Scheren [1]
[739] Scheren, Schneidwerkzeuge mit zwei Schneiden (Blättern, Messern, Klingen), die derart gegeneinander bewegt werden, daß sie ein dazwischen gebrachtes Arbeitsstück zerteilen. Man fertigt kleine S. aus Stahl oder aus Schmiedeeisen mit aufgeschweißtem Stahl, größere aus Gußeißen mit aufgeschraubten Blättern. Die Rohform erhalten sie durch Schmieden in Gesenken unter Mithilfe von Durchschlägen zur Vorbildung der Griffe, der Scharnierlöcher etc., oder aus Stahlblech mittels der Durchschnitte. Sie werden dann gefeilt, geschliffen, gehärtet, nachgelassen, gerichtet, feingeschliffen, poliert, auch vielfach verziert durch Gravieren, Vergolden, Versilbern und Vernickeln. Man vereinigt beide Blätter durch eine Feder, die zugleich das Öffnen der Schere besorgt (Schafschere, Rosen schere) oder durch ein Niet, bez. eine Schraube, um die sich die Blätter gegeneinander bewegen. Zu einem guten Schnitt ist nebst dem passenden Schneidwinkel erforderlich, daß die Blätter beim Schließen stets sich vollkommen berühren. Aus dem Grunde wird den gewöhnlichen Scherblättern eine einwärts hohle Krümmung und den großen S. eine bedeutende Blattstärke oft mit Andruckvorrichtungen gegeben. Große S. werden durch maschinellen Antrieb in Bewegung gesetzt. Hierher gehören auch die S., bei denen das bewegliche Blatt schraubenförmig auf einer drehenden Walze befestigt wird (Schermaschine für Appretur, s. Tafel »Appreturmaschinen«, S. II). Eine besondere Klasse bilden die bei der Metallverarbeitung benutzten S. (vgl. Tafel »Blechverarbeitungsmaschinen u. – Werkzeuge«, S. 1).
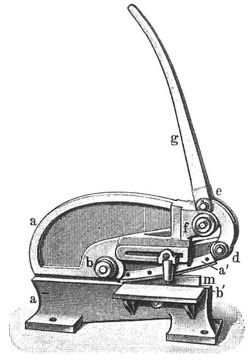
Größere Handscheren werden mit einem Ansatz in den Schraubstock eingespannt (Stockschere) oder mit einem festen Gestell versehen (Bockschere, Tafelschere). Der Griff bildet dann zweckmäßig die unmittelbare Fortsetzung des beweglichen obern Blattes, folglich einen einarmigen Hebel. Um S. zum Schneiden dicker Bleche mit der Hand zu befähigen, gibt man ihnen eine doppelte Hebelübersetzung. An dem bügelartigen Gußeisengestell a a (Fig. 1) befindet sich das untere feste Scherblatt b'. Das bewegliche obere Scherblatt a' dreht sich um einen Bolzen b u. wird niedergedrückt durch den Hebel g, der sich um f dreht u. durch ein Bogengelenk e d auf das Ende des Scherblattes a´ mit zehnfacher Kraftübersetzung wirkt. Man kann daher mit dieser Schere Eisenblech bis 5 mm Dicke schneiden.
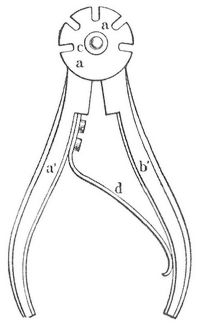
An der Schere befindet sich ferner noch ein verstellbarer Anschlag m zum Abschneiden von Streifen von vorgeschriebener Breite. Zum Schneiden profilierter Stäbe erhalten die S. Ausschnitte, die diesen Profilen entsprechen (Formscheren), um ein Zerquetschen des Arbeitsstückes zu vermeiden. Zu solchen S. gehören die Drahtscheren (Fig. 2 u. 3) aus zwei runden Scheiben a u. b, die an den Rändern mit Einschnitten versehen sind, in die man den Draht legt.

Indem dann die Scheiben durch die vermittelst der Feder d auseinander[739] gedrückten Griffe a' und b' um den Bolzen c gedreht werden, scheren sie den Draht ab. Beim Schließen einer Schere verändert sich der Winkel, den die beiden Blätter miteinander machen (Scherenwinkel), fortwährend, obwohl er eigentlich gleichbleiben sollte, weil bei Winkeln, die größer als der Reibungswinkel sind, das Arbeitsstück herausgeschoben wird. Die konstante Größe des Scherenwinkels ist einfach dadurch zu erhalten, daß man die Schneide eines Blattes nach einer logarithmischen Spirale konvex krümmt (a´, Fig. 1) oder das eine Blatt mit gerader Schneide parallel zu sich selbst bewegt (Parallelschere) oder beide Blätter aus kreisrunden, um die Mitte drehbaren Blättern (Kreisschere) herstellt.
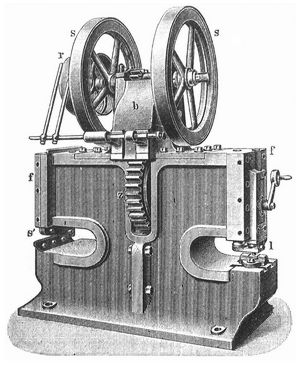
Da nun die Bewegung der gewöhnlichen S. mittels Hebel, diejenigen der Parallelscheren in rahmenartigen Führungen erfolgt, so unterscheidet man Hebelscheren oder Winkelscheren, Rahmenscheren oder Parallelscheren und Kreisscheren. Bei den großen Hebelscheren wird der Hebel in der Regel durch ein Kreisexzenter oder einen Krummzapfen bewegt. Dabei kann der Hebel in horizontaler Richtung, wie das Blatt, liegen, oder er steht in rechtem Winkel gegen dasselbe abwärts (Winkelhebelschere). Gibt man dem Hebel dann die Gestalt eines ⊥, läßt die bewegende Kraft am vertikalen Arm wirken und an den entgegengesetzt auslaufenden Armen zwei Scherblätter sich befinden, die bei der Schwingung um den zwischen ihnen liegenden Drehpunkt wechselweise gegen entsprechende festliegende Schneiden niedergehen, so erhält man eine Doppelschere. Bei kleinen Rahmenscheren bewegt man das Scherblatt auch mit seitwärts angreifendem Handhebel. Große Rahmenscheren werden gewöhnlich von Schubstangen oder Zugstangen mittels Kreisexzenter, von einer Transmission, einem Elektromotor, einer Dampfmaschine (Dampfschere) oder einer hydraulischen Presse derart angetrieben, daß das obere Scherblatt auf und ab bewegt wird (hydraulische Schere, s. Hydraulische Presse, S. 690). Rahmenscheren gestatten sehr lange Blätter (bis 2,5 m) und sind daher hauptsächlich zum Schneiden langer dicker Bleche (für Dampfkessel in den Kupferschmieden, zum Brückenbau etc.) in Gebrauch, sehr häufig mit einer Lochmaschine zusammengebaut. Diese vereinigte Loch- und Schermaschine gehört zu den wichtigsten Blechverarbeitungsmaschinen und erhält gewöhnlich die in Fig. 4 dargestellte Anordnung. An einer Seite s' sitzt die Schere, auf der andern Seite 1 der Lochstempel mit Matrize. Das obere Scherblatt und der Lochstempel sitzen an Schlitten, die an Führungen ff auf und ab bewegt werden und zwar mittels Zapfen, die exzentrisch an den Enden einer im Gestell gelagerten Welle angebracht sind und in Gleitstücke der Schieber eintreten. Diese Welle trägt das Zahnrad z, das von einem zweiten Zahnrad angetrieben wird; letzteres sitzt in dem Schutzgehäuse b auf derselben Welle, welche die Schwungräder s, s trägt und von der Riemenscheibe r die Umdrehung erhält. Dabei sitzen die genannten Zapfen gegeneinander so verstellt, daß der eine Schlitten aufwärts geht, während der andre sich senkt. Mit dieser Maschine lassen sich Eisenbleche bis 20 mm Dicke schneiden und Löcher bis 20 mm Durchmesser ausstoßen. Die Kreisschere (s. Tafel »Blechverarbeitungsmaschinen«) schneidet schnell und sicher beliebig lange Streifen, auch auf das genaueste kreisrunde Scheiben (z. B. für Konservenbüchsen) und Blechringe. Zu den S. gehören auch die Beschneidemaschinen in Buchbindereien (s. Tafel »Buchbinderei II«, Fig. 3 u. 5).
Buchempfehlung
Hume, David
Dialoge über die natürliche Religion

Demea, ein orthodox Gläubiger, der Skeptiker Philo und der Deist Cleanthes diskutieren den physiko-teleologischen Gottesbeweis, also die Frage, ob aus der Existenz von Ordnung und Zweck in der Welt auf einen intelligenten Schöpfer oder Baumeister zu schließen ist.
88 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten II. Zehn Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für den zweiten Band eine weitere Sammlung von zehn romantischen Meistererzählungen zusammengestellt.
- Novalis Die Lehrlinge zu Sais
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Eine Geschichte vom Galgenmännlein
- E. T. A. Hoffmann Der goldne Topf
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Die Bettlerin vom Pont des Arts
428 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum