Schweißen [2]
[698] Schweißen. – 1. Das Lichtbogenschweißverfahren (s. Bd. 8, S. 12) wird hauptsächlich zum Zusammenschweißen gebrochener und Ausbessern fehlerhafter (poröser) wertvoller Grau- und Stahlgußstücke, zur Ausführung vereinzelt vorkommender Schweißungen von Schmiedestücken und nach Art der Autogenschweißung zur Herstellung von Nähten an starkwandigen Rohren benutzt.
2. Die elektrische Widerstandsschweißung (s. Bd. 8, S. 13), bei welcher zum Einspannen und Zusammenpressen des Arbeitsstückes besondere Vorrichtungen bezw. eigene Maschinen notwendig sind, eignet sich dementsprechend zur Massenherstellung kleiner und mittlerer Schmiedestücke und von Blechwaren. Dank der außerordentlich großen Verwendbarkeit und Wirtschaftlichkeit des Widerstandsschweißverfahrens ist eine große Anzahl von Schweißmaschinen zu den verschiedensten Zwecken in Verwendung. Da zur Erhitzung des Materials an der Schweißstelle Strom von niederer Spannung, aber sehr hoher Stromstärke erforderlich ist, verwendet man zur Widerstandsschweißung Wechselstrom, der von den für Licht- und Kraftbedarf üblichen Spannungen durch besondere Spannungswandler auf die Betriebsspannung von 1 bis 3 Volt gebracht wird. Je nach der Art der Ausführung der Schweißverbindung unterscheidet man folgende drei Arten der Widerstandsschweißung und der hierzu verwendeten Maschinen:
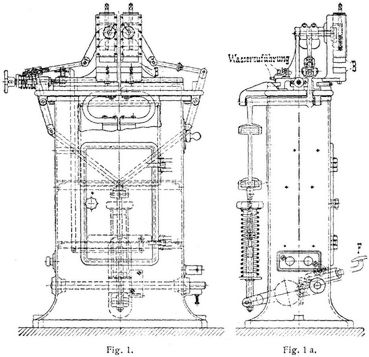
a) Stumpfschweißung. Hierbei werden die zu verschweißenden Gegenstände während des Stromdurchganges und der Erhitzung der Berührungsstellen auf Schweißglut gegeneinander gepreßt und zusammengestaucht. Die Anpressung erfolgt durch Handhebel, durch Federdruck oder durch Schraubenspindeln. Die Ausschaltung des Stromes kann selbsttätig durch ein Auslöserelais bewerkstelligt werden, das nach Zurücklegung einer einstellbaren Stauchstrecke zur Wirkung gelangt. Eine selbsttätig arbeitende Stumpfschweißmaschine der Allgemeinen Elektrizitäts-Gesellschaft, Berlin, ist in Fig. 1 und 1a dargestellt. Nach dem Einlegen der Schweißstücke in die Klemmbacken B werden durch den Tritt F zunächst die aus Flachkupferstücken bestehenden, leicht auswechselbaren Klemmbacken geschlossen, dann die Schweißenden gegeneinander gepreßt und der Strom eingeschaltet. Die Ausschaltung des Stromes erfolgt nach vollzogener Schweißung selbsttätig. Die mit Wasserkühlung versehenen Klemmbacken werden der Form des Arbeitsstückes angepaßt und erhalten zur Verminderung des Stromübergangverlustes möglichst reichliche Berührungsflächen. Die Stumpfschweißung eignet sich für die Herstellung kleiner Handelsschmiedewaren, von Radfelgen für Fahrräder und Automobile, von Achsen, Kurbelwellen, Rohren, Steigbügeln, Hufeisen, ferner zum Zusammenschweißen verschiedener Materialien, z.B. der aus hochwertigem Stahl bestehenden Schneiden von Beilen, Scheren- und Messerklingen an die meist aus Temperguß bestehenden Griffe. – Auch Aluminium läßt sich elektrisch stumpf schweißen, wobei die stets vorhandene Oxydschicht nach[698] der Erhitzung durch den Stauchdruck zur Seite gequetscht wird. Kupfer-, Messing-, Bronze- und Nickelteile lassen sich ebenfalls durch Stumpfschweißen verbinden. Zu erwähnen sind noch die Spezialmaschinen zur Herstellung von Ketten, tragbare Maschinen, die zum Verschweißen der Drahtenden beim Bau elektrischer Maschinen dienen, u.a.m. Stumpfschweißmaschinen werden für Leitungen bis über 100 KW. und zur Verbindung von Querschnitten von 60 bis 70 qcm in Eisen und von 20–30 qcm in Kupfer ausgeführt. Bei einem Strompreis von 10 ![Schweißen [2]](/Lueger-1904.images/I/TL091449.jpg?w=15&h=24&vid=434191212) für 1 Kilowattstunde betragen z.B. die Kosten für die in 1 Minute auszuführende Stumpfschweißung von 45 mm starken Rundeisenstangen rund 5 . Die Festigkeits- und Dehnungseigenschaften des geschweißten Materials bleiben bei sorgfältiger Ausführung der Schweißarbeit unverändert. Hierzu trägt namentlich die günstige Art der Erwärmung der Schweißstelle von innen nach außen bei, bei welcher keine Ueberhitzung der Oberflächenteile auftreten kann.
für 1 Kilowattstunde betragen z.B. die Kosten für die in 1 Minute auszuführende Stumpfschweißung von 45 mm starken Rundeisenstangen rund 5 . Die Festigkeits- und Dehnungseigenschaften des geschweißten Materials bleiben bei sorgfältiger Ausführung der Schweißarbeit unverändert. Hierzu trägt namentlich die günstige Art der Erwärmung der Schweißstelle von innen nach außen bei, bei welcher keine Ueberhitzung der Oberflächenteile auftreten kann.
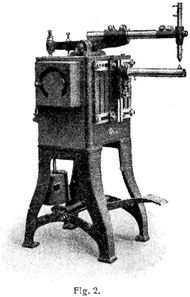
b) Punktschweißung. Dünnwandige Arbeitsstücke, vor allem Bleche, lassen sich in einer der Nietung ähnlichen Weise durch die an einzelnen Punkten ihrer übereinandergelegten Ränder vorgenommenen elektrischen Schweißungen zwischen stiftförmigen Elektroden in der in Fig. 2 ersichtlichen Weise verbinden. Da die zu verschweißenden Ränder durch die Elektrodenstifte selbst aufeinander gepreßt werden, sind besondere Einspannvorrichtungen entbehrlich. Bei der in Fig. 2 dargestellten Punktschweißmaschine von Pfretschner & Co., Pasing-München, ist der Oberarm mit dem einen Elektrodenstift durch Hebel und Gestänge mit dem Fußtritt derartig verbunden, daß beim Niederdrücken desselben der stromzuführende Oberarm das zwischenliegende Arbeitsstück gegen die als Amboß dienende, in jeder Richtung verstellbare untere Elektrode preßt. Gleichzeitig mit dem Niederdrücken des Fußtrittes wird der Strom eingeschaltet und so lange unterhalten, bis der Tritt entlastet wird. Die durch Wasser gekühlten hohlen Elektrodenstifte können leicht ausgewechselt und der Form der Arbeitsstücke angepaßt werden. Bei den sogenannten Halbautomaten wird die Bewegung der Elektroden und die Stromeinschaltung von einer stetig angetriebenen Welle aus abgeleitet, so daß nur die Führung des Werkstückes von Hand zu besorgen ist. Die Maschine wird durch einen Fußhebel eingeschaltet und arbeitet, solange letzterer herabgedrückt wird, stetig mit einer regelbaren Anzahl von Schweißschlägen fort; zwischen den einzelnen Schlägen ist genügend Zeit, das Arbeitsstück zu verschieben. Bisweilen wird der obere Stift fest, der untere beweglich gemacht, was den Vorteil hat, daß man genau die Stelle bestimmen kann, an die der Schweißpunkt kommt. Bei ganz selbsttätigen Maschinen wird auch der Vorschub von der Antriebswelle aus abgeleitet, so daß sich die Bedienung auf das Einlegen neuer Arbeitsstücke beschränkt. Die Maschinen können auf so kleinen Vorschub eingestellt werden, daß sich durch die enge Aneinanderreihung der Schweißpunkte eine ununterbrochene Schweißnaht bildet. Bei schwachen, mit ihren kurz überlappten Rändern zu verschweißenden Blechen verschwindet die Ueberlappung hierbei vollständig, so daß man z.B. Sägeblätter für Bandsägen auf diese Weise verschweißen kann. Die Elektroden erhalten je nach der Form der Schweißstücke besondere Formen, s. Fig. 4, bezw. werden Doppelelektroden verwendet.
Elektrische Punktschweißmaschinen finden ausgedehnte Verwendung zur Herstellung aller Sorten von Blech- und Emaillewaren. Die Leistungsfähigkeit einer solchen Maschine beträgt das Fünffache der mittels mechanischer Nietung erreichbaren. Auch Eisenkonstruktionen aus Flach- und Profileisen können mit Hilfe größerer Punktschweißmaschinen elektrisch statt mechanisch genietet werden. Bei allen diesen Arbeiten lassen sich ungeschulte, billige Arbeitskräfte verwenden, eine Gefahr liegt bei der niederen Spannung des verwendeten Stromes nicht vor. Zu erwähnen ist, daß große Maschinen auch mit solchen Elektroden ausgerüstet werden können, daß zwischen ihnen vorher gelochte Bleche, Platten u.s.w. durch kurze zylindrische Stifte ohne Kopf regelrecht vernietet werden können.
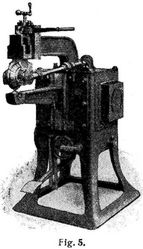
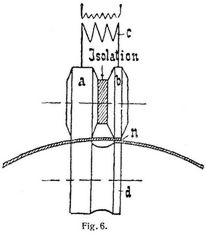
c) Nahtschweißung. Die Nahtschweißmaschinen besitzen im Gegensatz zu den auf und ab gehenden Elektrodenspitzen der Punktschweißmaschinen umlaufende kupferne Rollenelektroden, mittels deren eine fortlaufende Schweißnaht hergestellt werden kann. Die Rollen sitzen wieder auf Armen, von denen der obere beweglich ist und das zwischenliegende Arbeitsstück gegen die untere Rolle preßt. Für die Herstellung von Rund- und Bodennähten sind die Ebenen der Rollenelektroden senkrecht zu den Armen, für die Schweißung von Längsnähten in der Ebene der weit ausladenden Arme selbst angeordnet. Die in Fig. 5 dargestellte Maschine, eine Ausführung von Pfretschner & Co., besitzt selbsttätigen Vorschub für das Werkstück. Auch bei der Nahtschweißung kann die Ueberlappung so gering genommen werden, daß der Wulst vollständig verschweißt wird und ein ganz glattes Rohr entsteht, was besonders beim Emaillieren vorteilhaft ist. Zum Schweißen kurzer Längsnähte an Kannen u.s.w. wird die obere[699] Rolle durch ein kreissektorartiges Kupferstück ersetzt, das mittels eines Handhebels über die Schweißstelle abgewälzt wird. Für die Schweißung langer Zylinder, bei welchen die Zuführung des Stromes zur unteren Elektrodenrolle im Inneren des Zylinders schwierig würde, wird die in Fig. 6 dargestellte, der Allgemeinen Elektrizitäts-Gesellschaft in Berlin patentierte Elektrodenanordnung gewählt; der Schweißstrom fließt von der Rolle a über die Rolle d zu der von a isolierten Rolle b und verschweißt hierbei die Uebergangsstelle u. Die bequem zugänglichen, Strom zu- und abführenden Rollen a und b werden angetrieben und bewirken den Vorschub des Arbeitsstückes. Mit Hilfe einer Nahtschweißmaschine mit Handbetrieb kann 1 m Naht an 1 mm starkem Blech in etwa 1 Minute, bei selbsttätigen Maschinen in 1/2 Minute fertiggestellt werden. Es lassen sich Bleche von 1–3 mm Stärke vorteilhaft auf diese Art schweißen.
d) Hohlkörperschweißung. Zum Schweißen von Hohlkörpern mit engem Querschnitt oder gekrümmter Achse (Kannenausgüsse, Feldflaschen, hohle Stiele, Henkel, Griffe) dient eine von der Allgemeinen Elektrizitäts-Gesellschaft, Berlin, gebaute Maschine folgender Bauart: Zwischen den entsprechend ausgesparten Einspannvorrichtungen wird das in zwei gepreßten Schalen vorgearbeitete Schweißstück eingelegt und der etwas vorspringende Grat unter Druck an einer Kopfelektrodenrolle vorbeigeführt. Letztere wird langsam angetrieben und bewirkt durch eine Verzahnung, die in die entsprechende Gegenverzahnung der Einspannrolle eingreift, den gleichmäßigen Vorschub.
3. Autogenes Schweißen. Die Wasserstoff-Sauerstoffschweißung empfiehlt sich hauptsächlich dort, wo billiges Wasserstoffgas zur Verfügung steht. Ihre Vorteile liegen in der Einfachheit der Schweißeinrichtung bei Verwendung gepreßter Gase und in der Güte der Schweißnähte, die sich durch Weichheit und Geschmeidigkeit auszeichnen. Ueber den Gasverbrauch, bezogen auf 1 m Schweißnaht in Siemens-Martin-Stahlblech, gibt folgende Tabelle der chemischen Fabriken Griesheim-Elektron Aufschluß:
![Schweißen [2]](/Lueger-1904.images/I/TL091137.jpg?w=500&h=97&vid=1340394931)
Das rasche Ansteigen des Gasverbrauches für Bleche über 8 mm zieht zwischen 8–10 mm die Grenze für die wirtschaftliche Verwendung der Wasserstoff-Sauerstoffschweißung. Durch Vorwärmen der starken Bleche im Koksfeuer kann der Gasverbrauch um etwa 30% der für kalte Bleche nötigen Mengen verringert werden.
Die Acetylen-Sauerstoffschweißung hat sich durch ihre vielen Vorzüge bereits ein großes Verwendungsgebiet geschaffen. Neuerdings kommt sie besonders im Kraftfahr- und Flugzeugbau zur Anwendung; auch Eisenkonstruktionen gestatten an wenig beanspruchten Stellen die Verwendung dieser Schweißung an Stelle von Nietung. Außer zum Schweißen von Fluß- und Schweißeisen und Siemens-Martin-Stahlblech läßt sich die Acetylen-Sauerstoffschweißung nunmehr auch mit großem Vorteil zum Schweißen gebrochener oder fehlerhafter Grau-, Temper- und Stahlgußstücke verwenden. Geeignete Zusatzmaterialien und vor allem ausreichende Vorwärmung der Umgebung der Schweißstellen auf Dunkelrotglut, sowie äußerst vorsichtige Abkühlung ermöglichen das Zustandekommen einwandfreier Schweißungen. Der Gasverbrauch und die Leistung in einer Stunde bei Arbeiten an Siemens-Martin-Stahlblech beträgt für verschiedene Blechstärken nach Angaben des Drägerwerkes, Lübeck, wie folgt:[700]
![Schweißen [2]](/Lueger-1904.images/I/TL091138.jpg?w=500&h=133&vid=649083759)
Die Materialeigenschaften der Schweißstellen sind in hohem Maß von der Güte der Schweißung, namentlich von der Reinheit der Brenngase, der Geschicklichkeit und Gewissenhaftigkeit des Arbeiters und von der Nachbearbeitung abhängig. Unter der Voraussetzung der günstigsten Verhältnisse und sorgfältigsten Arbeitsweise kann die Güte der ausgeglühten und abgehämmerten Schweißnaht der des vollen Materials gleichkommen. Durch das Vorwärmen der Schweißstellen etwa im Koksfeuer an Blechen über 10 mm Stärke läßt sich auch hier eine ganz wesentliche Gasersparnis erzielen.
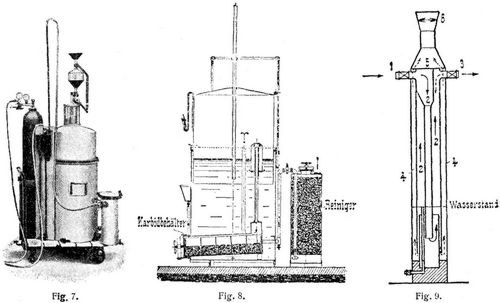
Die Apparate zur Erzeugung des Acetylens bestehen aus einem Gasentwickler, in welchem das Karbid mit Wasser zersetzt wird, aus einer Gasglocke mit Wasserverschluß, aus den nötigen Reinigungs- und Sicherheitsvorrichtungen gegen zu hohen Gasdruck in der Glocke. Man unterscheidet Apparate, bei welchen das Karbid in das Wasser geworfen wird und solche, bei welchen Wasser auf das Karbid tropft oder dasselbe überschwemmt. Ein nach der ersteren Art gebauter Apparat ist in Fig. 7 dargestellt, eine Ausführung des Drägerwerkes, Lübeck. Die Beschickung des Apparates erfolgt selbsttätig aus der auf der Gasglocke angeordneten Füllvorrichtung.
Statt der selbsttätigen Regelung der Karbidzufuhr wird auch Handeinwurf angewandt, wobei eine selbsttätige, der entwickelten Gasmenge entsprechend gesteuerte Verriegelung zu frühes Speisen des Apparates mit frischem Karbid verhindert. Die in Fig. 8 dargestellte Ausführung eines ortsfesten Entwicklers der Firma C. Dietlein, Magdeburg, besitzt zwei am Boden des Apparates angeordnete schubladenartig ausgebildete Karbidbehälter mit mehreren hintereinander angeordneten Fächern. Das Wasser, das wieder der Gasentwicklung entsprechend zugeleitet wird, überströmt infolge der geneigten Lage der Behälter die einzelnen Fächer nicht gleichzeitig, sondern nacheinander. Der Apparat verarbeitet grobstückiges Karbid, das die größte Ausbeute an Gas erzielen läßt und billiger ist als feinkörniges. Nach dem Verlassen des Gaserzeugers strömt das Gas durch einen Reiniger, in welchem es von den beigemengten Phosphor-, Ammoniak- und Schwefelverbindungen, die die Güte der Schweißung stark beeinträchtigen, gereinigt und gleichzeitig getrocknet wird.
Um bei Verstopfung des Brenners oder der Leitungen das Eindringen von Sauerstoff, das Zurückschlagen der Flamme vom Brenner und das Einsaugen von Luft in den Gaserzeuger zu verhindern, muß zwischen letzterem und dem Brenner eine sogenannte Wasservorlage eingebaut werden. Bei der von der Firma Keller & Knappich, Augsburg, gebauten Wasservorlage Fig. 9 tritt im normalen Betrieb das Acetylen bei Hahn 1 ein, durchströmt in Richtung der ausgezogenen Pfeile das innere Rohr und den wassergefüllten Raum 2, um durch Hahn 3 zum Brenner abzuströmen. Tritt bei verstopftem Brenner Sauerstoff durch 3 zurück, so treibt er das Wasser in die Acetylenzuleitung zurück und schließt sie so ab, während er selbst durch den Raum 4 und (nicht sichtbare) Oeffnungen im Verschlußstück 5 in Richtung der punktierten Pfeile in freie Luft entweichen kann. Gleichzeitig wird durch den ausströmenden Sauerstoff eine Signalpfeife 6 betätigt, die auch ertönt, wenn der Wasserstand in der Vorlage zu niedrig geworden ist oder aus irgendeinem Grund Luft statt Acetylen angesaugt wird.
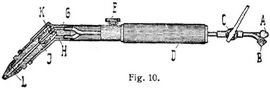
Die in Stahlflaschen gepreßten Gase Sauerstoff, Wasserstoff, Acetylen Dissous (s. unten) müssen vor ihrer Verwendung im Brenner von der hohen Flaschenspannung auf die nur wenig Atmosphären betragende, regelbare Gebrauchsspannung gebracht werden. Dies geschieht mit Hilfe von Druckminderungsventilen, die mittels Ueberwurfmutter mit den Absperrventilen der Stahlflaschen verschraubt werden. Um bei den Sauerstoff-Druckminderungsventilen die oft beobachtete Entzündung des Hartgummiverschlußstückes und das Ausbrennen der Metallteile des Ventils im Sauerstoffstrom zu vermeiden, kommt bei dem vom Drägerwerk, Lübeck,[701] gebauten Druckminderungsventil mit Ausbrennschutz (D.R.P.) der beim Oeffnen des Flaschenverschlusses augenblicklich stark zusammengepreßte und hocherhitzte Sauerstoff im Ventil nicht gleich mit dem Hartgummiabschluß in volle Berührung, sondern kühlt sich zunächst in einem besonderen Raum mit großer Oberfläche ab. Ein neuer Brenner für die Verarbeitung von Sauerstoff und unmittelbar erzeugtem Acetylen ist in Fig. 10 dargestellt (Ausführung des Drägerwerkes, Lübeck). Bei den neueren Brennerbauarten erfolgt die Zuführung des Acetylens nicht mehr durch spiralförmig gewundene Rohre, da das Zurückschlagen der Flamme einfacher und sicher durch die erwähnten Wasservorlagen vermieden wird. In Fig. 10 bedeuten A und B die verschieden ausgeführten Anschlußstücke für die Acetylen- und Sauerstoffzuleitung. Mittels des Doppelhahns C kann die Zufuhr beider Gase ohne Verkeilung der Ventile abgestellt werden, was bei kurzen Arbeitsunterbrechungen sehr vorteilhaft ist. Der durch den mittleren Kanal G und ein Schmutzsieb K zuströmende Sauerstoff saugt in der Düse J das durch den Kanal H zugeführte Acetylen aus einem ringförmigen Kanal an und verläßt mit diesem innig gemischt das auswechselbare Mundstück L. Durch ein Ventil E kann der Flammenkegel genau eingestellt werden. Für Betriebe, wo oft wechselnde Schweißarbeiten vorzunehmen sind, empfehlen sich diese Brenner mit auswechselbarem Mundstück; es können z.B. mit zwei Brennergrößen und elf verschiedenen zugehörigen Mundstücken obiger Bauart Bleche von 1/2–25 mm Stärke geschweißt werden.
Bei Acetylen-Sauerstoffschweißungen für Montagezwecke, Eisenhochbauten u.s.w., bei welchen das Mitführen eines besonderen Acetylen-Gaserzeugers zu umständlich wird, kommt mit Vorteil in Behältern aufgespeichertes, zusammengepreßtes Acetylen, sogenanntes Dissous-Gas zur Verwendung. Acetylen wird nämlich von Aceton bei etwa 12 Atmosphären Druck im Verhältnis von 300 : 1, bei gewöhnlichem Druck und Zimmertemperatur dagegen nur im Verhältnis 24 : 1 gelöst. Zur Aufbewahrung der gepreßten Lösung dienen wieder Stahlflaschen, die mit einer mit Aceton getränkten porösen Masse gefüllt sind. Der Wegfall des Gaserzeugers mit seiner immerhin umständlichen Bedienung macht das Dissous-Gas für obige Zwecke sehr beliebt. Da das Gas nicht mehr angesaugt wird, sondern wie der Sauerstoff mit etwa 3 Atmosphären dem Brenner zuströmt, besitzen die hier verwendeten, sogenannten Hochdruckbrenner keine Saugdüse, sondern nur eine Mischdüse, durch die die Gase vor der Verbrennung innig vermischt werden. Außer Acetylen und Wasserstoff in Verbindung mit Sauerstoff wird noch Blaugas, das auf 1/400 seines Rauminhaltes zusammengepreßt in flüssigem Zustand in Stahlflaschen verwendet wird und bei höherem Heizwert geringere Explosionsneigung als Acetylen besitzt, ferner auch Benzoldampf bei der sogenannten Oxybenzschweißung (Autogenwerke, Berlin) zur Schweißung von Blechen bis 16 mm und besonders für Graugußschweißung verwendet. Wegen des geringen Gewichtes und Raumbedarfs des Benzolbehälters ist die Oxybenzschweißung besonders für Montagezwecke geeignet.
4. Ueberlappungsschweißung von Blechen auf Schweißstraßen. Zylindrische und konische Rohre, Kessel, Kochgefäße und Behälter aus Flußeisenblech, die hohen Beanspruchungen durch Innendruck ausgesetzt sind, werden im großen mit überlappter Längsnaht mittels Wassergasschweißung auf sogenannten Schweißstraßen hergestellt.
Im Gegensatz zur autogenen und elektrischen Lichtbogenschweißung werden bei der Wassergasschweißung die zu verbindenden Blechränder nicht verschmolzen, sondern zunächst nur auf Schweißhitze gebracht und in diesem bildsamen Zustand durch Hammerschläge oder ruhenden Preßdruck vereinigt, wobei die doppelte Stärke der Ueberlappungsstelle auf einfache Blechstärke ausgeschmiedet bezw. abgepreßt wird.
Die Erhitzung der Schweißnähte durch Wassergas, die von beiden Seiten des Bleches erfolgt, hat gegenüber der früheren einseitigen Erwärmung durch Koksfeuerung den Vorteil größerer Geschwindigkeit und Gleichmäßigkeit. – Es lassen sich Bleche von 3 ÷ etwa 30 mm gut auf Schweißstraßen überlappt schweißen. Das geeignetste Material ist Siemens-Martin-Feuerblech von 3400–4000 kg/qcm Fettigkeit und 25% Dehnung mit möglichst geringem Phosphor- und Schwefelgehalt.
Eine Schweißstraße besteht aus einem auf zwei oder mehr Rollenpaaren laufenden, mechanisch beweglichen Wagen zur Aufnahme des Schweißstückes, einem äußeren und einem inneren, an entsprechend langen Armen beteiligten Gasbrennern mit den Gas- und Luftzuführungs- und Reguliervorrichtungen, ferner aus der Hämmer- oder der Preßvorrichtung zur Verdichtung der erhitzten Schweißstelle.
Die Schweißung geht stückweise vor sich, indem nach der Erhitzung einer Strecke der Naht die Verdichtung unter dem Hammer oder der Presse erfolgt. Die Gasbrenner sitzen entweder seitlich von dem Hammer in der gleichen Querschnittsebene des Rohres, so daß das Rohr nach der Erhitzung um seine Längsachse gedreht werden muß, um unter den Hammer zu kommen oder es sind die Brenner hinter dem Hammer angeordnet, so daß das Rohr zur Verdichtung vorgefahren wird.
Die Verdichtung der Schweißnähte durch Pressung wird mit Hilfe von Preßrollen oder -Walzen vorgenommen, die durch Wasserdruck auf das Arbeitsstück und den auf dem Wagen befestigten Amboß gedrückt werden. Bei der hydraulisch oder mechanisch vorgenommenen Hin- und Herbewegung des Wagens um die Länge der Schweißstelle wälzt sich die Rolle auf derselben ab bezw. bewegt die angetriebene Preßrolle Werkstück und Wagen selbst hin und her.[702]
Um zu vermeiden, daß das geschmeidige Material unter der Preßrolle hergequetscht und nicht verdichtet wird, wird nach D.R.P. Nr. 180552 statt einer Rolle ein wiegenfußartiges Preßstück mit größerem Krümmungsmesser verwendet, das infolge seiner geringeren Wölbung einen größeren Teil der Schweißstelle gleichzeitig erfaßt. Durch ein Schubstangengetriebe wird dem Preßstück eine wippende Bewegung erteilt, wobei es sich auf der Schweißstelle wälzt.
Die Leistungsfähigkeit der vorbeschriebenen Schweißstraßen kann bei 10 mm starkem Blech 5 m Schweißnaht, bei 25 mm Blech 2,5 m Naht in der Stunde betragen.
Literatur: [1] Theo Kautny, Handbuch der autogenen Metallbearbeitung, 2. Aufl., Halle 1912. – [2] Hans Ludwig, Der Acetylen-Sauerstoffbrenner, seine Wirkungsweise und seine Konstruktionsbedingungen, Berlin 1912. – [3] Kagerer, Das autogene Schweißen und Schneiden, Wien. – [4] R. Granjon und P. Rosemberg, Manuel pratique de soudure autogene, Paris 1912. – [5] Zeitschr. »Autogene Metallbearbeitung«, Offizielles Organ des »Verbandes für autogene Metallbearbeitung«. – [6] »Carbid und Acetylen.« Offizielles Organ des Deutschen Acetylenvereins. – [7] Revue de la soudure autogene, Organe officiel de l'Union de la soudure autogene, Paris. – [8] Zeitschr. d. Ver. deutsch. Ing. 1909, S. 401 und »Schweißen und Hartlöten mit besonderer Berücksichtigung der Blechschweißung« von C. Diegel, Verhandlungen zur Beförderung des Gewerbefleißes 1908.

Buchempfehlung
Schnitzler, Arthur
Komtesse Mizzi oder Der Familientag. Komödie in einem Akt

Ein alternder Fürst besucht einen befreundeten Grafen und stellt ihm seinen bis dahin verheimlichten 17-jährigen Sohn vor. Die Mutter ist Komtesse Mizzi, die Tochter des Grafen. Ironisch distanziert beschreibt Schnitzlers Komödie die Geheimnisse, die in dieser Oberschichtengesellschaft jeder vor jedem hat.
34 Seiten, 3.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Sturm und Drang. Sechs Erzählungen

Zwischen 1765 und 1785 geht ein Ruck durch die deutsche Literatur. Sehr junge Autoren lehnen sich auf gegen den belehrenden Charakter der - die damalige Geisteskultur beherrschenden - Aufklärung. Mit Fantasie und Gemütskraft stürmen und drängen sie gegen die Moralvorstellungen des Feudalsystems, setzen Gefühl vor Verstand und fordern die Selbstständigkeit des Originalgenies. Michael Holzinger hat sechs eindrucksvolle Erzählungen von wütenden, jungen Männern des 18. Jahrhunderts ausgewählt.
- Jakob Michael Reinhold Lenz Zerbin oder Die neuere Philosophie
- Johann Karl Wezel Silvans Bibliothek oder die gelehrten Abenteuer
- Karl Philipp Moritz Andreas Hartknopf. Eine Allegorie
- Friedrich Schiller Der Geisterseher
- Johann Wolfgang Goethe Die Leiden des jungen Werther
- Friedrich Maximilian Klinger Fausts Leben, Taten und Höllenfahrt
468 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum