Kugeldrehen, Kugelherstellung
[741] Kugeldrehen, Kugelherstellung. Die Herstellung von Kugeln und kugelförmigen Flächen an Arbeitsstücken durch Drehen kann dadurch erfolgen, daß entweder das Werkzeug in einem Kreise um das Arbeitsstück herumbewegt wird, der die Drehungskreise des Arbeitsstücks rechtwinklig schneidet, oder daß – bei ruhendem Werkzeug – das Arbeitsstück neben der Drehung um die Hauptachse noch um eine zu dieser senkrechten Achse gedreht wird [3].
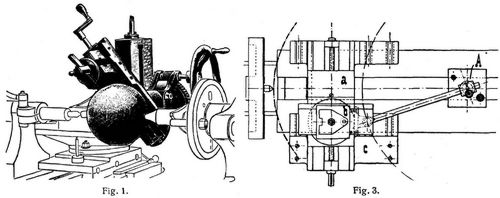
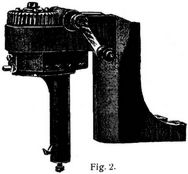
Zum Abdrehen von Kugeln u.s.w, nach kleineren Halbmessern dienen die Kugel- und Runddrehapparate, von denen die Fig. 1 und 2 verschiedene Anordnungen zeigen. Diese Apparate können auf dem Support jeder Drehbank benutzt werden; die nach Fig. 1 werden für Kugeldurchmesser bis zu etwa 200 mm, die nach Fig. 2 bis zu 800 mm Durchmesser hergestellt.
Für das Drehen kugelförmiger Flächen nach größeren Halbmessern verwendet man Hilfseinrichtungen, wie z. B die in Fig. 3 (H. Hessenmüller-Ludwigshafen) dargestellte, die an jeder gewöhnlichen Drehbank bequem anzubringen sind. Hierbei ist durch Herausnahme der Schraubenspindel die Führung a für das Stichelhaus b frei beweglich gemacht und mit einer Stange an den festen Punkt A angelenkt. Bei der Längsverschiebung des Bettschlittens c beschreibt die Stahlspitze einen Kreisbogen. Eine ähnliche Einrichtung ist in [1] beschrieben. Ueber weitere hierhergehörige Anordnungen s. [1], [2], [6].
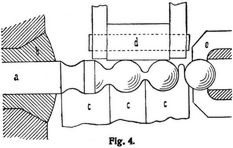
Die Fabrikation der Stahlkugeln für Kugellager ist eine verschiedenartige. Sie umfaßt zunächst die Herstellung der Rohkugeln aus dem Stahlstab. Als Material für die Kugeln wird mittelharter bis harter Stahl, neuerdings von einzelnen Fabriken auch Chromstahl verwendet. Die Benutzung weichen Stahls mit später nachfolgendem Zementieren der Kugeln hat sich für die Massenfabrikation nicht als vorteilhaft erwiesen. Die Herstellung der Kugelrohform erfolgt durch Schmieden, Pressen, Walzen und Drehen Beim Schmieden werden entweder die von der gewalzten Stahlstange durch Abscheren gewonnenen Abschnitte in kugelförmig ausgedrehten Gesenken unter Fallhämmern oder Aufwerfhämmern (s.d., Hammer von Bradley) oder neuerdings auch in Pressen zur Kugelform umgewandelt oder die Kugeln werden an der Stange selbst geschmiedet, wobei mehrere halbzylindrisch ausgedrehte Rillen hintereinander in den schräg verlaufenden Gesenkbahnen angeordnet sind, so daß eine allmähliche Ueberführung des Stabendes in die Kugelform erfolgt. Das Schmieden der Kugeln ist vorzugsweise für größere Kugeln, das Pressen auch für kleinere Kugeln gebräuchlich. – Zum Walzen der Kugeln finden Walzenpaare Verwendung, die am Umfang mit halbkugelförmigen Vertiefungen versehen sind, so daß beim Durchgang[741] des Walzstabes dieser in einen Kugelstab umgewandelt wird, von dem die einzelnen Kugeln abgeschnitten werden. Dieses Verfahren ist nur für sehr kleine Kugeln geeignet. (Es ist auch ein Kugelwalzwerk vorgeschlagen, das aus drei Walzen besteht, deren Achsen ein gleichschenkliges Dreieck bilden und in die je ein schraubenförmig verlaufendes Kaliber eingedreht ist. Der Stab wird in der Richtung der Walzenachsen zwischen die Walzen eingeführt [5].) Das Walzen und das Schmieden der Kugeln von der Stange hat den Nachteil, daß eine Veränderung der Struktur infolge der Verdrängung des Materials eintritt, was zur Folge hat, daß die Kugeln im Betrieb sich ungleichmäßig abnutzen. Ueber ein Verfahren der Herstellung von Kugeln durch Schmieden mit nachfolgendem Walzen in übereinander und rechtwinklig zueinander liegenden Walzenpaaren mit einer rillenförmigen Ausdrehung vgl. [13]. – Zum Drehen der Kugeln von der Stahlstange verwendet man automatische Drehbänke. Diese stellen entweder nur einen Kugelstab (Perlstab) her, von dem die Kugeln abgeschnitten werden, wobei aber an jeder Schnittstelle ein Butzen stehen bleibt, oder vollständig rundgedrehte Kugeln. Eine der bekanntesten und bestbewährten automatischen Kugeldrehbänke, welche rundgedrehte Kugeln liefert, ist diejenige von Hoffmann, deren Prinzip aus Fig. 4 hervorgeht [8]. Ein Rundstab a steckt in dem Futter b, welches am Kopf einer sich drehenden hohlen Spindel sitzt. Das Vorschieben und Zurückweichen des Formstahls ccc, das Oeffnen des Futters und das Verschieben der Stange geht selbsttätig vor sich. Dem Drehstahl gegenüber befindet sich eine Stützrolle d. Die Ausbildung der Kugeln erfolgt allmählich. Das rechtseitige Ende des Werkstücks wird beim Vorschieben in das Spannfutter e geschoben, das sich ebenso rasch wie die Spindel dreht. Der Drehstahl wird aus mehreren Teilen (einzelnen Scheibenstählen) zusammengesetzt. – Bei der von A. Hirth – Cannstatt ausgeführten Kugeldrehbank wird der Stahlstab zunächst in einen Perlstab umgewandelt, indem er während der Drehung um seine Achse gleichzeitig in seiner Längsrichtung kontinuierlich verschoben wird, wobei ein sich gleichmäßig drehender prismatischer Stahl (Messer), dessen Schnittfläche derart gestaltet ist, daß bei seiner Abwicklung an dem Stab die gewünschte Perlstabform entsteht, die Spanabnahme besorgt. Für die Herstellung der Perlstäbe sind auch noch andre Verfahren in Anwendung. Bei dem Kugeldrehverfahren von Hirth kommt der erzeugte Perlstab in die eigentliche Kugeldrehbank, in der von einem genau profilierten (scheibenförmigen) Stahl die an dem ursprünglichen Mantel des Stabs liegenden Flächen möglichst genau kugelförmig abgedreht werden, worauf die Kugel abgestochen wird. Sie wird dann von einem Greiser, um 90° verdreht, an den vorher genau bearbeiteten Stellen zwischen zwei kugelförmig ausgedrehte Spindeln gespannt, worauf sie an der Trennungsfläche ebenfalls genau kugelförmig abgedreht wird. – Eine weitere Kugeldrehbank in Vereinigung mit Fräsern ist in [9] beschrieben. Die auf die Herstellung der Rohkugeln folgende Operation ist von ihrer Form und Genauigkeit abhängig. Die mit Butzen (s. oben) versehenen und die sonstigen sehr unegalen Kugeln werden »geschrotet«. Die hierzu dienenden Vorrichtungen sind entweder die Schrotmühle [4], die aus einer feststehenden und einer beweglichen, je mit einer Nut versehenen Scheibe (in der Regel aus Hartguß) besteht; in die Fläche der Nuten sind Feilenhiebe eingehauen. An Stelle der Schrotmühlen werden jetzt häufiger Schleifmaschinen mit groben Schmirgelrädern verwendet. Das Schleifen geschieht in der Regel trocken.
Die zum Vorschleifen dienenden Schleifmaschinen besitzen gußeiserne Scheiben (oder Ringe) mit Rillen, in denen die Kugeln gehalten werden und die sich langsam drehen, während die rasch rotierende Schmirgelscheibe, die beim Schleifen mit der Seitenfläche der Scheibe außerachsig zur Rillenscheibe liegt, die Kugeln bearbeitet. Die Vorschleifmaschinen sind bisweilen aber auch wie die Fertigschleifmaschinen beschaffen (s. unten). Das Vorschleifen wird so lange fortgesetzt, bis die Kugeln nur mehr um einige hundertstel Millimeter von der gewünschten Größe abweichen. Bei den mit der Hoffmannschen und Hirthschen Kugeldrehbank hergestellten Kugeln kann das Vorschleifen vollständig wegfallen, weil diese Maschinen die Rohkugeln mit sehr großer Genauigkeit liefern.
Die weitere Operation ist das Härten der Kugeln. Die hierfür notwendige Erhitzung erfolgt am vollkommensten in einer langsam rotierenden Schamotte-(oder Eisen-)muffel, deren Innenfläche mit einem groben Schraubengang versehen ist und die möglichst gleichmäßig (durch Gas) von außen beheizt wird. Die Kugeln werden durch ein Schöpfwerk gleichmäßig in die rotierende Muffel am einen Ende eingebracht, durch den Schraubengang langsam vorwärtsgeschoben und fallen am andern Ende in ein entsprechend tiefes, mit Härteflüssigkeit angefülltes Gefäß. Beim Ablöschen größerer Kugeln kann es zur Erzielung genügender Härte notwendig werden, die Härteflüssigkeit energisch zu bewegen und auch die Kugeln in Bewegung zu erhalten, um die eine rasche Abkühlung und damit die Härtung vermindernde Dampfschicht an der Kugeloberfläche zu entfernen [7]. Ein Anlassen der Kugeln nach dem Härten ist im allgemeinen nicht üblich.
Zum Fertigschleifen der gehärteten Kugeln dienen Schleifmaschinen verschiedener Konstruktion. Sie besitzen entweder zwei mit Nuten versehene und die Kugeln zwischen sich fassende gußeiserne Scheiben, von denen die eine feststeht oder in einem Schlitten hin und her bewegt wird [13] und die andre sich dreht, wobei als Schleifmaterial Schmirgel und Oel verwendet wird, oder die eine der Scheiben ist durch eine Schmirgelscheibe (mit oder ohne Nuten) ersetzt. Die Kugelschleifmaschinen unterscheiden sich ferner dadurch voneinander, daß sie[742] entweder nur eine Nute oder mehrere im allgemeinen konzentrische Nuten aufweisen. Die einnutigen Schleifmaschinen haben den Nachteil, daß ihre Produktion eine geringe ist; bei den mehrnutigen besteht ein Mangel darin, daß die aus den verschiedenen Nuten flammenden Kugeln im Durchmesser verschieden groß ausfallen, so daß ein Sortieren der Kugeln notwendig wird. Will man das vermeiden und Kugeln von untereinander gleicher Größe herstellen, so ist es notwendig, die Kugeln durcheinander zu mischen, so daß sie fortwährend ihre Nuten wechseln [10]. Eine neuere Kugelschleifmaschine, welche dies in vollkommenem Maße gestattet, ist Albert Hirth in Cannstatt durch das D.R.P. Nr. 174208 geschützt. Sie besteht aus einer feststehenden senkrechten gußeisernen Scheibe mit Ringnuten und einer gleichfalls mit Nuten (von kreisbogenförmigem Querschnitt) versehenen Schmirgelscheibe. Die Ringnuten der feststehenden Scheibe sind an einer Stelle ausgespart; hinter dieser Aussparung ist eine Rollebene für die Kugeln vorgesehen, auf welche die Kugeln nach jedem Umgang in einer Rille durch Finger, die in die Nuten eingreifen, gelenkt werden und welche sie nach gründlicher Mischung wieder zwischen die Schleifscheiben führt. Die Anpressung der Schleifscheiben gegen die Kugeln erfolgt durch Gewichte oder Federn. Die Hirthsche Maschine hat ferner den großen Vorteil, daß jederzeit das Messen der Kugeln ohne Stillsetzen erfolgen kann und daß (gegenüber dem Schleifen mit Schmirgel und Oel) infolge reichlicher Zuführung des Schmiermaterials die Kugeln immer rein sind.
Nach dem Fertigschleifen sind die Kugeln von etwa anhaftendem Schmirgel zu reinigen. Dies kann in langsam rotierenden Behältern unter Zugabe von Soda u.s.w. geschehen, worauf die Kugeln poliert werden. Hierzu werden Trommeln benutzt, in welche die Kugeln unter Zugabe von Poliermitteln (s.d.) und Absätzen von weichem Leder gebracht werden.
Nach dem Polieren müssen die Kugeln (mit Aunahme der auf der Hirthschen Schleifmaschine hergestellten) nach ihrer Größe sortiert werden. Hierzu dienen schräge Rinnen mit einem sich nach unten erweiternden Spalt, durch den die Kugeln in einen in verschiedene Abteilungen zerlegten Kasten fallen. Die Rinne wird durch zwei gehärtete Stahlstäbe gebildet, deren Abstand voneinander nach unten hin zunimmt. Man gibt auch den Stäben runden Querschnitt, damit, wenn eine Laufkante abgenutzt ist, durch Drehen des Stabs eine neue Kante wirksam wird. Die Kugeln werden durch eine Scheibe zugeführt. Damit sie sich nicht festklemmen, werden sie durch ein Messer weitergeschoben, das in der Mitte der Rinne angeordnet ist und durch eine sich drehende Kurventrommel beständig gehoben und gesenkt wird [11], [12].
Die Prüfung der Kugeln auf Risse, Rostflecken u. dergl. erfolgt am einfachsten hinter einer schrägstehenden Mattscheibe, wobei auch die kleinsten Fehler entdeckt werden können. Zum Prüfen auf Härte kann die Brinellsche Kugeldruckprobe benutzt werden [3], 1901, S. 73 und 332.
Literatur: [1] Zeitschr. f. Werkzeugmaschinen u. Werkzeuge 1902, S. 6. – [2] Werner, S.G., Kurvenführungen im Werkzeugmaschinenbau (Doktordissertation), Berlin 1905. – [3] Zeitschr. d. Ver. deutsch. Ing. 1893, S. 562. – [4] Verhandlungen des Vereins zur Beförderung des Gewerbefleißes in Preußen, 1898, S. 460. – [5] Haedicke, H., Die Verarbeitung des Eisens, Leipzig 1900. – [6] American Machinist, New York 1898, S. 726. – [7] Thallner, O., Werkzeugstahl, 2. Aufl., Freiberg i. S. 1904. – [8] American Machinist, New York 1895, S. 83. – [9] Zeitschr. d. Ver. deutsch. Ing. 1893, S. 563. – [10] American Machinist, New York 1903, S. 1037. – [11] Zeitschr. d. Ver. deutsch. Ing. 1898, S. 45. – [12] Verhandlungen des Vereins zur Beförderung des Gewerbefleißes in Preußen, 1898, S. 462. – [13] Zeitschr. f. Werkzeugmaschinen u. Werkzeuge 1907, S. 365 und 366.
A. Widmaier.
Buchempfehlung
Lohenstein, Daniel Casper von
Agrippina. Trauerspiel

Im Kampf um die Macht in Rom ist jedes Mittel recht: Intrige, Betrug und Inzest. Schließlich läßt Nero seine Mutter Agrippina erschlagen und ihren zuckenden Körper mit Messern durchbohren. Neben Epicharis ist Agrippina das zweite Nero-Drama Daniel Casper von Lohensteins.
142 Seiten, 7.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang. Sechs Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Michael Holzinger hat sechs eindrucksvolle Erzählungen von wütenden, jungen Männern des 18. Jahrhunderts ausgewählt.
- Jakob Michael Reinhold Lenz Zerbin oder Die neuere Philosophie
- Johann Karl Wezel Silvans Bibliothek oder die gelehrten Abenteuer
- Karl Philipp Moritz Andreas Hartknopf. Eine Allegorie
- Friedrich Schiller Der Geisterseher
- Johann Wolfgang Goethe Die Leiden des jungen Werther
- Friedrich Maximilian Klinger Fausts Leben, Taten und Höllenfahrt
468 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum