Holzzeug [1]
[128] Holzzeug, auch Holzstoff oder Holzschliff genannt, ist eine aus zerfasertem Holze bestehende Masse, welche in der Papierfabrikation als Surrogat für die in nicht genügender Menge herstellbaren Hadernfasern in Anwendung kommt.
Die Verwendung der Holzfaser zu diesem Zweck sowie die in der Hauptsache bis jetzt noch übliche Herstellung derselben wurde in den Jahren 1840–45 von F.G. Keller erfunden, auf dessen ausschließlich aus Holzfasern erzeugtem Papier 1845 ein Teil des Frankenberger Kreisblattes gedruckt wurde. Vom Jahre 1846 an wurde das Verfahren auf mechanischem Wege namentlich durch H. Völter ausgebildet. Der Hauptsache nach besteht der Herstellungsprozeß darin, daß entsprechend vorbereitetes Holz auf einem Schleifstein zerfasert, die nicht verwendbaren Splitter entfernt, die groben Fasern entsprechend zerkleinert und die so entstandene Masse behufs Transportierung, durch Entwässerung in einen lose zusammenhängenden Körper verwandelt wird.
1. Das Rohmaterial. Das Holz besteht der Hauptsache nach aus den die Holzfaser bildenden Zellen, dem Zellstoff und den diese Zellen inkrustierenden Stoffen, den Inkrustationen, auch Lignin (s.d.) genannt. Das Rohmaterial darf nicht zu alt sein, da die inkrustierenden Teile dann zu stark verhärten; vom frisch geschlagenen Holze verschmieren sie anderseits den Schleifstein. Die Verwendung soll daher erst nach einer mehrmonatigen Lagerung nach dem Schlagen erfolgen. Tropisches Holz ist seiner Härte und Farbe wegen nicht verwendbar; von den Hölzern der gemäßigten Zone, welche eine weitaus weichere Faser liefern, sind insbesondere die Nadelhölzer, und zwar die Fichte, Tanne, Kiefer und Lärche; dann auch die Laubhölzer, namentlich die Aspe, Erle und Weißpappel, gut verwendbar. Die beste Faser liefert einerseits die Fichte, anderseits die Aspe.
2. Vorbereitungsarbeiten. Dieselben bestehen aus der Holzputzerei und Zerkleinerung. Da alle abweichend gefärbten, aus anders gearteten oder veränderten Fasern bestehenden Teile des Holzes die Gleichmäßigkeit des Holzzeuges stören würden, müssen Rinde, Aeste, kranke oder faulende Teile aus dem Holze entfernt werden; außerdem muß eine den Dimensionen der Schleifapparate entsprechende Zerkleinerung des Holzes zur Ausführung[128] kommen. – Das Entrinden des Holzes geschieht außer durch Handarbeit mittels zweigriffiger Messer, wobei die Unregelmäßigkeiten der Form besser beachtet werden können, auch durch die Rindenschälmaschine, die der Hauptsache nach aus einer in senkrechter Ebene rotierenden Eisenscheibe besteht, in welche radial oder im Winkel zum Radius angeordnete, gerad- oder gekrümmtschneidige, wenig hervortretende Messer befestigt sind, welchen das auf einem flachen Tische oder geriffelten Walzen liegende Holz dargeboten wird. – Die in Fig. 1 und 1a dargestellte, von W. Kapp in Düsseldorf gebaute Maschine besitzt an horizontaler, durch Riemenscheiben betriebener, in starken Ständern gelagerter Welle zwei Messerscheiben a und b, mit radial gesetzten Messern, von welchen a mit zylindrischem Rande nur die grobe Rinde, b mit abgerundetem Rande und an dem Ende gebogenen Messern die zurückbleibenden Rindenteile vollkommen entfernen soll. Bei a liegt das Holz h auf langsam rotierenden, gezahnten Scheiben d d und wird mittels der Stange c durch Hebelwirkung und an dem Hebel drehbar gelagerter Walze g an die Messerscheibe angepreßt, wobei durch langsame Rotation des Holzes immer neue Teile vor die Messer gelangen. Bei der Scheibe b wird das Holz h mit der Hand angepreßt, um dasselbe seiner Form entsprechend drehen und wenden zu können. Nach einer andern Methode von Bache-Wiig und Morterud soll die Entrindung dadurch erreicht werden, daß die Holzklötze in einer aus Latten hergestellten, in Wasser oder Ablauge tauchenden rotierenden Trommel übereinander kollern und dadurch eine teilweise Ablösung der Rinde bewirken, deren zurückbleibende Teile schließlich durch Abbürsten mittels Stahldrahtbürsten entfernt werden. Die Trommel wird auch aus Eisen mit innen angeordneten Winkeleisenschienen und geschlossen verwendet, und Wasser durch den hohlen Zapfen in das Innere gepreßt. Nach Schmiedel wird das Entrinden durch Hobeln mittels eines entsprechenden mechanischen Apparates bewirkt. – Als weitere Arbeit folgt nun das Zerkleinern des Holzes auf eine Länge, welche der Breite des Schleifsteines entspricht, was durch Pendelsägen und durch Kreissägen zur Ausführung kommt. Das Entfernen der Astreste wird gewöhnlich durch Ausbohren oder bei dünnem Holz durch Herausschlagen erreicht, worauf schließlich das Spalten des Holzes in der Faserrichtung und das Entfernen der inneren Astreste durch Ausbohren folgt. – Das Spalten wird entweder von Hand aus oder durch die Hack- oder Spaltmaschine bewirkt, welch letztere aus einem gußeisernen Gestelle besteht, an welchem ein senkrecht geführter, am unteren Ende mit scharfem Messer versehener Schlitten durch Kurbel und Kurbelstange auf und ab bewegt und an dem auf den Tisch des Gestelles gesetzten Holz ein Spalten bewirkt wird. – Ein Trennen der schwereren Astknoten vom leichteren Holz wurde auch durch einen Luftstrom auf Grund der Verschiedenheit des spezifischen Gewichtes durch Piette bei zerkleinertem Holze versucht. – Die bei diesen Vorarbeiten sich ergebenden Holzabfälle können mit andern Holzabfällen und Sägespänen nach einer Methode von Mitscherlich durch Behandeln mit einer billigen konzentrierten Salzlösung, durch Kristallisieren des Salzes, darauffolgendes Mahlen, Walzen u.s.w. und schließliches Auslaugen in Holzschliff verwandelt werden.
3. Die Hauptarbeit besteht aus dem Zerfasern, Sortieren und Verfeinern, Raffinieren. Das Zerfasern des Holzes, durch welches weiche, biegsame, mit andern Fasern leicht verfilzbare, nicht geschnittene, sondern gerissene Holzteilchen erzeugt werden sollen, kann in sehr verschiedener Weise zur Ausführung kommen. Von allen bisher versuchten Methoden wurde jedoch die schon von Keller in Anwendung gebrachte, durch das Abschleifen des Holzes auf einem aus Sandstein hergestellten Schleifstein, als die allen Anforderungen entsprechendste erkannt. Das zerkleinerte Holz wird dabei kontinuierlich an die Umfangs- oder auch an eine Seitenfläche (Flachschleifer) des rotierenden Schleifsteines gepreßt, wobei die Erreichung einer tunlichst gleichförmigen Fasermasse von dem gleichmäßigen Druck pro Flächeneinheit und von der gleichmäßigen Geschwindigkeit der Schleiffläche abhängt. Die Schleifsteine, gewöhnlich von 1,3 m Durchmesser und 0,5 m Dicke, sind entweder in senkrechter Ebene auf wagerechter Achse oder in wagerechter Ebene auf senkrechter Achse angeordnet und laufen mit höchstens 15 m Umfangsgeschwindigkeit. Dieselben müssen häufig geschärft werden. Manchmal wird dem Steine außer der Dreh- noch eine kleine axiale Bewegung erteilt. – Wichtig für den Prozeß ist das Freihalten der Schleiffläche des Steines von Fasern, was durch energisches Abspülen mit Wasser erreicht wird.
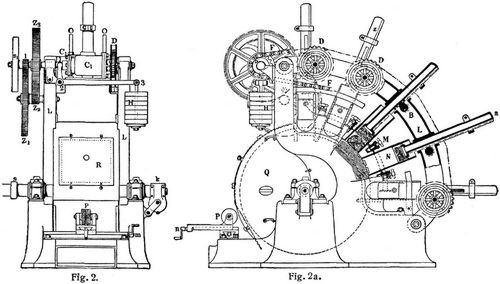
Ein zum Zerfasern des Holzes dienender Apparat, Defibreur, Holzschleifmaschine, Zerfaserer genannt, ist in den Fig. 2 und 2a nach dem System Völter dargestellt. Er zeigt den um eine wagerecht gelagerte Welle rotierenden, in ein Blechgehäuse Q eingeschlossenen Schleifstein, an dessen Umfangsfläche fünf radial gestellte, aus Gußeisen begehende, an zwei gußeisernen Wangen befestigte Kammern N angeordnet sind, in welchen je ein mit einer hohlen, außen verzahnten Kolbenstange z verbundener Kolben A ununterbrochen radial gegen den Schleifstein[129] gedrückt wird, um dadurch das unter den Kolben eingelegte Holz gegen die Umfangsfläche des Schleifsteines zu pressen, wobei die Kolben bezw. Zahnstangen ihre Führung in den die beiden Wangen verbindenden Querbalken erhalten. Zwischen je zwei Kammern befinden sich die zum kräftigen Abspülen des Steines dienenden, durch die Hähne M regulierbaren Spritzröhren. Der ununterbrochene Vorschub der Preßkolben A erfolgt durch die Zahnräder B, an deren Achsen Kettenräder D aufgekeilt sind, über welche die Kette ohne Ende F läuft, die ihrerseits die von der Hauptwelle ausgehende, von den Riemenscheiben s und s1 durch die Zahnräder 1, z1, z2 und z3 auf das Kettenrad D' übertragene Bewegung auf alle Zahnräder B gleichmäßig überträgt. – Um nun ohne Störung des Prozesses jede Kammer, deren Holz verschlissen ist, neuerdings füllen zu können, ist zwischen die Wellen der Zahnräder B und die dazu gehörigen Kettenräder D eine Kupplung eingeschaltet, durch deren Lösung das Zahnrad B von der Wirkung der Kette F befreit und dann behufs neuerlicher Füllung der Kammer mittels eines Handrades gedreht werden kann. Ist eine Kammer ausgeschaltet, so wird die von der Welle auf das Kettenrad D' übertragene Kraft gleichmäßig auf alle übrigen Preßkolben übertragen. Behufs Schärfens des Steines ist vor demselben eine aus mehreren gezahnten Scheiben P bestehende, auf einem Kreuzsupport angebrachte Schärfvorrichtung angeordnet. Diese Holzschleifmaschine leistet bei einer Schleiffläche von 2,2 qm und 160 Umdrehungen pro Minute auf je 7–8 PS. pro 24 Stunden 100 kg trocken gedachten Holzschliff und beansprucht im ganzen 70–80 PS. Die Preßkolben dieser Maschinen werden außerdem bewegt durch Schraube und Mutter, durch belastete Hebel, durch unmittelbare Belastung, durch hydraulischen Druck u.s.w. – Um den auf die Preßkolben übertragenen Druck noch gleichförmiger zu gestalten, wird derselbe von einer gemeinschaftlichen Transmissionswelle auf mehrere Holzschleifmaschinen übertragen und zwischen den Motor und die Transmissionswelle ein Kugelregulator eingeschaltet, der durch zwei konische Riemenscheiben für die Gleichmäßigkeit der Bewegung sorgt. Bei neueren Flachschleifern ist der horizontal angeordnete Stein unter Wasser gesetzt, so daß das Zerfasern unter Wasser stattfindet. Neuererzeit ist der Unterschied zwischen Heiß- und Kaltschliff immer stärker hervorgetreten. Ersterer wird durch stärkere Pressung und Anwendung weit geringerer Wassermengen erzielt und soll eine weitergehende Zerfaserung und größere Ausbeute ermöglichen, ebenso ein schmierigeres Produkt. Die Steine werden jedoch durch die hohe Pressung stärker beansprucht. Durch ein Zerschneiden des Holzes in 4 cm dicke Scheiben und schiefe Stellung dieser zur Steinachse können längere und feinere Fasern erhalten werden. Die gleichmäßige Geschwindigkeit des Steines bei abnehmendem Durchmesser desselben wird in neuerer Zeit durch besondere Reguliervorrichtungen erreicht. Der Stoff soll dadurch weicher und geschmeidiger werden.
Die auf diese Weise erzeugten Fasern fließen, mit Wasser gemengt, aus dem unteren Teile des Maschinengestells durch eine Rinne dem Sortierapparate (Epurateur) zu, welcher angewendet werden muß, um die ungleich großen Fasern voneinander zu trennen. – Die Fasermasse wird gewöhnlich in fünf Sorten getrennt, wenn wir die abgerissenen, nicht zerfaserten Splitter nicht als eine Sorte betrachten. Es ergeben sich daher: Splitter, zu grobe Fasern, grobe, seine, feinste Fasern und unbrauchbares Holzpulver. Von diesen Sorten sind die ersten zwei und die letzte ganz abzuscheiden und die drei mittleren voneinander zu trennen, die groben Fasern einer weiteren Zerfaserung, die seinen und feinsten Fasern den Nacharbeiten zuzuführen. – Das Sortieren wird durch aus Drahtgeweben hergestellte Siebe zur Ausführung gebracht, die jedoch nicht quadratische, sondern der Fasergestalt entsprechend längliche Maschenöffnungen haben sollen. – Diese Siebe sind entweder zylindrisch gestaltet und in diesem Falle um eine Achse rotierend angeordnet – Drehsiebe, Zylindersiebe – oder sie bestehen aus ebenen, mit etwas Fall in Rahmen angeordneten Siebflächen und werden sehr häufig, um das Versetzen[130] des Siebes zu verhüten, mit einer Schüttelvorrichtung versehen (Rahmensiebe, Schüttelsiebe). Um das Verletzen noch besser zu umgehen und ein langsameres Durchlaufen bezw. besseres Sortieren zu erreichen, läßt man die untere Siebfläche auch in Wasser tauchen (Schwimmsieb). Bei den Zylindersieben kann die zu sortierende Masse entweder in das Innere des Zylinders geleitet werden, in welchem Falle die feineren Fasern radial, die gröberen axial austreten und der Zylinder aus mehreren verschiedenmaschigen Abteilungen herstellbar ist und für alle Sorten genügt, oder man läßt die Fasermasse auf die oberste Linie des Zylinders aufstießen, in welchem Falle die seinen Fasern axial austreten, die groben an der Mantelfläche des Zylinders haften bleiben und von dort durch ein Schabmesser oder eine Walze abgelöst werden. Der Hauptnachteil dieser Siebe besteht darin, daß das Sortieren auf einer verhältnismäßig zu kleinen Fläche stattfindet und die an der Mantelfläche haftenden gröberen Fasern das Hindurchtreten der feineren erschweren.
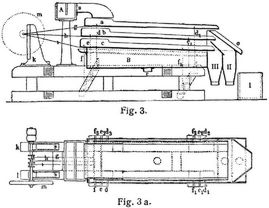
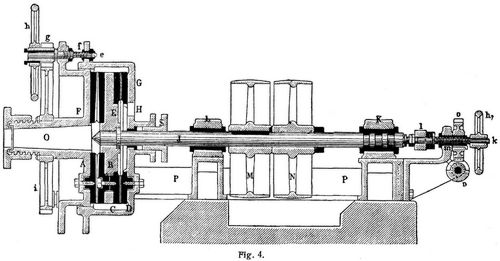
Diese Siebe sind jedoch kompendiöser als die Rahmensiebe, von welchen eine Anordnung in den Fig. 3 und 3a dargestellt ist; sie bieten der Sortierung eine bedeutend größere Fläche. In der dargestellten Anordnung sind drei Siebe a, b, c übereinander gelegt, sie sind 1,6 m lang, werden durch die Federn d, e, f, und d1, e1, f1 in Schwebe erhalten und durch im Ständer k gelagerte Kurbeln mittels der Stangen g, i, h in schüttelnde Bewegung versetzt. Die vom Zerfaserer kommende Masse fließt in den Aufgußkasten A, wo die Splitter durch den Splitterfang s, bestehend aus einem Stabgitterwerk, zurückgehalten werden. Aus A fällt die Masse auf das Sieb a, durch welches der grobe Stoff ausgeschieden und über o in den Kasten I geliefert wird. Die durchlaufende Fasermasse fällt auf das Sieb b, wo die groben, noch zu verfeinernden Fasern, dann auf das Sieb c, wo die groben, feineren und feinsten Fasern ausgeschieden und in die Kasten II und III geworfen werden, und endlich in den Kasten B, von wo das unbrauchbare Pulver abgeleitet wird. In letzter Zeit wird für diese Sortiervorrichtungen namentlich das Schleuderprinzip angewendet und die Fasern werden mit Wasser vermengt durch zylindrische Siebe geschleudert. Die vom ersten oder auch vom zweiten Siebe zurückgehaltenen Fasern müssen je nach der Maschenweite dieser Siebe einer weiteren Verfeinerung zugeführt werden. Dieselbe wird ausgeführt auf dem Verfeinerer (Raffineur), welcher entweder einer Mahlmühle, Stoffmühle, Feinmühle ähnlich konstruiert wird, oder aus einer sogenannten Scheibenmühle, auch Zentrifugalholländer genannt, besteht, wie sie in Fig. 4 vorgeführt ist.
Die Vorrichtung besteht aus dem gußeisernen Gehäuse G F, in dessen Mitte die durch die Welle J von der Riemenscheibe M aus drehbare, auf beiden Seiten mit auswechselbaren, ringförmigen, geschärften Mahlflächen B versehene Scheibe E sich befindet, welche mit beiderseits im Gehäuse angeordneten, feststehenden, aus Hartguß oder Sandstein hergestellten, ringförmigen Mahlflächen A und D den eigentlichen Verfeinerungsapparat bildet. Um verschiedene Verfeinerungsgrade erreichen zu können, auch nach dem Einsetzen neuer Mahlflächen sowie nach einer Abnutzung derselben, muß eine genaue gegenseitige Stellung der Mahlflächen stattfinden. Die Stellung der Scheibe E zu der fixen Mahlfläche D wird durch eine axiale Verschiebung der ersteren, die Stellung von E zur andern Mahlfläche A wird durch die Verschiebung des Gehäusedeckels F erreicht. Die Einstellung der Scheibe E wird durch die Verschiebung des Kammlagers K mittels der Schraube k und Handrad h1 grob, mittels derselben Schraube durch Schnecke m und Schneckenrad o sein bewirkt. Das Verstellen des Deckels F wird durch das Handrad h erreicht, durch welches mittels der Räderübersetzung g i drei oder vier durch[131] die Flansche von F hindurchtretende Schrauben f gedreht werden, welche ihre Muttern e im Flansch des Gehäuses G finden. Das zu zerkleinernde Material tritt axial durch die Oeffnung O ein und zuerst zwischen die Mahlflächen A und B, wird radial in den Hohlraum C des Gehäuses und von da infolge des vorhandenen Druckes zwischen die Mahlflächen B und D geführt und tritt endlich durch die Oeffnung H aus. Die Scheibe dieses Zentrifugalholländers hat gewöhnlich 600 mm Durchmesser, liefert dann 750–1500 kg trocken gedachten Stoff in 24 Stunden und bedarf hierzu des Aufwandes von 8–15 PS. Auch das aus dem Verfeinerer austretende Material wird häufig einer Sortierung unterzogen und das nicht genügend seine Zeug dem Raffineur nochmals überliefert. Das genügend seine Holzzeug vom Zerfaserer und Verfeinerer wird gemeinschaftlich den Nacharbeiten zugeführt.
4. Nacharbeiten. Dieselben bestehen aus dem Entwässern und Bleichen der Masse. Das Entwässern wird nur dort in Anwendung gebracht, wo die Fasern nicht unmittelbar verbraucht, sondern nach auswärts verfrachtet werden, und wird entweder in der Weise durchgeführt, daß das Holzzeug noch etwa 66–40% Feuchtigkeit enthält oder daß es bis auf 12–15% Feuchtigkeit gebracht wird. Im zweiten Falle muß dasselbe einem Trockenprozesse unterworfen werden, welcher in gleicher Weise zur Ausführung kommt wie bei der Pappe, worauf wir verweisen. Diese weitgehende Entwässerung ist für die weitere Verwendung des Holzzeuges deshalb wenig zu empfehlen, weil, namentlich bei den Nadelhölzern, das Harz einen kräftigen Klebstoff bildet, welcher die Fasern so stark miteinander verbindet, daß ihre neuerliche Isolierung großen Schwierigkeiten begegnet. Bei einer Entwässerung bis auf etwa 66% kann das Holzzeug in drei verschiedene Formen verwandelt und verfrachtet werden, nämlich als gepreßter Kuchen, als Pappe und als sogenannter Schabstoff. Im ersteren Fall wird auf die Preßplatte einer hydraulischen Presse ein aus Hanf hergestelltes Preßtuch gelegt, auf dieses ein Holzrahmen als Form, dieser mit Holzzeug gefüllt, darüber das Preßtuch zusammengeschlagen, mit einem Preßblech bedeckt, ein zweites Preßtuch samt Rahmen aufgelegt u.s.w. und das Ganze einer entsprechenden Pressung unterworfen.
Die Herstellung in Pappeform wird oft auf einer sogenannten Langsiebmaschine durchgeführt, die einer solchen bei der Papierfabrikation verwendeten Maschine ähnlich, nur einfacher konstruiert ist und auch mit einem mitlaufenden, beschwerten Obersieb versehen wird, so daß der Stoff zwischen diesem und dem Langsieb einer zunehmenden Pressung unterworfen ist. Gewöhnlich wird in diesem Falle eine teilweise Entwässerung in einem dem Stoffänger ähnlichen Apparate dem Prozesse vorangeschickt. Die Entwässerung, sowohl in Pappeform als auch als Schabstoff, wird gewöhnlich auf Zylindersiebmaschinen durchgeführt, wie eine solche aus Fig. 5 zu ersehen ist. Das Holzzeug fließt in die Rinne A und aus dieser zuerst in den Kanal a des Blechtroges B, in welchem sich außer den Rührflügeln b der langsam rotierende, mit vier Fünfteln seines Durchmessers in das Holzzeug eintauchende Siebzylinder C befindet, dessen Kanten beiderseits zwischen an den Seitenwänden des Bottichs B angeordneten, kreisförmig gebogenen Ansätzen laufen und dadurch gegen den Raum des Bottichs abgedichtet sind. Das in B befindliche Holzzeug legt sich an die Siebfläche von C an, während das Wasser in das Innere des Zylinders und von hier durch die senkrecht angeordneten Kanäle O abfließt. Dadurch wird die Entwässerung so weit gebracht, daß das Holzzeug von dem Zylinder über das Flüssigkeitsniveau im Bottich herausgehoben und dem endlosen Filz F dargeboten wird, der, infolge seines Aufliegens mittels der beweglichen, Walze D, das Holzzeug ansaugt, vom Zylinder abnimmt und über die Walzen d und e der aus den Walzen HJ bestehenden Presse zuführt, von der dasselbe durch ein an H tangential anliegendes Messer abgeschabt wird. Durch die Walze g wird der Filz gespannt, im mit Wasser gefüllten Gefäße l, in das er durch die Walze k gezwungen wird, gewaschen, durch den Ventilator p getrocknet und in der Presse m n ausgebreitet,[132] worauf er zum weiteren Abnehmen vom Siebe geeignet ist. – Bei einem Entwässern bis auf 40% leistet die Maschine in 24 Stunden 1500–2000 kg trocken gedachten Holzstoff und verbraucht dabei 1/2–1 PS.
Das Entwässern kann ferner, allerdings in viel geringerem Grade, durch Ausschleudern auf Schleudermaschinen sowie durch Abtropfen in Abtropfkästen zur Ausführung kommen. Das aus den Entwässerungsapparaten abfließende Wasser führt noch immer seine Holzfasern mit sich, deren Zurückgewinnung für die Oekonomie des Betriebes von Wichtigkeit ist. Wiedergewonnen werden diese Fasern entweder durch die sogenannten Stoffänger, Egoutteure oder in Dekantierungskästen. Die ersteren bestehen aus einer Vorrichtung, welche der früher beschriebenen Zylindersiebmaschine beinahe vollkommen gleicht, nur daß die am Zylinder sich ansetzenden Fasern unmittelbar durch eine Walze vom Zylinder abgenommen und in eine nebenliegende Abteilung gefördert werden und daß der Zylinder mit außerordentlich seinem Metallgewebe überzogen ist. Die Dekantierungskästen sind große, hölzerne, wasserdicht hergestellte Kästen, aus welchen das sich über dem Holzzeug sammelnde Wasser schichtenweise abgezapft wird. Um die Zerfaserung, die der Holzschliff beim Mischen des Papierstoffs durchmachen muß, zu erleichtern, wird derselbe von der Zylindersiebmaschine durch eine rotierende Zahntrommel abgenommen, in Fasergruppen zerteilt und in einen Raum geschleudert, in dem er durch heiße Luft getrocknet wird.
Das Bleichen des Holzzeugs ist wegen der harzigen Inkrustationen nur schwierig durchführbar, und wurden gasförmige schweflige Säure sowie Chlorgas ohne Erfolg in Anwendung gebracht. In neuerer Zeit verwendet man doppeltschwefligsauren Kalk und doppeltschwefligsaures Natron hierzu, namentlich das letztere, da der erstere nicht käuflich ist. Der in Pappenform verwendete Holzschliff wird in einem Stoffkasten in bald senkrechter, bald wagerechter Lage schichtweise eingelegt, der Kasten hierauf, auf 100 kg trockenen Stoff mit 2,5 kg konzentrierter Bisulfitlösung mit 20–30facher Wassermenge verdünnt, gefüllt. Die im Natriumbisulfit befindliche freie schweflige Säure wirkt sofort auf die Inkrusten des Holzes und überführt die bräunlichen Farbstoffe in lichte Verbindungen. Um nun die in der Lauge befindliche gebundene schweflige Säure zur Wirkung zu bringen, läßt man auf die mit Natriumbisulfit vollgesaugte Fasermasse so viel Schwefel-, Salz-, Oxalsäure oder schwefelsaure Tonerde einwirken, als zur Ausscheidung der schwefligen Säure nötig ist. Am häufigsten werden Oxalsäure und schwefelsaure Tonerde verwendet, weil die erstgenannten Säuren die spätere Leimung beeinflussen. Die Herstellung des braunen Holzschliffs s. Dampfholzschliff.
Literatur: Müller, L.D., Die Fabrikation des Papiers, Berlin 1877, S. 37; Dropisch, B., Holzstoff und Holzcellulose, Weimar 1879; Ders., Handbuch der gesamten Papierfabrikation, Weimar 1881, S. 160; Hoyer, E.V., Die Fabrikation des Papiers, Braunschweig 1887, S. 152; Hofmann, C., Praktisches Handbuch der Papierfabrikation, 2. Ausg., Berlin 1894, S. 1231; Ders., Papierztg.; Schubert, M., Die Holzstoff- oder Holzschliffabrikation, Berlin 1898.


Buchempfehlung
Hoffmann, E. T. A.
Die Serapionsbrüder

Als Hoffmanns Verleger Reimer ihn 1818 zu einem dritten Erzählzyklus - nach den Fantasie- und den Nachtstücken - animiert, entscheidet sich der Autor, die Sammlung in eine Rahmenhandlung zu kleiden, die seiner Lebenswelt entlehnt ist. In den Jahren von 1814 bis 1818 traf sich E.T.A. Hoffmann regelmäßig mit literarischen Freunden, zu denen u.a. Fouqué und Chamisso gehörten, zu sogenannten Seraphinen-Abenden. Daraus entwickelt er die Serapionsbrüder, die sich gegenseitig als vermeintliche Autoren ihre Erzählungen vortragen und dabei dem serapiontischen Prinzip folgen, jede Form von Nachahmungspoetik und jeden sogenannten Realismus zu unterlassen, sondern allein das im Inneren des Künstlers geschaute Bild durch die Kunst der Poesie der Außenwelt zu zeigen. Der Zyklus enthält unter anderen diese Erzählungen: Rat Krespel, Die Fermate, Der Dichter und der Komponist, Ein Fragment aus dem Leben dreier Freunde, Der Artushof, Die Bergwerke zu Falun, Nußknacker und Mausekönig, Der Kampf der Sänger, Die Automate, Doge und Dogaresse, Meister Martin der Küfner und seine Gesellen, Das fremde Kind, Der unheimliche Gast, Das Fräulein von Scuderi, Spieler-Glück, Der Baron von B., Signor Formica
746 Seiten, 24.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Große Erzählungen der Frühromantik

1799 schreibt Novalis seinen Heinrich von Ofterdingen und schafft mit der blauen Blume, nach der der Jüngling sich sehnt, das Symbol einer der wirkungsmächtigsten Epochen unseres Kulturkreises. Ricarda Huch wird dazu viel später bemerken: »Die blaue Blume ist aber das, was jeder sucht, ohne es selbst zu wissen, nenne man es nun Gott, Ewigkeit oder Liebe.« Diese und fünf weitere große Erzählungen der Frühromantik hat Michael Holzinger für diese Leseausgabe ausgewählt.
- Ludwig Tieck Peter Lebrecht
- Karoline von Günderrode Geschichte eines Braminen
- Novalis Heinrich von Ofterdingen
- Friedrich Schlegel Lucinde
- Jean Paul Des Luftschiffers Giannozzo Seebuch
- Novalis Die Lehrlinge zu Sais
396 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum