllung genügen. Ist nicht genug Eisen vorhanden, so läuft der Einguß leer. Gießt man dann nach, so kann das Metall häufig nicht mehr das bereits entstandene Oxydhäutchen voll durchbrechen, dieses bildet eine trennende Schicht, und das Stück wird Ausschuß (Kaltguß). – Die bei dem Vergießen sich bildenden brennbaren Gase, Kohlenoxyd, Wasserstoff, Kohlenwasserstoffe, die, mit Luft gemischt, explosibel sind und aus den Windpfeifen und Steigern, den Spalten und Löchern der Formkästen austreten, müssen sofort entzündet werden, wenn Explosionen und Zerstörungen der Form vermieden werden sollen. Es geschieht dies bei kleineren Formen durch einen brennenden Holzspan; bei größeren Formen auch durch an die betreffenden stellen geschichtete und entzündete Hobelspäne. Eine besondere Gießarbeit, die zuweilen bei wertvollen Gußstücken mit Fehlstellen oder bei gebrochenen Stücken vorgenommen wird, ist das Angießen, fälschlich Anschweißen genannt. Das Verfahren bei dem Angießen eines gebrochenen Walzenzapfens ist z.B. folgendes: Die Walze wird mit der Bruchfläche nach oben in die Dammgrube eingebaut, die Bruchfläche metallisch rein gemacht, denn nur dann gelingt das Angießen, dann darüber eine Form für den anzugießenden Zapfen aufgebaut, die mit Rücksicht auf Bearbeitung und vollständige Vereinigung in der ganzen Bruchfläche im Durchmesser größer genommen werden muß. In diese Form mündet von unten her der Einguß; diesem gegenüber befinden sich mehrere Abflußöffnungen, deren Lage und Größe so bemessen sein muß, daß das eingegossene Eisen die Bruchfläche vollständig einige Zentimeter hoch bedeckt. Nun läßt man aus einer Pfanne so lange hochüberhitztes Eisen über die Bruchfläche laufen, bis diese anfängt, teigig zu werden. Dann verstopft man die Ausläufe, füllt die Form und behandelt sie weiter, wie früher angegeben.
Abkühlen der Gußstücke. Zur Vermeidung von inneren Spannungen ist es erforderlich, die Abkühlung langsam und möglichst gleichmäßig vor sich gehen zu lassen. Gußstücke mit[365] größerer geschlossener Masse läßt man in der Form abkühlen; bei Gußstücken mit ungleich verteilten Massen muß man die Abkühlung größerer Massen durch Freilegen beschleunigen, die kleinerer Massen mit größerer Abkühlungsoberfläche durch Bedeckthalten verzögern. Ist die Form wenig nachgiebig, so daß durch den Widerstand derselben Spannungen oder Zerreißungen auftreten können, muß man die Form gleich nach dem Erstarren des Gusses auflockern oder das erstarrte Stück herausnehmen und in schlechte Wärmeleiter einbetten. Die Erfahrung weist in jedem einzelnen Falle den Weg.
Putzen der Gußstücke. Darunter versteht man die Beseitigung von Anguß, Windpfeifen und Steiger, der Gußnähte oder des Grates, entstanden durch Eindringen des Eisens in die Trennungsflächen der Sandkörper, der Kerne und alles anhaftenden Formmaterials. Eingüsse, Windpfeifen und Steiger werden abgeschlagen und die noch vorhandenen Rauhigkeiten, ebenso die Gußnähte mit Meißel und grober Feile beseitigt. Anhaftender Formsand wird mit von Hand oder durch Maschinenkraft bewegten, zuweilen an biegsamen Wellen sitzenden Drahtbürsten, angefritteter mit Schleifstein oder Schmirgelscheibe oder durch Beizen mit Schwefel- oder Flußsäure entfernt, wobei zugleich die Gußhaut verschwindet. Kleinere Gußstücke werden in Scheuertrommeln oder mittels Sandstrahlgebläses gereinigt. Die Scheuertrommeln sind zylindrische oder achtseitige, um eine horizontale Achse drehbare Siebtrommeln, in die man die Gußstücke, scharfkantigen, groben Sand und kleine würfel-, pyramiden- oder oktaederförmige Gußstücke einlegt. Bei der Drehung wird der Guß vollständig rein gerieben. Mit dem Sandstrahlgebläse bläst man scharfkantigen Quarzsand auf die auf einem gitterartig durchbrochenen Ringtisch liegenden Gußstücke und erzielt dadurch auf billigem Wege eine vorzügliche Reinigung.
Literatur: Dürre, Handbuch des gesamten Eisengießereibetriebes, 3. Aufl., Leipzig 1892–96; Gofferjé, Die Schablonensandformerei, 2. Aufl., Leipzig 1880; v. Hoyer, Lehrbuch der mechan. Technologie, 2. Aufl., Wiesbaden 1888; Karmarsch-Fischer, Handbuch der mechan. Technologie, Leipzig 1891, Bd. 1 und 2; Ledebur, Handbuch der Eisen- und Stahlgießerei, 2. Aufl., Weimar 1892; Kirchner, Die Kupolöfen für Gießereien, Berlin; Messerschmidt, Die Kalkulation in der Eisengießerei, 2. Aufl., Essen 1886; Novotny, Die Schablonenformerei in Lehm und Sand, Sonderabdruck aus den Mitteilungen des Technolog. Gewerbemuseums in Wien 1886/87; Rott, Die Fabrikation des schmiedbaren und Tempergusses, Leipzig 1881; Schott, Kunstgießerei in Eisen, Braunschweig 1873; v. Schütz, Der Hartguß und seine Bedeutung für die Eisengießerei, 2. Aufl., Magdeburg 1890; v. Köppen, Ueber Gießereikalkulationen, Zeitschr. des Vereins deutsch. Ingen. 1881, S. 193; Schmelzer, Die Werkstättenbuchführung für den Maschinenbau, 2. Aufl., Leipzig 1884; Fischer, Ueber die Herstellung der Sandgußformen mittels sogenannter Formmaschinen, Dingl. Polyt. Journ. 1882, Bd. 246; Gießereizeitung, Zeitschr. für das ges. Gießereiwesen, Berlin.
Lüdicke.














Buchempfehlung
Hume, David
Dialoge über die natürliche Religion

Demea, ein orthodox Gläubiger, der Skeptiker Philo und der Deist Cleanthes diskutieren den physiko-teleologischen Gottesbeweis, also die Frage, ob aus der Existenz von Ordnung und Zweck in der Welt auf einen intelligenten Schöpfer oder Baumeister zu schließen ist.
88 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten III. Sieben Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Nach den erfolgreichen beiden ersten Bänden hat Michael Holzinger sieben weitere Meistererzählungen der Romantik zu einen dritten Band zusammengefasst.
- Ludwig Tieck Peter Lebrecht
- Friedrich de la Motte Fouqué Undine
- Ludwig Achim von Arnim Isabella von Ägypten
- Clemens Brentano Geschichte vom braven Kasperl und dem schönen Annerl
- E. T. A. Hoffmann Das Fräulein von Scuderi
- Joseph von Eichendorff Aus dem Leben eines Taugenichts
- Wilhelm Hauff Phantasien im Bremer Ratskeller
456 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum