Kartonnagefabrikation
[397] Kartonnagefabrikation liefert Gegenstände aus Kartonpapieren, Pappe und neuerer Zeit namentlich auch Wellpappe, gewöhnlich gefäßartige Produkte, Schachteln, Kistchen, Kartons genannt, meist zur Umhüllung und Verpackung der verschiedensten Gegenstände dienend.
Die Vorarbeiten der Produktion umfassen meist Verzierungs- und Imprägnierungsprozesse sowie Arbeiten zur Herstellung von Verbindungsbestandteilen, die jetzt nicht nur aus Papier- und Gewebestreifen bezw. Bändern, sondern auch aus entsprechend gestalteten Blechklammern bestehen. Die Imprägnierungsarbeiten sind nur für dem Wetter ausgesetzte Kartonnagen in Verwendung und bestehen aus dem Ueberstreichen oder Tränken der Pappe mit entsprechend zusammengesetzten Flüssigkeiten. Die Verzierungsarbeiten bestehen meist in dem Bekleben der Pappe mit Buntpapier, auf Beklebmaschinen zur Ausführung gebracht, wie[397] sie in der Pappefabrikation (s.d.) in Anwendung stehen. Auch farbige Streifen, parallel zu den Kanten des Kartons, kommen zur Anwendung, die entweder auf den naturfarbigen oder gefärbten oder mit farbigem Papier überzogenen Karton direkt aufgedruckt oder durch Aufleimen farbiger Papier- oder Gewebestreifen erzeugt werden. Im ersteren Falle wird die Streifenfärbmaschine verwendet ([1], S. 36, Fig. 87). Zum Aufkleben farbiger Bänder parallel zu den Kanten verwendet man die sogenannte Bordiermaschine ([1], S. 67, Fig. 144).
Die Schachteln, Büchschen, Kistchen, Kartons, Rollen u.s.w. erhalten meist eine viereckig, rund, oval oder polygonal geschnittene Bodenplatte, an die sich im rechten oder einem größeren Winkel ebensoviele Wände anschließen, als der Boden Seiten hat, wodurch der eigentliche Behälter gebildet wird. Um diesen von oben zu decken, muß ein ganz ähnliches Produkt von meist geringerer Seitenhöhe und etwas größeren Dimensionen (der Deckel) erzeugt werden. In vielen Fällen ist dieser Deckel direkt am Schachtelkörper, und zwar aus einem Stück mit demselben, aber drehbar angeordnet; oft auch ist der Deckel als Hohlkörper geformt, in den der eigentliche Behälter von der Seite eingeschoben wird. Das Ausschneiden der Boden- und Deckelplatten sowie der Seitenwände wird in den meisten Fällen mittels der Kreisscheren vollzogen, die einen der Massenfabrikation entsprechenden kontinuierlichen Betrieb ermöglichen und auch zum Rundschneiden leicht einzurichten sind. Die Verbindung von Boden- und Deckelplatte mit den Seitenwänden kann zur Ausführung kommen: 1. dadurch, daß beides aus einem Stücke geschnitten und die Wände dann aus der gemeinsamen Fläche in die entsprechende Lage gebogen werden, in welchem Falle meist noch die Kantenverbindung der Seitenwände untereinander durchgeführt werden muß; 2. daß Boden- und Deckelplatte sowie Seitenwände für sich ausgeschnitten und dann durch eine Kantenverbindung in Zusammenhang gebracht werden. In diesem Falle sind die Seitenwände meist aus einem Stücke geschnitten und müssen an mindestens einer Stelle zu einem Ganzen verbunden werden.
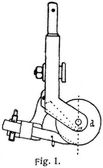
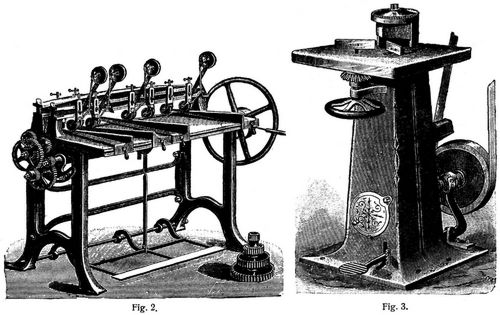
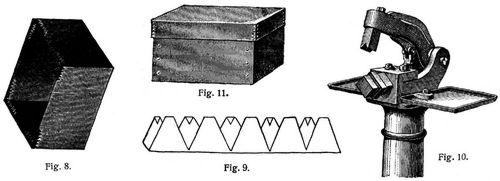
Um nun bei der Herstellung nach 1. ein Brechen und Reißen der Pappe beim Aufbiegen der Wände zu umgehen, wird entweder der Kante entlang an der Innenseite ein Teil des Pappematerials herausgeschnitten, geritzt, genutet oder aus der Ebene herausgestaucht. Im ersteren Falle wird die sogenannte Pappenritz-, im letzteren die Pappenstauchmaschine zur Anwendung gebracht, die in verschiedenen Konstruktionen zur Ausführung kommen. Das Ritzen wird, da es den Karton schwächt, neuerer Zeit bei größeren Kartons durch Biegen ersetzt. Die nach [1], S. 33, gebaute Ritz- oder Nutmaschine (Fig. 1) besteht aus zwei an der Peripherie geschärften runden Scheibenritzmessern a, die das auszuhebende Material von dem andern Pappematerial durch zwei parallel zueinander in kleinem Abstande liegende Schnitte trennen, und dem Nutmesser b, mit zwei im Winkel zueinander Heilenden Schneiden V die das abgetrennte Material herauszuheben haben. Beide Messer sind gegeneinander und gegen die Pappe genau stellbar und werden in der Nut des oberen Querbalkens der in Fig. 2 dargestellten Pappenritzmaschine in gewünschter Entfernung voneinander und entsprechender Tiefe durch Schrauben fixiert. Diese Maschine ist gleichzeitig als Bordiermaschine in Verwendung und besitzt auf ihrem Tisch stellbare Leitlineale behufs exakter Führung der zu ritzenden oder zu bordierenden Pappe, deren Fortbewegung durch eine am Ende des Tisches befindliche Walze bewirkt wird, die ihrerseits die Bewegung entweder von einer Transmission oder durch den Fußtritt vom Arbeiter empfängt. Zum Stauchen der Pappe kann die in [1], S. 28, beschriebene Pappenstauchmaschine in Verwendung kommen, worauf wir verweisen. Das Ritzen oder Nuten wird an dem Pappenausschnitt vorgenommen, der noch Boden- oder Deckelplatte und Seitenwände in einer Ebene enthält und aus dem nun die Ecken ausgeschnitten werden müssen, um das Aufbiegen der Seitenwände zu ermöglichen.[398] Das Ausschneiden der Eckstücke besorgt die Eckenstanzmaschine (Fig. 3), auf deren Tisch sich zwei im rechten Winkel zueinander stehende, in Schlitzen durch ein Handrad verstellbare Anschläge befinden, die auf die entsprechende Tiefe des Ausschnittes eingestellt werden müssen. Das eigentliche Ausstanzen wird durch ein mit rechtwinklig zusammenstoßenden Schneiden versehenes Messer besorgt, das in senkrechter Führung durch ein Exzenter nach abwärts gezogen wird und die betreffende Ecke aus der Pappe ausstanzt, wobei ein rechteckiger Ausschnitt der Tischplatte als Gegenmesser dient. Das Resultat dieser Arbeiten ist die aus Fig. 4 ersichtliche Pappeform (bei den viereckigen Kartonnagen). Nach dem nun leicht und exakt zu bewirkenden Aufbiegen der Seitenwände werden diese durch eine Kanten- oder Eckenverbindung festgestellt. Bei der durch Ueberkleben mit Papier- oder Gewebestreifen bewirkten Kantenverbindung wird die Kartonkantenklebmaschine (Fig. 5) in Anwendung gebracht. Der aufzuklebende Streifen läuft von einer rückwärts befindlichen Trommel ab, gelangt durch einen Führungskanal zu einer mit Klebstoff versehenen Walze, von der er den Klebstoff auf die untere Fläche übernimmt, und gelangt so in die Führung des senkrecht beweglichen Preßkolbens, durch dessen Herabbewegung mittels des Fußtrittes der gummierte Streifen auf die Kante des auf den kantigen Amboß geschobenen Kartons aufgepreßt und dadurch befestigt wird. Das Vorziehen des Streifens wird ebenfalls durch den Fußtritt bewirkt. Die Streifen werden auf mit Kreisscheren versehenen oder andern Streifenschneidmaschinen in beliebiger Breite hergestellt. Als neuere Klebmittel werden häufig vegetabilische Klebstoffe in Anwendung gebracht, die unter verschiedenen Namen, wie Kluwoldin, Glucoldin, Salicum, Chinaleim u.s.w., in den Handel kommen. Zu der neuerer Zeit so beliebten Verbindung der Kanten mittels Blechklammern werden verschiedene Klammerformen in Verwendung gebracht, von welchen eine in Fig. 6 dargestellt ist. Diese glänzend hergestellten, gleichzeitig als Schmuck dienenden Klammern werden von einem langen Klammerstreifen in gewünschter Länge durch eine Handschere abgeschnitten, wobei die Länge durch einen Heilbaren Anschlag bestimmt wird. Zur Befestigung derselben an den Kartonkanten wird die Kantenheftmaschine (Fig. 7) verwendet. Diese besteht der Hauptsache nach aus einem hochkantig gestellten Amboß, auf den der Karton mit der zu verklammernden Kante nach oben aufgedeckt wird, und aus dem drehbaren schweren Schlagarm, der an seinem vorderen Ende eine Vorrichtung zur Aufnahme der Blechklammer besitzt. Diese Vorrichtung besteht aus zwei im rechten Winkel zueinander geneigten, an Schlitzen verschiebbaren Blechplatten, welche die Klammer in der rechtwinkligen Nut des Schlagarmes festhalten, beim Aufschlagen des letzteren auf die Kartonkante aber zurücktreten und die Blechklammer freigeben, die nun mit ihren Spitzen in die Pappe eindringt und eine nahezu unlösbare Verbindung schafft. Der Schlagarm wird durch einen Fußtritt nach abwärts gezogen. Soll keine Kanten-, sondern eine Eckenverbindung in Anwendung[399] kommen, wie bei dem aus Fig. 8 ersichtlichen Karton ohne Deckel, dann werden Blechklammern mit versetzten Spitzen (Fig. 9) in Anwendung gebracht, diese zuerst eckig gebogen, auf die Kartonecken mit der Hand aufgeschoben und durch einen Schlag auf der Eckenheftmaschine (Fig. 10) verheftet. Diese letztere unterscheidet sich von der Kantenheftmaschine nur durch die Form des Schlagstückes. Das Aufschieben des Kartons auf den Amboß wird durch einen Anschlag begrenzt. Die Kantenverbindung zweier Seitenwände kann aber auch statt durch Klammerstreifen durch einzelne Klammernieten zur Ausführung kommen; nur müssen in diesem Falle zwei gegenüberliegende Seitenwände mit je zwei abgebogenen Ansätzen versehen sein, die sich an die Innenfläche der benachbarten Seitenwände anlegen und durch mehrere einzelnstehende Nieten mit dieser verbunden werden, wie dies der Karton (Fig. 11) zeigt. Man verwendet entweder Nieten mit runden Köpfen oder solche aus einem länglichen Blechplättchen, in zwei Spitzen endigend, welch letztere beim Heften in die Pappe geschlagen werden. Diese letztere Nietgattung besteht gewissermaßen aus einem Glied der früher erwähnten Blechklammer, wie das Fig. 12 zeigt, und wird gleichzeitig mit dem Einschlagen in die Pappe von der Klammer abgekneipt. Die hierbei in Anwendung kommende Nietenheftmaschine, oder auch bloß Nietmaschine genannt, besteht, wie aus Fig. 13 ersichtlich, aus einem Amboß zum Aufstecken des Kartons, hier nicht hochkantig gestellt, da es sich nicht um ein Heften an einer Kante, sondern auf einer Fläche handelt; ferner aus dem durch einen Fußtritt beweglichen Schlagarm, an dessen Ende sich ein Schlagkolben befindet, dem die aus mehreren Gliedern bestehende Klammer, die sich in einer Führung befindet, durch den Zug einer Feder ununterbrochen zugeführt wird, so daß sich immer das letzte Glied der Klammer unter dem Kolben befindet. Beim Niederschlagen des Armes wird diese äußerste Niete mit ihren zwei Spitzen in die Pappe geschlagen und gleichzeitig von der Klammer abgekneipt, worauf diese letztere wieder vorrückt. Bei der Herstellung runder oder ovaler Kartons kann das Aufbiegen der Seitenwände aus der Fläche der Bodenplatte in der besprochenen Weise nicht ausgeführt werden, weil die Seitenwände Falten bilden würden; in diesem Fall wird Heißpressung zur Anwendung gebracht. Aus einem entsprechend breiten Pappestreifen werden runde Platten gestanzt, deren Durchmesser gleich der Deckel- oder Bodenplattengröße mehr der Höhe der Seitenwand sein muß. Diese Platte kommt nun auf eine Friktionspresse, in der dieselbe mittels eines erhitzten Stempels in eine entsprechende Matrize gepreßt wird, so daß der Kartonkörper Fig. 14 daraus entsteht. In ähnlicher Weise werden die kugel- oder eiförmigen Kartonnagen, wie Kugelkäseschachteln, Bonbonnieren u.s.w., nur durch Heißpressung hergestellt.
Die Herstellung der Kartonnagen nach 2. beginnt mit dem Ausschneiden der Platten und Wandstücke aus Pappetafeln, wobei meist Kreisscheren in Anwendung stehen; dabei können bei eckigen Kartons die Seitenwände entweder aus einem Stück oder jede für sich geschnitten werden. Die Verbindung der letzteren mit den Boden- und Deckelplatten ist hier stets eine Kantenverbindung, die Verbindung der Wände unter sich ebenfalls eine Kanten-, manchmal wohl auch eine Stoßverbindung. Die Kantenverbindungen werden wie bei 1. entweder durch Aufkleben von Papier- oder Gewebestreifen oder durch Klammerheftung, manchmal wohl auch durch Pressung ausgeführt und dabei die schon besprochenen Maschinen mit unbedeutenden Modifikationen zur Anwendung gebracht. So muß bei der Kantenheftmaschine eine Querstellung des Stempels und des Amboßes ausgeführt werden, wie dies Fig. 15 zeigt, da die Bodenkanten nicht so leicht zugänglich sind wie die Seitenkanten. Bei runden Kartonnagen besteht die Seitenwand aus einem durch keine Kante unterbrochenen Streifen, dessen Endkanten miteinander verbunden werden, um die ringförmige Seitenwand zu erhalten. Da dies die einzige Verbindung auf der ganzen Peripherie, daher eine unsymmetrische ist, sucht man diese zu verbergen und verbindet beide Kanten durch Verklebung, wobei eine Verdickung der Wandstärke an der Verbindungsstelle dadurch hintangehalten wird, daß sie entsprechend abgeschrägt werden, wozu handhobelartige Werkzeuge, meist aber Fräsen in Verwendung kommen. Die exakte und dauernde Verbindung dieser schmalen, mit Klebstoff bestrichenen Flächen findet oft mittels eines Ziehprozesses statt, wobei der Ring um eine Stange von entsprechender Form und Dimension herumgelegt, mit dieser[400] gleichzeitig durch eine gleichgeformte und erhitzte Matrize hindurchgezogen wird. Hierzu werden Ziehbänke verwendet. Soll die Kantenverbindung zwischen Boden- oder Deckelplatte und Seitenwand durch Blechklammerheftung ausgeführt werden, so kann der nur an der einen Seite mit Spitzen versehene Klammerring (Fig. 16) in Anwendung kommen, in den die Bodenplatte oder Deckelplatte eingesetzt und durch einen Druck in einer Presse mit demselben verbunden wird, während die Verbindung mit der in den Blechring eingesetzten Seitenwand auch durch Einschlagen von Nieten oder dreieckiger Löcher erfolgt. Diese Kantenverbindung kann aber auch durch Aufwalzen eines gewöhnlichen, mit zwei Spitzenreihen versehenen Klammerbleches zur Ausführung kommen, wobei eine kleine Klammerwalzmaschine (D.R.P. Nr. 88354) verwendet wird.
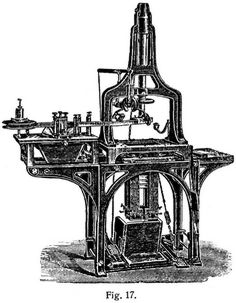
Die Nacharbeiten der Kartonnagenfabrikation bestehen meist aus Verzierungsarbeiten, namentlich aus dem Bekleben der Kartons mit Buntpapier, Etiketten und Bildern. Mit Buntpapier werden meist solche Kartons beklebt, deren Kantenverbindung mittels Papier- oder Gewebestreifen zur Ausführung kam, da es sich hier um eine Deckung dieser nicht immer ganz exakten und leicht schmutzenden Arbeit handelt. Zum Bekleben der Seitenwände wird die in Fig. 17 dargestellte Kartonbeklebmaschine verwendet. Der Hauptsache nach besteht diese aus einer in einem Gestell senkrecht geführten drehbaren Stange, an deren unterem freien Ende sich ein den Dimensionen des Kartons angepaßter Formblock befindet, auf dem der erstere befestigt wird. Das aufzuklebende Buntpapier läuft nun in genau passender Streifenbreite von der ganz links befindlichen Rolle ab, geht durch den rechts davon angeordneten Klebapparat, der den Klebstoff aus einem Gefäß entnimmt und durch eine Walze auf das Papier überträgt, und gelangt endlich zu dem Karton, der beim Bekleben mit Hilfe der Stange gedreht werden kann. Nach vollendetem Bekleben wird der Papierstreifen durch einen Fußtritt mittels zweier scherenartig zusammenwirkenden, an Hebelenden befindlichen Messer abgeschnitten. Der nun mit der Stange nach abwärts geführte Karton gelangt zwischen Walzen, welche die Wände glattstreichen und den Karton abziehen, der dann in einen schlotartigen Kasten fällt.
Eine andre Art von Verzierung besteht in dem Beschlagen der Kartonwände mit glänzenden vernickelten Blechklammern oder in reihenweisem Aufsetzen von glänzenden Nieten u.s.w.; vgl. a. Faltschachtelfabrikation, Bd. 3, S. 596.
Literatur: [1] Sonderabdruck aus Nr. 35–53 der Papierzeitung 1896, publiziert von der Aktiengesellschaft für Kartonnagenindustrie in Dresden-Neustadt, Berlin 1896. – [2] Zeitschriften der Papierindustrie.








Buchempfehlung
Meyer, Conrad Ferdinand
Jürg Jenatsch. Eine Bündnergeschichte

Der historische Roman aus der Zeit des Dreißigjährigen Krieges erzählt die Geschichte des protestantischen Pastors Jürg Jenatsch, der sich gegen die Spanier erhebt und nach dem Mord an seiner Frau von Hass und Rache getrieben Oberst des Heeres wird.
188 Seiten, 6.40 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten III. Sieben Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Nach den erfolgreichen beiden ersten Bänden hat Michael Holzinger sieben weitere Meistererzählungen der Romantik zu einen dritten Band zusammengefasst.
- Ludwig Tieck Peter Lebrecht
- Friedrich de la Motte Fouqué Undine
- Ludwig Achim von Arnim Isabella von Ägypten
- Clemens Brentano Geschichte vom braven Kasperl und dem schönen Annerl
- E. T. A. Hoffmann Das Fräulein von Scuderi
- Joseph von Eichendorff Aus dem Leben eines Taugenichts
- Wilhelm Hauff Phantasien im Bremer Ratskeller
456 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum