Baumwollspinnerei [1]
[594] Baumwollspinnerei. Die Baumwollspinnerei bezweckt, aus der 15–38 mm langen Baumwollfaser einen zusammenhängenden gleichmäßigen Faden herzustellen. Sie tut dies, indem sie (nachdem die Fasern einen Reinigungsprozeß erfahren) eine der verlangten Fadenstärke entsprechende Anzahl Fasern parallel legt, sie zu einem Bündel vereinigt und demselben eine Drehung um seine Mittelachse erteilt. Dadurch werden die Fasern unter gegenseitiger Reibung aneinander gepreßt. Je größer die Anzahl Drehungen pro Längeneinheit ist, desto größer ist die Reibung. Diese soll beim fertigen Faden so groß sein, daß sie die Zugfestigkeit einer einzelnen Faser übertrifft. Dann wird auch der Halt (die Zugfestigkeit) des Fadens für jede Qualität genügen. – Die Anzahl der Drehungen am Faden soll über die ganze Länge dieselbe sein für dieselbe Längeneinheit, ferner soll der Faden gleich stark sein, d.h. er soll in jedem Querschnitt die gleiche Anzahl Fasern enthalten. Der Arbeitsprozeß zerfällt in folgende Abteilungen: 1. Vorbereitungsarbeiten; 2. Vor- und Feinspinnen; 3. Vollendungsarbeiten; 4. Allgemeines.
Zu 1. gehören das Egrenieren, das Mischen, Oeffnen und Reinigen, das Karden oder Krempeln, das Kämmen, das Strecken und Doppeln der Bänder; zu 2. der mehrmalige Vorspinn- und der einmalige Feinspinnprozeß; zu 3. das Haspeln, Sortieren, Verpacken und die Qualitätsbestimmung der Gespinstfäden; zu 4. die Disposition eines Maschinensortiments, Bedienung, Betriebskosten.
1. Vorbereitungsarbeiten.
Egrenieren (Entkörnen). Die Baumwolle wird am Ort der Kultur von den Baumwollsamen getrennt durch die Egreniermaschine.
Es sind hauptsächlich Sägen- und Macarty-Egreniermaschinen im Gebrauch [1], die ersteren für geringere (ostindische und südamerikanische), die letzteren für bessere (nordamerikanische) Baumwolle. Aus 250–650 kg Rohwolle gewinnt man 100 kg entkörnte Wolle. Hierauf wird die Baumwolle in Pressen, die hydraulischen, Schrauben- oder Hebeldruck haben, zusammengepreßt und in Ballen mittels Jutegewebe und Bandeisen verpackt.
Mischen. Durch Zusammenlegen gleicher Volumen verschiedener Sorten oder verschiedener Ballen gleicher Sorten soll das Rohmaterial gleichmäßiger und billiger werden.
Mischen am Stock mit dem Kastenballenbrecher. Aus den zu mischenden Baumwollsorten wird ein prismatischer Stock angesetzt, in dem die zu mischenden Sorten in gleichen Volumen übereinander liegen. – Der Kastenballenbrecher lockert die dem Ballen entnommenen Baumwollklumpen und befördert sie auf den Stock. Die Konstruktion desselben[594] zeigt die Fig. 1. Durch den Trichter α wird die Baumwolle in den Kasten q geworfen und vom Lattentuch b dem Steiggitter c zugeführt. Die Stachelwalze d streift die über den Zähnen von c liegenden Baumwollklumpen ab und wirst sie wieder in den Kasten q zurück. Die Abschlagwalze e entnimmt mit ihren Lederstreifen die Baumwolle aus c, und das Horizontalgitter f leitet sie nach den Steiggittern gh. Diese bringen sie nach horizontalen Deckengittern, von wo sie auf die Stöcke fällt. Der Ventilator i entführt der gelockerten Baumwolle den Staub. Raumbedarf 3,300 × 1,200 m.
Oeffnen und Reinigen. Damit wird bezweckt, alle noch vorhandenen klumpenförmigen Gebilde aufzulösen, und alle Unreinheiten, wie Samenteile, Laub- und Stengelfragmente, Sand u.s.w. aus der Baumwolle zu entfernen.
Speisevorrichtung für Oeffner (Hopper-Teder). Sie ist im wesentlichen konstruiert wie der Kastenballenbrecher [1], S. 271. Die Abschlagwalze e (Fig. 1) wirft die Baumwolle zwei kannelierten Walzen zu, an die sich eine Saugrohrleitung bis zum Oeffner anschließt. In dieser Leitung sind Staubkästen mit Rostgitter vorhanden zur Ablagerung des mitgeführten Abganges. Der Vorteil dieser Einrichtung ist das einfache Hineinwerfen der Baumwolle in den Speisekasten statt der gleichmäßigen Verteilung auf dem Zufuhrgitter des Oeffners, der verschlossene Baumwolltransport und die Reinigung während des letzteren.
Der Oeffner (ouvreuse), meist nach seiner englischen Bezeichnung Opener benannt, wird heute wesentlich nach der von Taylor, Lang & Co. in Stalybridge angewandten Konstruktion (wenn mit liegendem Tambour) ausgeführt, die Fig. 2 und 3 im Querschnitt zeigen [1], S. 275 ff. – Die Baumwolle wird, wenn sie nicht vom Transportgitter des Ballenbrechers in der oberen[595] Etage auf das Zufuhrgitter Z fällt, hier von Hand aufgegeben und gleichmäßig verteilt. Die Gitterachse z1 ist verstellbar, damit das Gitter oben immer angestreckt sei. Ueber der letzten Gitterachse z4, welche die treibende ist, liegt eine kannelierte Gußwalze p, welche die Baumwolle zwischen die Stachelwalze s und die Traverse l hineinleitet. Die Walze s hat ihrer Drehrichtung entgegen gekrümmte kurze spitze Zähne aus Stahlguß, die das Material den Schlagzähnen n des Tambours T darbieten. Der Tambour T hat 8 Reihen Zahnschienen (für geringe Baumwolle 12 Reihen à 34 Zähne) à 24 und 25 Zähne, die um die halbe Teilung versetzt sind. Form der Zähne und Befestigungsart der Schienen aus Weich- oder Stahlguß und aus Fig. 3 ersichtlich. T hat vier Rosetten auf einer Achse, die in Einschnitten t die Zahnschienen n tragen. Ober- und Seitenflächen von T sind mit Schwarzblech bedeckt. Ueber T wölbt sich eine Haube U aus 9 mm dickem Eisenblech. Diese ist inwendig mit kantig gehobelten Winkeisen u–u7 versehen. An u7 schließt sich der Hechelstab y an, eine schmiedeeiserne Traverse l mit dicht besetzten spitzen Stahlstiften. Die Fortsetzung bildet der Stabrost g, der aus dreikantigen (oft verstellbaren) Stäben aus Guß besteht. Die Zähne n erfassen nun die Baumwolle von der Walze s, die sie der rückwärts gekrümmten Zähne wegen leicht losläßt, streifen sie an der Traverse L ab und führen sie an den Winkeleisen u vorbei, wo ein intensives Aufschließen der Klumpen stattfindet, nach dem Hechelstab. Dieser zerteilt die Baumwolle in die einzelnen Fasern und verhindert das Fädigwerden (Aneinanderhaften mehrerer Fasern). Auch der Rost g lockert mit seinen Stabkanten die Baumwolle weiter, und die Zentrifugalkraft treibt die groben Unreinheiten zwischen den Stäben hindurch zu Boden. – Die Baumwolle wird endlich von der Siebtrommel S angesaugt. Sie ist ein Hohlzylinder aus gelochtem Zinkblech, der auf beiden Seiten durch einen Kanal k in Verbindung mit dem Ventilator V steht. S wird deshalb auf der hinteren Seite, wo nicht vom Blech S1 verdeckt (zwischen A und F), die Baumwolle aspirieren und ihr die Unreinheiten entziehend, dieselben in den Staubkanal befördern. Die Siebtrommel S tangierend, liegt unter ihr das schräge Auslaufgitter A, befördert die gereinigte Baumwolle aus der Maschine heraus. Der Zahntambour macht 450–550 Umdrehungen pro Minute, erstere Geschwindigkeit für lange, letztere für kurze Wollsorten. 12 Zahnreihen sind verwendet für kurze, 8 Zahnreihen für lange Baumwolle. Es kommen daher dort 12 Schläge auf die Faser pro ein Trommelumgang, hier nur vier, weil hier die Nasen versetzt sind, dort nicht.
Die Zufuhrgeschwindigkeit beträgt bei 8 Zahnreihen für mittlere und gute Wollsorten an Rieter-Maschinen 4,56 m oder 4,99 Yards pro Minute, und kommen in diesem Fall 4 ∙ 450 : 456 = 4 Schläge auf 1 cm Baumwollänge. Bei obiger Zufuhrgeschwindigkeit beträgt die tägliche Leistung, wenn 1 Yard (0,916 m) zugeführte Baumwolle 2 Pfd. engl. wiegt = 5800 Pfd. engl. = 2627 kg. Verlust an Abgang 2–3%. Bei der Rieter-Konstruktion beträgt die Ablieferungsgeschwindigkeit 21,417 m pro Minute, und es hat deshalb die Baumwolle eine Längsverstreckung, einen Verzug in der Maschine erfahren = Lieferung: Zuführung = 21,417 : 4,560 = rund 5fach. Der Zahntambour hat 1060 mm, die Siebtrommel 450 mm Durchmesser über die Zähne. Der Ventilator macht 1200–1500 Umdrehungen pro Minute.
Opener mit Wickelapparat. Ein Wickelapparat (s. Schlagmaschine, S. 597) hat den Zweck, die von der Maschine gebildete Watte, während sie stark gepreßt wird, spiralförmig aufzurollen. Sie bildet dann einen zylindrischen kompakten Körper, das Wickel, von dem an der folgenden Maschine die Watte unbeschädigt wieder abgerollt wird. Man hat am Auslauf der Opener (nach dem schrägen Auslaufgitter) diesen Apparat angebracht [1], S. 284, und damit folgende wesentliche Vorteile erzielt: 1. die Baumwolle, die aus dem Opener kommt, liegt nicht mehr in losen Haufen im Batteurlokal herum, wird weniger staubig, und die Feuersgefahr ist geringer; 2. das Auflegen der Wickel auf den Batteur nimmt bedeutend weniger Zeit in Anspruch als das Auflegen der losen Wolle; 3. das Wickel, das der Batteur liefert, wird gleichmäßiger infolge des Doublierens von 3–4 Wickeln. – Raumbedarf des Opener ohne Wickelapparat 3,070 × 1,845 m, mit Wickelapparat 4,200 × 1,845 m. (Ueber Kraftbedarf s. die Tabelle S. 618.)
Kombinierter Opener ist eine Maschine, bestehend aus Oeffner und Batteur [1], S. 284. An das Auslaufgitter A des Opener (Fig. 2) wird ein Batteur mit seinem Zufuhrzylinder angeschlossen. Die Baumwolle wird also in der gleichen Maschine geöffnet und geschlagen und verläßt, weil der Batteur[596] eine Selbstregulierung hat, diesen als gleichmäßiges Wickel. Umdrehungszahl des Openertambour = 450 pro Minute, des Schlägerflügels = 1500 pro Minute. Raumbedarf 5,980 × 1,800 m.
Der Crighton-Opener. Dieser nach seinem englischen Erfinder benannte Opener mit vertikalem Tambour eignet sich zur Verarbeitung stark unreiner Baumwollsorten [1], S. 288 ff. – Die vertikale Trommelachse W (Fig. 4) hat sieben runde Scheiben aus 7 mm starkem Schwarzblech. Auf diese von unten nach oben größer werdenden Scheiben sind radial Schienen f aus Stahl aufgenietet, die so aufgebogen sind, daß ihre Spitzen eine Spirale an einem Konusmantel bilden. Die Achse W ist mit ihrem Fuß in der Lagerpfanne pf – die vertikal mit Spindel verstellbar – am Ende in einem Halslager l geführt, über dem der Antrieb mit horizontalem, halbgeschränktem Riemen oder Seil steht. Ein konisches Gehäuse b b umgibt die Messerwelle so, daß zwischen den Messerspitzen und der Gehäusewand ein Abstand von 25–30 mm bleibt für kurze (ostindische) oder amerikanische Baumwolle und Makko. Die Wand des Gehäuses besteht aus innen gerippten, durchlochten Gußsegmenten oder (Fig. 5) aus dreikantigen gußeisernen Stäben, die unten und oben in entsprechend ausgesparten Segmenten ruhen. Der unterste Teil des Gehäuses aber ist ein geschlossener Gußtrichter k mit Seitenöffnung zur Einmündung des Einlaufrohres e, dessen oberes Ende der Einfülltrichter t bildet. Um hier Verstopfungen der Baumwolle zu verhüten, bringt man an der Innenwand von t den kleinen Trichter t1 an, der beständig Luft ansaugt. Durch die kreisrunde Oeffnung im Boden des Kastens K steht das Rostgehäuse b in Verbindung mit dem Siebtrommelraum n. Die Siebtrommel S, von gleicher Konstruktion wie beim Taylor-Lang Opener, tangiert das Auslaufgitter a, reinigt und fördert die Baumwolle zutage. Wirkungsweise: Der im Trichter t aufgegebene Rohstoff wird durch die Wirkung der mit 1000 Umdrehungen rotierenden Messerwelle w und der Siebtrommel S in das Gehäuse k hinabgezogen, von den Messern f erfaßt, gegen die Rostwand b geschleudert und geöffnet. Dadurch leichter geworden, steigt sie in die Höhe, während ihr die groben Unreinheiten zentrifug durch b hindurch entfliehen. Vollständig aufgelöst erscheint die Baumwolle in K und wird von der Siebtrommel S angesaugt, ihrer feineren Unreinheiten durch den Ventilator V entledigt und vom Auslaufgitter a aus der Maschine befördert. – Zwei wesentliche Vorteile zeichnen dieses System vor den andern aus: 1. kommt keine Baumwolle oben im Gehäuse an, bevor sie vollständig gelockert ist, 2. wird die Faser während der Bearbeitung nicht festgehalten, kann also nie beschädigt werden.
Trommelumdrehungen 1000 pro Minute,
Ventilatorumdrehungen 1200 pro Minute bei einfachem Opener,
Ventilatorumdrehungen 1400 pro Minute bei doppeltem Opener,
Durchmesser der oberen Scheibe f = 520 mm,
Durchmesser der unteren Scheibe f = 200 mm,
Obere Scheibe 14 Messer, untere 3. Durchmesser der Siebtrommel 750 mm.
Tägliche Lieferung 6000–8000 Pfd. engl. = 2718–3624 kg,
Raumbedarf 4,120 × 1,740 m.
Crighton-Opener mit Zufuhrgitter [1], S. 200. Um namentlich bei stark gepreßter Baumwolle die Leistungsfähigkeit des Crighton-Opener zu erhöhen, wird vor seinem Einlaufrohr ein Zufuhrtisch von 400 mm Breite, zwei kannelierte Walzen von 80 mm Durchmesser und eine Zahnwalze mit 400 mm äußerem Durchmesser angebracht. Zähne nasenförmig, mit fischbauchartigem Querschnitt. Unter der Walze ein Stabrost.
Saugöffner mit selbsttätigem Baumwolltransport. Der Crighton-Opener eignet sich vorzüglich zum Ansaugen der Baumwolle vom Mischungsraum her. Es wird in diesem Fall unten im Gehäuse k (Fig. 4) ein Schraubenflügel (Schiffsschraube) auf die Achse W gesetzt; dieser (mit der Messerwelle W und dem Windflügel V) ist imstande, die vom Balkenbrecher in eine Rohrleitung beförderte Baumwolle aus dieser, die bei e in den Opener einmündet, anzusaugen. So wird aller offene Baumwolltransport vermieden. In den Rohrleitungen werden Staubkästen angebracht, in denen die Unreinheiten, von einem Querrost gefangen, sich ablegen, während die Baumwollfasern ungehindert oben wegfliegen. Die Wolle wird so, gut vorgereinigt, nach dem Crighton-Opener geleitet. Wird die Blechklappe unter dem Staubkastenrost heruntergelassen und wieder geschlossen, so ist der Staub in einen Karten gefallen, aus dem er seitlich entfernt werden kann, ohne daß der Betrieb gestört wird. Kleinere Balkenbrecher und Opener müssen gekuppelte Abstellungen haben, damit beide Maschinen gleichzeitig stillstehen.
Crighton-Opener mit Wickelapparat. Auch hier wird an das Ende des Auslaufgitters a (Fig. 4) ein Wickelapparat angeschlossen, ganz gleicher Konstruktion wie am Batteur, der statt der losen Baumwolle als Ablieferung ein Wickel formt.
Crighton-Opener, kombiniert mit Batteur, und Saugrohrleitung vgl. [1], S. 300. Der Kasten K (Fig. 4) steht mit den Seitenöffnungen des Gehäuses rechts und links eines doppelten Windflügels in Verbindung. Diese beiden Flügel saugen die Baumwolle aus der Saugrohrleitung in das Gehäuse b, und aus diesem wird es den Siebtrommeln der Schlagmaschine zugeworfen. Bei Abnahme der Wickel an der Schlagmaschine schiebt die Abstellstange vom Wickelapparat einen Schieber in der Rohrzuleitung des Oeffners vor, so daß die Zuführung selbsttätig aufhört. Diese Ansaugvorrichtung mit Doppelflügel ist die beste für Saugleitungen.
Die Schlagmaschine (Flackmaschine, franz. Batteur [1], S. 302 ff.). Hauptelement dieser Maschine ist der Schläger (baue, scutcher), Fig. 6, zwei oder drei prismatische schmiedeeiserne Schienen S1 S2, mittels Armen i aus gleichem Material an einer mit 1500–1200 Umdrehungen pro Minute rotierenden Achse (parallel zu ihr) beteiligt. Dieser Schläger liegt genau parallel zum Zufuhrzylinder Z, der, eine kannelierte Walze, die Baumwolle kontinuierlich zubringt, und übt auf die Watte pro Minute 3000–3600 Schläge aus, die er ihr über einem Unterzylinder oder einer längs dem Zufuhrzylinder liegenden gußeisernen Muldenkante m beibringt. Dadurch und durch die Gegenwirkung der Schlägerbewegung und den durch Ventilation[597] erzeugten Luftstrom werden die Baumwollfasern voneinander getrennt. – Der Staub, der sich dabei von der Baumwolle löst, fliegt zunächst mit seinen schwereren Teilen durch einen halbrunden Rost R unter dem Schläger und wird später in seinen Laubteilen durch einen Planrost R1 abgesondert, während die leichteren Unreinheiten durch die Siebtrommeln s s1 hindurch vom Ventilator V in eine Staubgrube S K befördert werden. – Die Bearbeitung der Baumwolle im Batteur wird nach der Natur des Materials und der Zweckbestimmung auf verschiedene Art vorgenommen. Geringere ostindische Sorten (Bengal, Surat) passieren einen Willow, einen oder zwei Opener, dann einen Batteur mit zwei Schlägern und einen Batteur mit einem Schläger (Vor- und Ausbatteur, batteur éplucheur und batteur étaleur). – Bessere ostindische und mittlere amerikanische Baumwollen passieren einmal den Opener, einen Batteur mit zwei und einen Batteur mit einem Schläger. Ganz gute langfaserige Baumwollsorten werden sofort dem Batteur übergeben.
Selbstregulierung. Das Grundprinzip derselben ist die von Lord Brothers & Co. in Todmorden gegebene Idee, die Umfangsgeschwindigkeit des Zufuhrzylinders proportional dem größeren oder kleineren zugeführten Volumen ab- oder zunehmen zu lassen. Diese ist hier so verwirklicht: Die Zufuhrmulde M (vgl. Fig. 6) ist zusammengesetzt aus so viel 30–50 mm breiten Teilen, als zwischen die Schildwände der Maschine hineingehen. (Schilddistanz = 760–1270 mm.) Jene Teile sind die kürzeren Arme der doppelarmigen Regulierhebel N X M. Diese sind hinten an ein System von Gelenken angehängt (N N1, O O1, R R, U), die Fig. 7 zeigt, wodurch die vertikale Bewegung irgend eines oder mehrerer Punkte N, N1 u.s.w. summiert auf den Drehpunkt O7 (bezw. auf J) übertragen wird. Die Summe der Hebel N muß eine Potenz von 2 sein. Der Kniehebel LT, Fig. 6, überträgt diese Bewegung in horizontalem Sinn auf das Lenkstück F (Fig. 6), das die Riemenführer E und D hin und her zieht und den Riemen auf den Konen (Rotationshyperboloide) C und C1 verschiebt. Der untere Konus wird durch Seil und Riemen von der Schlägerwelle S aus angetrieben, der obere treibt durch Schnecke und Räder den Zufuhrzylinder Z. Passiert nun irgendwo unter Z eine dickere oder dünnere Lage Baumwolle, so wird nach Maßgabe der Breite und Stärke dieser Lage der Haken N N auf- oder abwärts gehen und diese Bewegung durch das Gelenksystem auf die Riemengabeln E1 und D1 übertragen. Geht der Riemen nach rechts, so nimmt die Geschwindigkeit von Z proportional dem größeren Baumwollvolumen ab, geht er nach links, läuft Z entsprechend schneller. Es wird also dem Schläger S in jeder Zeiteinheit dasselbe Baumwollvolumen zugeführt [4], Nr. 20. – Die ursprüngliche Konstruktion dieser Regulierung von Lord hatte statt des Gelenksystems vertikale Stangen, die mit[598] ihrer am unteren Ende befindlichen konischen Verbreiterung beim Auf- und Abwärtsgehen einen Gelenkstift nach rechts oder links drängten, der dann den Riemen vorschob [1], S. 313 ff. Diese Einrichtung versagt oft ihren Dienst, wenn Staub und Schmutz die Regulierstangenführung hemmen. Auch ist bei der Regulierung (Fig. 6) die Geschwindigkeit der Konen C und C1 die doppelte, weshalb die Riemengabel rascher wendet. Ueberdies ist der Antrieb der Konen hier vom Schläger aus genommen und mit dem Wickelapparat verbunden, während dort letzterer von einer besonderen Achse aus getrieben ist, wobei, wenn dieser Riemen abfällt, Verstopfung in der Maschine erfolgt. Wesentlich ist, daß bei der neuen Konstruktion die Konen horizontal (früher vertikal) gelegt sind, so daß das Riemengewicht die Verschiebung nicht mehr beeinflußt.
Selbstabstellung bei vollem Wickel. Um eine Kontrolle für das gelieferte Quantum zu erhalten und um Unordnung bei Bildung zu großer Wickel zu vermeiden, versteht man den Wickelapparat mit selbsttätiger Abstellung, d.h. wenn die Wickelwalze W eine bestimmte Anzahl Umdrehungen gemacht hat, so rückt durch fallenden Hebel der Antrieb für die Pressionswalzen, Siebtrommeln und den Zufuhrzylinder aus, während Wickelwalzen und Schläger weiter rotieren. Dadurch wird die Watte quer über den Wickelwalzen abgerissen [1], S. 333 mit Abb. (Konstr. Lord), [4], Nr. 19 (Konstr. Rieter). Ist der Arbeiter nicht da, um eine neue Watte anzufangen, so bleibt das Wickel doch in der gegebenen Größe und harrt, rotierend, der Abnahme. So wird ein Wickel gleich lang wie das andre und bei gleicher Wattenstärke auch gleich schwer.
Wattentransport. Wo, in älteren Spinnereien, die Vorbereitungsmaschinen im Souterrain der Spinnerei stehen, werden die Watten durch Aufzüge in den darüberliegenden Kardensaal gebracht. Ist aber das Oeffnungs- und Reinigungslokal, wie meist bei Neuanlagen, in einem besonderen Gebäude, wo dann im zweiten Stock die Mischungsapparate und die Ballenbrecher, im ersten Stock die Willows und Opener, im Parterre die Schlagmaschinen sind, da werden die fertigen Wickel mittels Transportwagen auf Schienen am Boden oder mittels vertikaler Ständer, die an zwei vertikal übereinander liegenden Schienen fortrollen, zu den Karden gefahren. Erstere (gewöhnliche kleine Rollwagen mit flacher Brücke) sind etwas schwerfälliger, nehmen aber bis zehn Wickel auf. Wird der Batteur mit zwei Schlägern gebaut, so schließt sich an die Platte b (Fig. 6) wieder ein Zufuhrzylinder Z mit Klaviermulde an. Die Auflage am Batteur (Vorbatteur) beträgt im Wickel 2 Pfd. engl. pro 1 Yard bei 1 Yard Wattenbreite oder rund 1 kg pro 1 qm, und variiert je nach Material von 0,8 bis 1,3 kg pro Quadratmeter. Verzug 2,5–3 fach. Tägliche effektive Leistung 1100–1400 kg am Vorbatteur, 700–1000 kg am Ausbatteur. – Die Verlustprozente im Batteur durch Abgang an Baumwolle betragen 4–6–10–13–18, ja 22% für Sea lsland, Georgia, gute ostindische (Ingelhaut, dann Bengal) bis Dhollerahwolle (geringe ostindische). Die Wattenbreite (gleich der Distanz der Wattenschilde w w1, Fig. 6) ist verschieden und beträgt für gewöhnlich: 361/2'' engl. bis 47'' engl. (927–1194 mm) für 40'' engl. bis 50'' engl. (1017–1270 mm) Garniturbreite der Karden.
Batteur mit zwei Schlägern von Rieter & Cie.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010838.jpg?w=446&h=174&vid=70721065)
Beide Siebtrommeln haben gleiche Umfangsgeschwindigkeit. Verzug zwischen Zufuhrzylinder und Wickelwalzen = 2,75. Anzahl Schläge für Ein- und Zweischläger pro 10 mm Zuführung = 14,3 (2 Schienen).
Batteur mit einem Schläger von Lord Brothers.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010839.jpg?w=447&h=134&vid=642153978)
[599] Gesamtverzug zwischen Lattentuch und Wickelwalze 2,06. – Anzahl Schläge pro 10 mm = 10,9. Es ist nötig eine Bodenfläche von
1,920 × 9,300 m für einen doppelten Crighton-Opener mit Batteur,
1,920 × 7,450 m für einen einfachen Crighton-Opener mit Batteur,
1,800 × 5,980 m für einen Opener mit liegendem Tambour mit Batteur,
1,730 × 5,850 m für einen Batteur mit zwei Schlägern,
1,730 × 4,330 m für einen Batteur mit einem Schläger.
Produktion. Nach der Nummerformel ist N = L : G [1], wobei N die Nummer der Watte, L die gelieferte Wattenlänge, G das Wattengewicht; Auflage angenommen: 2 Pfd. engl. pro 1 Yard; N = 1 : 2 ∙ 840 = 0,0006; 1 Hank = 840 Yards; Gesamtverzug nach Tabelle = 2,75. Nummer beim Auslauf = 0,0006 2,75 = 0,00165. Aus [1] ist: G = L: N. L ist nach der Tabelle = 5,739 m pro Minute; 1 Hank = 768 m; also G = 5,739 : 0,00165 ∙ 768 = 4,5 Pfd. engl. pro Minute = 4,5 ∙ 600 = 2700 Pfd. engl. pro effektiven Arbeitstag. Das Resultat hängt hier von der oben angenommenen Gewichtsauflage ab.
Der vom Opener und Batteur gelieferte Abgang ist zweierlei Art: der Flügel macht Abfall, der noch mit vielen brauchbaren Fasern vermengt ist. Der Abfall, der durch die Siebtrommeln hindurch in den Staubkanal geht, ist minderwertig; ebenso der Abgang im Opener.
Vorkarde von Risler. G. Risler in Sennheim [5] baute für die 1851er Ausstellung in London den Epurateur [1], S. 364 (mit Abb.) (ein mit grober Garnitur und Hechelstäben verscheuer Kardentambour bearbeitet die Baumwolle an Roststäben und Beschlagtrommeln). Dieses Zwischending zwischen Batteur und Karde war der Vorläufer der jetzt vom gleichen Konstrukteur erbauten Rislerschen Vor- oder Expreßkarde. Sie ist geeignet, für Webgarne den letzten Batteur zu ersetzen und der Karde ein besser durchgearbeitetes Material zu schaffen, worin namentlich die Fasern besser parallel gelegt sind und doch weniger Abgang entsteht als im Batteur. Bei geeigneten Baumwollsorten kann sogar die Vorkarde damit erspart werden. Die Risler-Karde hat als Einlauf eine Wickelauflage. Daran schließt sich eine Mulde mit Speisezylinder. Hierauf folgen 3 Tambours b, c und d, Fig. 8, die für die Maschine charakteristisch sind. Die folgenden Siebtrommeln und der Wickelapparat sind genau wie beim Ausbatteur.
Der Tambour b mit 400 mm Durchmesser ist entweder mit grobzahniger Kardengarnitur (Briseurgarnitur) oder mit Sägezähnegarnitur belegt. Er arbeitet gegen einen Stabrost e, durch den die schwersten Unreinheiten fallen, während die ganz reinen Fasern ihren Weg bereits von b aus nach der Siebtrommel h nehmen, durch den Ventilator ν angezogen. Das übrige wird vom zweiten Tambour c mit 200 mm Durchmesser an sich selbst und am Rost f weiter verarbeitet, der den Abfall in einen gesonderten Behälter wirft. Eine dritte Walze d arbeitet mit c zusammen, kämmend und die letzten seinen Unreinheiten durch den engen Rost g absondernd. Die Baumwolle aber wird von den Siebtrommeln h und i angesaugt über den Planrost r hinweg, mit der bekannten staubbefreienden Wirkung. Die Walzen c und d haben Sägezahngarnitur.
Die Maschine liefert 375–455 kg Abfallmischung pro Tag. Für langfaserige Baumwollsorten ist die Maschine nicht geeignet.
Das Karden, Kratzen oder Krempeln. Durch diese Operation sollen die Baumwollfasern einzeln und endgültig voneinander getrennt, auch geradegelegt werden und so die Eigenschaft erhalten, nachdem aus der 80- bis 100 mal dünneren Watte des Batteur, dem sogenannten Vlies, ein Band gebildet ist, dieses in annähernd paralleler Lage auszufüllen. Zu dem Ende bedient man sich des Kardenbeschlages oder der Kardengarnitur [1], S. 372 ff.
Dieser bildet den Ueberzug der teils flachen, teils zylindrischen arbeitenden Teile der Maschine, die man Karde, Kratze oder Krempel (französisch Carde, englisch Carding engine) nennt. Die Kardengarnitur wird erstellt aus hartgezogenem Stahldraht mit rundem, dreikantigem oder ovalem Querschnitt. Der Draht wird von besonderen Maschinen U-förmig gekrümmt; jeder Schenkel des U ist auf der halben Länge in einem Winkel von 140–150° in gleicher Richtung abgebogen. Der Querstab, die Achsel des U ist 4–5 mm, die Höhe bis zum Knie 5–6 mm. Diese Garniturzähne werden in Bänder oder Blätter von 30–100 mm Breite eingesetzt, die aus Baumwollstoff mit Gummieinlage oder aus Caoutchouc naturel hergestellt[600] sind. Wird dann der Garniturstreifen auf eine harte (gußeiserne) Unterlage beteiligt, so bildet der Quersteg zweier Zähne die zwischen Band und Unterlage eingeschlossene Beteiligung der oben vorstehenden, genau gleich gerichteten Garniturzähne. Letztere sind so ihrem Material und der Befestigungsweise nach fest, aber doch für Widerstände elastisch. Je nach der Verwendung für gröbere oder feinere Baumwolle werden 10–60 solcher Doppelzähne auf 1 qcm gesetzt. Zur Bezeichnung der Kardengarnitur wird dieselbe numeriert; die betreffende Nummer steht in Beziehung sowohl zur Drahtdicke als zur Zähnezahl pro Flächeneinheit. Hier einige Angaben über die übliche englische und französische Garniturnumerierung:
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010842.jpg?w=500&h=78&vid=1830153206)
Will man die Anzahl einfacher Zähne z.B. pro 1 □ Zoll engl. für eine bestimmte Garniturnummer bekommen, so hat man die Crown (d.h. die Anzahl Doppelzähne pro l Zoll engl. = der Nummer [60–130] ∙ 10) durch 4 zu dividieren. Z.B. für Nr. 80 hat man 80 ∙ 10 : 4 = 200 Doppelzähne pro 1 □ Zoll engl. oder, da 1 □ Zoll engl. = 6,45 qcm, = 200 : 6,45 = 31 Doppel- oder 62 einfache Zähne pro 1 qcm.
Wirkungsweise der Kardengarnitur. – Um ein Geradelegen zu bewirken, stellt man zwei Garnituren so einander gegenüber, daß zwischen den Spitzen derselben ein ganz kleiner Abstand bleibt (z.B. 0,1 mm). Die Stellung und Bewegung der Zähne kann dabei eine verschiedene sein und dementsprechend auch die Wirkungsweise:
1. Die Zähne stehen einander so gegenüber, daß ihre Oberschenkel, verlängert, parallel liegen, die Garniturspitzen stehen einander entgegen (Fig. 9), die obere Garnitur steht still, die untere bewegt sich in Pfeilrichtung. – Steht in diesem Fall eine Faser so weit über Garnitur a vor, daß sie in b hineinhängt, so wird sie von den scharfkantigen Spitzen der Garnitur b erfaßt und fortgezogen. Die Spitze von a sucht mit ihrer entgegenstehenden scharfen Kante die von b erfaßte Faser festzuhalten, und so wird dieselbe geradegezogen. Auch wird notwendig da mehr Wolle sich an b anhängen, wo mehr Wolle beisammen liegt (Büschel); b wird daher auch eine Ausgleichung des Vlieses bewirken.
2. Gleiche Richtung der Garniturzähne wie vorhin. Aber es bewegt sich auch die obere Garnitur a in gleicher Richtung wie b, nur langsamer (Fig. 10). Es findet wieder ein Geradelegen der Fasern statt; außerdem wird die mit Baumwolle gefüllte Garnitur b ihre Fasern mehr oder weniger an a abgeben.
3. Beide Garnituren stehen so, daß die Oberschenkel der Zähne verlängert sich unter stumpfem Winkel schneiden, die Zähne sind gleich gerichtet. Die untere Garnitur b bewegt sich rasch in Pfeilrichtung (Fig. 11), die obere a steht still oder bewegt sich langsam in gleicher oder umgekehrter Richtung wie b. In diesem Fall finden die Fasern, von b fortgezogen, keinen erheblichen Widerstand an der stumpfen Seite der Zähne von a. Die Garnitur b wird alle Wolle von a abnehmen. Den Fall 1 können wir auch das Karden der Baumwollfasern, den Fall 2 das Ueberführen, 3 das Abnehmen derselben nennen.
Nachstehende Tabelle zeigt die Verwendung und Produktion von Karden für Garnnummern 6–100.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010844.jpg?w=469&h=280&vid=1974937785)
[601] Diese Karden haben 1165 mm Tambourdurchmesser, 975 mm Wattenbreite, 140 Hauptachsentouren pro Minute. Karden mit 1000 mm Tambourdurchmesser, im übrigen gleich, liefern 10% weniger. Vorkarden haben stets gröbere Garnitur als Auskarden.
Die verschiedenen Kardensysteme, die zur Verarbeitung verschiedenen Materials verwendet werden, unterscheiden sich nun dadurch, daß die Garnituren entweder auf Trommeln oder auf Deckel aufgezogen, nacheinander, wie oben gezeigt, zur Wirkung kommen. Es gibt wesentlich dreierlei Systeme:
1. Walzen- oder Tambourkarden. Sie haben über der großen Trommel als kämmende und verteilende Organe nur Arbeiter und Wender = Trommeln, und zwar meist 6 Arbeiter, 6 Wender oder 7 Arbeiter, 7 Wender.
2. Gemischte Karden mit Walzen und Deckeln. Nach dem Vorreißer sind Tambours, 1 Arbeiter 1 Wender bis 3 Arbeiter 3 Wender und anschließend 12–20 Deckel über dem großen Tambour gelagert.
3. Deckelkarden. Nur Deckel (d, Fig. 16) liegen über dem Tambour, je nach dem Durchmesser desselben 16–24 Stück.
Halb Tambour-, halb Deckelkarden. Fig. 12 zeigt eine gemischte Karde, worin die sämtlichen Organe aller Kardensysteme enthalten sind, in der Seitenansicht. Ueber zwei Blechtrommeln QQ1 dreht sich der Batteurwickel W so, daß pro Minute nur 165 mm Watte (im Mittel) ablaufen. Die Watte läuft über der Mulde f unter den Riffelzylinder Z mit 60 mm Durchmesser. Der Briseur B hat grobzahnige Garnitur, macht 300 Umdrehungen pro Minute, hat also bei 257 mm Durchmesser mit Garnitur eine minutliche Umfangsgeschwindigkeit = 241385 mm, d.h. es wird die eingeführte Watte zwischen Q und B so auseinander gezogen, daß sie auf B schon eine 1463 mal größere Fläche bedeckt. Der große Tambour T hat bei 140 Umdrehungen in der Minute und 1186 mm Durchmesser mit Garnitur eine Umfangsgeschwindigkeit von 521360 mm pro Minute. Er nimmt dem Briseur B die Fasern ab und verbreitet sie über eine Fläche, die nunmehr das 3160 fache der Einführung beträgt. Durch dieses intensive Verziehen erfolgt eben das Geradelegen der Fasern und Ausgleichen des Vlieses, das dem Kardenprozeß eigen ist. Der große Tambour ist ein gußeiserner Hohlzylinder, abgedreht, mit inneren Längsrippen für die konischen Löcher zum Einbringen der Holzzapfen für die Garniturnägel. Die Gußtrommel hat beiderseitig angegossene Rosetten, mit denen sie auf einer Gußachse festsitzt. Die Garnitur zieht man heute in 30 mm breiten Streifen spiralförmig auf [1], S. 430. Gewöhnliche Kardentrommelbreiten 800–1300 mm. Die Wendertrommeln w werden aus gezogenen schmiedeeisernen Röhren mit 80 mm äußerem Durchmesser abgedreht, hergestellt und mit Garnitur spiralförmig bezogen. An beiden Enden eingepaßte und verschraubte Böden mit Gußzapfen. Ebenso die Arbeiter a. Das Verdeckt υ aus Holz oder gewalztem Blech schützt Arbeiter und Wender vor Staub. Die Deckel d liegen beiderseitig auf je zwei Stellschrauben nn1 in der oberen Rippe des Kardenbogens B. Wenn aus Holz, sind sie des Verziehens wegen aus verschiedenen Stücken verleimt, wenn aus Guß, t-förmig. Das 30–50 mm breite Garniturblatt wird mit je einer Nagelreihe an jeder Längsseite beteiligt. Sind die Deckel festliegend, so steht ihre Garnitur etwas schräg gegen die Tambouroberfläche, so daß erstere gegen den Einlauf zu etwas weiter absteht. Der Abnehmer (Fillet) A ist ein gußeiserner Hohlzylinder mit seitlich eingesetzten Zapfenscheiben. Durchmesser ohne Garnitur im Mittel 500 mm. Umdrehungszahl im Mittel minutlich 10, Umfangsgeschwindigkeit bei 510 mm Durchmesser mit Garnitur und 8,9 Umdrehungen = 14450 mm pro Minute; diese ist demnach rund 36 mal geringer als die des großen Tambours. Daher die beständige Abgabe von gekardetem Vlies an den Abnehmer. Der Kamm k, dessen Geschwindigkeit derart ist (1000–1200 Oszillationen pro Minute bei 25 mm Hub), daß sie der Umfangsgeschwindigkeit des Abnehmers etwas voreilt, kämmt diesem alles von unten herauf[602] gebrachte Material ab. Der Auslauftrichter i, trompetenförmig mit vorgelegter halbmondförmiger Schiene, nimmt das Vlies zusammen und bringt es in Bandform. – Noch folgen gewöhnlich 2 Paar Riffelzylinder von 25 mm oder 1 Paar glatter Zylinder mit 50 mm Durchmesser (qq1), die das Band komprimieren und schwach verziehen und dasselbe in die Kannenpresse (oder Drehtopfkanne) abliefern, ein Mechanismus, der mittels eines rotierenden schrägen Rohres das Band in spiralförmigen Windungen in ein zylindrisches Blechgefäß, die Kanne (die unter dem Preßkopf K steht), legt. Da auch die Kanne sich langsam dreht, legen sich die Spiralwindungen an der Kannenwand herum schräg übereinander und sind so beim Transport vor dem Verwirren geschützt.
Verstellbarkeit der Organe. Die Kardengarnitur nutzt sich ab, von 11 auf 6 bis 5 mm. Darum ist ein exaktes Nachstellen aller arbeitenden Organe parallel gegeneinander nötig, weshalb überall Stellager. Kein Organ darf mit seiner Garnitur die des benachbarten berühren. Behufs genauen parallelen Einstellens werden Stahlblechlehren von 0,1 mm an zwischen die Garnituren geschoben. Auch der Kamm k ist verstellbar.
Antrieb der Organe. Sämtliche Organe werden von T aus getrieben: Kamm k und Reiniger R (Fig. 12) mit Riemen und Seil über Zwischenrolle x; Tambour B mit Riemen von T aus. Abnehmer A durch Zwischenrolle und Stirnräder von T aus (A treibt durch Stirnräder Auslaufzylinder q und Kannenpresse K). Abnehmer A treibt durch Längsachse g den Zufuhrzylinder Z. Mit konischen Wechselrädern wird hier der Verzug geändert. Von g aus wird mit Rädern p und Kette u (mit Spannrolle) auf die Arbeiter a getrieben. Ein Seil S treibt von T aus die Wender w. Die Wattenzufuhrwalzen Q werden durch Stirnräder von Z aus getrieben. Alle Organe sind also derart angetrieben, daß sie beliebig verstellt werden können.
Die Deckelkarden gewöhnlicher Konstruktion haben, wenn der große Tambour 1165 mm Durchmesser hat, 24 Holzdeckel als kardende Organe; man hat sich also in Fig. 12 die Arbeiter und Wender durch Deckel ersetzt zu denken. Werden die Deckelkarden als Auskarden benutzt, so fällt der Briseur weg. An seine Stelle treten dann 2 Paar kannelierter Zylinder von 25 mm Durchmesser, welche die zugeführte Bänderwatte von der Vorkarde schwach verziehen.
Geschwindigkeiten einer gemischten Karde von Rieter mit 1164 mm (46'' engl.) Tambourdurchmesser und 1020 mm (40'' engl.) Wattenbreite-Beschlagbreite.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010846.jpg?w=500&h=202&vid=466973618)
Ein automatischer Deckelputzapparat e (Fig. 12) hebt einen Deckel um den andern und reinigt ihn. Es gibt verschiedene Konstruktionen: v. Wellmannn, Higgins, Hetherington u.a. [1], S. 475 ff. Eine verbesserte Bauart des einfachsten, desjenigen von Wellmann, zeigen die Figuren 13, 14 und 15 in der Konstruktion von Rieter. Der Apparat führt drei Funktionen aus: Das Heben und Reinigen der Deckel und das Fortbewegen des Apparates. Er ist am Hebel H mit Gegengewicht g montiert, das um das Zentrum A des großen Tambours drehbar ist (Fig. 13). Die kleine Seilscheibe auf A treibt auf eine ebensolche S oben am Hebel H. Diese treibt durch die Stirnräder R, R1, R2 den mittleren Zahnkranz Z des Kurvenrades C. Dieses rotiert beständig. Mit der Kurve C1 (eingefräster Kanal an der Hinterwand des Rades C) hebt es den Rollenstift J mit dem Daumen N, der sich mit Schieber an H führt. Von N wird der Deckel d so hoch gehoben, daß die Bürste b, die nun von der Kurve C0 am Stift i des Hebels B veranlaßt, nach rechts oszilliert, unter die Garnitur von d hineinfährt und beim Zurückgehen nach links, während J im Kurventeil c2 liegt, die Deckelgarnitur reinigt. Jetzt fällt J und Deckel d durch c1 abwärts an seinen Ruheplatz. Nun schreitet C vor- oder rückwärts, je nachdem der 6er Kolben G sich unten oder oben an der mit A konzentrischen Stiftenzahnstange z abrollt. Der Grundriß (Fig. 15) zeigt, daß G getrieben wird von 02 durch eines der verschiebbaren Halbmondräder (Halbmond M, Fig. 13, zum Arretieren) M oder M1. Je nach ihrer durch Schaltrad W und Gabel t vorgeschriebenen Stellung treibt das Zahnsegment Z2 mit 20 oder das Segment Z1 mit 40 Zähnen den Kolben G an. Je nachdem rückt G und mit ihm der Hebel H um 6 oder um 12 z = 2 oder 4 Deckelteilungen d fort. Das Schaltrad W ist nun so konstruiert (und das ist charakteristisch für diesen Rieterschen Apparat), daß z.B. bei 20 Deckeln die Hälfte der Deckel gegen den Briseur zu doppelt so oft gereinigt werden, als die Hälfte gegen den Abnehmer; nämlich so, wenn die Deckel vom Briseur an numeriert sind:
[603] Die größte Arbeit hat die Karde beim Einlauf zu bewältigen; hier sind am meisten Unreinheiten zu beseitigen; daher jene Deckel doppelt so oft geputzt werden (bei jedem Hin- und Hergang einmal). Die Nummern 10–20 aber gegen den Abnehmer werden für einen Hin- und Hergang des Apparats nur alle zwei geputzt, die andern beim nächsten Hin- und Hergang. Während zwei Hin- und Hergängen werden gereinigt: Deckel 1–10 je zweimal, Deckel 10–20 je einmal. Es wird demnach gegenüber der ursprünglichen Wellmannschen Konstruktion, wo immer nur ein Deckel um den andern geputzt wird, ein Viertel der Zeit gespart bezw. entsprechend mehr gereinigt. Zwei Hin- und Hergänge (wie im Schema gezeigt) erfordern 18 Minuten Zeit. Also wird ein Deckel von Nr. 1–10 alle 9 Minuten, ein Deckel von Nr. 10–20 alle 18 Minuten einmal gereinigt. Pro Minute werden 0,9–0,55 Deckel gereinigt. Die Konstruktion des Schaltrades W (Fig. 15) läßt auch noch andre Intervallverteilungen zu. W wird nach jedem Umgang der Achse o (Fig. 15) geschaltet vom Daumen D, die übrige Zeit arretiert von der Sperrfalle y (Fig. 13). Kurve c läßt y ausrücken. Während des Hebens und Fallens führen sich die Deckel d am Stifte F (Fig. 14) mit dem Ausschnitt f. Im Ruhezustand dient s dem Deckel d als seitliche Führung, während er zur Einteilung der Garnitur mit den beidseitigen Sohlen auf vier Stellschrauben liegt (Fig. 12). Will man noch mehr Zeit ersparen, so gibt man dem Deckel d (Fig. 13) Schnellsteigung, indem man der mittleren Verzahnung des Kurvenrades C da, wo sie die Steigung treibt, eine Zahnstange als Sehne gibt, in die ein exzentrisches Rad (neben R angebracht) eingreift.
Karde mit wandernden Deckeln. Sie gewährt so wesentliche Vorteile, daß sie sich, zuerst∙von Evan Leigh hergestellt. rasch überall Eingang verschaffte und heute von allen Konstrukteuren für Spinnmaschinen gebaut wird [1], S. 487 ff. (mit Abbildungen und Berechnungen). Die 90–110 eisernen Deckel d, Fig. 16, 20a und 20b, hängen beidseitig bei a an einer eisernen Gelenkkette k (geführt von den Kettenscheiben g, h und i, von denen i die Antriebscheibe ist), und bewegen sich auf einer genau einstellbaren Führungsbahn s, Fig. 17, konzentrisch über dem großen Tambour, langsam vorwärts schreitend, während sie mit seiner Garnitur zusammen arbeiten. Ueber der (mit Garnitur aufwärts) zurückgehenden Deckelreihe (Fig. 16) befindet sich ein Kamm e, der die Unreinheiten[604] im Deckel auskämmt, eine Zirkularbürste b mit Reinigungskamm K, welche die Deckelgarnitur vollständig reinigt, und eine Schmirgelwalze d, welche die auf den Tambour zurückkehrenden Deckel (nach Bedürfnis) schleift. Alle diese Prozesse, die sonst bei stillstehender Maschine auszuführen sind, unterbrechen also hier den Arbeitsprozeß nicht, woraus sich große Zeitersparnis ergibt. Der große Tambour wird bei seiner täglichen Reinigung mit einer mechanisch getriebenen Bürste ausgestoßen. Dazu kommt noch, daß die Karden jetzt alle mit gehärteter, seitlich angeschliffener Stahlgarnitur bezogen sind, die nur alle 1–11/2 Monate ausgeschliffen werden muß, und daß man diesen Karden möglichst große Trommeln und dem großen Tambour 160–170 Umdrehungen pro Minute gibt. Diese Karde produziert deshalb 160 Pfd. engl. Baumwolle in Band Nr. 0,162 pro Tag à 10 effektive Arbeitsstunden, wenn ihre Organe beschaffen sind, wie folgt:
Abmessungen einer Karde mit laufendem Deckel, System Rieter:
Die allgemeine Konstruktion der Karde (mit Ausnahme der Deckelreihe) ist wie bei der gemischten Karde, Fig. 12. Anzahl Deckel: 108, wovon 42 arbeitend.1 Vorwärtsbewegung der Deckel 68,2 mm pro Minute, d.h. bei 38 mm Deckelbreite kommen pro 1 Minute 1,8 Deckel frisch gereinigt und geschliffen zur Arbeit. Die 108 Deckel sind in 60 Minuten einmal durch (im Vergleich mit dem Putzapparat der gewöhnlichen Deckelkarde zwei- bis dreimal mehr). Die Bewegungsrichtung der Deckelkette auf dem Tambour ist meist gleich wie die des letzteren.
Hier ist ein Hauptmoment für das gute Arbeiten der Karde die Konstruktion der Deckelführung, die derart sein muß, daß bei sich abnutzender Garnitur die Häkchendistanz zwischen Tambour und Deckel gleich bleibt. Dieses Ziel erreichen die Konstrukteure durch Verstellbarkeit der Deckelführung auf verschiedene Weise.
1. Rieter stellt die Deckelbahn aus 7 Segmenten s (Fig. 17 und 18) zusammen, die mit den Skalamuttern a höher oder tiefer gestellt werden können. Stehen die Teilstriche aller Segmente gleich, so ist die Deckelführung konzentrisch: 1 Teilstrich = 1/25 mm Radialverstellung. Die Bogenabweichung von etwa 0,04 mm, die beim Stellen der Segmente am Zusammenstoß derselben entsteht, wird durch ein übergelegtes Stahlband ausgeglichen. Bei dieser Anordnung können die Deckel gegen den Briseur weiter vom Tambour abgestellt werden [26]. Konstruktionen mit einzeln verstellbaren Segmenten haben noch Lord, Whitworth & Elce.
2. Howard & Bullough unterstützen die Deckelkette d (Fig. 19 und 20) durch einen dehnbaren Gußbogen a, der durch den vertikal zu verstellenden keilförmigen Bogen b einen größeren oder kleineren Durchmesser erhält; s ist die Skalamutter.
3. Ashworth erreicht die Veränderung des Bogendurchmessers auf die einfache Art, daß er Stahlbänder a verschiedener Stärke und Zahl zwischen Bogen b und Deckelreihe d einschiebt (Fig. 21 und 22).[605]
4. Die Elsässische Maschinenfabrik, vormals Köchlin, verschiebt das keilförmige Bogenstück mit Zahnstange b konzentrisch unter der keilförmigen biegsamen Unterlage a (Fig. 23 und 24) mittels Schneckengetriebe s r.
5. Einige Ersteller, wie Platt, Asa Lees, Curtis, Dobson & Barlow haben einen dehnbaren Bogen für die Deckelauflage, den sie in einzelnen Punkten unterstützen, welch letztere (z.B. durch Exzenter) zu heben und zu senken sind. Weil durch Auslaufen der Lager auch der große Tambour herabsinkt, sind erstere vertikal stellbar [8].
Kardendimensionen: Eine Karde mit 7 Arbeitern, 7 Wendern und Briseur und 1165 mm (47 Zoll engl.) Tambourdurchmesser verlangt eine Grundfläche von 2,930 × 1,705 m; Karde mit 1002 mm (41 Zoll engl.) Tambourdurchmesser, 975 mm im Draht (Wattenbreite) braucht 2,790 × 1,785 m mit Deckeln; Unterdeckelkarde 2,280 × 1,735 m; Karde mit wandernden Deckeln 3 × 1,8 m.
Schleifen der Kardengarnitur [1], S. 564 ff. – Damit die Spitzen der Garnituren gut arbeiten, müssen sie geschärft werden. Das geschieht durch Schleifen mit Schmirgelscheiben. An gewöhnlichen Karden (Tambour-, Deckel-, Unterdeckelkarden), die alle 6–8 Tage, wenn mit Eisengarnitur, und alle 4–6 Wochen, wenn mit Stahlgarnitur, geschliffen werden müssen, werden die Deckel und Tambours von der Karde abgenommen und auf der Schleifmaschine geschärft. Zum Schleifen des großen Tambours und Abnehmers wird auf der Karde selbst ein Schleiftambour aufgelegt. Bei der Karde mit laufenden Deckeln wird alles auf der Karde selbst geschliffen.
Die Schleiftambours sind entweder hohle Tambours von 1 m Länge und 200–400 mm Durchmesser oder schmale Scheiben, die auf einer Spindel hin und her laufen, während sie 300 Umdrehungen in der Minute machen. Auf den abgedrehten Tambour wird eine Schicht heißer Leim und auf diese eine Schicht grobkörniger Naxosschmirgel gebracht. Während der Rotation muß der Schleiftambour um ca. 30 mm hin und her geschoben werden, damit die äußersten Schmirgelspitzen eine sich stets bewegende Zylinderfläche bilden, welche die Garniturspitzen schärft. Die Schleiftasche (Fig. 25), die auf den Zapfen des Tambours aufgeschoben wird, bewirkt durch den exzentrischen Stift a', der die Gabel b (weil diese in a festgehängt ist) nicht verschieben kann, die Verschiebung des Zapfens Z um die doppelte Exzentrizität ia'. – Anders ist die Einrichtung beim traversierenden Schleifapparat (Fig. 26). Hier ist die Schmirgelscheibe e von 150 mm Breite auf das Rohr c gesteckt, das von der Scheibe a umgedreht wird. Im Rohr dreht sich die Spindel d mit eingedrehtem rechts- und linksgängigen, an den Enden verbundenen Gewinde. Durch einen Längsschlitz in c greift ein Stift s in die Nabe der Schleifscheibe. Dieser Stift liegt mit seinem halbmondförmigen Unterteil im Gewindegang von d und wird durch das R-Gewinde hin, durch das L-Gewinde her geschoben, während der Stift s, von a durch den Schlitz in c umgedreht, die Schleifrolle e mitnimmt. So traversiert die Schleifrolle e beständig über die ganze Länge des Kardentambours, schleift die Garniturspitzen scharf und macht sie gleich lang.
Die Schmirgeltrommeln liegen in zwei Lagern der Schleifmaschine [4], S. 568 ff.; [9], die geeignete Stellvorrichtungen hat, um während der Rotation der Schleiftrommel die zu schärfenden Kardentrommeln und Deckel genau parallel zur Schleiftrommelachse anstellen zu können.
Watten- oder Wickelmaschine. Ueberall, wo die Baumwolle doppelt kardiert wird, muß zwischen Vor- und Auskarde die Wickelmaschine (Doubliermaschine Lappingmaschine, Derby Doubler) eingeschaltet werden (1), S. 562. Die Maschine ist so eingerichtet, daß eine Anzahl Kannen (24, 48, 60) einem halbrunden oder trapezförmigen Tisch vorgestellt sind, woraus die Bänder durch geeignete Führungen und Pressionswalzen hindurch einem Wickelapparat (wie am Batteur) zugeführt werden. Die Bänder werden also wieder zur Watte vereinigt. 4 solche Watten à 24 oder 2 à 48 oder 1 à 60 Bänder werden nebeneinander dem Auslegetisch der Auskarde aufgegeben. Das Doublieren hat natürlich für die Watte eine ausgleichende Wirkung. Eine Maschine à 24 Bänder bedient 20 Karden. Raumbedarf 2,790 × 1,380 m für 24 Bänder.
Kämmen der Baumwolle. Die Kämmaschine [1], S. 583 ff. (mit Abb.), die im Prinzip ein festgehaltenes Baumwollbündel mittels eines oszillierenden Stahlkammes auskämmt und so die kurzen Fasern von den langen trennt, während jene geradegelegt werden, ist ursprünglich nur für Garne über Nr. 100[606] verwendet worden, um ein hochfeines Produkt, teilweise für Halbseide, zu gewinnen. Heute werden Garne, die zu Näh- und Stickzwirn Verwendung finden, schon von Nr. 30 an gekämmt. Die Systeme, die existieren, sind hauptsächlich die von Heilmann, Hübner und Imbs. Ersteres System, von Schlumberger, Platt und Hetherington gebaut, ist das für mittlere Baumwollnummern meist angewendete. Von Karden mit laufenden Deckeln kommen die Bänder in ein Streckwerk mit 4 Zylinderpaaren, in dem die Fasern parallel gelegt werden, und von da durch die Kämme. Bezüglich der Konstruktion der einzelnen Systeme sei auf den Artikel Kammgarnspinnerei verwiesen.
Die Heilmannsche Kämmaschine für Baumwolle wird meist mehrköpfig gebaut und so eingerichtet, daß etwa 16 Bänder nebeneinander gelegt und gestreckt ein Vlies bilden, das, zum Wickel aufgerollt, noch etwa sechsfach übereinander gelegt, die Kammwalze passiert. Eine sechsköpfige Heilmann-Maschine produziert 20–30 kg pro effektiven Arbeitstag und braucht 4 m × 1,25 m Bodenfläche. Die ausgekämmten kurzen Fasern werden für sich zu gröberen Garnen weiter verarbeitet.
Die Kämmmaschine (Peigneuse) von Hübner, welche die Baumwolle mittels eines ringförmigen Nadelkamms in kontinuierlichem Arbeitsprozeß auskämmt, wird meist in Feinspinnereien zur Produktion von Nr. 80 und höher verwendet. Lieferung pro Tag 15–20 kg. – Die Kämmaschine von Imbs führt einen geradlinigen Nadelkamm in eine von einer Zange gehaltene Faserpartie ein, worauf diese durch den Kamm gezogen wird. Sie verarbeitet täglich 30 kg und bedarf mit 6 Köpfen 4,2 m × 1,22 m Platz.
Strecken. Zweck des Streckens ist das möglichst vollständige Ausgleichen des Bandquerschnittes und das Geradeziehen sämtlicher Baumwollfasern im Band. Das wird dadurch erreicht, daß man 4–6 übereinander liegende Zylinderpaare nebeneinander lagert (IV, III, II, I, Fig. 27) mit einem Achsenabstand gleich der mittleren Faserlänge der Baumwolle, von denen jedes folgende Paar schneller läuft, so daß das letzte (I) die sechs- bis achtfache Geschwindigkeit des ersten (IV) hat. Wird ein Faserbündel durch das erste Zylinderpaar eingeführt, so zieht immer das nächste Paar die zuerst hier angekommenen Fasern aus ihrer Umgebung heraus, es findet ein Verschieben der Fasern statt: längere treten an Stelle von kürzeren, mittlere an Stelle von ganz kurzen Fasern. Damit die Fasern genau die Geschwindigkeit der Zylinder annehmen, sind die Unterzylinder an der Oberfläche der Länge nach kanneliert, die oberen beledert (Fig. 28) und durch Gewichte an die unteren gepreßt (Durchmesser 25–32 mm). Ein Geradestrecken der Fasern findet bei diesem Prozeß deshalb statt, weil der Vorgang gleichbedeutend ist mit Einklemmen der Faser am einen Ende, während am andern Ende ein Zug auf sie ausgeübt wird.
Weil verschieden lange Baumwollfasern verarbeitet werden, sind die Zylinderlager c2, c3, c4 (Fig. 27) auf einer gehobelten Bahn rechtwinklig zur Zylinderachse verschiebbar, damit die[607] Zylinderabstände dem Stapel (unter Stapel versteht man die mittlere Faserlänge der Baumwolle) angepaßt werden können. – Die möglichst vollkommene Ausgleichung des Bandquerschnitts wird an der Strecke dadurch erreicht, daß man nicht nur die einzelnen Bänder verzieht, sondern 4–8 Bänder nebeneinander durch die Zylinder führt, jedes vier- bis achtfach verzieht und sie vor dem letzten Zylinder wieder zu einem Band vereinigt. Da der Verzug nur wenig großer als die Doublierung ist, hat das auslaufende Band eine Feinheitsnummer, die nur wenig hoher in als die eines Bandes beim Einlauf. Da man den gleichen Prozeß gewöhnlich dreimal wiederholt, so ist der Streckprozeß im letzten Band z.B. 6 × 6 × 6 = 216 mal wiederholt und damit genügende Garantie für ein gleichmäßiges glattes Band geboten. Man hat deshalb Streckmaschinen (französisch Laminoir, englisch drawing frame) mit mehreren Systemen oder Köpfen, die je wieder zu einem Maschinenteil (Passage) zusammengesetzt sind (3 × 5 bis 3 × 8 System) – Man erhält z.B. die auslaufende Bandnummer, wenn diese N1 in, und die des einlaufenden Bandest, nach der Rechnung: N1 = N x Verzug: Doublierung; und wenn bei sechsfacher Doublierung (und dreimaligem Strecken) die Verzüge waren 5,8; 6,2; 6,3, also der Gesamtverzug = 58 ∙ 62 ∙ 63 = 226,5, und die Doublierung 6 ∙ 6 ∙ 6 = 216, so ist, wenn die einlaufende Nummer = 0,5 die auslaufende Nummer N1 = 0,6 ∙ 226 : 216 = 0,63. Man hat Strecken mit 4, mit 5 und 6 Zylindern. Die kleinere Zylinderzahl wird verwendet für lange, die größere für kurze Wolle Bei sechsfachem Verzug ist dieser zu verteilen wie 1 : 1,5 : 2,5 : 6 bei 4 Zylindern und wie 1 : 1,67 : 3,33 : 3,67 : 7,5 bei 5 Zylindern. Das Verziehen muß anfangs langsam, nachher rascher geschehen, um die Fasern zu schonen. Der Druck auf ein Zylindersystem muß 10–30 kg betragen, je nachdem der Verzug kleiner oder größer ist. Die Pression ist so eingerichtet, daß innerhalb der beiderseitigen Lagerzapfen z eines Druckzylinders bei l und l1 Fig. 28 und 29, ein Sattel s meist aus Messing über 2 Zylinder gelegt ist, an welchem Schienen z hängen, die an d Gußgewichte tragen. Die Kettenpression zieht durch eine Gliederkette υ, die über entsprechend gestellte Leitrollen n geführt ist, mittels eines einzigen Gewichts g am Ende der Kette υ alle Druckzylinder einer Passage abwärts. Hier wird so viel mal weniger Gußgewicht gebraucht, als Systeme sind, und die Entladung aller Zylinder zugleich wird bewerkstelligt durch Heben eines einzigen Gewichtshebels h (Fig. 30). Der Antrieb der Zylinder erfolgt vom Vorderzylinder aus und wird durch Stirnräder auf die andern Zylinder übertragen (Vorderzylinder, erster Zylinder, soll immer derjenige heißen, der die Ablieferung des Materials besorgt). Die Druckzylinder werden oft, um nicht durch Reibung angehalten zu werden, als Hülsendruckzylinder (Antifriktionsroller) hergestellt [29].
Selbstabstellungen. Um zu verhüten, daß im Band durch das Ausbleiben eines Teilstückes Fehler entstehen, versieht man die Strecken mit selbsttätigen Abstellungen. Wenn ein einzelnes durchlaufendes Band beim Einlauf oder beim Auslauf bricht, so steht der Antrieb still. Auch Zählwerke (z.B. wie die Transmissionstourenzähler) werden angeordnet, damit die Maschine abstellt, wenn eine bestimmte Bandlänge in die Kanne gelaufen ist. Das Prinzip aller mechanischen Selbstabstellungen, der sogenannten Bandwächter, besteht darin, daß bei Bandbruch die bewegliche Führung des Bandes sich hebt und diese Motion eine Achse arretiert, wodurch die Abstellschiene verschoben wird.
Fig. 31 und 32 zeigen die mechanische Selbstabstellung von Platt in Schnitt und Grundriß, die sehr einfach ist. Bricht das Band, so hebt sich l, das Einlaufohr des Bandes, und g1 bisher oszillierend, wird angehalten, während die Schubstange b, noch eine Bewegung mit der arbeitenden Maschine machend, den Hebel c zurückstößt, To daß die Scheibe c2 die Rolle r nicht mehr hindert, dem Zug der Feder f zu folgen und die Schiene h und durch diese die Riemenschlaufe R nach rechts und auf die Leerrolle zu leiten. Die Stange x, Fig. 32, wirkt auf die Selbstabstellung beim Auslauf.[608]
Die elektrische Selbstabstellung benutzt das schlechte Leitungsvermögen der Baumwolle, um bei Bandbruch die beiden Elektroden eines Elektromagneten zu schließen und durch Anziehen eines Hebels abzustellen. Fig. 33 zeigt eine solche nach Howard & Bollough: Der negative Pol der kleinen Dynamomaschine a ist mit den metallenen Oberzylindern g, der positive Pol mit den unteren Auflaufzylindern h leitend verbunden. In das Drahtende d ist der Elektromagnet n eingeschaltet. Solange Baumwolle zwischen g und h passiert, sind die Spulenkerne i und k nicht magnetisch, weil erstere als schlechter Leiter den Strom unterbricht. Reißt aber der Faden zwischen g und h, so zieht der nun magnetische Eisenkern k den Hebel l an. Weil jetzt der Ansatz m auf l auftrifft, steht die Muffe m (Fig. 34) still; m1 das bis jetzt oszillierte, gleitet infolge dessen nach rechts, der Winkelhebel q2 hebt aus dem Einschnitt q aus, und die Feder q4 zieht die Abstellstange q1 mit dem Riemenführer p nach rechts und den Riemen auf die Leerrolle.
Der Drehtopf. Das Band, das die Streckzylinder verlassen hat, wird durch zwei glatte Lieferwalzen A senkrecht abwärts in ein zylindrisches Blechgefäß K von 900 mm Länge und 250 mm Durchmesser geleitet und hier in schraubenförmig aufsteigender Spirale niedergelegt durch die Kannenpresse k. Ein schräger, runder Kanal d erteilt dem Band, rotierend, spiralförmige Bewegung (Fig. 27), während die Kanne K eine langsame Drehung macht, mit dem Tellerrad f, in dem sie steht. Auf eine Umdrehung von f macht k 108 Umdrehungen.
Die Geschwindigkeit des Vorder-(Antrieb-)Zylinders I (Fig. 27) richtet sich nach der Art der Baumwolle. Geringe Sorten vertragen nicht die Umfangsgeschwindigkeit wie gute Sorten. Für Makko und Louisiana gibt man 270–300 Umdrehungen pro Minute, für ostindische (Surat) 200–250 Umdrehungen pro Minute. Die Unterzylinder bekommen je nach der geringeren oder größeren Faserlänge Durchmesser von 25–34 mm die beiden äußeren Zylinder gewöhnlich gleiche und größere Durchmesser als die mittleren, z.B. 30 ∙ 25; 25 ∙ 30 mm. Die Nummer des gelieferten Bandes liegt zwischen 0,1 und 0,25 für Garne Nr. 6–100. Tägliche effektive Arbeitszeit 9–10 Stunden bei elfstündigem Arbeitstag.
Die Produktion am Laminoir kann bestimmt werden, wenn man die Bandnummer kennt, nach der Formel:
N = l : g,
1.
wenn l die Anzahl der pro Zeiteinheit gelieferten Längeneinheiten, g die Anzahl Gewichtseinheiten bedeuten. Der Wert von l ist proportional der Umdrehungszahl c des Vorderzylinders, seinem Durchmesser d, der täglichen effektiven Arbeitszeit t in Stunden und einer für die betreffende Maßeinheit Konstanten, welche die Reduktion auf die Maß- und Zeiteinheit angibt. Der Zahlenwert der Konstanten ist:
für engl. Maß und engl. Nummer = 60 ∙ 3,1416 : 36 ∙ 840 ∙ 12 = 1 : 1925,
für Metermaß und engl. Nummer = 60 ∙ 3,1416 : 36 ∙ 840 ∙ 25,4 = 1 : 4075.
Nach Einsetzung dieser Größen folgt:
für engl. Maß g = c t d : N ∙ 1925, wenn d in engl. Zoll gegeben,
2.
für Metermaß g = c t d : N ∙ 4075, wenn d in Millimeter gegeben.
3.
Ist z.B. c pro Minute = 270, d = 32 mm, t = 9,5, N (engl.) = 0,15, so wird nach 3: g = 270 ∙ 9,5 ∙ 32 : 0,15 ∙ 4075 = 134,28 Pfd. engl. pro Tag. Grenzwerte nach diesen Formeln ergeben für Bandnummer 0,22 und 200 minutliche Umdrehungen bis Bandnummer 0,1 und 320 minutliche Umdrehungen bei 10 effektiven Arbeitsstunden eine tägliche Lieferung von 221–266,5 Pfd. engl. pro System.
Platzbedarf für Streckmaschinen: Laminoir mit einz. Passage und 4 Zylindern: Breite 1,327 m, Länge bei 5 Systemen 3,4 m. Laminoir mit einz. Passage und 6 Zylindern: Breite 1,625 m, Länge bei 6 Systemen 3,4 m. Laminoirs mit zusammenhängenden versetzten Passagen: bei 4 Zylindern: [609] Breite 1,45 m, Länge bei 3 Passagen à 5 Systeme 8,5 m; bei 6 Zylindern: Breite 1,78 m, Länge bei 3 Passagen à 5 Systeme = 9 m. Die Länge ist allgemein und abgerundet = Anzahl Systeme (à 420 mm) + 800 mm für 1 Passage.
2. Vor- und Feinspinnen.
Vorspinnen. Dieser Arbeitsprozeß soll das Streckenband durch fortgesetztes Verziehen dem Querschnitt des fertigen Fadens näher bringen. Zugleich muß das Vorgarn oder Vorgespinst, wie man das Arbeitsprodukt hier nennt, teils um dem feinen Fasergebilde Halt zu geben, teils um der endgültigen Drehung des Fadens vorzuarbeiten, eine leichte Drehung um die Achse des Faserbündels erhalten ([2], S. 78 ff.).
Die Flügel-Vorspinnmaschine. Das Material wird entweder als Band der Streckmaschine in Kannen hinter dem Gestell g (Fig. 35) oder auf Spulen auf einem Gatter über g vorgelegt und läuft horizontal durch die drei Zylinderpaare III, II, I, in denen es einen vier- bis sechsfachen Verzug erhält. Vor den Zylindern stehen 1–2 Spindelreihen s vertikal, an der Spitze mit Flügeln versehen. Diese leiten die Vorgarnfäden durch ihr hohles Flügelbein f1 auf die über der Spindel liegenden hohlen, zylindrischen Holzspulen S. Die Rotation des Flügels gibt dem Vorgarn seine Drehung und besorgt mit dem Spulen die Aufwindung auf den letzteren. Die Spindeln haben konstante Geschwindigkeit und erteilen dem ebenfalls gleichförmig schnell aus den Zylindern heraustretenden Vorgarn auf jede Längeneinheit gleich viel Drehungen. Die Spule muß, damit das Vorgespinst sich regelmäßig auf die Spulen legt, eine auf und ab gehende Bewegung machen; diese muß für jede folgende Windungslage sich ändern, sowie auch ihre Rotationsgeschwindigkeit. Dann kann der schwache Vorgarnfaden ohne jegliche Beanspruchung mit immer gleichem Fadenzug sich auf den stetig wachsenden Spuldurchmesser legen. Deshalb werden die Spindeln von den Hyperbelrädern R R1, die Spulen von den Rädern gleicher Art rr1 angetrieben. Die Spulentriebachsen o steigen und sinken mit den Spulen S und erhalten eine ungleichförmige Geschwindigkeit. Die Spindeltriebachsen liegen fest und drehen sich gleichförmig. Die Windungslagen legen sich zylindrisch eine über die andre und müssen, weil die Spule keine Scheiben hat, in ihrer Länge von innen nach außen abnehmen, so daß die Aufwindung zylindrische Form mit konischen Enden hat (5, Fig. 35).
Spulenbewegung. 1. Die rotierende Bewegung der Spule. Es bezeichnen: d den Spulendurchmesser, u den Spulenumfang, ns die minutliche Umdrehungszahl der Spindel, ns die minutliche Umdrehungszahl der Spule, L die aufgewundene Fadenlänge pro Minute. Dann ist L = u ∙ nS – u ∙ ns = u (nS – ns), es folgt also, da u = πd für die 1. Lage:
Beim Wenden der Spule legt sich eine zylindrische Schicht über die andre. Die wirkliche Vergrößerung des Spuldurchmessers für jede nächste Windungslage ist aber nur = der einfachen Vorgarndicke δ, da die Fäden zusammengepreßt werden und sich zudem je zwischen zwei Lagen der vorigen Schicht legen. Es wird demnach:[610]
ns für die 2. Lage = nS – L : π (d + δ)
2.
ns für die xte Lage = nS – L : π [d + (x – 1) δ].
3.
Bei voreilendem Flügel muß also die Umdrehungszahl der Spule von Schicht zu Schicht zunehmen. Läuft die Spule schneller als die Spindel, so wird nach Gleichung (1)
nS = ns + L : πd,
4.
und für jede nächste Schicht werden aus πd die Werte πd + δ, π (d + 2δ) u.s.w., d.h.: Läuft die Spule schneller als die Spindel, so müssen die Umdrehungszahlen der Spule von Schicht zu Schicht um gleich viel abnehmen. Das Maß der Geschwindigkeitsänderung hängt von der Vorgarnstärke δ ab.
2. Die vertikale Bewegung der Spule. In den einzelnen zylindrischen Windungslagen bilden die Vorgarnfäden hart aneinander anliegende Schraubenwindungen. Während sich eine Windung um die Spule legt, verschiebt sich diese vertikal um δ, und eine Garnlänge L, die in der Minute geliefert wird, legt sich L: πd mal um die Spule, während ihr Weg υ:
υ = δ ∙ L : πd für die 1. Schicht
1.
und, weil der Durchmesser immer um δ wächst, ist:
υ für die 2. Lage = δ ∙ L : π(d + δ)
2.
υ für die xte Lage = δ ∙ L : π [d + (x – 1)δ].
3.
Die Gleichungen 1–3 geben Werte für υ, die je um δ abnehmen, also muß die vertikale Geschwindigkeit der Spule von Schicht zu Schicht um gleich viel abnehmen. Das Maß der Verzögerung zwischen zwei Schichten entspricht der Vorgarnstärke.
3. Die Länge der vertikalen Spulenbewegung. Wird auf Spulen ohne Scheiben gewunden, so müssen die Enden konisch sein. Dazu läßt man jede folgende Windeschicht oben und unten um 1/2δ, also im ganzen um δ kürzer werden. Es wird demnach die Länge L der vertikalen Windungsschichten eine von innen nach außen gleichmäßig abnehmende sein müssen.
Die Zylinder. Die Maschine hat drei Zylinderpaare. Unterzylinder kanneliert. Oberzylinder beledert und belastet. Vorderer Unterzylinder von der Hauptachse angetrieben (Fig. 36). Jener treibt beide Hinterzylinder an. Zylinderdurchmesser 28 ∙ 25 ∙ 28 mm für kurze, 32 ∙ 27 ∙ 32 mm für lange Wolle.
Bedeutet L die Lieferung des Vorderzylinders pro Minute, N die Nummer des Vorgarnes, G das entsprechende Vorgarngewicht, so ist G = L: N. Ist der Durchmesser des vorderen Zylinders = 1,25'' engl., seine Umdrehungszahl pro Minute = 150, die Nummer = 0,858, so ist G = 1,25 ∙ 150 ∙ 3,14 : 0,858 ∙ 30240 = 0,22 Pfd. engl. pro Minute2 = 0,22 ∙ 600 = 13,2 Pfd. engl. pro Tag à 10 effektive Arbeitsstunden. Das Band der Strecke passiert die Vorspinnmaschine je nach dem Material 2–6 mal. Es gibt Grob-, Mittel-, Feinvorspinnmaschinen.
Die Flügel f (Fig. 37) haben konstante Umlaufzahl. Ist Z die Drehungszahl pro Längeneinheit am Vorgarn, nS die. Spindelumdrehzahl pro Minute, L die Zylinderlieferung pro Minute, so ist Z = ns : L. Soll die Zugfestigkeit am Vorgarn bei gleichem Material und verschiedenem Durchmesser dieselbe sein, so muß der Steigungswinkel der Fasern im Vorgarn gleich sein. Die Drehungszahl pro Längeneinheit wird dann um so kleiner, je größer der Fadenquerschnitt F. Dieser ist[611] für die Numerierungsart der Baumwolle verkehrt proportional der Nummer; und da bei kreisrundem Querschnitt der Fadendiameter (Dtr.) d = √ (F/π) so in die Drehungszahl proportional der √N. Dazu kommt ein Koeffizient, welcher auf die Qualität der Baumwolle und die Verwendung des Gespinstes Bezug hat, die Zwirneinheit α. Daher die Dehnungsformel allgemein:
Die Spulen. Der Spulenantrieb erfolgt nach Fig. 36 von der Hauptachse aus durch die Riemenkonoide und das Differentialgetriebe. Die Uebersetzungsgleichung der letzteren heißt nu = nh ± 2nd, wenn bedeutet nu die Umlaufzahl des Spulentriebrades pro Minute, nh diejenige des Differentialrades mit 150 Z. Der Konusriemen wird von rechts nach links geschaltet, daher die Umdrehungszahlen von d von Schicht zu Schicht kleiner werden. Also resultiert aus obiger Formel eine zunehmende Umdrehungszahl der Spulen beim Minuszeichen, eine abnehmende beim Pluszeichen. Die Drehrichtung des 150er Differentialrades bestimmt das Vorzeichen. Man hat negative oder positive Aufwindung entsprechend voreilenden Spindeln oder voreilenden Spulen. Die erste Windungsmethode ist verwendet bei Grob-, die letzte bei Mittel- und Feinvorspinnmaschinen.
Die vertikale Spulbewegung hat, wie oben gezeigt, immer eine von Schicht zu Schicht abnehmende Geschwindigkeit. Sie erfolgt von den Konoiden allein aus bei periodischer Verschiebung des Riemens von rechts nach links für jede Windungsschicht. Die Umsteuerung des Spulwagens bewirkt der Kehrapparat, ein mit ersterem oszillierender Doppelarm, der am Ende seines Ausschlages je eine Sperrklinke ausrückt, so daß der Apparat eine schnellende Bewegung macht, welche die Umsteuerung des Spulwagens, die Verkürzung der Windungsschichten und die Verschiebung der Konoidenriemen bewirkt ([2], S. 148).
Wechseln. In Fig. 36 sind die Wechselstellen angegeben. Der Verzugwechsel ist verkehrt proportional dem Verzug. Der Zwirnwechsel ist verkehrt proportional dem Zwirn. Der Wagenwechsel ist verkehrt proportional dem Vorgarnquerschnitt oder direkt proportional der √N, weil N verkehrt proportional dem Querschnitt des Fadens, ebenso der Sperradwechsel, der das Fortrücken des Konoidriemens und die Länge der Windungslagen bestimmt.
Selbstabstellung, mechanische. Beim letzten Hub des Wagenkehrapparates flößt eine Stange eine Arretierfalle an der Abstellstange hoch. Dadurch kommt die Wirkung eines Gewichtes zur Geltung, das die Abstellstange ausschaltet ([2], S. 152).
Selbstabstellung, elektrische. Die Baumwolle ist, wie schon erwähnt, ein schlechter elektrischer Leiter. Zwei Kontaktzylinder steher durch + und – Leitungsdraht in Verbindung mit einem Elektromagneten Dieser zieht eine Klinke an, wenn bei gebrochenem Vorgarn der Stromkreis geschlossen ist, und stellt ab ([2], S. 153).
Ausführung und Verwendung der Vorspinnmaschinen:
Feinspinnen. Der Feinspinnprozeß verzieht das Vorgarn auf die für den fertigen Faden nötige Feinheit und gibt ihm seine endgültige Drehung. Die Drehungsformel heißt wieder
Der Wert von α wird = 2,5; 3; 3,5; 4; 4,5 für Strumpfgarn, Stickgarn, Schußgarn und Zettelgarn für Gewebe. Man unterscheidet zwei Systeme von Spinnmaschinen: Water- oder Trostle-Spinnmaschinen mit kontinuierlichem Arbeitsprozeß und Mule-Spinnmaschinen mit periodischem Arbeitsprozeß. Zu den ersten gehören die Flügelspinnmaschinen und die Ringspinnmaschinen; die zweite Art ist heute nur noch durch den Selfaktor vertreten.
Flügelspinnmaschinen. Die Spindel s (Fig. 37) trägt an der Spitze den Flügel f. Durch eine Oese desselben läuft der Faden auf die Spule s1. Die Spindel wird bei w angetrieben. Der Faden erhält seinen Draht durch die Flügelöse O. Die Spule s1 wird vom horizontalen Fadenende mitgeschleppt und bleibt wegen seiner Reibung an der Spulrahme R hinter s1 zurück. Die Differenz wird aufgewunden. Ist nf die Flügeltourenzahl, ns1 die Spulentourenzahl, so ist[612] die Windungszahl w = ns1 – nf. Die Maschine hat ein Streckwerk (Fig. 38) beidseitig, zwei Spindelreihen. Der Antrieb für alle Organe geht von einer Trommelachse mitten in der Maschine aus. Das Streckwerk ist durch Stirnräder angetrieben. Die Spulrahmen R (Fig. 37) werden durch Hubscheibe, Hebel und Ketten auf und ab getrieben ([2], S. 222 ff).
Lieferungstabelle.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010871.jpg?w=373&h=138&vid=1443028075)
Ringspinnmaschine ([2], S. 240 ff.). Sie ist die einfachste und leistungsfähigste Spinnmaschine. Die Drehung am Faden und das Aufwinden der letzteren besorgt der Läufer l, der, durch das Fadenende f1 bei f mitgenommen, am Ringbord b herumläuft (Läufer, traveller), während das erste mit der rotierenden Spindel sich dreht (Fig. 39 und 39a) . Die Windungszahl W am Faden ist, wenn ns die Umlaufzahl der Spindel, nl die des Läufers pro Minute: W = ns – nl. Die Reibung des Läufers l am Ring b läßt nl immer kleiner sein als ns. nl ändert sich proportional dem Windungsdurchmesser D. Deshalb bleibt der Läufer beim Winden auf den großen und den kleinen Durchmesser immer um dasselbe Maß hinter dem Auflaufpunkt des Fadens zurück; die Fadenspannung ist immer dieselbe. Die Verschiedenheit von n2 bedingt für jede Windungslage eine Drahtdifferenz. Sie beträgt etwa 0,2 Drehungen pro 25 mm und wird durch das Abwinden des Fadens über die Spulenspitze vollständig wieder ausgeglichen. Je kleiner der Windungsdurchmesser, desto größer ist die Reibung des Läufers am Ring; ist jener unter 7 mm, so reißt der Faden. Man spinnt daher nur mit Vorteil auf Holz- oder Papierhülsen von 16–22 mm Dtr. (Diameter oder Durchmesser) für Zettel- und auf lange Papierhülsen von 12–14 mm Dtr. für Schußgarne.
Windungsform. Nach Fig. 40 ist die Windungsform eine konische, d.h. auf die Spule d werden von unten an Lagen von 36 mm Höhe 1, 2, 3, 4, 5 gewunden, von denen jede folgende um Fadenstärke höher liegt, dadurch entsteht der Doppelkonus s1 der Satz. Auf diesen werden alle Windungslagen bis zur Spitze I, II, III u.s.w. kongruent aufgelegt. So entsteht eine der äußeren Form nach zylindrische Windung mit konischen Enden, zylindrischer Teil = l1; ganze Windungslänge l; Windungsdurchmesser D.
Konstruktion. Nach Fig. 41 geht der Antrieb für alle Organe von der Trommelachse T aus. Die Zylinderreihen links und rechts sind durch Stirnräder mit Wechselstelle getrieben. Der Zwirnwechsel bestimmt die Drehungszahl am Faden, nach der Formel Z = ns: L, wenn Z die Drehungszahl pro Längeneinheit am Faden, ns die Spindelumdrehungszahl pro Minute, L die minutliche Zylinderlieferung ist. Wen Zw und Zw1 der bekannte und der gesuchte Zwirnwechsel, Z und Z1 der bekannte und der gesuchte Zwirn sind, N und N1 die gesuchte und die bekannte Nummer, so ist Z : Z1 = Zw1 : Zw = √N : √N1. Der Verzugwechsel bestimmt den Verzug nach der Gleichung Na = Ne + V, wenn Na die auslaufende, Ne die einlaufende Nummer, V den Gesamtverzug angibt. Ist Vw und VW1 der bekannte und der gesuchte Verzugwechsel, V der bekannte und V1 der gesuchte Verzug, N die bekannte und N1 die gesuchte Nummer, so ist: V: V1 = Vw1: √w = √N: √N1 weil der Verzug proportional dem Fadenquerschnitt.
Die Spindeln sp (Fig. 42) sind durch Saiten von den Trommeln T und T1 angetrieben. T ist von der Transmission angetrieben. T ist Leitrolle für die Saiten von T und wird nur durch diese mitgenommen. T ist Leitrolle für die Saiten von T1. Die Spindeln ertragen infolge ihrer inneren Konstruktion als Hülsenspindeln eine Umdrehungszahl bis 11000 pro Minute, daher die große Leistungsfähigkeit der Ringspinnmaschinen, welche die des Selfaktors um das Anderthalb- bis Zweifache übertrifft. Die Acme-Spindel (Fig. 43) trägt die Stahlspindel s in einer Gußbüchse a, die[613] bei c frei aufgehängt ist. Also hängt auch die Spindel s frei und stellt sich bei Stößen und Schwankungen (durch die Knöpfe der Triebsaiten oder ungleichen Fadenzug) immer wieder zentrisch ein ohne einseitige Abnutzung der Lagerbüchse. Die Hülse b bildet ein Oelreservoir, und es findet eine beständige Zirkulation des Schmiermaterials von b nach a und umgekehrt statt.
Die Wagenbewegung muß nach der Windungsform (Fig. 40) so erfolgen, daß die 36 mm langen Windungslagen immer höher ansteigen. Dazu ist eine auf und ab steigende Bewegung der Ringrahmen rr und ein periodisches Höhersteigen der letzteren nötig. Die erste Bewegung kommt vom Hebel cp (Fig. 42). Er ist durch den unsymmetrischen Exzenter h angetrieben und überträgt seine Bewegung durch die Ketten k, die Hebel gl und ga und die Stangen ws auf die Ringrahmen rr. Die periodische Aufwärtsbewegung von rr macht die Verkürzung der Kette k nach jedem Hub der Ringrahme durch den Schaltapparat c im Hebel cp.
Lieferungstabelle.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010877.jpg?w=431&h=211&vid=1520607310)
Der Selfaktor. Auf diesen Spinnmaschinen erfolgt die Herstellung des Gespinstfadens in zwei getrennten Arbeitsperioden: 1. Liefern und Verstrecken des Vorgarnes durch das Zylinderstreckwerk, und gleichzeitiges Drehen des Fadens durch die Spindeln. 2. Aufwinden des gesponnenen Fadens auf die nackte Spindel ([2], S. 346 ff.).[614]
Grundrißdisposition des Selfaktors. Im Kopfgestell i liegt der Hauptantrieb der Maschine (Fig. 44). Die Hauptachse b treibt an: durch konische Räder die Zylinder I, diese durch Stirnräder die Wagenauszugachse c und die Zylinder II und III; dann durch die Seilscheibe h die Saitentrommel S und S1 in den beiden Spindelwagenhälften W1 und W2. Der Spindelwagen fährt unter dem Vorderkopfgestell k mit gleichförmiger Geschwindigkeit aus, mit beschleunigter Geschwindigkeit um 1600 bis 1700 mm nach den Zylindern zu ein. Das konische Rad (Abwindrad) d dreht die Spindeln nach rückwärts um, wenn die Abwindfriktion g eingerückt ist, die Stirnräder 72/26 treiben die Steuerwelle i, welche die Bewegungsänderungen für die verschiedenen Arbeitsperioden einleitet. Der Quadrant l treibt die Spindeln mit ungleichförmiger Geschwindigkeit beim Aufwinden des Fadens durch die Trommel T. Die Fig. 45 zeigt die Schneckenseilscheiben zum ungleichförmigen Antrieb des Wagens beim Einzug.
Auszug. Die Zylinder c liefern Vorgarn. Sie treiben auch die Auszugachse M (Fig. 45 und 46). Diese führt durch die Seilrollen d und das Auszugseil d1 den Spindelwagen W um 16–1700 mm senkrecht zu den Zylindern nach auswärts. Die Spindeln s drehen sich mit gleichförmiger Geschwindigkeit, angetrieben durch die Zwirnscheibe Z, und geben dem Faden während der Lieferung seine Drehung, weil ersterer unter stumpfem Winkel auf die Spindelspitze aufläuft.
Nachdrehen. Die Zylinder C sind ausgerückt. Die Spindeln S rotieren weiter und verteilen den Draht gleichmäßig auf das gesponnene ausgespannte Fadenstück.
Abwinden. Die Spindeln S (Fig. 46) drehen sich einige Umgänge rückwärts und geben die ausgespannten Fäden locker. Der Aufwinddraht ad geht über die Fäden, der Gegenwinddraht Gd legt sich unter die Fäden.
Einzug. Der Spindelwagen W wird durch das Einzugseil S1 mittels der Schneckenseilscheiben B (Fig. 45) mit ungleichförmiger Geschwindigkeit nach den Zylindern hin[615] gezogen, langsam anfahrend, rasch im mittleren Weg, verzögert am Ende. Der Faden wird jetzt durch den Aufwinddraht ad senkrecht auf die Spindeln S geführt und daher während ihrer Rotation aufgewunden. Zugleich steigt der Aufwinder langsam aufwärts. Die Windungen legen sich schraubenförmig von unten nach oben an den konischen Windungssatz. ad ist vorher rasch nach unten gegangen. Daher entsteht an der Windung eine Fadenkreuzung, die der Aufwindung Halt gibt. Nach dem Windungsaufbau Fig. 47 ist derselbe über dem doppelkonischen Satz S aus konischen Schichten i aufgebaut. Deshalb muß die Spindelumdrehungszahl eine entsprechend dem Verhältnis des Basis- zum Spitzendurchmesser des Windungskonus zunehmende sein vom Anfang bis zum Ende des Einzugweges. Die Spindeln werden daher beim Einzug nicht von der Zwirnscheibe Z, sondern von der Quadranttrommel g Fig. 48 angetrieben. Die Kette k, an o des Hebels qr befestigt, wickelt sich von g ab und dreht diese Trommel mit zunehmender Geschwindigkeit, wegen der Differenz des Bogenweges von o gegenüber dem geradlinigen von g, welche Differenz mit dem Sinken des Punktes o zunimmt. Je tiefer o steht, desto größer ist die Beschleunigung der Spindelgeschwindigkeit. Beim Satzwinden steht deshalb o tief am Quadrantarm qr, damit die Satzlagen dicht aneinander sich legen und ein bauchiger Satz entsteht. Das Steigen von o während des Einzuges kann veranlaßt werden durch Drehen der Stange B, indem die Zunge n in die Schraube S eingreift. B dreht dann die Spindel s im Quadrant qr, welch erstere die Mutter o verschiebt.
Windungsmechanismus. Er befindet sich in der gußeisernen Rahme c (Fig. 49), die beide Spindelwagenhälften verbindet und Wagenmittelstück genannt wird. Während des Abwindens (Rückwärtsdrehen) der Spindeln in der dritten Periode senkt sich der Aufwinder Ad (Fig. 49) auf die Fadenkette, um sie an den Ort der Aufwindung auf die Spindel zu bringen. Es wird nämlich durch eine Schaltung mit Klemmfeder durch den Saitentambour auch die Kettentrommel k3 an demselben rückwärts bewegt. Diese zieht mit Kette k2 am Hebel k den Aufwinder Ad abwärts, während Gd, weil nach Fig. 49 in seinen Bewegungen abhängig von Ad, aufwärts geht. Zugleich zieht Kette k2, durch die Hebel l und m den Arm g einwärts, nachdem er vom Hebel g2 an der Stange As aufwärts gezogen wurde und so mit seinem Ansatz auf die Rolle y gehoben wird. g wird deshalb gezwungen, während des Einzugs die Bewegungen des Hebels y2 y mitzumachen, die durch die Form des Copingplat-Lineals f f1 benimmt wird, dieses geht, getrieben von e1 e2, durch die Zahnstange d am Boden beim Einfahren samt Rahmen a nach rechts, führt also auf seiner schiefen Bahn f den Aufwinder Ad langsam aufwärts zur Anlegung der Windungslagen. Die Spindel a3 wird durch die Schaltung a5 a6 a4 a0 (Fig. 49 und 49a) nach jeder Wagenausfahrt gedreht und zieht je das untere Lineal p p ein Stück nach rechts, so daß f f1 immer tiefer sinkt und jede folgende Anfangstellung von Ad entsprechend dem Ansteigen der Windelagen höher liegt. Die innere Form von f f1 gibt die Bewegungsänderungen des Aufwinders für die Spitze, die obere Form von p jene für den Anfang jeder konischen Windungsschicht i (Fig. 47).[616]
Steuerung. Sie hat für jede Bewegungsperiode die betreffenden Mechanismen in Bewegung zu setzen. Die Vorrichtung dazu ist verschiedener Art. Dobson und Barlow verwenden Hebelanordnungen. Mehr gebräuchlich ist die von Curtis, Platt u.a. verwendete Steuerwelle C (Fig. 46). Auf einer inneren schmiedeeisernen Welle F, die, wie oben gezeigt, beständig sich dreht, liegt eine äußere gußeiserne Welle C. Diese macht nach jedem Wagenein- und -auszug eine halbe Umdrehung, wobei die drei Exzenter C2 C3 C4 auf ihr eine solche Stellung annehmen, daß sie die über sie gelegten Gabelhebel verschieben. Ist der Wagen W am Ende des Einzuges, so drückt die Stange As die Nase P abwärts und mit ihr die Steuerungsplatte C5. Diese Bewegung hat den Stift H1 (Fig. 50 und 50a) von der schiefen Bahn H auf die Ebene d1 hinuntergedrückt durch die Feder F1 (Fig. 50a) , die nun auch die Kupplungshälfte C7 und C6 einrückt. Jetzt ist die treibende Welle F mit C verbunden. C dreht sich so lange, bis der Stift H1 (Fig. 50a und 50b) , auf die untere schiefe Bahn e aufgelaufen, am Vorsprung c ansteht, macht also eine halbe Umdrehung. Umgekehrt wird C5 (Fig. 50a u. 50b) gehoben, wenn W am Ende des Auszuges ankommt, wo dann C5 niedergedrückt wird. C macht wieder eine halbe Drehung. Es erfolgen nun je vier Umsteuerungen:
1. Die Zylindersteuerung, von dem Exzenter C4 (Fig. 45) dirigiert, stellt den Hebel h7 für den Wagenauszug so, daß die Zylindermuffe m1 einrückt, während für den Einzug durch Drehen von c4 um 180° der Hebel h7 die Zylinder ausrückt.
2. Die Wagenauszugsteuerung stellt mit dem Exzenter C3 den Hebel R0 (Fig. 45) für den Auszug so, daß die Stange R1 den Roßkopfsupport R sinken und das Rädertriebwerk c2–c5 zwischen Zylinder und Auszugachse einrücken läßt, während am Auszugende die Zylinder durch Verdrehung von C3 ausrücken.
3. Die Riemenführersteuerung. Die Hubscheibe C2 hält den Stift E3 (Fig. 45) des Riemenführers E so, daß E1 die Riemenschlaufe, während Auszug- und Nachzwirn auf Scheibe I bleibt. Die Steuerwelle hat schon vor dem Nachzwirn gekehrt, aber E1 bleibt über Scheibe I, bis nach genauer Zeit die Zählerfalle Z ausrückt und mit dem Hinüberziehen von E1 auf Scheibe II durch die Feder x die Abwindung beginnt. Jetzt erst kann der dreiarmige Hebel D, D1, D2, D3 dem Druck der Stange D4, veranlaßt durch das Abdrücken des Hebels D10, D9, D8 durch die Gabel D11 am hinausgestellten Wagen, folgen und die Abwindfriktion einrücken. 4. Die Einzugsteuerung wird kommandiert durch den Exzenter C3 für das Roßkopfgetriebe bezw. seinen Hebel R3 (Fig. 45), der Stift R5 desselben läßt den Arm G für die Einzugsfriktion abwärts gehen, sobald dies nach beendigter Abwindung der Knacken D4 (Fig. 45), der jetzt nach rechts gegangen, zuläßt.
Produktion. Die Lieferung des Selfaktors wird durch die Anzahl Auszüge bestimmt, die pro Minute gemacht werden, und diese ist außer der Feinheitsnummer von verschiedenen Faktoren, namentlich von der Konstruktion und Wartung der Maschinen, Geschicklichkeit der Arbeiter, der Leitung, aber auch von den Vorarbeiten und der Beschaffenheit der Saaltemperatur und dem Feuchtigkeitsgrad der Luft abhängig. – Für mittlere Garnnummern macht man mit neueren Maschinen 4–5 Auszüge pro Minute. Die Spindelumdrehungen pro Minute betragen für Zettelgarne:
[617] Aus der Drehung Z, Auszuglänge l und Spindelumdrehungszahl v pro Sekunde läßt sich die Anzahl Auszüge A pro Minute bestimmen, wenn man bei jedem Wagenspiel 5 Sekunden für Steuerung und Einzug rechnet. Es in A = 60 : (Z ∙ l/v + 5). Das gibt z.B. für Nr. 40 Kettengarn mit 25 Drehungen pro 1'' engl. und 8000 Spindeltouren sowie 65'' engl. (1650 mm) Auszuglänge:
Aus der Anzahl Auszüge und der Auszuglänge läßt sich durch Multiplikation sofort die gelieferte Garnlänge finden. Aus der Formel g = Z x, wobei g das gelieferte Gewicht (Pfd. engl.), l die gelieferte Länge in Hanks, n die Feinheitsnummer bedeuten, bestimmt sich die Gewichtslieferung. Fig. 51 zeigt ein Lieferungsdiagramm für 11 Arbeitsstunden brutto, 7000 Spindeltouren.
Spindeldistanz und Raumbedarf. Die Spindeldistanz ist zu nehmen: 30 mm für Nummer 40 und höher, 35 mm für Nummer 20–40, 40 mm für Nummer 6–20, 55 mm für Nummer 8 und niedriger. Ganze Maschinenlänge, Anzahl Spindeln und Spindeldistanz +1700 mm. Zwei Selfaktors brauchen einen Spinner, zwei Aufstecker. Die Maschinen werden immer so aufgestellt, daß je zwei gegeneinander ausfahren. Säulendistanz 3500 mm. Eine Säulenreihe kommt hinter die Aufsteckung, die nächste zwischen zwei gegenüber ausgefahrene Wagen zu stehen.
Kraftbedarf der Spinnmaschinen.
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL011246.jpg?w=166&h=74&vid=365382837)
Laut dem vorstehenden Arbeitsdiagramm (Fig. 52), genommen mit einem Zahndruckdynamometer, brauchte ein Selfaktor mit 600 Spindeln, 37 mm Distanz, auf dem Kettengarn Nr. 20 gesponnen wurde und die Spindeln eine Umdrehungszahl von 7450, entsprechend[618] 576 Hauptachsenumdrehungen, hatten, für ein Wagenspiel 13,4 Sekunden und absorbierte 6,6 PS (eingeschlossen das Vorgelege), die sich auf die Bewegungsperioden so verteilten:
Der hieraus resultierende mittlere Druck ist 101 kg. Dies multipliziert mit 66,5 m, d.h. dem Weg des Dynamometers während 13,4 Sekunden, und dividiert durch 75 × 13,4 (Arbeitssekunden) gibt 6,6 PS. Also 600 : 6,6 = 90,9 Spindeln pro 1 PS.
3. Vollendungsarbeiten.
Haspeln, Sortieren, Verpacken. – Diejenigen gesponnenen Garne, die roh in den Handel kommen, und ein Teil der zu färbenden werden auf dem Garnhaspel (Weife) von den Selfaktorbobinen oder Ringspinnspulen zu Strängen abgewunden ([2], S. 534 ff.).
Der Haspel trägt auf einer Achse sechs ihr parallel gerichtete Holzlatten, deren äußere abgerundete Kanten zusammen ein reguläres Sechseck bilden. Vor der Haspelwelle läuft eine Latte, in welche die Aufsteckspindeln für die Spulen eingesteckt werden, 20, 30, 50 an einer Reihe. Immer, nachdem der Haspel 80 Umdrehungen gemacht hat, wird die Welle axial verschoben und von jeder Spule werden neben solche Gebinde à 80 Umgänge in kleinen Distanzen nebeneinander aufgewunden. Das Ganze bildet den Garnstrang, in dem, weil der Haspelumfang 11/2 Yards (à 36 engl. Zoll) = 914,4 mm mißt, eine Gesamtgarnlänge = 7 × 80 × 11/2 = 840 Yards = 1 Hank oder Schneller enthalten ist (= 768 m). Der Kreuzhaspel windet die Gebinde kreuzweise, damit sie sich beim Abwinden nicht verwirren. Der Doublierhaspel trägt in rotierenden Scheiben 3–6 Bobinen im Kreis gestellt, welche die Fäden während des Haspelns zwirnen.
Das Sortieren begreift in sich die Titrierung oder Bezeichnung der Garne, und diese hat aus verschiedenen, wesentlich folgenden Gesichtspunkten zu geschehen ([1], S. 34 ff.): a) Nach dem Zweck, dem es in Zukunft dienen soll: Zettelgarn oder Kettengarn (warp, chaîne), Schußgarn (weft, trame), Strumpfgarn (hosiery yarn, fil à tricoter), Stickgarn (embroidery yarn, fil à broder). Letztere beiden werden meist noch durch Zwirnen verstärkt. b) Nach der Art der Herstellung: Watergarn (water twist), wenn auf Flügel- oder Ringspinnmaschinen gesponnen, Mulegarn (mule twist), wenn auf Mulespinnmaschinen hergestellt. Erstere Garne sind im allgemeinen aus langer, guter Wolle mit harter Drehung, letztere aus allen Wollsorten, mit allen Drehungszahlen erstellt. Medio oder Halbkettengarn oder kleine Kette ist starkgedrehtes Mulegarn, meist für Zettel seiner Gewebe verwendet, c) Nach der Qualität der Baumwolle: beste Prima, gute Prima, Sekunda u.s.w. d) Die wichtigste und bezeichnendste Benennung der Garne ist ihre Numerierung. Die Nummer bezeichnet für Baumwolle die Anzahl Längeneinheiten, die auf die Gewichtseinheit eines und desselben Landesmaßes gehen. Am gebräuchlichsten sind die englische und die metrische (internationale) Numerierung. Für erstere gibt z.B. die Nr. 1 an, daß 1 Hank (Schneller) à 840 Yards à 3 Fuß à 12 Zoll = 768 m Garnlänge 1 Pfd. engl. (à 0,453 kg) wiegt. Für Garn Nr. 60 gehen 60 Hanks auf 1 Pfd. engl. – Nach dem metrischen System (nicht zu verwechseln mit dem französischen Nummersystem, wo 1 km auf 1/2 kg Gewicht die Einheitsnummer gibt) ist Nr. 1 das Garn, bei dem 1 km = 1 kg wiegt. Letzteres ist in Deutschland und Frankreich hauptsächlich für Schafwolle gebräuchlich, während im übrigen die englische Numerierung die verbreitetste ist. Verhältnis der metrischen zur englischen zur französischen Nummer ist 1 : 0,59 : 0,5. Nr. 10 metrisch = Nr. 5,9 englisch = Nr. 5 französisch. Der naheliegende Weg zur Ermittlung der Garnnummer ist der, daß man eine abgemessene Fadenlänge auf die Wage legt und nach der Formel n = l : g die Nummer berechnet. Hat man z.B. eine Garnlänge = 1 Yard = 0,00119 Hank mit dem Gewicht = 0,0001 Pfd. engl., so gibt das die Nummer 0,00119 : 0,0001 = 11,9. Man kann sich eine Tabelle anfertigen, die für gewisse Werte für l und g die Nummer zeigt. Wohl hat man auch Gewichte, die für eine bestimmte Länge mit dem absoluten Gewicht sofort auch die Feinheitsnummer angeben, wenn sie dem betreffenden Schneller auf der Wage das Gleichgewicht halten, d.h. es ist z.B. für Nr. 50 bei 1 Hank Länge, nach der Formel g = l : n, g = 1 : 50 Pfd. engl. Der einfachste Weg aber, die Nummer zu bestimmen, ist der mittels der Garnwage ([1], S. 38). Die einfachste Garnwage ist eine kleine Schnellwage, an der die Skala des Krafthebelarms die Nummer für jeden am Lastarm angehängten Schneller ablesen läßt. Gebräuchlicher sind die Sortierwagen (quadrant, romaines), die, ohne Gewicht, auf einer kreisförmigen Skala mittels des linksseitig vom Drehpunkt zum Zeiger ausgebildeten Wagebalkens die Garnnummer ablesen lassen. Die Skala ist hier trigonometrisch eingeteilt. (Die angehängten Gewichte sind proportional den Tangenten der Ausschlagwinkel des Zeigers.) Die Einteilung ist deshalb eine ungleichförmige. Diese Wagen werden auch erstellt für Wägungen von Teillängen eines Hank mit Skala für die endgültige Feinheitsnummer. Bei der Reziprokwage von Professor Amsler ist die Skala gleichmäßig eingeteilt ([1], S. 55).
Das Verpacken. Die sortierten Garnstränge werden dem Handel in Paketen übergeben, d.h. Garnbündel zu 5 oder 10 Pfd. engl., verschnürt und in Papier gehüllt, worauf die Benennung, Nummer, Qualität angegeben ist. Zu dem Zweck wird jeder Strang mit der [619] Vorrichtung Fig. 53 gezopft oder gedoggt, so daß er die Form der Fig. 54 bekommt. Die durch das Paketgewicht vorgeschriebene Anzahl gedoggter Stränge werden zusammen in den Packpressenkopf a b c d (Fig. 55) gelegt, nachdem die Zwischenräume zwischen den Schienen a und c die Packschnüre aufgenommen. Sind die Schienen b und c geschlossen, so wird der Tisch e mittels Kurbelrad und Schubstangen f in die Höhe getrieben und preßt die Stränge im Kopf a b c zu einem vierseitigen Prisma zusammen. Die Schnüre werden verknüpft, das Garnpaket (Fig. 56) ist fertig. Das Paketgewicht, multipliziert mit der Feinheitsnummer, gibt die Anzahl Schneller im Paket (nach Formel l = ng). Hat aber, wie üblich, eine Dogge so viel Schneller als das Paket Pfd. engl., so gibt die Anzahl Doggen im Paket die. Garnnummer an. Z.B. hat ein 10 Pfd.-Paket, das Faden Nr. 20 enthält und in einer Dogge 10 Schneller faßt = 10 ∙ 20 : 10 = 20 Doggen.
Qualitätsbestimmung des Fadens. Um die Gleichmäßigkeit zu bestimmen, hat man eine Federwage, deren Schwankungen, durch die dicken und dünnen Stellen des Fadens auf eine Rolle an der Wage übertragen, die schwachen und starken Stellen anzeigen ([1], S. 120). Die einfachste Art für diese Prüfung sind die von Goldschmid, Usteri u.a. verfertigten Apparate, wo der Faden in gleichmäßigen Lagen auf ein schwarzes Brettchen aufgezogen wird, so daß zwischen je zwei Lagen ein kleiner Zwischenraum bleibt, der die Ungleichheiten erkennen läßt. – Die Festigkeit gegen das Zerreißen wird auf ähnlichen Maschinchen bestimmt wie die Festigkeitsmaschinen für Metalle. Der Faden wird an einer Stelle eingespannt, am andern Ende zieht mittels Schraube oder Hebels eine Kraft so lange, bis der Faden reißt. Die größte Belastung kann an einer Skala abgelesen werden, und die Dehnung während der Belastung gibt der Weg der beweglichen Klemme. Nach diesem Prinzip sind gebaut die Festigkeitsmesser von David, von Goldschmid, von Riedinger ([1], S. 109 ff.), von Reusch u.a. [10]. Letzterer verzeichnet mit Schreibstift ein Diagramm über Dehnung und Beanspruchung, eignet sich deshalb gut für wissenschaftliche Zwecke. (Vgl. Garnprüfung.)
Hier einige von J. Köchlin festgestellte Resultate über Fadenfestigkeit:
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010892.jpg?w=398&h=109&vid=122982199)
4. Allgemeines.
Disposition eines Maschinensortimentes zur Herstellung einer bestimmten Nummer ([2], S. 653 ff.). Zur Bestimmung der Maschinen für eine vorgeschriebene Produktion muß zunächst aus der Batteurauflage die Verteilung der Verzüge auf die verschiedenen Maschinen vorgenommen werden. Zur Herstellung mittlerer Garnnummern (20–40) sind gewöhnlich verwendet: eine erste, eine zweite Schlagmaschine, eine Vor-, eine Auskarde (über das System s. Karden, S. 600 ff.), 3–4 Passagen Strecken, eine Grob-, eine Mittel-, eine Feinvorspinnmaschine, eine Feinspinnmaschine. Für grobe Nummern kann statt Doppelkardage Einfachkardage, für feine Nummern statt drei vier bis fünf Vorspinnmaschinen und statt der zweiten Kardage eine Peigneuse eingeschaltet werden.
Hat man z.B. zur Herstellung einer Garnnummer 36–37 am Batteur eine Auflage von 2 Pfd. engl. pro 1 Yard, so ist die Nummer der einlaufenden Batteurwatte = Nr. 1 : 2 ∙ 840 = Nr. 0,00059; denn es ist 1 Hank = 840 Yards, also nach Formel n = l : g hier n = 0,00059. Die Verzüge werden im Batteur 2- bis 3 fach, in den Karden 80- bis 120 fach, in den Streckern 0- bis 1,5 fach, bei den Vorspinnmaschinen 4- bis 6 fach und am Selfaktor 5- bis 12 fach (an der Ringspinnmaschine höchstens 7 fach) genommen, und die Verteilung der Verzugswerte hängt nicht nur vom Material, sondern auch von örtlichen Umständen (Verwendung gegebener Maschinenzusammenstellungen u.s.w.) ab. Es muß nun zur Gewinnung der Nr. 36[620] die Batteurwatte 36 : 0,000595 = ~60500 mal verzogen werden, und hier würden die Verzüge zweckmäßig so verteilt:
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010893.jpg?w=380&h=177&vid=1722613928)
= 60500 facher Totalverzug, und Totalverzug mal aufgelegte Batteurnummer = Endnummer; 60500 × 0,000595 = Nr. 36 wie oben. Um sicher zu gehen, daß schließlich auch wirklich die gewünschte Nummer herauskomme, muß bei jeder Maschine täglich mehrmals die gelieferte Nummer mittels der Wage geprüft werden; denn es bleiben immer, bald mehr bald weniger, Fasern an den Zylindern hängen; die Zylinder haben nicht immer genau denselben Durchmesser u.s.w.
Will man die Produktion für eine zu erstellende Spinnerei im voraus bestimmen, so geht man wieder von der Feinspinnmaschine aus. Man rechnet nach der Zahl der Auszüge pro Minute die tägliche Produktion einer Spindel und bestimmt auf Grund der vorgeschriebenen Garnproduktion und Nummern die Anzahl der dazu nötigen Spindeln. Wenn S die Spindelzahl, P die Gesamtproduktion, p die Produktion einer Spindel pro Tag, so in S = nP : p. Nun muß die verlangte Produktion vom Batteur aus durch Karden, Streckmaschinen, Vorspinnmaschinen bis zur Spinnmaschine mit Zuschlag der jeweiligen Verlustprozente hindurchgerechnet werden, um daraus die nötige Anzahl Maschinen und Spindeln für jede Maschinengattung zu bekommen.
Beispiel. Aus Louisiana sollen täglich 2500 Pfd. engl. Zettelgarn Nr. 20 erstellt werden. Bei 1600 mm Auszuglänge und 4 Auszügen pro Minute ist die tägliche Produktion einer Spindel (10 effektive Stunden) = 1600 ∙ 4 ∙ 600 : 768000 = 5 Schneller (Hanks). Nach vorstehendem ist die Spindelzahl S = 20 ∙ 2500 : 5 = 10000 Spindeln. Das gibt z.B. 12 Selfaktors à 834 = 10008 Spindeln. Der Batteur muß pro Tag 2500 Pfd. engl. plus 20% für Abgang = 3000 Pfd. engl. liefern. Nach Kapitel Schlagmaschine (S. 597) braucht dazu 1 Batteur. Die Karden haben zu liefern 2500 + 15% = 2875 Pfd. engl. täglich. Da nach Kapitel Karden (S. 600) hier einfache Kardierung mit gemischter Karde genügt und diese 100 Pfd. engl. täglich liefert, haben wir zu verwenden: 2875 : 100 = 29 Karden à 3 Arbeiter, 3 Wender, 12 Deckel. Nimmt man Karden mit laufenden Deckeln, so braucht es bei einer Lieferung von 160 Pfd. engl. täglich = 2875 : 160 = 18 Karden mit 108 laufenden Deckeln bei 160 Umdrehungen. Die Strecken müssen liefern 2500 + 5% = 2625 Pfd. engl. Bei 280 Umdrehungen der Vorderzylinder, 32 mm Durchmesser, Band Nr. 0,18 ist nach der Formel bei Streckmaschinen die Lieferung = 280 ∙ 10 ∙ 32 : 4075 ∙ 0,18 = 122 Pfd. engl. pro Tag und pro System. Also sind zu nehmen 2625 : 122 = 22 Systeme. Das Band soll dreimal gestreckt und doubliert werden, wozu im ganzen 3 ∙ 22 = 66 Systeme nötig sind. Wir würden z.B. nehmen:
Die Vorspinnmaschinen sollen liefern: 2500 + 4% = 260 Pfd. engl. – Nehmen wir für die Grob-Fleyer Vorgarn Nr. 0,9 (500 Spindeltouren), Zylinderumdrehungen pro Minute = 1503; Durchmesser 11/4 Zoll engl. (32 mm) und eine effektive tägliche Arbeitszeit = 7,5 Stunden (s. Lieferungsberechnung bei Vorspinnmaschinen, S. 611), so ist die Tageslieferung einer Spindel
= 1,25 ∙ 150 ∙ 3,14 ∙ 7,5 ∙ 60 : 0,9 ∙ 30240 = 9,7 Pfd. engl.
Das erfordert 2600 : 9,7 = 268 Grob-Fleyer-Spindeln. Wir nehmen hierzu 4 Grob-Fleyer à 68 Spindeln, = 272 Spindeln. Für die Mittelfein-Fleyer nehmen wir 700 minutliche Spindeltouren, 8 Produktionsstunden, Vorgarn Nr. 2,5. Zylinderdurchmesser 1,25 Zoll engl. Daraus ergibt sich nach Zwirntabelle S. 612 eine Drehung = 0,94 ∙ √2,5 = 1,5. Daraus Zylindertourenzahl = 700 : 1,5 ∙ 3,14 ∙ 1,25 = 120 pro Minute; also eine effektive Tagesproduktion = 1,25 ∙ 120 ∙ 3,14 ∙ 8 ∙ 60 : 1,5 ∙ 30240 = 4,9 Pfd. engl. Die Lieferung soll sein 2500 + 3% = 2575 Pfd. engl. Wir benötigen deshalb 2575 : 4,9 = 526 Feinspindeln und würden dazu verwenden: 4 Fein-Fleyers à 132 Spindeln = 528 Spindeln. Die Lieferung für Fleyer kann auch auf folgende Weise gefunden werden. Wenn bedeutet:[621]
P tägliche Produktion in Pfd. engl. pro Spindel,
c Umdrehungszahl der Spindeln pro Minute,
t die effektive Arbeitszeit in Stunden pro Tag,
z Güteverhältnis oder Zwirneinheit,
n die Nummer des Vorgespinstes,
so ist
wenn der Zylinderdurchmesser in englischen Zoll gegeben ist (Drehungen pro 1 Zoll engl.) und
wenn der Zylinderdurchmesser in Millimeter gegeben ist (Drehungen pro 1 mm). Oben berechnete Lieferung des Grob-Fleyers wird nach Formel 1, weil c = 500, t = 7,5, z = 0,9, n = 0,9, P = 500 ∙ 7,5 : 504 ∙ 0,9. √0,9 ∙ 0,9 = 9,7 Pfd. engl. pro Spindel wie oben.
Außerdem benötigen wir: 1 Balkenbrecher, 1 Opener, 1 Schleifmaschine. Als Verzugsverhältnisse sind angenommen:
Hier einige Verzugsverhältnisse, die in der Praxis verwendet werden:
![Baumwollspinnerei [1]](/Lueger-1904.images/I/TL010897.jpg?w=500&h=152&vid=998026781)
Mit Hilfe dieser und ähnlicher Verzugsverhältnisse können nach obigem Beispiel beliebige Spinnereidispositionen gerechnet werden. Soll ein Maschinensortiment für Zettel und Schuß verschiedener Nummern verwendet werden, so nimmt man zur Organisationsberechnung das arithmetische Mittel zwischen Zettel- und Schußnummer. Z.B. für Nr. 36 Zettel und 42 Schuß die Nummer 42 ∙ 36 : 2 = 39. – Zur Bestimmung des Kraftbedarfes ([2], S. 695) gibt E. Müller, Hannover [11] (mit Tabellen), wenn N die Feinheitsnummer, S die Spindelzahl pro Pferdestärke bedeutet, bei
| Schußgarn mit Selfaktors gesponnen | S = 18,4√N | 1. |
| Zettelgarn mit Selfaktors gesponnen | S = 17,3√N | 2. |
| Zettelgarn mit Ringspinnmaschine | ||
| gesponnen | S = 13,4√N | 3. |
Nacht Vavra ist S = 30 + 1,4 ∙ N (4); also würde z.B. für Zettelgarn Nr. 30 nach 2: S = 17,3 ∙ √30 = 94,6, nach 4: S = 30 + 42 = 72.
Die Bedienung ([2], S. 744) einer Spinnerei hängt bezüglich der Anzahl Arbeiter ab von ihrer Intelligenz, der Leitung, der Qualität der Maschinen und des Rohmaterials. Im Mittel kann man pro 100 Feinspindeln eine Person rechnen.
Die Anlagekosten belaufen sich im Mittel auf 50 ℳ. pro Spindel, wovon auf die Maschinen allein ca. 30 ℳ. pro Spindel entfallen ([2], S. 717).
Die Betriebskonten betragen im Mittel 18 ℳ. pro Spindel ([9], S. 814 ff.).
Die benötigte Bodenfläche beträgt für die Maschinen einer Spinnerei 0,3–0,2 m2 für Nr. 16–42 pro Spindel. Der Gesamtverlust an Faserstoff beträgt exklusive Oeffnungsmaschinen im Mittel 16%.
Literatur: [1] Johannsen-Nieß, Handbuch der Baumwollspinnerei, 3. Aufl., Leipzig 1902, Bd. 1. – [2] Dasselbe, Bd. 2. – [3] Leipziger Monatschrift für Textilindustrie 1892, Nr. 12. – [4] Oesterr. Wollen- und Leinenindustrie 1893, Nr. 19 und 20. – [5] D.R.P. Nr. 2324; 22920; 31439. – [6] Zeitschr. d. Ver. deutscher Ing. 1890, S. 489. – [7] Zeitschr. d. Ver. deutscher Ing. 1888, S. 167. – [8] Leipziger Monatschrift für Textilindustrie 1891, S. 61. – [9] Nieß, Baumwollspinnerei, 2. Aufl., 1885, S. 259. – [10] Dinglers Polyt. Journ. 1880, Bd. 235, S. 414; Zeitschr. d. Ver. d. Ing. 1884, S. 164. – [11] Karmasch, Handbuch der mechan. Technologie, 2. Aufl., Prag, Bd. 1, S. 198. – [12] Nieß, B., Baumwollspinnerei, Weimar 1885, S. 468 ff.
Boßhard.

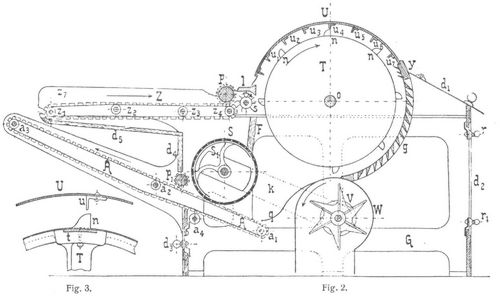
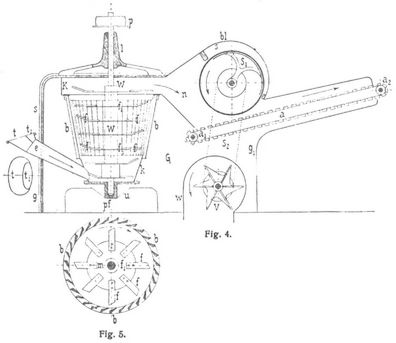
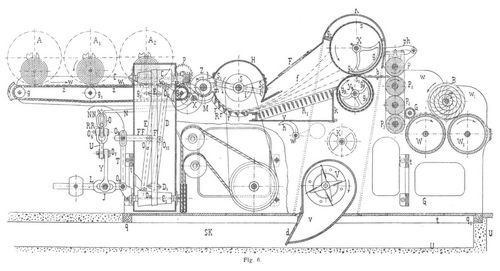



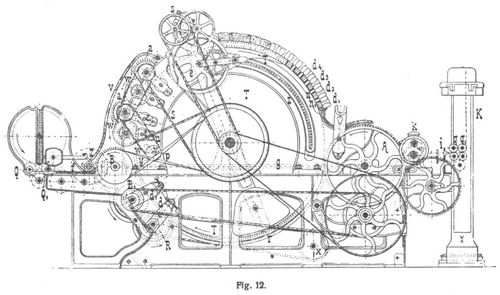

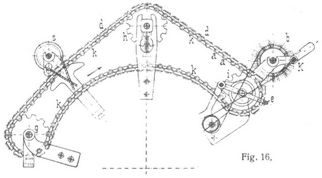
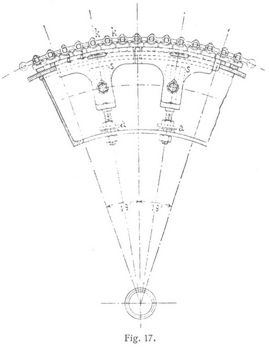

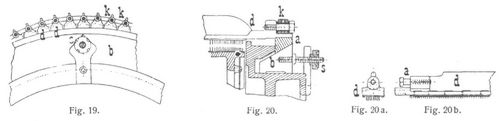



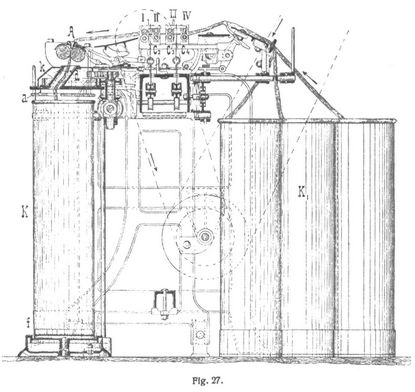
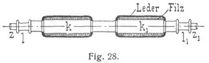
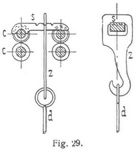
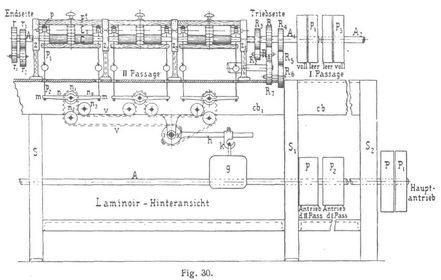






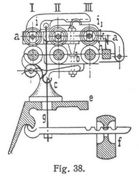

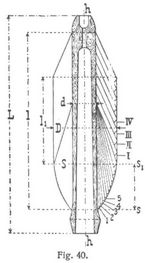
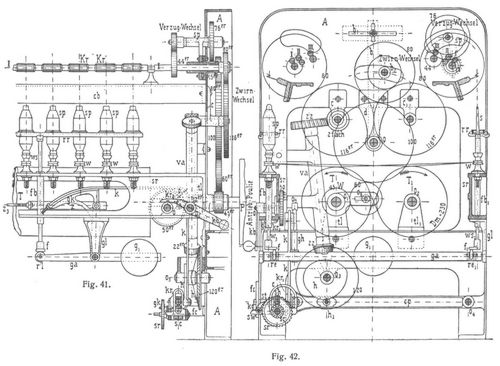



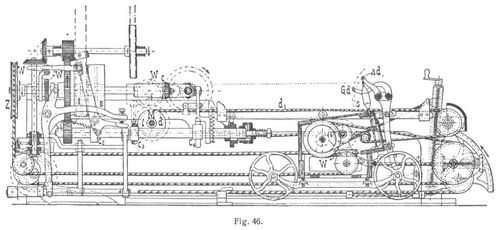

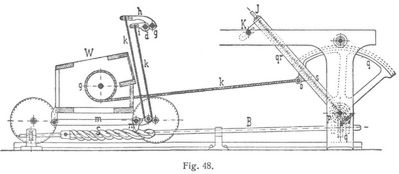
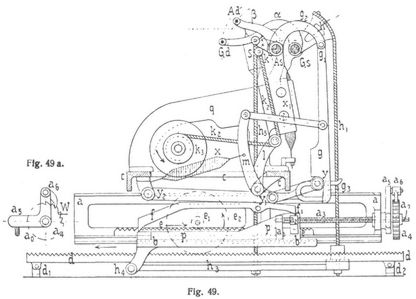
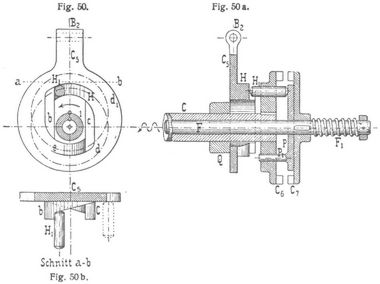
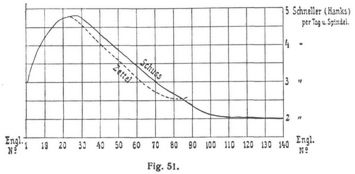

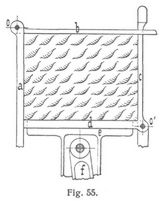

| 1 | Andre geben 72 Deckel mit 51 mm oder 90 Deckel mit 41 mm oder 106 Deckel mit 35 mm Breite, wovon 28, 35 und 43 arbeitend. |
| 2 | Maßeinheit für engl. Nummer = 1 Hank à 30240'' engl. |
| 3 | Die Zylinderumdrehungen pro Minute können gefunden werden aus der bekannten Spindeltourenzahl (s. Tabelle S. 612) und der Anzahl Drehungen, die für eine bestimmte Vorgarnnummer nach der Zwirntabelle S. 612 auf 1 Zoll engl. kommen; denn nach Kapitel Flügel sind die Drehungen = Flügeltoruen/Lieferung pro Zeiteinheit. Flügeltouren für unsern Fall = 500. Lieferung = 1,25 × 3,14 × Zylindertouren. Die Drehung ist nach Tabelle für Nr. 0,9 und Louisiana = 0,9 × √0,9 = 0,85; also 0,85 = 500/(Zylinderumdrehung ∙ 3,14 ∙ 1,25); und daraus die Zylinderumdrehung pro Minute = 500/(0,85 ∙ 3,14 ∙ 1,25) = 150. |
Buchempfehlung
Jean Paul
Die unsichtbare Loge. Eine Lebensbeschreibung

Der Held Gustav wird einer Reihe ungewöhnlicher Erziehungsmethoden ausgesetzt. Die ersten acht Jahre seines Lebens verbringt er unter der Erde in der Obhut eines herrnhutischen Erziehers. Danach verläuft er sich im Wald, wird aufgegriffen und musisch erzogen bis er schließlich im Kadettenhaus eine militärische Ausbildung erhält und an einem Fürstenhof landet.
358 Seiten, 14.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang II. Sechs weitere Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Für den zweiten Band hat Michael Holzinger sechs weitere bewegende Erzählungen des Sturm und Drang ausgewählt.
- Johann Karl Wezel Kakerlak oder die Geschichte eines Rosenkreuzers
- Gottfried August Bürger Münchhausen
- Friedrich Schiller Der Verbrecher aus verlorener Ehre
- Karl Philipp Moritz Andreas Hartknopfs Predigerjahre
- Jakob Michael Reinhold Lenz Der Waldbruder
- Friedrich Maximilian Klinger Geschichte eines Teutschen der neusten Zeit
424 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum