Geschützfabrikation
[425] Geschützfabrikation. Als Werkstoff für die Fertigung von Geschützrohren kommt gegenwärtig fast nur noch Stahl (Nickelstahl) in Betracht; außer diesem wird in Oesterreich-Ungarn für Feldgeschütz- und andre leichte Rohre auch die sogenannte Schmiedebronze verwendet, welche sich von der früher benutzten Hart- oder Stahlbronze durch ein andres Legierungsverhältnis der beiden Bestandteile (Kupfer und Zinn), das Schmieden der Gußblöcke und ein verbessertes Preßverfahren unterscheiden soll.
Ihre Zugfestigkeit wird zu 53 kg/qmm, die Elastizitätsgrenze zu 34 kg/qmm und die Dehnung zu 20% angegeben. Näheres über ihre Zusammensetzung, Darstellung und Bearbeitung ist auch nicht bekannt geworden.
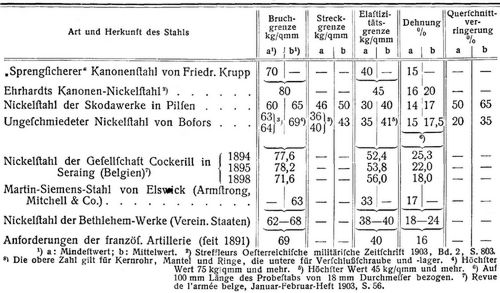
Als bester Stahl für Rohre gilt der (in feuerfesten Tongraphittiegeln von rund 40 kg Inhalt geschmolzene) Tiegelflußstahl; doch werden auch mit andern Flußstahlarten (z.B. Martin-Siemens-Stahl) recht gute Ergebnisse erzielt. Die Gußblöcke, welche Friedr. Krupp bis zu einem Gewicht von 85000 kg herstellt, werden unter schweren Dampfhämmern und neuerdings in noch vollkommenerer Weise mittels sehr kräftiger Flüssigkeitspressen weiter verarbeitet. Auch bewirkt man das Lochen und Formgeben des Blocks (von quadratischem Querschnitt) nach dem Ehrhardtschen Preß- und Ziehverfahren. Die Kanonenfabrik Bofors (Schweden) wendet für blasenfreien Guß eiserne Formen an, deren Höhe so bemessen ist, daß der Gußblock[425] eine Länge erhält, welche die des fertigen Werkstückes um etwa 50% übersteigt (»verlorener Kopf«). Die Form ist innen mit einer dünnen Schicht Formsand ausgekleidet, deren Stärke, ebenso wie die Zusammensetzung des Sandes und des Stahls selbst, als wesentlichste Vorbedingungen für die Güte des Gusses geheimgehalten werden. Der Block wird massiv (ohne Kernspindel bezw. innere Kühlung) gegossen und weder geschmiedet noch gepreßt. Die beim Gießen entstehenden Gasblasen sammeln sich teils im verlorenen Kopf, teils in den innersten Schichten des Blocks längs seiner Mittellinie, also in Teilen, die später sämtlich durch Abstechen und Ausbohren entfernt werden. Durch Zusatz von Nickel hat man in neuerer Zeit eine noch vor kurzem für unerreichbar gehaltene Steigerung der physikalischen Eigenschaften des Kanonenstahls erzielt. Einige Beispiele der letzteren, wie sie gegenwärtig von verschiedenen Fabriken erreicht werden, sind in nachstehender Zusammenstellung1) wiedergegeben:
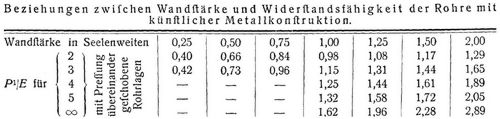
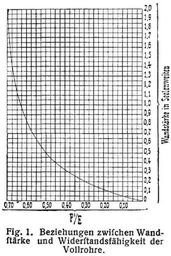
Vermöge der Elastizität des Metalls erfahren die inneren Schichten des Rohrkörpers eine stärkere Ausdehnung durch den Gasdruck als die äußeren und tragen daher auch mehr als diese zur Widerstandsfähigkeit des Rohrs bei. Die Widerstände der verschiedenen Wandschichten würden sich umgekehrt wie die Quadrate ihrer Halbmesser verhalten, wenn nicht auch die bei der Beanspruchung durch den Schuß eintretenden Veränderungen der Flächengrößen des Rohrquerschnitts berücksichtigt werden müßten. Daraus folgt dann eine noch erheblich geringere Beanspruchung der äußeren Schichten gegenüber den inneren, und es kann daher bei den aus einem einzigen Gußblock hergestellten Voll- oder Massivrohren die Widerstandsfähigkeit gegen den Gasdruck niemals in gleichem Verhältnis mit der zunehmenden Metallstärke wachsen. Bedeutet P1 den Gasdruck, E die höchste zulässige Beanspruchung des Rohrmetalls in Atmosphären auf 1 kg/qcm, R den äußeren, r den inneren Halbmesser des Rohres, und wird R/r = k gesetzt, so ist (nach Winkler) E = 2P1/3 · 2k2 + 1/k2 – 1. Daraus ergeben sich folgende Werte (s.a. Fig. 1):

Eine Vergrößerung der Wandstärke über 1,5 Seelenweiten ergibt sonach überhaupt keinen nennenswerten Zuwachs an Widerstandsfähigkeit. Die stetig steigenden Anforderungen an die Leistung und damit auch an die Anstrengung der Geschütze nötigte deshalb, den Rohrkörper oder wenigstens den hinteren, am meisten beanspruchten Teil aus mehreren konzentrischen Lagen aufzubauen und diesen eine bestimmte gegenseitige Spannung zu geben, um so die in den einzelnen Lagen verkörperten Widerstände tunlichst gleichmäßig in Anspruch zu nehmen und die gesamte im Rohr verkörperte Widerstandsfähigkeit möglichst vollkommen auszunutzen. Dies[426] geschieht durch die sogenannte künstliche Metallkonstruktion, bei der jede äußere Lage vor dem Zusammenbau des Rohrs einen kleineren inneren (lichten) Durchmesser erhält, als der äußere Durchmesser der von ihr umschlossenen inneren Lage beträgt. Dieser Unterschied der Durchmesser benachbarter Rohrlagen, das Schrumpfmaß, wird nach den physikalischen Eigenschaften des Metalls aus Versuchen und durch Rechnung in der sorgfältigsten Weise bestimmt, weil von seiner zutreffenden Größe die Brauchbarkeit der Konstruktion wesentlich abhängt. Um die äußeren Lagen trotz ihrer geringeren lichten Weite auf die inneren aufziehen zu können, werden ihre Durchmesser durch Anwärmen um das erforderliche Maß vergrößert. Nach dem Aufbringen erkaltend, ziehen sie lieh wieder zusammen und üben daher auf die inneren Lagen eine Pressung aus, die dem Gasdruck des Schusses entgegenwirkt. Da der Ausdehnungskoeffizient des Flußstahls für 1 Wärmegrad (C.) nur 0,000135 ausmacht, so muß auch das Schrumpfmaß entsprechend klein gewählt werden; es beträgt z.B. für Feldkanonen (zwischen Kernrohr und Mantel) gegen 0,18 mm, für 21- und 28-cm-Kanonen (ebenfalls zwischen Kernrohr und Mantel) 0,40 mm und für 28-cm-Kanonen (zwischen den beiden äußeren Ringlagen) 0,80 mm. Abweichungen des Schrumpfmaßes um nur 0,1 mm von seinem normalen Wert können schon zu einer verhältnismäßig beträchtlichen Mehrbeanspruchung der beteiligten Rohrlagen führen.
In welchem Maße durch die künstliche Metallkonstruktion die Widerstandsfähigkeit der Rohre gesteigert wird, läßt sich aus dem Vergleich der nachgehenden Zusammenstellung mit den vorhin für Vollrohre angegebenen Zahlen ohne weiteres entnehmen.
Hiernach ließe sich die Widerstandsfähigkeit des Rohrs durch Vermehrung der Lagen, bei entsprechender Zunahme der Wandstärke und des Gewichts, scheinbar beliebig steigern. Das ist indes in Wirklichkeit schon deshalb unausführbar, weil der durch die Anstrengung beim Schuß bedingte Druck auf die innerste Lage schließlich so groß ausfallen müßte, daß letztere im Ruhezustand zerdrückt werden würde. Ring- und Mantelringrohren (s. weiter unten) gibt man in der Regel höchstens fünf Lagen. Nur die (älteren) englischen 110-t-Kanonen haben sechs Lagen. – Man unterscheidet folgende Arten der künstlichen Metallkonstruktion:
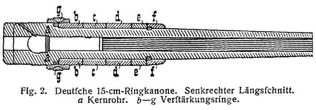
Ringrohre (Fig. 2); die innerste Lage (Kernrohr) nimmt die ganze Rohrlänge ein und ist vor dem Verschluß – bis zur Mündung oder um im hinteren Teil – durch eine oder mehrere Lagen warm aufgezogener Ringe verstärkt; das Kernrohr trägt den Verschluß, ein (äußerer) Ring die Schildzapfen. Ringrohre werden für gewöhnlich nicht mehr gefertigt, weil ihnen die Mantel- und Mantelringrohre in verschiedenen Beziehungen überlegen sind.
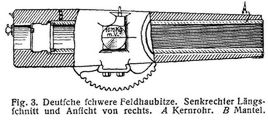
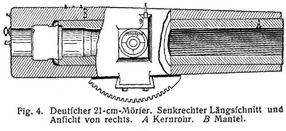
Mantelrohre (Fig. 3 und 4); das Kernrohr (Seelenrohr) reicht von der Mündung nur bis zum Verschluß (Keilloch) und ist im hinteren Teil oder in seiner ganzen Länge von einem warm aufgezogenen Mantel umgeben, der die Schildzapfen trägt und in der Regel auch den Verschluß aufnimmt. Die größtmögliche Widerstandsfähigkeit der Mantelrohre (und ebenso der Ringrohre mit einer Ringlage) wird erreicht, wenn sich die Seelenweite s zum inneren Mantel- (Ring-) durchmesser d verhält wie dieser zum äußeren Rohrdurchmesser D, also wenn d2 = D s ist; daraus folgt, daß der Mantel (Ring) eine größere Wandstärke erhalten muß als das Kernrohr. Die Mantelkonstruktion wird nur bei Feldkanonen und noch kleineren Kalibern sowie bei Haubitzen und Mörsern bis 21 cm Seelenweite angewendet; für schwerere Geschütze bedient man sich meist der
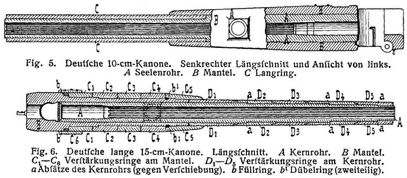
Mantelringrohre (Fig. 5 und 6), deren Kernrohr mit Mantel versehen und überdies durch einen oder eine größere Anzahl Ringe (in einer oder mehreren Lagen) verstärkst ist; der Verschluß befindet sich meist im Mantel, seltener im Kernrohr.[427]
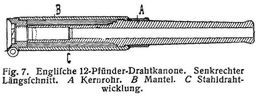
Drahtrohre (nach den Konstruktionen von Longridge, Schultz, Woodbridge u.a.); das Kernrohr wird in einer größeren Zahl Schichten mit Stahldraht bezw. Bandstahl von rundem, quadratischem oder rechteckigem Querschnitt umwunden und dem Draht beim Aufwickeln eine solche Spannung gegeben, daß der Druck der äußeren Lagen auf die inneren den Gesetzen der künstlichen Metallkonstruktion entspricht. Ein Mantel, der die Schildzapfen trägt, umschließt und schützt die äußerste Drahtschicht, während der Verschluß im Kernrohr oder im Mantel angebracht wird. Als Vorteile der Drahtröhre gegenüber den Ring- und Mantelröhren werden geltend gemacht: Vermöge der großen Zahl der Drahtschichten nähern sie sich am meisten der theoretisch besten Form der künstlichen Metallkonstruktion mit unendlich vielen Lagen. Dem Draht kann eine erheblich höhere Fertigkeit und Elastizität gegeben werden als großen Blöcken von demselben Metall. Stahldraht, der von Felten & Guillaume in Köln zu Longridge-Drahtrohren geliefert wurde, zeigte folgende Werte der Zugfestigkeit:
Die Spannung des Drahts läßt sich beim Aufwickeln durch maschinelle Vorrichtungen genau regeln. Unganze und fehlerhafte Stellen scheiden bei der Fabrikation von selbst aus. Daher sollen die Drahtröhre bei gleicher Wandstärke und gleichem Gewicht bedeutend größeren Gasspannungen gewachsen sein. Ueberdies sind sie angeblich wohlfeiler und schneller herzustellen, obgleich ihre Fertigung umständlich und schwierig ist.
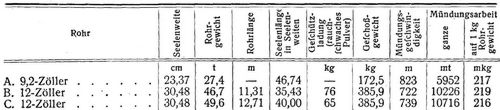
Bis jetzt hat man sich vorzugsweise in England (in geringerem Maße auch in den Vereinigten Staaten, Frankreich und Rußland) mit der Ausbildung der Drahtröhre beschäftigt. Die bisherige 12-Pfünder-Drahtkanone (Fig. 7) der englischen reitenden Artillerie hat im hinteren Teil eine Wicklung von 15 Lagen Bandstahl, der bei 6,3 × 1,5 mm Querschnitt 142–172 kg/qmm Zugfestigkeit besitzt. Das Rohr wiegt 324 kg und leistet (mit 5,669 kg Geschoßgewicht und 473 m Mündungsgeschwindigkeit) 64,88 m/t Mündungsarbeit, so daß sich 1 kg seines Gewichts nur mit 64880 : 324 = rund 200 m/kg verwertet. Es kostet 5750 ℳ. oder 17,7 ℳ. für das Kilogramm [1]. Seine relative Leistung ist daher geringer und sein Preis höher als bei gewöhnlichen Mantelröhren. Die Verwertung der schweren englischen Drahtkanonen Hellt sich ebenfalls nicht viel günstiger, wie aus den nachstehenden Angaben über drei Rohre hervorgeht, von denen A. und B. in der englischen Flotte eingeführt sind, während C. in Elswick für Japan gefertigt wurde [2], [3].
Ein weiterer wesentlicher Mangel der Drahtröhre besteht darin, daß die Drahtlagen sowohl zur Widerstandsfähigkeit des Rohrkörpers gegen den Längszug, der beim Schuß zwischen Verschluß und Schildzapfen wirksam wird, als auch zur Versteifung des Rohrs gegen Verbiegen in der Querrichtung nur sehr wenig beitragen können. Diesem Mangel hat der Amerikaner Brown durch die Konstruktion der
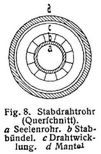
Stabdrahtrohre (Fig. 8) abzuhelfen gesucht, bei denen die Drahtwicklung c ein Stabbündel b einschließt, dessen (ähnlich wie die Dauben eines Fasses) lose aneinander gefügte Stäbe keilförmigen Querschnitt haben. Das dünnwandige Seelenrohr a wurde erst nachträglich angenommen; ursprünglich sollten die gewölbten Innenflächen der Stäbe c selbst die Seelenwandung bilden. Der Mantel d ist mit Spielraum über die Drahtwicklung geschoben. Eine 12,7-cm-Brown-Kanone enthielt zwölf Keilstäbe aus Tiegelchromstahl von 116 kg/qmm Zerreißfestigkeit; der aufgewickelte Draht hatte[428] eine Gesamtlänge von 60000 m. Zu einem 15,2-cm-Rohr L/38 wurden 68500 m = 1477 kg quadratischer Draht von 1,8 mm Seite und von 175,8 kg/qmm Zerreißfestigkeit verwendet. In der 12,7-cm-Kanone erreichte man, bei stufenweiser Steigerung der Ladung, schließlich 986 m Mündungsgeschwindigkeit mit 4465 Atmosphären Druck. Eine 25,4-cm-Kanone erhielt zuerst ein zweiteiliges Seelenrohr; der hintere Teil umgab den Ladungsraum, der vordere enthielt die Züge; beide Teile waren auf 510 mm Länge ineinander geschoben. Die Stabbündel wurden an den Enden durch zwei aufgeschraubte Ringe zusammengehalten, die zugleich als Widerlager für die Drahtwicklung dienten; letztere bestand aus 120700 m quadratischem Stahldraht von 3,6 mm Seite, 184,4 kg/qmm Zerreißfestigkeit und – angeblich – 161,9 kg/qmm Elastizitätsgrenze; für die Keilstäbe betrugen diese Werte 123,8 bezw. 88,6 kg/qmm. Das 36 t wiegende 25,4-cm-Rohr L/41 wurde schon bei Beginn der Schießversuche (28. Oktober 1901) durch 3770 Atmosphären Gasdruck zerstört, während es vertragsmäßig 4640 Atmosphären aushalten sollte. Dieser Mißerfolg kann um so weniger auffallen, als das lose Stabbündel zum Widerstand gegen die Gasspannung nicht das geringste beizutragen vermag, während es gegen den Längszug nicht mehr und gegen Verbiegen weniger leistet als ein aus einem Stück hergestelltes Kernrohr, das die Kanone bei richtiger Anordnung zum Ertragen eines erheblich höheren Gasdrucks befähigt haben würde. Um jenen Konstruktionsfehler zu beseitigen; brachte Brown sodann ein
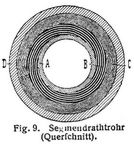
Segmentdrahtrohr (Fig. 9) in Vorschlag, das sich aus dem Kernrohr A, dem Segmentrohr B, der Drahtschicht C und dem Mantel D zusammensetzt. Der Stahl im Kernrohr A, das den Verschluß aufnimmt, hat 74 kg/qmm Zerreiß- und 42 kg/qmm Elastizitätsgrenze. Das Segmentrohr B wird von 18 Stahlblechplatten gebildet, deren Querschnitt unter der Walze die Form einer Schneckenlinie erhält und die derart ineinander geschichtet werden, daß die eine Längskante jeder Platte in der Außen-, die andre in der Innenfläche des Segmentrohrs liegt. (Um die einzelnen Platten deutlicher voneinander abzuheben, sind sie in Fig. 9 abwechselnd weiß und schwarz dargestellt.) Längs des Pulverraums, über dem das Segmentrohr den größten Durchmesser hat, enthält seine Wandung zehn Plattenlagen, deren jede sich über etwas mehr als den halben Umfang des Rohrs erstreckt. Die inneren Plattenkanten bilden Absätze, welche in 18 Längsstufen der Außenfläche des Kernrohrs A eingreifen; die Platten sind je 7823 mm lang und hinten 546, vorn 114 mm breit. Außen ist das Segmentrohr kegelförmig abgedreht und mit elf kreisförmigen Absätzen für die Drahtwicklung versehen; es beginnt vor dem Verschlußlager und reicht bis zur Mündung. Der Stahldraht der Drahtschicht C hat quadratischen Querschnitt von 3,63 mm Seite und wird mit 1130 kg Spannung aufgewickelt, also mit 85,6 kg/qmm beansprucht. Die Zahl der Lagen beträgt am Pulverraum 21 und verringert sich weiter vorn der Reihe nach auf 14, 13, 12, 11, 10, 9, 8 und 7 (Mündung). Der Mantel D endet vorn etwa in 3700 mm von der Bodenfläche; am langen Feld ist die Drahtschicht nur von einer dünnen Stahlröhre umgeben.
Das Waffenamt der Vereinigten Staaten hat die Anfertigung einer 15,24-cm-Kanone nach diesem System angeordnet, deren Kosten sich auf rund 170000 ℳ. belaufen sollen. Die Rohrlänge beträgt 7950 mm (L/52,2); der Pulverraum hat 229 mm größten Durchmesser, 1252 mm Länge und 51,1 l Inhalt. Man will das Geschütz in Sandy Hook mit 250 Schüssen bei stufenweise gesteigertem Druck erproben und die letzten fünf Schüsse mit 3200–3500 Atmosphären abgeben. Die Mündungsgeschwindigkeit (für den Gebrauch) ist zu 1080 m bei 3000 Atmosphären Spannung angenommen. Von dem günstigen Einfluß des ungewöhnlich großen Pulverraumes auf die Umsetzung der Ladung erwartet man, daß der Gasdruck gegen den Geschoßboden noch an der Mündung mindestens 1670 kg/qcm betragen wird.
Nach Denton von Stevens' Technologischem Institut in Hoboken würde der Druck der Drahtschicht C auf das Segmentrohr B eine solche Reibung zwischen dessen einzelnen Platten hervorrufen, daß seine Widerstandsfähigkeit gegen Beanspruchung auf Längszug und Biegung der eines geschmiedeten Vollrohrs gleichwertig wäre; überdies würde die Drahtspannung das Kernrohr A dermaßen zusammenpressen, daß selbst bei 3500 Atmosphären Gasdruck noch keine Beanspruchung des Kernrohrs auf Dehnung einträte.
Es ist wohl möglich, daß die Segmentlage zum Widerstand gegen die Gasspannung mehr beitragen wird als das durch sie ersetzte lose Stabbündel, das in dieser Hinsicht gar nichts leistete; Zweifelhaft erscheint aber, ob ihr Widerstandsvermögen dem eines mit richtiger Spannung aufgeschrumpften Vollrohrs gleichkommen wird [4]–[6].
Stahlblechrohre, von K. Puff in Spandau vorgeschlagen, sollen die Vorzüge der Mantel- und Mantelringrohre mit den Vorteilen der Drahtröhre vereinigen. Das Seelenrohr ist an beiden Enden mit Bunden versehen, zwischen denen ein trapezförmiges Stahlblech in zahlreichen Lagen warm unter Spannung aufgewickelt wird. Die Wicklung beginnt mit der längeren der beiden Schmalseiten des Blechs, während die beliebig zu bemessende Abschrägung der der Mündung zugekehrten Langseite die allmähliche Verjüngung der Wandstärke nach vorn bewirkt. Der Mantel, welcher Schildzapfen und Verschluß trägt, wird warm von der Mündung her aufgezogen, seine Verschiebung hindert einerseits der die Blechwicklung überragende hintere Bund des Seelenrohrs, anderseits das in den Mantel eingeschraubte Verschlußlager. Ueber Versuche mit dieser eigenartigen, theoretisch wohlbegründeten Konstruktion ist bis jetzt nichts bekannt geworden.
Zerlegbare Rohre sollen Gebirgs- (in einzelnen Fällen auch Belagerungs-)Geschütze befähigen, eine höhere Leistung und Wirkung zu erzielen, als das im Hinblick auf die Art der Fortschaffung noch zulässige Gewicht des unzerlegten Rohrs gestatten würde. Eine 12-Pfünder-Gebirgs-[429] und Landungskanone von Vickers, Söhne & Maxim gliedert sich in Kernrohr und Mantel; das nach der Drahtkonstruktion ausgeführte Kernrohr ist etwa in der Mitte seiner Länge außen stufenförmig abgesetzt und lehnt sich, von rückwärts in den Mantel hineingeschoben, mit dieser Stufe gegen eine am vorderen Mantel ende angeordnete Wulst; durch Anziehen eines Schraubenrings, für den das Muttergewinde in die hintere Innenfläche des Mantels eingeschnitten ist, werden beide Rohrteile fest aneinander gepreßt [7], [8].
Die mechanische Bearbeitung der Rohre umfaßt hauptsächlich das Bohren und Abdrehen des Kernrohrs und des Mantels bezw. der Ringe und der Schildzapfen sowie das Ausbohren der hinteren bogenförmigen Keillochfläche (bei schweren Rohren mit Keilverschluß) und das Hobeln der vorderen, oberen und unteren Keillochfläche, der vierkantigen Schildzapfenscheiben und des zwischen ihnen liegenden Rohrteils, ferner der zur Verbindung des Rohrs mit der Wiege oder Oberlafette, der Flüssigkeitsbremse, der Richtmaschine, dem Rohrhalter u.s.w. dienenden Klauen, Leisten, Ansätze u.a.m. und der sonstigen ebenen Abflachungen des Rohrkörpers. Diese Arbeiten werden mit Drehbänken, Bohr- und Hobelmaschinen von entsprechender Größe, Stärke und Anordnung in der gewöhnlichen Weise ausgeführt. Bei den (in eisernen Formen gegossenen) Hartbronzerohren (von rund 8% Zinngehalt) trat noch das Verdichten der inneren Wandschichten durch Aufweiten der Rohrseele mittels hindurchgepreßter Stahlkolben hinzu. Zum Einschneiden der Züge in die Seelenwandungen dienen Ziehmaschinen, deren mit Messern versehener Ziehkopf nicht nur eine geradlinige Bewegung, sondern gleichzeitig auch eine der Windung der Züge entsprechende Drehung dadurch erhält, daß er von einem längs des zu ziehenden Rohrs angeordneten Drallineal zwangläufig geführt wird; für zunehmenden Drall bildet diese Führung eine parabolische oder kreisbogenförmige Kurve, für gleichförmigen Drall eine geradlinige Schrägung.
Die Anbringung der Bezeichnungen (Fabrikant, Fertigungsjahr, Gewicht, Rohr- und Gußnummer u.s.w.) sowie der Inschriften, Verzierungen und Hoheitszeichen bleibt größtenteils der Handarbeit überlassen.
Literatur: [1] Annual accounts of the ordnance factories for the year 1895–96, London 1897. – [2] Rivista di artiglieria e genio 1897, Bd. 4, S. 153. – [3] Lord Brasseys Naval Annual 1897. – [4] Scientific American vom 7. Mai 1904. – [5] Journal of the United States Artillery, Mai-Juni-Heft 1904, S. 343. – [6] Mitteilungen über Gegenstände des Artillerie- und Geniewesens, 1904, S. 1052. – [7] Revue d'artillerie 1902, Bd. 59, S. 253. – [8] Mitteilungen über Gegenstände des Artillerie- und Geniewesens, 1903, S. 624. – Ferner die Literatur unter Geschütze und The Engineer vom 7. Januar bis 6. Mai 1898.
R. Wille.
| 1 | Aus Wille, Waffenlehre, 3. Aufl., Berlin 1905, Bd. 2, S. 9. |
Buchempfehlung
Paoli, Betty
Gedichte

Diese Ausgabe fasst die vier lyrischen Sammelausgaben zu Lebzeiten, »Gedichte« (1841), »Neue Gedichte« (1850), »Lyrisches und Episches« (1855) und »Neueste Gedichte« (1870) zusammen. »Letzte Gedichte« (1895) aus dem Nachlaß vervollständigen diese Sammlung.
278 Seiten, 13.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Große Erzählungen der Frühromantik

1799 schreibt Novalis seinen Heinrich von Ofterdingen und schafft mit der blauen Blume, nach der der Jüngling sich sehnt, das Symbol einer der wirkungsmächtigsten Epochen unseres Kulturkreises. Ricarda Huch wird dazu viel später bemerken: »Die blaue Blume ist aber das, was jeder sucht, ohne es selbst zu wissen, nenne man es nun Gott, Ewigkeit oder Liebe.« Diese und fünf weitere große Erzählungen der Frühromantik hat Michael Holzinger für diese Leseausgabe ausgewählt.
- Ludwig Tieck Peter Lebrecht
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Des Luftschiffers Giannozzo Seebuch
- Novalis Die Lehrlinge zu Sais
396 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum