Gewindeschneidwerkzeuge [1]
[492] Gewindeschneidwerkzeuge. Bei der Herstellung werden Gewinde seltener mittels Gewindestahls geschnitten; man benutzt hauptsächlich Gewindeschneidwerkzeuge (Gewindebohrer und Schneideisen) zur Herstellung von Innen bezw. Außengewinden. Als Material für die Gewindeschneidwerkzeuge dient bester Gußstahl. Besondere Sorgfalt wird auf das Härten (s.d.) verwendet.
Der Gewindebohrer dient zur Herstellung von Muttergewinde durch Abnahme mehrerer Späne nacheinander bei demselben Durchgange. Gewindebohrer zum Schneiden von Gewinde in Holz oder ähnlichem Material haben einen V-förmigen, dem Profil des Gewindes entsprechenden Schneidzahn, der sich als Gewindegang mehrmals umlaufend mit meist etwas abnehmendem Durchmesser fortsetzt; bei stärkerem Gewinde werden ein oder zwei stufenweise kleinere vorschneidende Zähne vorgesetzt. Zur Spanabführung sind vor den Schneidzähnen Löcher nach dem genügend weit ausgebohrten Inneren des Gewindebohrers hergestellt. Eine andre Ausführungsform[492] zeigt ein kegelförmiges Schraubengewinde mit drei, meist vier Längsschneidenuten mit gleichem Schärfungswinkel. – Von Gewindebohrern für Metallbearbeitung hat man mit Ausnahme der Gewindebohrer für besondere Zwecke im allgemeinen drei Sorten, Hand-, Muttern- oder Maschinen- sowie Backengewindebohrer.
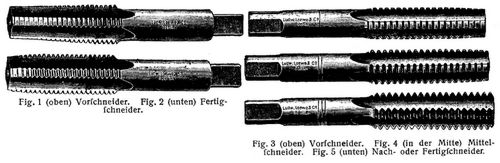
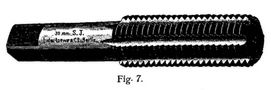
Die einfachsten Handgewindebohrer für kleine Gewinde in Metall werden in der Weise abgefeilt, daß ihr Querschnitt nach dem vorderen Ende zu allmählich in einen quadratischen oder dreieckigen übergeht und ihr Gewinde beinahe verschwindet; sie wirken nur schabend. Genauere und größere Gewindebohrer werden mit meist vier eingeifästen oder eingeschliffenen Längsnuten versehen, so daß eine richtige Schneide gebildet wird. Die Breite des schneidenden Zahnes beträgt 1/16 des Umfanges, so daß die vier Zähne zusammen 1/4 des Umfanges ausmachen. Der Anstellwinkel der Zahnschneiden ist etwa 5° Zur Erlangung eines geeigneten Anstellwinkels und geringerer Reibungsfläche, besonders bei Gewindebohrern, die mit breiteren Zähnen zur Erzielung einer größeren Standsicherheit derselben versehen sind, werden die Schneiden hinterdreht oder hinterschliffen, so daß die Außenfläche des Bohrers die Lochwand nur an den Schneidkanten berührt (hinterschnittene Gewindebohrer). Konische Gewindebohrer (Vorschneider Fig. 1 und Fertigschneider Fig. 2) dienen für durchgehende Löcher. Zylindrische Grundbohrer (Vorschneider Fig. 3, Mittelschneider Fig. 4 und Nach- oder Fertigschneider Fig. 5) verwendet man für durchgehende Löcher und Sacklöcher. Bei Sacklöchern ist der hinterdrehte Bohrer unvorteilhaft, da beim Zurückdrehen die im Loche vorhandenen Späne sich zwischen den Zähnen des Gewindebohrers und dem Gewindeloche festkeilen und das Gewinde sowohl als den Bohrer beschädigen. Der Vorschneider hat einen langen kegelförmigen Anschnitt, der sich berechnet aus c = d – k/2 · s/a · t, worin c die Länge des kegelförmigen Anschnitts, d der Außendurchmesser des Gewindes, k der Kerndurchmesser des Gewindes, s die Steigung des Gewindes, a die Anzahl der Schnittnuten (meistens a = 4), t die Schnittiefe eines Gewindezahnes (Gangtiefe) ist. Die Schnittiefe betrage 1/100 der Steigung, also t = s : 100. Dafür wird c = d – k/2 · 100/a. Der kegelförmige Anschnitt des Vorschneiders wird an der oberen Zahnspitze hinterfeilt, und zwar unter einem Winkel von etwa 5°, was ungefährlich ist, da der kegelförmige Anschnitt des Bohrers sich beim Zurückdrehen sofort von dem zu schneidenden Material entfernt. Der zylindrische Teil wird nicht hinterschnitten. Bei dem Mittelschneider wird der kegelförmige Anschnitt nur ungefähr 1/4 so lang als beim Vorschneider gemacht; er dient in dieser Form häufig unter Fortlassung des Vorschneiders als Maschinenbohrer. Der Nachschneider ist nur im vordersten Gewindegänge etwas abzuschrägen und zu hinterschneiden; er dient hauptsächlich zum Nachschneiden von Sacklöchern, um möglichst bis auf den Grund des Loches Gewinde zu erzielen. Kurze oder lange Muttern- oder Maschinenbohrer dienen zum Schneiden von Muttern, von denen die langen Mutternbohrer, Fig. 6, zum Schneiden von Muttern auf der Maschine geeignet sind und einen besonders langen Schaft erhalten, um eine Anzahl geschnittener Muttern aufzunehmen, bevor es nötig wird, den Bohrer zur Entfernung derselben auszuspannen. Die Umfangsgeschwindigkeit betrage 3,4–3,8 m in der Minute bei normalem Gewinde. Jeder folgende Zahn des kegelförmigen Anschnittes soll nicht mehr als ungefähr 0,006 von der Steigung höher sein als der vorhergehende; daraus ergibt sich die Länge des kegelförmigen Anschnittes c aus c = d – k/2 · 175/a. Wenn sich bei mehrfachen oder sehr hohen Steigungen für c eine Länge ergibt, welche die praktische Ausführung des Bohrers erschwert, so ist die Anfertigung zweier oder mehrerer Bohrer, von denen der zweite mit einer kurzen Ueberdeckung die Fortsetzung des ersten bildet, zu empfehlen. Bei Gewindebohrern zum Schneiden von Gußstahl oder anderm harten Material ist t = 0,003 s bis 0,004 s zu setzen. Auch bei diesen Bohrern mache man die Breite sämtlicher Schneidzähne zusammen gleich 1/4 des Umfanges. Die Schnittnuten sind, um für die Späne reichlich Platz zu schaffen, möglichst tief, ohne jedoch den Bohrer zu sehr in der Seele zu schwächen. Backengewindebohrer Backenbohrer (Fig. 7) dienen zum Einschneiden der Gewinde in Gewindeschneidbacken. Zur[493] Erzielung günstiger Schnittwinkel in den Backen werden sie meistens in zweifacher Art ausgeführt, und zwar mit größerem und mit kleinerem Durchmesser als normal. Solche mit größerem als normalem Durchmesser dienen zur Herstellung von Gewindebacken, deren Oberkante radial zur Drehachse liegt und zum Schneiden benutzt wird. Ist die Anordnung der Backen derart, daß die Mittelachse der Backen radial zur Drehachse liegt, so muß der Backengewindebohrer kleiner im Durchmesser sein als normal, um ein freies Schneiden der Backen zu erzielen. Maschinenbackenbohrer (Fig. 8) mit Führungszapfen zur genauen Zentrierung. Schneideisengewindebohrer (Fig. 9) zum Einschneiden der Gewinde in Schneideisen mit besonders großer Schnittlänge zur Fertigstellung des Gewindes mit einmaligem Durchschnitt. Strählbohrer mit mehreren Gewindeabsätzen hintereinander (Fig. 10) oder auch nur einem Gewinde. Schmiedebohrer mit auf ihrer ganzen Gewindelänge voll ausgeschnittenem Gewinde zum Schneiden unnormaler Muttern bei gröberen Reparaturen (Fig. 11). Schneidbohrer für Hufstollen. Flachgängige Gewindebohrer, Verwendung mehrerer kürzerer Bohrer nacheinander sind einzelnen längeren Bohrern (Mutterbohrern) vorzuziehen. Flachgängige Maschinenbohrer Fig. 12, Mutterbohrer, Backenbohrer. Aehnliche Bohrer für Gasgewinde. Gasrohrgewindebohrer mit Vorbohrer Fig. 13. Spindelstehbolzenbohrer, zur Längsverschiebung auf Führungsstift durchbohrt, Fig. 14.
Zur Verringerung des Kraftaufwandes kann ein Teil der Zähne ganz oder nur so weit weggenommen werden, daß sie nur zur Führung dienen, während die schneidenden Zähne um die Spindel wechselständig zu einander versetzt sind. Zu demselben Zwecke können bei mehrgängigen Gewindebohrern die zur Herstellung der verschiedenen Gewindegänge dienenden Zähne auf zwei getrennten, übereinander liegenden Teilen des Gewindebohrers angeordnet sein, und zwar derart genau gegeneinander versetzt daß nach erfolgtem Durchgange der unteren Schneidzähne durch den von ihnen geschnittenen Gewindegang die nunmehr in Eingriff kommenden oberen Schneidzähne genau den neben dem ersten liegenden zweiten Gewindegang einschneiden.
Eine ähnliche Schnittwirkung wird bei einem Flachgewindebohrer, D.R. P. Nr. 157438, bezweckt, der außer Reihen von gewöhnlichen Flachzähnen noch Reihen von Vorschneidezähnen hat. Diese Vorschneidezähne sind an ihrem Rücken weniger breit als die Flachzähne und nach beiden Seiten gleichmäßig abgeschrägt, um in der mit Gewinde zu verfehlenden Bohrung nach außen sich verengende Bahnen vorzuschneiden, derart, daß die Flachzähne nur noch die zu beiden Seiten dieser Schnittbahnen und innerhalb der Gewindegangbreite liegenden Eckpartien fortzunehmen haben.
Gewindebohrer mit auswechselbaren und verstellbaren Gewindeschneidmessern dienen zum Schneiden von Gewinden in Löchern verschiedenen Durchmessers. Bei dem durch D.R. P. Nr. 156693 geschützten Gewindebohrer dieser Art ist der Stellkonus für die Gewindebacken auswechselbar und verstellbar angeordnet. Zur Herstellung von Außengewinden mittels Schneidwerkzeuges dienen Gewindeschneideisen und Gewindeschneidkluppen, diese mit einsetzbaren Schneidbacken.
Zur Herstellung von Gewinden in Holz wurde das alte Schneidzeug (Kluppe) aus Holz mit einem Muttergewinde in der Mitte mittels Griffen um die zu schneidende Holzstange herumgedreht,[494] während ein vor dem erwähnten Gewinde an der Kluppe beteiligter Schneidstahl (Geißfuß) mit ∨-förmigem Maule an der Spitze in die Stange einschnitt; das Muttergewinde diente dabei der Stange als Führung im erzeugten Gewinde. Das neue eiserne Schneidzeug besteht aus zwei Teilen, von denen der eine ein Muttergewinde und der andre ein glattes, rundes Führungsloch hat.
Einfache Schneideisen zur Herstellung kleiner Gewinde in Metallen bestehen aus einer Stahlplatte, in die Muttergewinde, oft mit Seitenlöchern zur Erlangung einer Schneidkante, eingeschnitten und gehärtet ist (Stubsschneideisen, Fig. 15). Zur Fertigstellung eines Gewindes benutzt man zwei bis vier solcher gehärteter Muttergewinde hintereinander; das erste derselben beginnt die Bildung des neuen Gewindes, die andern führen es stufenweise der Vollendung zu. Hierbei findet nur in geringem Maße ein Schneiden des Materials statt; dasselbe wird gequetscht, indem es zur Seite gedrückt und zu beiden Seiten von der Furche Wälle gebildet werden. Infolge dieser quetschenden Kräfte tritt eine Streckung des Bolzens ein, was vielfach eine Krümmung desselben zur Folge hat. Schneideisen mit zwei Einschnitten, die teils zur Bildung von Schneidkanten, teils zum Abfluß der entstehenden Späne dienen, wirken gleichfalls hauptsächlich nur schabend. Im Jahre 1856 wurde Dandoy-Maillard, Lucq & Co. in Maubeuge, Frankreich, ein Patent auf ein Schneideisen erteilt, das längere Zeit unbeachtet blieb. Bei demselben findet eine gleichmäßigere Verteilung der Schneidarbeit auf die Schneidkanten der einzelnen Gewindegänge statt, wie dies bei den Gewindebohrern schon lange beobachtet wurde. Fig. 16 und 17 ist ein Schnitt und eine Oberansicht des Werkzeuges, Fig. 18 ein vergrößerter Querschnitt des eigentlichen Schneideisens. Die Mutter a ist kegelförmig ausgebohrt, so daß nur die beiden obersten Gänge derselben unversehrt bleiben, während der unterste Gang vollständig fortgenommen ist. In dem doppelarmigen Hebel e wird die Mutter a mittels des Deckels c festgehalten. Die Hülfe d dient zum Einstellen des Schneidzeuges in der richtigen Lage gegenüber der Achse des Bolzens. Die erste Schneidkante schneidet eine seichte Furche, die zweite vertieft dieselbe u.s.w., bis die Kante des unversehrt gebliebenen Gewindeganges das Profil vollendet. Hierdurch wird der Vorteil erreicht, daß die von diesem Schneidzeug gebildeten Neigungswinkel des Gewindes von vornherein richtig sind, daß also von vornherein eine sichere Führung entsprechend der Neigung des beabsichtigten Gewindes geboten wird. Der Spitzenwinkel der kegelförmigen Ausweitung wird zu 16° angegeben. Vorteilhaft ist die Anordnung einer ringförmigen Kapsel um das einseitig aufgeschnittene Schneideisen, mit deren Hilfe geringe Differenzen im Gewindedurchmesser mittels Stellschraube ausgeglichen werden können. Die Kapsel ermöglicht ferner ein leichteres Auswechseln des auf den gewünschten Gewindedurchmesser eingestellten Schneideisens. Fig. 19 zeigt ein einstellbares Schneideisen mit Kapsel und Halter von Ludwig Löwe & Co., A.-G., Berlin. Die Halter sind mit zwei federnden Zapfen versehen, durch welche die Kapsel festgehalten wird. Die Zapfen lassen sich leicht zurückziehen, so daß die Kapsel schnell ausgewechselt werden kann.
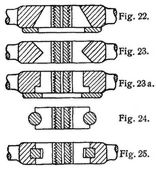
Eine einfache Gewindeschneidkluppe ist die Handkluppe mit mehreren in einem Halter mit Geradführung eingesetzten, durch Schraube einstellbaren Backenhälften (Fig. 20). Eine Kluppe mit einem Paar viereckiger Schneidbacken und Einstellschraube zeigt Fig. 21. Die Geradführung für die Backen ist schräg oder senkrecht zur Richtung der Kluppenarme gerichtet. Von Wichtigkeit ist die Art der Geradführung, da beim Gewindeschneiden eine Kraft auftritt, welche die Backen aus der Ebene der Kluppe zu drängen strebt. Fig. 22–25 kennzeichnen einige besondere Ausführungsformen in Schnittzeichnung quer zur Geradführung. Fig. 22 ist eine schräge Führung zum seitlichen Einlegen der Backen mit einer Deckplatte; Fig. 23 ist eine prismatische Führung. Fig. 23a zeigt rechtwinklige Führungsflächen, auf denen entsprechend gestaltete Führungsleisten an den Schneidbacken aufliegen, und eine Deckplatte. Diese Führungen sind aus dem[495] Material des Halters herausgearbeitet. Fig. 24 zeigt eine Ausführung, bei der die Geradführung aus zwei besonderen Rundstäben besteht. Fig. 25 zeigt die Anordnung eines gabelförmigen Führungsstückes, dessen Führungsäste rechteckigen Querschnitt haben und je zur Hälfte in entsprechend ausgefräste Nuten der Kluppe und der Backenhälften eingeschoben sind. Hierdurch ist die Auswechslung der Backen sehr erleichtert. Nach Lösen einer seitlichen Schraube läßt sich die gabelförmige Führung leicht aus dem Gehäuse herausziehen, worauf die Backen ohne weiteres aus dem Gehäuse herausgenommen werden können. Die mit den Seitenschlitzen versehenen Backen werden durch diese gabelförmige Führung in ihrer Lage gehalten und legen sich mit der vollen Breite ihrer geraden Seitenflächen an die Seiten des Gehäuseausschnittes an, wodurch ein Zwängen, wie es bei den prismatischen Führungen auftreten kann, vermieden wird. Eine ähnliche Wirkung wird dadurch erzielt, daß die in die seitlichen Nuten der auswechselbaren Schneidbacken greifenden Führungsleisten als Klinken ausgebildet sind, die in Einfräsungen, welche die Seitenwände des Rahmens durchsetzen, ausschwenkbar gelagert sind. Die Feststellung erfolgt durch Klemmschrauben, D.R. P. Nr. 143 061. Bei einer andern Schneidkluppe, D.R. P. Nr. 150565, sind die ringsum an ihrem Umfange mit Schneidkalibern versehenen Backen aus einer Breitseite des Rahmens heraushebbar angeordnet. Die Schneidbacken hängen an Handschrauben, die durch den Deckel des Rahmens und zugleich durch die Mitten der Backen gehen. Der nötigen seitlichen Verschiebung der Backen entsprechend sind die Bohrungen im Kluppendeckel, durch welche die Halteschrauben gehen, länglich ausgebildet.
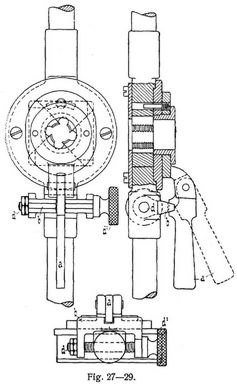
Fig. 26 zeigt die Schraubenkluppe von Whitworth, die auf die Entwicklung der Backenanordnung bedeutenden Einfluß gehabt hat. In dem Mittelstücke a des Windeeisens ist eine ringförmige Vertiefung ausgedreht, in welcher der Keilring b mittels der Schraube c verschoben werden kann. Der ringförmige Teil d des Mittelstückes ist mit Nuten für die Aufnahme der drei Backen e versehen. Backen und Keilring werden durch eine mittels der Schrauben f befestigte Deckplatte vor dem Herausfallen geschützt. Bei der Schneidkluppe der Werkzeugfabrik Aug. Mettelbach Nach s., G.m.b.H., Leipzig-Lindenau (Fig. 27–29) können die Kluppen für jede Gewindestärke genau passend eingestellt und nach erfolgtem Schneiden nachgespannt werden, ohne daß dazu Hilfswerkzeuge in Anspruch genommen werden müssen. Die Ein- und Nachstellbarkeit der Schneidbacken wird dadurch bewirkt, daß an dem Drehschieber, durch den die Backen einander genähert und entfernt werden, ein Hebel a angelenkt ist, der in die Rast des Steges b einfällt. Der Steg b ist auf einer durch einen Arm der Kluppe gehenden Schraubenspindel d derart angeordnet, daß er bei Drehung derselben mittels der Rändelscheibe d' wagerecht verschoben wird. Auf der Vorderfläche des Steges d ist eine Gradeinteilung angebracht, durch die sich das Maß der Backenerweiterung bestimmen läßt. Sollen während des Gewindeschneidens die Backen von den Spänen gereinigt oder soll nach vollendetem Schneiden ein neuer Bolzen angeschnitten werden, so wird lediglich der Hebel a aus der Rast b' des Steges b herausgehoben und verdreht. Nach dem Wiedereinführen des Hebels a in die Stegrast b' ist die Kluppe sofort wieder gebrauchsfertig eingestellt. Um mit denselben Schneidbacken einer Kluppe verschiedene Gewinde schneiden zu können, sind die Schneidbacken derart geformt, daß durch Verdrehung oder Verschiebung derselben verschiedene Zähne zum Schnitt kommen. Bei einer Gewindeschneidkluppe, D.R. P. Nr. 138458, sind in drei gleichmäßig verteilten Schlitzen ebenso viele durch Schrauben verstellbare Schneidscheibenhalter angebracht. Diese sind so eingerichtet, daß sie oberhalb des Kluppengehäuses in Vielkante und Gewinde mit Muttern auslaufen zur Aufnahme von Schneidscheiben, die auf diesen Vielkanten in verschiedene Lagen festgelegt werden können, wodurch jedesmal andre Schneidzähne zur Anwendung kommen. Bei der Gewindeschneidkluppe D.R. P. Nr. 167611 sind die den verschiedenen Gewindegrößen entsprechenden Schneidflächen so zur Backenmitte verteilt, daß nur der zur Bearbeitung des kleinsten der Durchmesser bestimmte Gewindeteil auf oder in die Nähe der Backenachse zu liegen kommt, während die übrigen Teile seitlich von ihm angeordnet sind und stets nur ein Gewindeteil anliegt und schneidet. Das Gehäuse der Kluppe ist mit Rippen versehen, die als Führungen für die Backen in radialer Richtung dienen. Die nebeneinander angeordneten schneidenden Gewindeteile der Backen, von denen jeder für eine Gewindegröße bestimmt ist, sind nach dem zugehörigen Durchmesser gekrümmt und so zueinander versetzt, daß in jeder Stellung der Backe nur ein Gewindeteil zum Schneiden kommt. Soll ein Gewinde von anderm Durchmesser geschnitten werden, so wird die Backe parallel verschoben, bis der nächste Gewindeteil schneidet, während die beiden andern Teile abstehen. Bei der Schneidkluppe D.R. P. Nr. 135457 ist die[496] Einrichtung getroffen, daß stets eine gleichmäßige und gleichzeitige Einstellung von Führungsrollen in bezug auf die Mitte der Schneidkluppe erfolgt, indem zwei Doppelrollenpaare, die in geradlinig geführten Haltern gelagert sind, durch Vermittlung von Gelenkstangen abhängig voneinander gemacht und von einer durch eine Mutter verstellbaren Schraube aus gleichzeitig verstellt werden.
Um Gewinde auf Bolzen u. dergl. herzustellen, die für gewöhnliche Kluppen unzugänglich sind, werden die Schneidbacken in einem zangenartigen, mittels eines Griffes um seine Längsachse drehbaren Halter gelagert und mit Klemmschrauben aneinander gepreßt oder auseinander gezogen, D.R. P. Nr. 133979.
Literatur: Zeitschrift des Vereines deutscher Ingenieure 1885, Heft 11, 12, 14; Zeitschrift für Werkzeugmaschinen und Werkzeuge 1902 03, Heft 30; Preisliste von Ludw. Löwe & Co., A.-G., Berlin; J.F. Reinecker, Chemnitz-Gablenz; de Fries & Co., A.-G., Düsseldorf; Berliner Präzisionswerkzeugmaschinenfabrik, G.m.b.H., Berlin; Werkzeug- und Maschinenfabrik Richard Weber & Co., Berlin. – Von den noch bestehenden deutschen Patenten sind zu nennen: a) für Gewindeschneidkluppen Nr. 126513, 133979, 135457, 136154, 138458, 143061, 150565, 164337, 167611, b) für Gewindebohrer Nr. 156693, 157438, c) für Einstellvorrichtungen für Gewindeschneidbacken Nr. 125479, 135657, 139883, 155331.
Dalchow.












Lueger-1904: Gewindeschneidwerkzeuge [2]
Buchempfehlung
Schnitzler, Arthur
Flucht in die Finsternis

Robert ist krank und hält seinen gesunden Bruder für wahnsinnig. Die tragische Geschichte um Geisteskrankheit und Tod entstand 1917 unter dem Titel »Wahn« und trägt autobiografische Züge, die das schwierige Verhältnis Schnitzlers zu seinem Bruder Julius reflektieren. »Einer von uns beiden mußte ins Dunkel.«
74 Seiten, 3.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten II. Zehn Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für den zweiten Band eine weitere Sammlung von zehn romantischen Meistererzählungen zusammengestellt.
- Novalis Die Lehrlinge zu Sais
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Eine Geschichte vom Galgenmännlein
- E. T. A. Hoffmann Der goldne Topf
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Die Bettlerin vom Pont des Arts
428 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum