Stahlfedern
[248] Stahlfedern, Schreibfedern aus Stahl.
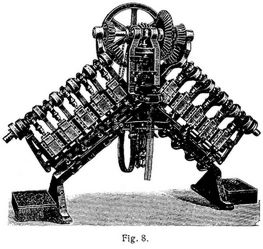
Stahlbleche bester Güte werden in schmale Streifen zerschnitten, ausgeglüht und kalt zu Streifen von der Dicke der Stahlfedern ausgewalzt. Die Breite der Streifen beträgt je nach Gestalt der Stahlfedern mehr oder weniger als das Doppelte ihrer Länge. Die Gleichmäßigkeit ihrer Dicke wird in einer mit Fühlhebel versehenen Vorrichtung genau geprüft und die schlechten ausgeschieden. Die guten werden unter einer Spindelpresse (Bd. 7, S. 211, Fig. 7) mit dem gehärteten oberen Stempel, welcher in das Loch der stählernen Unterlage genau paßt, ausgeschnitten, wie Fig. 1 zeigt. Die ausgeschnittenen Federplättchen (Fig. 2) werden unter einem kleinen Fallwerke (s. Bd. 7, S. 432, Fig. 1) oder einer Spindelpresse mit der Firma gestempelt (vgl. Fig. 3). Darauf werden sie unter einer Handhebelpresse mittels Stempel gelocht und mit zwei Einschnitten auf beiden Seiten des Loches versehen (Fig. 4). Dann werden die Federn in Töpfen oder Kästen bis zur Rotglut erhitzt und darauf langsam erkalten gelassen. Dadurch sind die Federn ganz weich geworden; sie werden nun unter einer Spindelpresse mittels Stempel in die gebogene und geschweifte Form gebracht (Fig. 5). Alsdann werden sie geglüht, noch heiß in kaltes Oel geworfen, wodurch sie glashart und so spröde werden, daß sie bei schwacher Biegung brechen. Die Federn werden blau angelassen, in einer Scheuertonne (Polierfaß, Bd. 7, S. 173, Fig. 8) blank gescheuert und gereinigt. Nun werden sie auf einer Schmirgelschleifmaschine (s. Schleifen) am Schnabel in der Quere geschliffen (Fig. 6), unter einer Spindelpresse mittels scherenförmig wirkender Stempel oder mittels einer kleinen Parallelschere gespalten, d.h. mit dem in das Loch reichenden Haupteinschnitte versehen (Fig. 7), wodurch sie die zum Schreiben erforderliche Biegsamkeit erlangen, und an der Spitze ein klein wenig abgerundet. Bisweilen werden die Federn noch verschönert, versilbert oder vergoldet, oder durch Anheizen mit Säure hellgrau, oder durch Anlassen über Gas gelb oder blau gefärbt oder schwarz lackiert. Fig. 8 zeigt eine Maschine von Gebr. Nevoigt in Reichenbrand bei Chemnitz zur Herstellung von Stahlfedern nach D.R.P. Nr. 94757, welche aus den Streifen in sechs Operationen die Federn herstellt. Die von dem mittleren Stempel aus den Streifen herausgeschnittenen Stahlfederplättchen, Fig. 2, fallen in Rinnen je nach links und rechts unter den Stempel der ersten schrägliegenden Exzenterpresse, werden hier gelocht, hierauf gestempelt, dann mit den Seitenspalten versehen, weiterhin gerade gerichtet und zum Schluß in Rinnenform gebogen. Die Leistungsfähigkeit beträgt 75000 Federn in 10 Stunden.[248]
Literatur: [1] »Werkstattstechnik« 1908, S. 377. – [2] Ledebur, A., Handbuch der mechan.-metallurg. Technologie, 3. Aufl., Braunschweig 1905, S. 762. – [3] Haedicke, H., Die Technologie des Eisens, Leipzig 1900, S. 185. – [4] Sitzungsberichte des Vereins zur Beförderung des Gewerbefleißes, 1900, S. 9; 1887, S. 57. – [5] Woodworth, J.V., Punches, Dies and Tools, London und New York 1907, S. 222.
A. Widmaier.


- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum