Zementfabriken
[670] Zementfabriken (Forder- und Lageranlagen). Dadurch, daß zwischen den das Angebot und die Nachfrage oder die Zuführung und die Abgabe von Stoffen bewältigenden maschinellen Fördermitteln als elastische Bindeglieder (nach Art der Windkessel bei Pumpen) Stapelanlagen – Gebäudespeicher oder Freilager – auch als Ausgleichmittel (Puffer) eingeschaltet werden, wird die Stetigkeit einer Förderung unabhängig von den Unterbrechungen, die ein Fördermittel bezw. ein Arbeitsvorgang davor oder dahinter im Laufe eines Betriebstages notwendigerweise erfährt.
Treffliche Belege für die Wahrheit dieser allgemein gültigen Erfahrungssätze bieten auch die neuzeitlichen Herstellungsarten von Zement nach dem Trockenbezw. Naßverfahren [1].
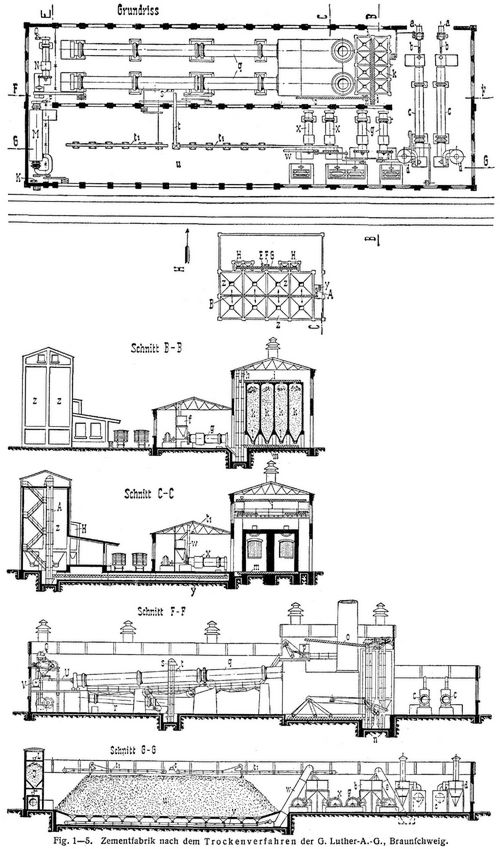
1. Trockenverfahren der G. Luther-A.-G., Braunschweig. – Der in den Fig. 1–5 veranschaulichte Plan Stellt eine Zementfabrik von 400000 Faß Jahresleistung dar. Der vom Steinbruch kommende Rohstoff wird auf zwei Steinbrechern a vorzerkleinert und durch Becherwerke b den beiden Trockentrommeln c zugeführt (Grundriß). Den Steinbrechern ist je ein Aufgeber in Form eines Briartschen Stangenrostes vorgeschaltet, welcher das genügend Feine sofort aussiebt und unmittelbar den Becherwerken übermittelt, wodurch die Brecher erheblich entlastet werden. Die Absauganlage der Trockentrommeln c bläst das Gemisch von Staub und Rauchschwaden in einen Zyklon d, in welchem der Staub ausgeschieden wird (Schnitt G–G).
Das getrocknete Gut wird durch Becherwerke e in zwei Behälter f über den Beneke-Verbundmühlen g gehoben und aus diesen mit Stoßaufgaben den Mühlen gleichmäßig zugeführt. Becherwerke h und Verteilungsschnecken i (Schnitt B–B) bringen dann das fertige Rohmehl in die einzelnen Zellen k des Rohmehlsilos (für rund 4000 Faß Zement), aus welchen es durch Doppelschnecken l wieder entnommen wird, um von hier aus durch Sammelschnecken m und Becherwerke n sowie Zuführungsschnecken o in die Behälter p über den Drehrohröfen zu gelangen (Schnitt F–F).
Aus den kleinen Zuteilbehältern p wandert das Rohmehl über Anfeuchte- und Mischschnecken in die beiden 45-m-Oefen q; hierbei kann es vorher noch durch geeignete Umleitungsförderungen ganz nach Bedürfnis aus bestimmten Zellen entnommen und dabei nochmals wieder durchgemischt werden, um eine ganz bestimmte chemische Zusammensetzung zu erhalten. Die Zuteilung in die Oefen ist veränderlich einstellbar und wird jeweilig dem Ofengang genau angepaßt.
Am Kopfe des Ofens befinden sich Staubkammern, welche die Abgase des Brennrohres reinigen; der ausgeschiedene Staub wird durch Schnecken aus den Kammern beseitigt.
Der in den Rotierern erbrannte Klinker fällt in die darunter befindliche Kühltrommel r und wird aus dieser mittels Becherwerkes s und Transportbänder t und t1 (Grundriß) in das Klinkerlager u befördert, das etwa 35000 Faß Klinker aufzunehmen vermag. Von diesem wird er durch ein Unterflurförderband v entnommen (Schnitt G–G) und über ein Becherwerk w den beiden Beneke-Verbundmühlen x zur Feinmahlung zugeführt, von denen aus der fertige Zement[670] durch eine unterirdische Schnecke y nach dem Zementsilo z von 30000 Faß Inhalt gebracht und durch das Becherwerk A und die Schnecken B auf die einzelnen Zellen verteilt wird (Schnitt C-C und Grundriß). Die Entleerung des Zementsilos z geschieht, wie auch auf der Rohseite, vermittels Doppelschnecken, durch die der Zement in eine Sammelschnecke und über Schnecke E, Elevator F und Schnecken G in die Packsilos H gelangt, die mit selbsttätigen Faß- und Sackpackvorrichtungen ausgerüstet sind.
Die Verarbeitung der Brennkohle, die dem großen Kohlensilo J von 225 t Fassungsraum (und Lagerung für verschiedene Kohlensorten) entnommen wird – die Kohle gelangt durch Becherwerk K und Schnecke L nach J –, erfolgt für Stückkohle zunächst durch Zerkleinerung auf einem Kohlenbrecher, für Nußkohle (bezw. die vorgebrochene Stückkohle) unmittelbar durch Trocknung in einer Trockentrommel M und Vermahlung in einer Verbundmühle N, der auch hier ein kleiner Vorratsilo vorgelagert ist. Der fertige Kohlenstaub gelangt durch ein [671] Becherwerk Q und Schnecke in Vorratsbehälter, von denen aus er mittels regelbarer Speiseschnecken in die Luftleitung U der Kohlenstaubfeuerung eingeführt wird. In dieser wird er zusammen mit warmer Verbrennungsluft durch einen Hochdruckventilator V in die beiden Rotierer q eingeblasen (Schnitt F–F).
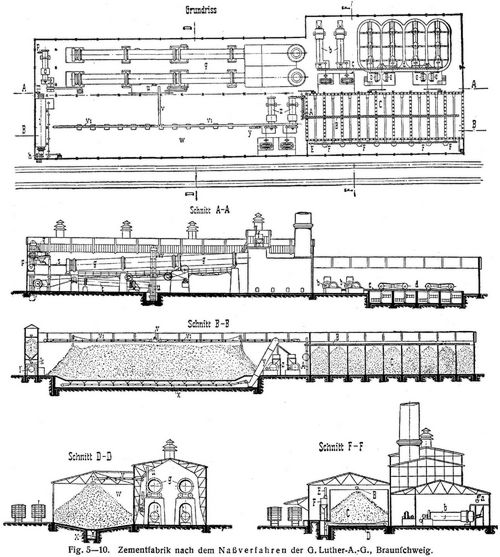
2. Naßverfahren der G. Luther-A.-G., Braunschweig. – Der in den Fig. 6–10 wiedergegebene Entwurf Stellt gleichfalls eine Zementfabrik von 400000 Faß Jahresleistung dar. – Das mit einer Drahtseilbahn a (Schnitt F–F und Grundriß) zugeführte Rohgut wird – vorzerkleinert – auf zwei große Beneke-Naßmühlen (Verbundmühlen) b gegeben und darin zu seinem Schlamm vermählen. Dieser wird durch eine Naßschnecke c zu den beiden großen Differentialschlammischern d übergeführt, in denen die endgültige Abstimmung auf die richtige chemische Zusammensetzung erfolgt (Schnitte A–A).
Die fertige Schlammasse wird nunmehr durch vierfach gekuppelte Plungerpumpen e auf den kleinen Speisesilo f hinausgedrückt und fließt aus diesem unter gleichmäßigem Druck durch ein Zuleitungsrohr mit genau einstellbaren Düsen in das Brennrohr der Drehrohröfen g. Deren Beheizung erfolgt durch Kohlenstaub, zu dessen Aufbereitung die Rohkohle erst mittels Becherwerkes h in einem mehrzelligen Lagerraum i untergebracht wird, um verschiedene zur Verarbeitung gelangende Kohlensorten genau miteinander mischen zu können. Die aus den einzelnen Zellen herausgeschneckten (k) Kohlen werden zunächst in einer Trockentrommel l getrocknet, dann über ein Becherwerk m in einen Vorratsilo über einer Beneke-Verbundmühle o gehoben und schließlich von dieser zu seinem Staub vermählen.
Der fertige Kohlenstaub wird mittels Becherwerkes p und Schnecke q in Vorratsbehälter r bewegt, aus welchen er durch regelbare, besonders für Kohlenstaubfeuerungen hergerichtete[672] Speiseschnecken, die hierfür mit Tourenregler und Kontrollvorrichtungen versehen sind, entnommen und in die vom Ventilator kommende Luftleitung s eingeführt wird: in dieser wird die Kohle zusammen mit der warmen Verbrennungsluft der Zerstäuberdüse im Brennerkopf zugebracht und in die Brenntrommeln g eingeblasen (Schnitt A–A).
Die im Ofen erbrannten und den Kühltrommeln t entfallenden Klinkerchen gelangen mittels Becherwerkes u und Verteilungsförderern v und v1 in den Klinkerraum w, den sie nach dem Ablagern über ein Unterflurtransportband x wieder verlassen,[673] um über ein schräges Becherwerk y zu den beiden Beneke-Verbundmühlen z zu gelangen, in denen sie zu Zement vermählen werden (Schnitt B–B).
Der fertige Zement wird mittels Becherwerkes A und Verteilschnecken B in den Lagersilo C gefördert, der im vorliegenden Falle in einer eigenartigen Konstruktion aus Holz hergestellt ist. Aus diesem Silo wird der Zement durch Schleppketten D wieder abgezogen und mittels Becherwerkes E auf die kleinen Verpacksilos F gehoben, aus denen er in Fässer oder Säcke gefüllt wird (Schnitt F–F). – Der Antrieb ist elektrisch, und zwar haben Roh- und Zementmühle direkt gekuppelte Motoren.
3. Dickschlammverfahren der Amme, Giesecke & Konegen-A.-G., Braunschweig. – Diese Aufbereitungsart ist nach dem heutigen Stande der Technik eine der am bellen durchgebildeten und bei einer großen Zahl von Gelegenheiten wohl als zweckmäßige und Erfolg versprechende Arbeitsweise anzusehen.
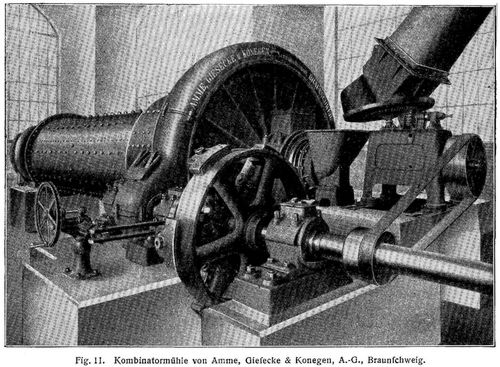
Der Fabrikationsvorgang ist folgender: Die Rohstoffe werden mittels Seil- oder Hängebahn dem Steinbrecher zugeführt und von diesem auf etwa Faustgröße und darunter vorgebrochen. Eine Telleraufgabevorrichtung besorgt die gleichmäßige Beschickung des »Kombinators« (Fig. 11), einer Stahlkugelrohrmühle, die das Gut in einem Arbeitsgang unter 30–35% Wasserzusatz in Schlamm von der vorgeschriebenen Feinheit (im Mittel 10% Rückstand auf dem Sieb von 4900 Maschen für den Quadratzentimeter) verwandelt.
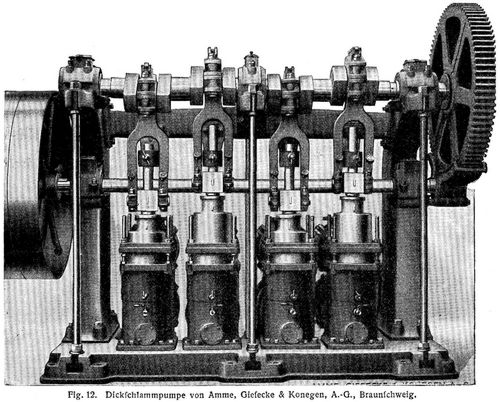
Der seine Dickschlamm wird durch eine den Bedürfnissen besonders angepaßte Vierstempelpumpe (Fig. 12) in große Schlammsilos geleitet, hier mittels Druckluft auf das innigste durchgemischt, und da immer mindestens zwei Schlammsilos vorhanden sein müssen, bietet sich Gelegenheit zu nachträglichen Berichtigungen in der chemischen Zusammensetzung der Rohmasse. Eine zweite Pumpe drückt den Schlamm in einen hochliegenden Ausgleichbehälter, aus dem er in einem dünnen Strahl dem Drehofen zufließt, in dessen unterem Teile die Verklinkerung durch die Kohlenstaubflamme erfolgt.
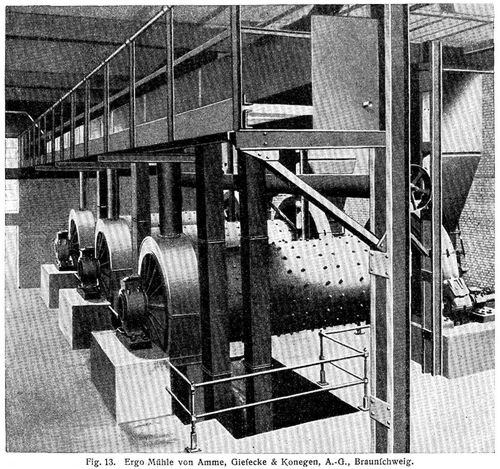
Die Kohlenstation besteht aus dem Empfangsbecherwerk, dem bei Bedarf eine passende Zerkleinerungsvorrichtung (Brechschnecke, Walzwerk oder dergleichen) vorgeschaltet wird, einem Vorratbehälter für Rohkohle, der Trockentrommel, einem zweiten Vorratbehälter für getrocknete Kohle, den Feinmühlen (Rouletts), dem Kohlenstaubbehälter mit genau regelbarer Abzugvorrichtung und dem Hochdruckventilator, der aus der Kühltrommel absaugend das Gemisch von Heißluft und Kohlenstaub in die Brenntrommel einbläst. Der abgekühlte Klinker wird durch geeignete Fördervorrichtungen (z.B. Torpedo- oder Pendelrinne [s. Förderrinnen, Ergbd. I, S. 292 ff.]) in der Klinkerhalle auf Lager (oder in Klinkersilos) geschüttet, nach vollendeter Ablagerung durch Becherwerk der aus Kugelrohrmühle und Windsichter zusammengesetzten Ergo-Mühle (Fig. 13) übergeben und sein vermählen. Das Zementmehl gelangt nunmehr in den Silo- oder Kammerspeicher mit mechanischer Beschickung und Entleerung und aus diesem in kleine Behälter, an deren Ausläufe die selbsttätigen Sackwagen oder Faßpackmaschinen oder Rüttelwerke anschließen.
1910 wurde von der Amme, Giesecke & Konegen-A.-G., Braunschweig, die Portlandzementfabrik Bélapátfalva (Komitat Borsod, Ungarn) unter Zugrundelegung dieses Verfahrens mit kleinen Abweichungen (z.B. Rührwerke statt Druckluftdurchmischung) gebaut [2].
4. Die Zementfabrikanlage des Hochofenwerkes Lübeck, gebaut von G. Polysius, Dessau. – Das Hochofenwerk Lübeck gehört nach Groeck [3] zu den Werken unserer schweren Eisenindustrie, die sich nach dem Vorbilde des Stettiner Eisenwerkes Kraft [4] an der Meeresküste, fern von jeder Kohlen- und Erzlagerstätte, angesiedelt und durch den Aufbau auf ganz neuen Verhältnissen in der Beschaffung der Rohstoffe die Aufmerksamkeit der Ingenieure und Volkswirte auf sich gezogen haben.
Die Eigenart des Lübecker Werkes liegt in der Zusammenfassung und einer dadurch erzielten Rohstoffausbeute, die bisher von keinem anderen reinen Hochofenwerk erreicht worden ist.
Der Umfang, den das Werk bereits vor dem Weltkrieg erreicht hatte, ist schon sehr bedeutend gewesen. Die neuen Anlagen bestehen aus einem dritten Hochofen mit Zubehör, einer Koksofenbatterie, einer Leuchtgasanlage und einer Zementfabrik.
Ein großer Teil der Hochofenschlacken wird zu Zement verarbeitet. Da die Schlacken für diesen Zweck besonderer Eigenschaften bedürfen, so muß der Hochöfner auf ihre Zusammensetzung noch mehr Aufmerksamkeit als sonst verwenden und bei der Führung des Ofenbetriebes auf die Beschaffenheit nicht nur des Roheisens, sondern auch der Schlacken Rücksicht nehmen. Die Lübecker Eisenportlandzementfabrik ist zurzeit für die Herstellung von jährlich 300000 Faß (50000 t zu je 1000 kg) Zement und für eine spätere Verdopplung dieser Leistung eingerichtet. Die genannte Menge erfordert etwa die Schlackenerzeugung eines auf Gießereieisen gehenden Hochofens.
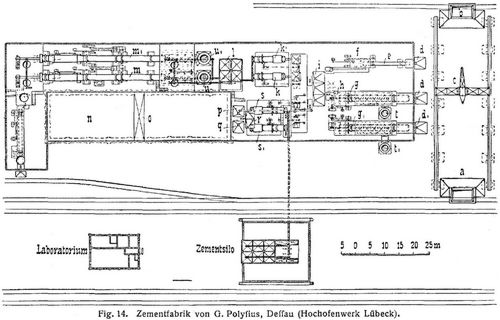
Die Zementfabrik weist mehrere bemerkenswerte Neuerungen in der Anfuhr und Stapelung der Schlacken, der Verwendung von Hochofengicht- und Koksofengas als Brennstoff und in der Lagerung der Klinker auf. Durch zweckmäßige Verwendung von Maschinen zum Befördern des Gutes zwischen den verschiedenen Fabrikationsstufen wird an Bedienung erheblich gespart, und durch die Benutzung der Gicht- und Koksofengase hat man es erreicht, den Betrieb ohne den geringsten Aufwand an Kohlen durchzuführen. Die von G. Polysius, Eisengießerei und Maschinenfabrik, Dessau, gebaute Fabrik ist in Fig. 14 dargestellt; die mit d1, g1 usw. bezeichneten Teile betreffen die Vergrößerung der Anlage.
Am östlichen Ende des Fabrikgebäudes werden die beiden Grundstoffe, Kalkstein und Schlacken, angefahren. Der aus Gotland zu Schiff bezogene Kalkstein wird am Hauptlagerplatz in der Nähe der fünften Brücke auf Ei- bis Nußgröße gebrochen, aus einem Silo in Kippwagen abgezogen, von diesen in eine Grube a abgeladen, von hier durch den Greiferkran c entnommen und im Kranfelde zu ebener Erde aufgestapelt. Die Schlacken werden von einem »Selbstentlader«[674] (Trichterwagen) angefahren und in die tiefliegende betonierte Grube b abgelassen. Hier läuft das ihnen noch anhaftende Wasser ab. Nach einiger Zeit hebt man die Schlacken heraus und stapelt sie neben der Grube auf. Dieses Umladeverfahren hat den Erfolg, daß die Schlacken nicht nur gut durchlüftet und getrocknet, sondern auch gründlichst durcheinandergemischt[675] werden, was auf die gleichmäßige Beschaffenheit des Zementes von günstigem Einfluß ist. Das Umladen besorgt von Zeit zu Zeit ein 5-t-Drehkran c, der sich auf einer Hochbahn über den Lagerplatz bewegt und dazu dient, die beiden Stoffe in die an der Gebäudewand befindlichen Aufgabetrichter d der Trockentrommel zu schaffen. Der Greiser des Kraus faßt 2 cbm. Der etwa 2% Wasser enthaltende Kalkstein gelangt durch die Aufgabevorrichtung in eine Trockentrommel e von 1,2 m Durchmesser und 16 m Länge und von dieser durch eine Schüttelrinne in den Kalksteinbehälter f. Gleichzeitig gehen die Schlacken durch eine parallel angeordnete, 24 m lange Trockentrommel g von 2,1 m Durchmesser, wo sie ebenfalls von ihrem 25–30% betragenden Wassergehalt befreit werden, um sich dann in einem Behälter h zu sammeln. Die Trockentrommel g arbeitet nur zeitweise auf Rohmehlschlacken. Sie wird in der Zwischenzeit dazu benutzt, um auch die Zusatzschlacken (s. unten) zu trocknen. Nach dem vollen Ausbau der Anlage soll hierzu die Trommel g1 dienen. Der Kalkstein und die Schlacken werden aus ihren getrennten Behältern zu einer Wägestelle geleitet, wo man sie mischt, um sie dann in einen gemeinsamen Hochbehälter i zu schaffen. Von hier gelangt das Gemisch zur Rohmühle k, einer wagrecht angeordneten vereinigten Kugelrohrmühle von 11 m Länge und 2 m Durchmesser, deren erster Teil mit einem Stahlpanzer und Stahlkugeln und deren zweiter Teil mit einem Silexpanzer und Flintsteinen ausgerüstet ist (»Solomühlen«). Das fertige Rohmehl wird durch Becherwerke in einen geräumigen Silo aus Eisenbeton l geschafft. Der Silo dient als Aufnahmebehälter zwischen Rohmühle und dem Drehofen. Zugleich wird das Mahlgut darin gründlichst durcheinandergemischt. Der durch eine Förderschnecke und ein Becherwerk abgezogene Mehlstrom wird über eine Misch- und Anfeuchtschnecke zum Drehofen m geleitet, der 43 m lang in und 2,1 m Durchmesser hat. Seine Neigung in der Richtung des durchgehenden Brenngutes beträgt 5°. Das Gut fällt am Ende in eine Kühltrommel von 18 m Länge und 1,6 m Durchmesser, die unter dem hochliegenden Ofen ebenfalls mit 5° Neigung angeordnet ist und das Gut in entgegengesetzter Richtung wie im Drehofen zu einer selbsttätigen Klinkerwage führt. Die Kühlluft zieht im Gegenstrom durch die Trommel und tritt erhitzt in die Feuerung des Drehofens ein. Die Feuerung ist wie üblich für Kohlenstaub, außerdem aber für Koksofengas eingerichtet und wird in der Regel mit diesem betrieben. Das Gas wird durch einen Ventilator in eine Düse geblasen, wo es sich mit der erhitzten Luft mischt. Im Ofen werden Temperaturen von rund 1400° erzielt. Die Klinker werden über eine selbsttätige Wage zum Klinkerlager n gebracht, das die Erzeugung von 3 bis 4 Monaten aufnimmt.
Ein 5-t-Laufkran o mit einem rund 2 cbm (gleich 3 t) fassenden Greiser verteilt die Massen auf den geräumigen Boden, wobei wieder der Grundsatz einer gründlichen Durchmischung befolgt wird. Bis zu dieser Stelle entspricht die Fabrikation ganz der des reinen Portlandzementes, und das Gut erhält erst durch die folgende Zumischung von gemahlenen Schlacken seine Eigenschaft als Eisenportlandzement. Die Zusatzschlacken werden, wie bereits oben gesagt, in derselben Trommel g getrocknet, wie der zur Rohmehlherstellung bestimmte Teil. Sie gelangen von dort auf einem Förderband zum Lagerraum für die Klinker und werden hier in einen Bunker p abgeworfen. Daneben befindet sich ein zweiter Bunker q, den der Laufkran mit Klinkern füllt. Beide Bunker geben ihren Inhalt im Verhältnis von 3 : 7 an eine Misch- und Wägestelle ab, von der er dem gemeinsamen Behälter r für Klinker und Schlacken zugeführt wird. Von hier geht das Gut in die Zementsolomühle s von 12 m Länge und 2 m Durchmesser, die neben der Rohmühle aufgeteilt ist, und durch eine Förderschnecke im rechten Winkel zu den aus sechs gleich großen Abteilungen bestehenden Zementsilos von 2100 t Fassung im ganzen. Aus diesem Hauptbehälter wird es dann nach Bedarf in die vier Packsilos abgezogen, von denen drei mit je einer Sackpackmaschine und einer mit einer Faßpackmaschine verbunden ist. Jede Sackpackmaschine bedient 1000 Sack zu je 562/3 kg in 10 Stunden, die Faßpackmaschine 300 Normalfaß von je 170 kg in der gleichen Zeit. Die Fabrik hat zwei Schornsteine t und u, einen von 35 m Höhe und 1,5 m oberem Durchmesser für die Abgase der Trockentrommeln und einen von 45 m Höhe bei 2,1 m Durchmesser für den Drehofen.
Literatur: [1] Buhle, Industriebau 1918, S. 24 ff.; ders., Zeitschr. d. Ver. deutsch. Ing. 1899, S. 299 ff., sowie Tafel IV. – [2] Naske, Tonindustrie-Zeitung 1911, Nr. 66. – [3] Groeck, Zeitschr. d. Ver. deutsch. Ing. 1913, S. 1929 ff. – [4] Buhle, Glasers Ann. s.d. Gewerbe u. Bauwesen 1898, Nr. 509, Tafel VI.
M. Buhle.
Buchempfehlung
Lessing, Gotthold Ephraim
Miß Sara Sampson. Ein Trauerspiel in fünf Aufzügen

Die tugendhafte Sara Sampson macht die Bekanntschaft des Lebemannes Mellefont, der sie entführt und sie heiraten will. Sara gerät in schwere Gewissenskonflikte und schließlich wird sie Opfer der intriganten Marwood, der Ex-Geliebten Mellefonts. Das erste deutsche bürgerliche Trauerspiel ist bereits bei seiner Uraufführung 1755 in Frankfurt an der Oder ein großer Publikumserfolg.
78 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten. Elf Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für diese preiswerte Leseausgabe elf der schönsten romantischen Erzählungen ausgewählt.
- Ludwig Tieck Die beiden merkwürdigsten Tage aus Siegmunds Leben
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Die wunderbare Gesellschaft in der Neujahrsnacht
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- Clemens Brentano Die drei Nüsse
- Ludwig Achim von Arnim Der tolle Invalide auf dem Fort Ratonneau
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Das Schloß Dürande
442 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum