Tonwaren [1]
[558] Tonwaren, alle aus Ton oder tonhaltigen Massen hergestellten Waren. Wir unterscheiden dabei, je nach der Wasseraufnahmefähigkeit des Scherbens, Tongut und Tonzeug.
I. Tongut.
Solches hat stets den porösen, allgemein bekannten, ziegelartigen, durchlässigen, über 5% wasseraufnahmefähigen, an der Zunge klebenden Scherben. Tongut kommt, je nach dem Verwendungszweck, glasiert und unglasiert im Handel vor. Der Wert der Waren des Tongutes wird weniger nach dem verwendeten Rohmaterial, als vielmehr nach der Art und dem Wert der Herstellung, ob handwerksmäßig, maschinell oder künstlerisch, bestimmt.
Gemeines Tongut. Hierunter versteht man alle Waren aus kalk- und eisenoxydhaltigem Ton, Lehm, Tonmergel, Schluff u.s.w.; wenn ungeschlämmt verarbeitet, müssen diese von schädlichen, grobkörnigen Beimengungen frei sein. Die sich weißlich, meistens aber hell- bis dunkelbunt brennenden Fabrikate müssen wetterbeständig sein. Zu dem gemeinen Tongut rechnen – unglasiert und gewöhnlich glasiert – alle Arten Mauerziegel, Verblender, Hartbrandziegel mit dichter Brennhaut für Bauzwecke (über dichtere Klinker s. Gemeines Steinzeug, S. 561) Falzziegel, Biberschwänze, poröse Ziegel, die auch unter Zusatz von Sägespänen und Kohlengrus hergestellt werden, und Hohlziegel, Blumentöpfe, Wasserkühler, Drainageröhren für Wiesen- und Untergrundentwässerungen, sowie die gewöhnlichen irdenen Töpfe, Kannen u.s.w. für den Küchen- und Hausgebrauch, auch das Bunzlauer und Coswiger bleifrei glasierte Geschirr. Ferner gehören hierzu Viehtröge und die Tongutröhren für Kanalisationszwecke, d.h. Röhren mit buntfarbigem, ziegelartigem, erdigem, über 5% wassersaugendem Scherben. Um diese für Kanalisationszwecke, wobei sie ausschließlich zur Leitung von durchweg mehr oder minder säurehaltigen Flüssigkeiten dienen, geeigneter zu machen, und um ein Durchlassen der Flüssigkeiten bezw. ein Diffundieren mit dem Untergrundwasser zu vermeiden, werden solche Röhren, da sie oftmals keine Salzglasur annehmen, mit einer Lehmglasur versehen. Die Glasur, auch die Salzglasur, verleiht ihnen indessen nur einen fragwürdigen Schutz gegen das Eindringen der Kanalflüssigkeit, denn es kommt vor, daß die Glasur nach verhältnismäßig kurzer Zeit von dem Geschiebe der Abwässer, Sand u.s.w., abgescheuert wird. Der dann, wenn auch nur an einzelnen Stellen, von der Glasur entblößte freiliegende Scherben saugt gierig das säurehaltige Abwässer auf und dieses zerstört das Rohr. Wenn außerdem die auf der Außenwand des Rohres befindliche Glasur gar an einer Stelle fehlt oder auf dem Wege zur Verwendungsstelle oder beim Verlegen verletzt wurde und absprang, so tritt eine Verbindung der Kanalflüssigkeit mit dem Grundwasser ein und eine Verseuchung des Untergrundes, die ja gerade durch die Kanalisation vermieden werden soll, findet statt. Für die überaus wichtig gewordene Kanalisation der Städte und Ortschaften (s.d., Bd. 5, S. 351) verwendet man daher seit ca. 20 Jahren meist Röhren aus Steinzeug (s. Tonzeug, S. 560).
Der Unterschied zwischen Steinzeug und Tongut besteht im wesentlichen in der Säurebeständigkeit und in der Wasseraufnahme des Scherbens, deren Feststellung im folgenden an dem Beispiele von Röhren – einem Massenerzeugnis – besprochen werden soll.
Von den Kanalisationsverwaltungen wird vielfach vorgeschrieben, daß die Röhren, wenn sie 24 Stunden im Wasser gelegen, nicht mehr als 2–3% ihres eignen Gewichts zunehmen dürfen. Diese Prüfungsart ist aber nicht zuverlässig. Nach diesem Verfahren geprüft, werden selbst an den Rändern der Spitzenden und an den Muffen gut glasierte, poröse Tongutröhren das vorgeschriebene Prüfungsergebnis liefern, weil hierbei die Flüssigkeit in den Scherben selbst nicht eindringen kann. Zur Beurteilung der Güte des Scherbens nimmt man in der Praxis die Aufsaugeprobe in der Weise vor, daß aus einer in Tinte getauchten Schreibfeder oder aus einer Pipette ein Tropfen Tinte auf die unglasierte Bruchfläche eines Scherbenstückes getropft wird. Aus der Verschiedenartigkeit des Aufsaugens macht der Praktiker sich dann ein Bild von der Wasseraufnahmefähigkeit. Oder aber man prüft die Wasserdurchlässigkeit der Oberfläche der inneren und äußeren Wandung durch Aufsetzen von graduierten Glasröhren und beobachtet, innerhalb welcher Zeit das Wasser eindringt. Den Begriff der Dichtheit des Scherbens dadurch festzustellen, daß ein auf die Bruchfläche gebrachter Wassertropfen nicht früher verschwinden darf, als es durch Verdampfung allein geschehen kann, ist mehr denn unklar. Alle diese Prüfungen sind nicht zuverlässig.
Die Wasseraufnahmefähigkeit wird zuverlässig in folgender Weise bestimmt: Aus dem zu prüfenden Rohr wird ein etwa 10 × 10 cm großes Stück, welches an allen Seitenkanten von der Glasur entblößt sein muß, damit das Wasser wirklich in den Scherben eindringen kann, herausgemeißelt. Dieses Stück wird im Trockenschrank bei 120° C. getrocknet, dann das Gewicht festgestellt, der Scherben eine Stunde gekocht, nach insgesamt 24 Stunden aus dem Wasser genommen, das Gewicht wieder ermittelt und die Gewichtszunahme nach Prozenten berechnet. Soll die Wasseraufnahmefähigkeit von mehreren Konkurrenzwaren festgestellt werden, so ist selbstverständlich, daß die zu prüfenden Rohrstücke alle von möglichst gleicher Größe und von gleicher Wandstärke sein müssen. Tongutröhren geben, nach dem bei der nachfolgenden Besprechung der Steinzeugröhren beschriebenen Verfahren geprüft, über 2% an Säure ab.
Auch poröse Tongutröhren zeigen öfters einen dunkelgrau gefärbten Scherben, der dadurch erzeugt wird, daß man mit stark rauchendem, qualmendem, also reduzierendem Feuer brennt, wodurch sich der Kohlenstoff in den porösen Röhren ablagert und sich das im Ton[558] enthaltene Eisenoxyd reduziert. Diese dunkelgraue Farbe kann der eines gesinterten Steinzeugscherbens ähnlich erscheinen.
Feines Tongut. Zu dem »feinen Tongut« gehören meistens aus geschlämmter Masse hergestellte, unglasierte und auch künstlerisch glasierte, lackierte, sowie in der Masse gefärbte und engobierte Waren, wie Platten und Fliesen mit dichter Brennhaut und über 5% wassersaugendem Scherben, Terrakotten für Bau-, Haus- und Gartenschmuck, bunt stumpf bemalte, lackierte und broncierte sogenannte Kunstterrakotten, Ofenkacheln, Fayence und Majolika mit buntem Scherben und weißer Zinnglasur, die oftmals mit malerischen oder plastischen Verzierungen versehen ist; ferner antike Geschirre und die Terra-sigillata-Gefäße, die durch ein kürzlich patentiertes Verfahren jetzt wieder hergestellt werden sollen und zwar durch Glätten und Dichtpolieren. Die antike Terra-sigillata dürfte in den am Fuße der Berge oder in den Tälern abgelagerten, feinst geschlämmten eisenoxydhaltigen, sich also oxydierend rotbrennenden Tonen zu suchen sein. Hier hatten die Atmosphärilien den Schlämmprozeß des Tones Jahrtausende hindurch bewerkstelligt. Dieser natürliche Schlämmprozeß kann durch unsre heutigen Schlämmereieinrichtungen nicht ersetzt werden. Da der von der Natur selbst gebildete Tonschlamm im Altertum verarbeitet und auch überlagert worden ist, so können jetzt die Terra-sigillata-Gefäße nicht mehr hergestellt werden. Die warme rote hauchartige Außensache, die als Glasur angesehen wird, ist höchstwahrscheinlich gar keine Glasur, sondern die während der Bearbeitung gedichtete äußere Brennhaut. Nach dem D.R.P. Nr. 136273 werden Diaphragmen hergestellt, die bei der Elektrolyse der Chloralkalien sich als sehr gut widerstandsfähig gegen die Einwirkungen der Alkalien, der Säuren und des Chlors bewähren sollen. Die poröse Masse besteht aus Eisenoxyd mit Ton versetzt, oxydierend gebrannt.
Feuerfestes Tongut hat einen weißlichen bis bunten, porösen, Taugenden, schroffen Temperaturwechseln und hohen Hitzegraden widerstehenden Scherben, der einen sogenannten Schmelzpunkt von mindestens Segerkegel 26 besitzt. Unter dem Schmelzpunkt der Tone versteht man in der Praxis einen bestimmten, in der Technik allgemein angenommenen Erweichungsgrad derselben. Dieser Erweichungsgrad wird mit demjenigen der Segerkegel verglichen, welche eine nach bestimmten Hitzewirkungen abgestufte Reihe von Tongemischen von verschiedener Schmelzbarkeit darstellen. Je höher der Schmelzpunkt eines Tones oder feuerfesten Erzeugnisses, je höher ferner seine mechanische Festigkeit, desto besser die Beschaffenheit. Feuerfestes Tongut findet Verwendung zum Ausmauern des Innern von Oefen der verschiedensten Systeme, also für Ring- und Flammöfen, Steingut-, Porzellan- und Glasöfen, Calcinier- und Glühöfen, für Koksöfen, für Hochöfen, für Kupol-, Schweiß- und Stahlöfen, für Dampfkesseleinmauerungen u.s.w. Es werden daraus ferner gefertigt Kapseln, Muffeln, Retorten, Pyrometerröhren, Schmelztiegel, Glashäfen, Zinkdestilliergefäße u.s.w.
Feuerfestes Tongut wird aus Schiefertonen, Rohkaolinen und sandhaltigen Tonen, auch aus feuerfesten plastischen Tonen und aus Quarzgestein für Dinasziegel hergestellt. Für gute Dinasziegel verwendet man nur den als festes Gestein vorkommenden Quarzit, nicht aber Quarzsand und Quarzkiesel. Der fette Ton wird mit Sand, Quarz und Quarzgestein in zerkleinertem Zustande, am besten aber mit Schamotte gemagert. Die Größe der Körnung der zu verwendenden Magerungsmittel spielt für feuerfestes Tongut eine wichtige Rolle; ist doch die Körnung von wesentlichem Einflusse auf Fertigkeit und Widerstand, auch wegen der Haltbarkeit im Feuer, namentlich, wenn rascher Temperaturwechsel in Frage kommt. Ueberschuß von Sand nimmt dem Ton seine Dichtigkeit, die lockere, löcherige und poröse Masse verliert ihre Zähigkeit. Der beste und wesentlichste Zusatz für feuerfestes Tongut ist Schamotte. Schamotte wird aus gebranntem Ton, grob- oder feinkörnig, hergestellt. Durch das Brennen wird die Schamotte dichter und fester und dadurch unveränderlicher, also nicht mehr schwindbar gemacht. Die Schamotte wird entweder direkt aus rohem, feuerfestem Ton gebrannt, oder man erhält sie als Abfall von feuerfesten Fabrikaten, wie von Ziegeln, Muffeln, Kapseln u.s.w. Als Zusatz zur Masse für Tongut, Steingut, Steinzeug und Porzellanzeug werden die Scherben dieser Massen als Schamotte gemahlen und wieder zugesetzt. Die Schamotte besitzt vor allen Magerungsmitteln den großen Vorzug, daß sie bei der Verwendung ihre Schwindung bereits hergegeben hat.
Man unterscheidet bei feuerfestem Material basische, also stark tonhaltige, und saure, also stark sandige (kieselsäurehaltige), feuerfeste Produkte, die aus 1. reiner Tonschamotte, 2. aus Quarzschamotte, 3. aus Schamotte, die aus 1 und 2 gemischt hergestellt werden und 4. aus Tonschamotte mit andern Zusätzen bestehen.
Zur Herstellung von feuerfesten Produkten werden weiter als Zusatz zu feuerfesten Tonen verwendet: Koks, Holzkohle, Graphit, Beauxit, Magnesia, Kalkschiefer, Speckstein, Serpentin, Chromeisenstein, Korund, künstlicher, in verschiedener Form gewonnen, auch der beim Goldschmidtschen Thermitverfahren als Abfallprodukt gewonnene Korund, der nahezu reines Aluminiumoxyd darstellt, sowie der in der Natur als Schmirgel (vgl. Schleifen) vorkommende natürliche Korund. Die ersten feuerfesten Gegenstände aus künstlichem Korund, feuerfeste Ziegel u.s.w., fertigte Goldschmidt in Essen. Heute kommen Schmelztiegel aus Korund unter dem Namen Dynamidon auf den Markt. Ferner wird das nach dem patentierten amerikanischen Verfahren künstlich hergestellte Karborund (s. Carborundum) als Zusatz für die Herstellung von feuerfesten Fabrikaten verwendet. Ebenso wird auch amorphes Karborund und das ihm nahestehende Siloxikon (s.d.) verwendet, letzteres namentlich zur Auskleidung von Oelfeuerungen und zur Herstellung für die an besonders beanspruchten Stellen zu errichtenden Feuerbrücken in Flammöfen u.s.w. Zum Schutz für die feuerfesten Tonschamotteziegel, die als Futter von Oefen und Feuerungsanlagen dienen sollen, fertigt man einen Ueberzug aus Diamantin. Man verwendet derartig überzogene Tonschamotteziegel besonders an den Stellen, an denen Flugasche, Schlacken, schmelzende Gläser, Kalk, Zement u.s.w. schädliche Angriffe auszuüben pflegen. Das Diamantin besteht im wesentlichen aus reiner Tonerde mit geringem[559] Zusatz von Kieselsäure, im elektrischen Ofen hergestellt. Auch wird Karborundum zur Herstellung von Retorten zur Zink Destillation benutzt. Ferner wird das erstmals in Amerika im elektrischen Ofen hergestellte Siliciumoxyd, das unter dem Namen Monox in den Handel kommt, und die von Riecke erstmals benutzte brasilianische Zirkonerde verwendet. Vgl. a. Steine, feuerfeste.
Steingut. Hierunter versteht man eine sich weiß brennende, mehr oder weniger, aber stets poröse, also über 5% wassesaugende Ware mit einem gleichmäßig seinen, erdigen, an der Zunge klebenden undurchsichtigen Scherben, der für die Gebrauchsgegenstände der Haushaltungen nur Dichtigkeit durch eine beiderseits aufgetragene dünne, farblose, durchsichtige Glasur erhält, die sich deutlich vom Scherben abgrenzt. Die Steingutgrundmasse wird aus einem bildsamen, wenig eisenoxydhaltigen Ton gebildet. Das Steingut, das für die verschiedensten Zwecke gebraucht wird und aus dem auch Figuren, Vasen u.s.w. hergestellt werden, wird auch in der Masse gefärbt und zwar dadurch, daß der Masse sein gemahlene Metalloxyde oder Farbkörper zugesetzt werden. Elfenbeinsteingut wird meistens nicht in der Masse gefärbt, weil sich oftmals die Tone elfenbeinartig natürlich brennen. Eisenoxydhaltiger Quarz färbt die Massen rötlich. Steingut wird auch engobiert (s. Engobe); ebenso wird es mit Unterglasurfarben auf den Biskuitscherben oder auf den fertig gebrannten, also auf der Glasur liegend, je nach dem Verwendungszweck, durch das Umdruckverfahren, durch Schablonieren oder durch Bemalen, auch mit Gold, sowie künstlerisch dekoriert.
Gemeines Steingut ist ein Gemisch von Tonmergel und Quarz mit 10–25% kohlensauerm Kalkgehalt. Dasselbe muß, damit keine Schmelzung eintritt, bei niedriger Hitze gebrannt werden, so daß die Kohlensäure aus dem Kalk nicht ausgetrieben wird; infolgedessen braust diese Masse mit Säuren und ist weich. Aus gemeinem Steingut werden die weißen, die durch Umdruck und die durch Schablonieren hergestellten gewöhnlichen Haus- und Küchengeräte, einfach dekorierte Vasen, Figuren u.s.w. hergestellt. Auch werden hieraus die gewöhnlichen weißen, porösen, nicht glasierten Tonpfeifen, sowie Diaphragmen für elektrolytische Zwecke (Puckallsche Zellen) und Filterkörper fabriziert. Da an die Diaphragmen für elektrolytische Zwecke Ansprüche an Säure- und Alkalibeständigkeit gestellt werden, so werden solche auch unter Verwendung von Beauxit und Korund, und zwar künstlichem und natürlichem, hergestellt. Solche aus Korund brachte auf Grund von Patenten die Deutsche Steinzeugwarenfabrik Friedrichsfeld in Baden erstmals auf den Markt. Steingutröhren für Kanalisationszwecke (bei diesen könnte es sich, der Kosten wegen, doch nur um solche aus gemeinem Steingut handeln), kommen überhaupt nicht zur Verwendung; sie wären, der Massenzusammensetzung wegen, durchaus ungeeignet. Die Bezeichnung »Steingutkanalisationsröhren« in manchen fachmännischen Handbüchern und in den Ausschreibungsbedingungen für Kanalisationsgegenstände ist eine absolut irrige.
Feines Steingut. Hierunter versteht man die weiße Steingutmasse mit Zusatz von Feldspat, also die dichtere, undurchscheinende Hartsteingutmasse, die über 5% Wasser saugt. Dichte, bis 5% Wasser aufnehmende, höchstens an den Rändern durchsichtige Masse, rechnet zu dem Steinzeug. Die aus Feinsteingut hergestellten feineren Waren für den besseren Hausund Küchengebrauch werden in der Regel (einfach und künstlerisch) bemalt. Für Tafelservice, künstlerisch ausgeführte Vasen, Figuren u.s.w. kommt ebenfalls Feinsteingut zur Verwendung. Aus der Hartsteingutmasse werden auch Gegenstände für sanitäre Einrichtungen, und zwar Waschtische, freistehende Klosetts, Pissoirbecken, Badewannen u.s.w., hergestellt. Gemeines Steingut eignet sich, seines stark porösen Scherbens wegen, für diese Gegenstände nicht; denn wird die Glasur an irgend einer Stelle, beispielsweise bei einem im Winter kaltstehenden Klosett, abgestoßen, so dringt das Wasser in den Scherben ein, das Wasser gefriert und sprengt den Scherben auseinander.
II. Tonzeug.
Mit diesem Namen bezeichnet man alle Tonwaren mit absolut bis praktisch dichtem, d.h. also bis höchstens 5% Wasser saugendem Scherben.
Steinzeug nennt man dichte, porzellanartige Ware, mit weißem, gelb bis blaugrau oder anders buntfarbigem, undurchscheinendem, höchstens nur an den Kanten transparentem Scherben, der eigentlich wie Porzellan gar kein, bei der Kochprobe (s. S. 558) aber bis höchstens 5% Wasser aufnehmen darf. Steinzeug ist also gewissermaßen als unechtes Porzellan anzusprechen; während aber echtes Porzellan, wie bekannt, einen weißen Scherben zeigt, der durchscheinend ist, hat Steinzeug einen muscheligen, steinartigen, auch nicht an der Zunge klebenden Scherben, der aber nicht durchscheinend ist. Des natursteinfarbigen Aussehens wegen wird die Masse Steinzeug genannt. Steinzeug wird auch bei niedrigerer Hitze gargebrannt wie Porzellan. Für größere und große Gegenstände, als Kanalisationsröhren, Gefäße und Apparate für die chemische Großindustrie, die, außer säure- und temperaturbeständig, auch elastisch und druckfest sein sollen, sowie aus fabrikationstechnischen Gründen muß die Masse entsprechend zusammengesetzt sein, wodurch auch eine höhere, bis höchstens 5% betragende Wasseraufnahmefähigkeit bedingt wird.
Zur Herstellung werden hochbildsame, reine, reichlich Kieselsäure enthaltende Tone verwendet, die bei verhältnismäßig niederer Hitze sintern und sich dicht brennen, ohne besonders ihre Gestalt zu verändern. Je nach dem Verwendungszweck wird der Masse auch künstlicher oder natürlicher Korund, Feldspat und feldspathaltiges Gestein, wie Porphyr u.s.w., zugesetzt. Der Sinterungs- und der Schmelzpunkt der Steinzeugtone muß gehörig weit auseinander liegen. Die Steinzeugmasse, die sich hart brennt, und selbst wenn nicht glasiert, praktisch für Flüssigkeiten undurchdringlich ist, sich hierdurch also vom Ton- und Steingut unterscheidet, nimmt Salzglasur an. Diese wird erzeugt durch das Zusammenwirken von Kochsalzdämpfen mit der Kieselsäure des Tones und dem in der Flamme enthaltenen Wasserdampf, welcher sich mit Kochsalz in Chlorwasserstoff umsetzt, während die Kieselsäure sich mit dem Natrium verbindet. Das[560] so entstandene Natronglas bildet dann einen dünnen Ueberzug. Steinzeugmasse muß, um durchweg gute Ware zu geben, selbstredend unter peinlich genauer Ofenkontrolle bei im ganzen Ofeninhalt möglichst gleichmäßiger Hitze gargebrannt werden. Feines Steinzeug wird außer mit Salzglasuren auch mit Erdglasuren und andern bunten Metallglasuren versehen.
Gemeines Steinzeug. Dasselbe wird fall durchweg ungeschlämmt verarbeitet. Es werden hieraus hergestellt Klinker, auch solche für säure- und temperaturbeständige Zwecke, also für Glover- und Gay-Lussac-Turmfüllung, für bunte unglasierte und für einfarbig glasierte Fußbodenbelagplatten, Wandfliesen, Kanalauskleidungsplatten u.s.w. Aus dem gemeinen Steinzeug des Krug- und Kannenbäckerlandes, nach den mittelalterlichen Handelsbezeichnungen Kölnisches, Rheinisches und Flandrisches Steinzeug benannt, werden, und zwar im Kannenbäckerlande, perlgraue salzglasierte, auch nach der Ritztechnik mit blauen Schmälten versehene gewöhnliche Gebrauchswaren, als Krüge für Wasser, Bier und Wein, die sogenannten Maßkrüge, Butter- und Zuckerdosen, Einmachtöpfe, Gerätschaften für pharmazeutische und chemische Zwecke hergestellt. Die Gegenstände mit Unterglasurschmalten werden nur einmal gebrannt, auch werden derartige Waren mit einer Innenglasur aus Lehm und Pottasche, Soda, Borax und auch Mennige ausgegossen. Solche Gegenstände werden gleichfalls im Oberelsaß gefertigt. Im Krugbäckerlande werden die rotbraun salzglasierten gewöhnlichen Mineralwasserkrüge, Einmach- und Konservenbüchsen, auch solche mit aufgeschliffenen Verschlüssen, hauptsächlich aus ungeschlämmter, teilweise aber auch aus geschlämmter Masse hergestellt. Die Steinzeugwaren des Krugbäckerlandes sind dichter als die des Kannenbäckerlandes. Aus gewöhnlichem Steinzeug werden auch an andern Orten Gefäße und Apparate für die chemische Industrie (Exhaustoren, Pumpen, Druckgefäße, Wannen, Transportgefäße, Säure-, Reaktions- und Absorptionstürme, Kühlschlangen u.s.w.) hergestellt. Die Friedrichsfelder Steinzeugwarenfabrik stellte auf der Pariser Weltausstellung 1900 ein Säureaufbewahrungsgefäß von 6000 l Inhalt aus, ein so großes, wie solches vorher noch nie gefertigt wurde. 1901 wurde von derselben Fabrik, die also die erste war, die derartig große Gefäße herstellte, ein eisenummanteltes Steinzeuggefäß von 10600 l Inhalt gefertigt und einer chemischen Fabrik für den Gebrauch geliefert.
Gemeines Steinzeug findet aber hervorragend Verwendung für Artikel für die Kanalisation von Städten und Ortschaften. Für diese Zwecke hat Hoffmann vor ca. 20 Jahren das säurebeständige Steinzeug mit brauner Salzglasur zusammengesetzt, das durch die Deutsche Steinzeugwarenfabrik Friedrichsfeld in Baden erstmals auf den Markt gebracht wurde. Das wichtigste Erzeugnis, die Steinzeugröhren, sind Röhren mit dichtem, gelb- bis braun- oder blaugrauem, auch andersfarbigem, hartem, gefoltertem Bruch, die immer innen und außen mit Salzglasur versehen sein müssen. Sie haben also einen praktisch dichten, rißfreien, nicht blätterigen Bruch von geringer Wasseraufnahmefähigkeit; sie sind, ihrer Salzglasur entblößt – also ihr eigentlicher Scherben –, säurebeständig und für die Kanalflüssigkeit undurchdringlich. Sie dürfen eine Wasseraufnahmefähigkeit bis höchstens 5%, nach dem S. 558 beschriebenen Kochverfahren geprüft, haben. Die Prüfung des Scherbens auf Säurebeständigkeit wird in folgender Weise vorgenommen: Das auf Wasseraufnahmefähigkeit bereits vorher geprüfte und nochmals bei 120° im Trockenschrank getrocknete Stück wird zerkleinert, bis auf einem Sieb von 60 Maschen/qcm kein Rückstand mehr hinterbleibt. Von dem durchgesiebten Material werden sodann nur diejenigen Körner zur Untersuchung verwendet, welche auf dem Sieb von 120 Maschen/qcm zurückbleiben. Die Körner werden durch Waschen von den anhängenden Staubteilen befreit und bis zur Gewichtsbeständigkeit getrocknet. 100 g der so vorbereiteten Körner werden in einer Platinschale mit einer Säuremischung übergossen, bestehend aus 25 Gewichtsteilen konzentrierter Schwefelsäure, 10 Gewichtsteilen Salpetersäure (spez. Gew. 1,4) und 65 Gewichtsteilen Wasser. Der Inhalt der Platinschale wird so lange zum Kochen erhitzt, bis Wasser und Salpetersäure vollständig verdampft sind und die Schwefelsäure stark raucht; nach dem Erkalten wird unter Beachtung der nötigen Vorsichtsmaßregeln der Schaleninhalt unter Umrühren mit Wasser verdünnt, dem 10 ccm Salpetersäure (spez. Gew. 1,4) beigegeben werden. Die Schale wird nochmals zum Kochen gebracht, sodann das Säuregemisch abgegossen und die Körner mit Wasser gewaschen, bis die Säurereaktion verschwunden ist. Nach dem Trocknen wird dann der Gewichtsverlust, den die Körner erlitten haben, festgestellt. Etwa in den Körnern zurückgebliebene Feuchtigkeit wird sowohl vor als auch nach der Säurebehandlung durch Glühen einer Durchschnittsprobe ermittelt. Steinzeugwaren für Kanalisationszwecke, in dieser Weise geprüft, dürfen höchstens bis 2% an Säuren abgeben.
Steinzeug, das die für Kanalisationszwecke notwendigen Eigenschaften besitzt, darf nicht spröde, muß hart aber von einer gewissen Elastizität sein, daher mit Hammer und Meißel gut bearbeitet werden können, einen metallischen Klang haben, gute Druckfestigkeit besitzen; je weniger Wasser es innerhalb der besprochenen Grenzen aufnimmt und je höhere Säurebeständigkeit es zeigt, um so besser ist es. Die Deutsche Steinzeugwarenfabrik in Friedrichsfeld in Baden bringt zurzeit die gelbgrün salzglasierte oder hellbraungrau unglasierte säurebeständige Hoffmann-Masse für Steinzeuggefäße und Apparate für die chemische Industrie auf den Markt, die weniger als 1% Wasser aufnimmt, gut temperaturbeständig und gasdicht ist. Die für Steinzeug angewendete Salzglasur, welche wegen der Dichtheit des Scherbens eigentlich nicht nötig wäre, hat nur den Zweck, den Glanz der Fabrikate zu erhöhen und im Innern glatte Flächen zu schaffen.
Dichtes Korundsteinzeug für Gefäße und Apparate für die chemische Großindustrie wurde von Hoffmann in der Deutschen Steinzeugwarenfabrik in Friedrichsfeld in Baden erstmals zusammengesetzt (D.R.P. Nr. 158336 und 210085 der Klasse 80 b und Gruppe 8).
Feines Steinzeug. Auch bei diesem, dessen Masse geschlämmt verarbeitet wird, spielt der Wert der Masse keine besondere Rolle, sondern der Wert ist durch die künstlerische und mehrfarbige Glasurherstellung oder die schwierige Formgebung bedingt. Zu dem seinen Steinzeug gehört das durch Eisenoxyd rot, durch den Brennprozeß auch grau oder schwärzlich gefärbte,[561] meistens geschliffene Böttger-Steinzeug, das dem vorwiegend roten chinesischen Steinzeug nachgebildet wurde, und das gefrittete weiße unglasierte oder in der Masse mit Metalloxyden gefärbte Wedgwood-Steinzeug, das auch oberflächlich mit Angußfarbe begossen wird; ferner die weißen Steinzeugsanitätswaren: Wasch- und Spültische, Badewannen u.s.w., die im Scherben noch dichter sind als die aus seinem Steingut (Hartsteingut) hergestellten.
Die Fein- resp. Kunststeinzeuggegenstände des Kannenbäckerlandes – im Krugbäckerlande werden solche nicht fabriziert – werden aus dem dort sich vorfindenden Steinzeugton, der geschlämmt, dem aber kein Feldspat oder dergleichen zugegeben wird, hergestellt. Es werden erzeugt moderne und altdeutsche – Renaissance – Bier-, Wein- und Prunkkrüge mit aufgelegten, in Gipsformen ausgepreßten Rosetten- und Figurenverzierungen, Tee- und Kaffeeservice, Zucker- und Butterdosen, Jardinieren, Vasen, Blumentopf- und Schirmständer, Phantasieartikel u. dergl. m. Diese Gegenstände werden entweder reduzierend mit perlgrauer Salzglasur, mit in Zellen eingelegten Schmälten, die Zellen in sauberer Ritztechnik hergestellt, gebrannt oder aber sie werden oxydierend, praktisch dicht, gelb mit farbloser Steingutglasur mit Schmälten und Unterglasurmalerei oder auch im Muffelofen mit Aufglasurmalerei versehen, gebrannt. Die nach dieser letztgedachten Manier gefertigten Wein- und Bierkrüge werden oftmals innen mit einer weißen zinnhaltigen Majolikaglasur versehen. Brennt man aber diese Gegenstände reduzierend absolut dicht, nach der Technik des Weichporzellans, so erhält man ein prachtvolles blaugraues Feinsteinzeug. Die Waren der Scharffeuertechnik werden erst reduzierend und nachträglich oxydierend gebrannt. Diese so erzeugten, mit dunkelfarbigen, fast schwarzen Schmälten oder Engoben versehenen Waren sind sehr schön, ebenso die mattschwarzen, mattbraunen und andersfarbigen Kristall- und Laufglasuren, und die geflammten Kupferoxydul-(China-)Glasuren. An andern Orten werden Brunnen, Kamine, Portale und sonstige Architekturgegenstände hergestellt. Ferner rechnen zu dem Feinsteinzeug die mehrfarbigen, auch in der Masse gefärbten, mit schönen Mustern verzierten Mosaik-, Steinzeugfußboden- und Wandbekleidungsplatten (vgl. Mettlacher Platten).
Porzellanzeug, in China erfunden und von Böttger für Europa nacherfunden, milchweiß sich brennend, wenn es nicht absichtlich in der Masse gefärbt ist, ist bei nicht zu starkem Scherben stets durchscheinend, was bei dem weißen Hartsteingut und Feinsteinzeug wie bekannt nicht der Fall ist. Der Scherben ist stark klingend, vom Stahl nicht ritzbar, absolut dicht bis nur geringe Bruchteile eines Prozents Wasser aufnehmend, säurebeständig, gefrittet und nicht an der Zunge klebend. Die Masse, die hoch bis Segerkegel 16 gebrannt wird, besteht aus Kaolin (s.d.), der auch durch einen Teil plastischen, sich weiß brennenden Ton ersetzt werden kann und aus Feldspat, für den auch Kalk, Kreide und oftmals Sand und Quarz verwendet wird. Die Masse wird geschlämmt. Das weiße Kaolin, nicht sehr plastisch, ist der feuerbeständige Teil, der dem gebrannten Porzellan seine Fertigkeit verleiht; der Feldspat, die Kreide oder der Kalk ist der im Feuer flüssig werdende Teil, der dem Porzellan seine Durchsichtigkeit gibt. Quarz erhöht nach dem Brande die Durchsichtigkeit der Porzellane. Die meisten Gegenstände werden glasiert. Die Glasur, meist stark glänzend, besteht aus derselben Zusammensetzung wie die Masse, nur enthält sie, um gut durchscheinend zu sein, etwas mehr Flußmittel. Porzellan verträgt schroffen Temperaturwechsel. Bei Gegenständen mit möglichst gleichstarkem Scherben verträgt Porzellanzeug auch die direkte Berührung mit dem Feuer. Steinzeugmasse ist plastisch er (bildsamer) wie Porzellanzeugmasse. Man unterscheidet Weich-, Seger- und Hartporzellanzeug. Ersteres enthält mehr Flußmittel und wird daher weniger hoch als letzteres gebrannt. Weichporzellan ist in der Regel weniger gegen schroffen Temperaturwechsel geeignet als Hartporzellanzeug. Porzellanzeug ist das wertvollste Produkt in der keramischen Industrie. Es kann, ähnlich wie Steingut, schön künstlerisch mit Unterglasurfarben, Muffelfeuerfarben und Gold, besonders gut das Seger- und Weichporzellanzeug, versehen werden. Die Farben der Unterglasurmalerei auf Weichporzellanzeug erscheinen viel prächtiger und glänzender als auf Hartporzellanzeug, weshalb das Hartporzellanzeug auch besonders mit Aufglasurmalerei versehen wird. Auch bei dem Wert des Porzellanzeuges kommt es weniger auf die Masse als auf die Art der Herstellung, ob handwerksmäßig, maschinell oder künstlerisch, und auf die Art der Bemalung, ob durch Druck, Schablonieren oder Künstlerhand, und auf die Farbenpracht der Glasuren an.
Gemeines Porzellanzeug. Hierzu rechnen die einfachen weißen und die dekorierten Haus- und Küchengeräte, Wand- und Bodenbelagplatten, Sanitätsgeschirre, wie Wasch- und Spültische, Isolatoren und Artikel für Laboratorien von chemischen Fabriken u.s.w.
Feines Porzellanzeug. Hierunter werden alle künstlerisch hergestellten und bemalten und vergoldeten Eßservice, Vasen, Figuren u.s.w. für den Hausschmuck u.s.w. verbanden. Eine der hervorragendsten, nach entwicklungsgeschichtlichen Gesichtspunkten geordnete Sammlung dieser Art befindet sich im Johanneum in Dresden.
Otto Hoffmann.
III. Fabrikation.
Die Rohmaterialien der Ziegel-, Ton- und Porzellanwarenfabrikation müssen, um eine völlig gleichmäßige Masse zu bilden, nachdem sie in den erforderlichen Mengen zusammengemischt worden sind, längere Zeit eingesumpft werden. – Beim Einsumpfen (Mauken) verbringt man entweder die gemischten, soweit nötig angefeuchteten Massen in Gruben von ungefähr 11/2 m Tiefe oder man lagert die vollständig vorbereiteten Massen in Kellern oder kellerähnlichen Räumen. Bei der Ziegelfabrikation auf trockenem Wege werden dieselben auch in geschlossenen, gegen Wind, Sonne und Regen geschützten Schuppen hoch aufgeschüttet, z.B. in den Vereinigten Staaten von Amerika.
Die Formgebung der Tonwaren geschieht entweder auf maschinellem Wege, durch Handformerei oder durch Gießen. Die maschinelle Formgebung ist derjenigen bei der Formgebung der Ziegel (s.d.) und übrigen baukeramischen Waren ähnlich.[562]
Bei der Handformerei wird die richtig vorbereitete plastische Masse unter Benutzung von Spachteln, Modellierhölzern oder dergl. zusammengeschoben oder auseinander gebreitet und von derselben so viel Ton fortgenommen oder hinzugefügt, daß der fertige Gegenstand die gewünschte Form zeigt. Es ist hierbei gleichgültig, ob die zum Formen genommene Tonmasse festliegt, wie dies bei Herstellung von reliefierten Platten und ähnlichen Waren der Fall ist, oder ob dieselbe bewegt wird, wie dies bei Benutzung der Drehscheibe geschieht. Das direkte Formen kommt, abgesehen von der Anfertigung von Modellen, bei Herstellung von Gebrauchsgeschirren nur seiten vor. – Die hauptsächlich angewandte Art der freihändigen Formgebung in der Geschirrfabrikation ist die mittels der Drehscheibe und erfolgt entweder durch den Arbeiter mittels Fingerdrucks oder durch während der Drehung angelegte Schablonen, die sowohl innerhalb wie außerhalb des zu formenden Stückes benutzt werden. Größere Gegenstände, wie z.B. Vasen, werden aus mehreren Stücken hergestellt und später in geeigneter Weise miteinander verbunden. Die Bewegung der Drehscheibe kann durch den drehenden Arbeiter mittels der Fußscheibe oder auf maschinellem Wege geschehen. Im letzteren Falle ist Vorsorge zu treffen, daß die Bewegung verzögert oder beschleunigt werden kann.
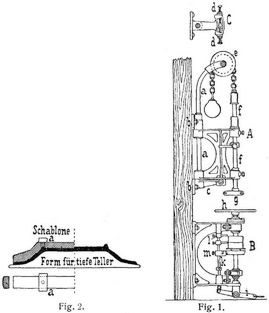
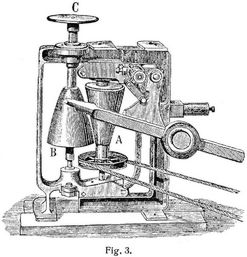
In Fig. 1 ist eine gewöhnliche Töpferdrehscheibe mit maschineller Bewegung abgebildet; der Oberteil A derselben, an dessen unterem Fuß g die Schablone befestigt wird, ist drehbar mittels einer Spindel a in zwei an einem Balken beteiligten Lagernd, von denen das untere mit einer Kuli ff e c versehen ist, welche behufs einer exzentrischen Schablonenstellung die Drehung gestattet. In dem Schlitz der Kulisse (s. C bei Fig. 1) ist ein mit dem Ständer des Oberteils der Maschine fest verschraubter Gleitbock verschiebbar, der mittels zweier Stellschrauben d fixiert wird. Die drehbare, oben gebogene Spindel a trägt eine Rolle e, die gestattet, mittels einer Kette die zweite Spindel f, an der die Schablone befestigt ist, in Führungen beliebig hinauf und herab zu schieben. Der Unterteil B der Maschine enthält einen Ständer mit zwei Führungen für die Scheibenspindel und ein Metallfußlager mit stählerner Linse. Die drehende Bewegung der Scheibe h wird erzielt mittels einer festen und losen Riemscheibe; die Ausrückung derselben geschieht durch einen Fußtritt i und eine Ausrückspindel k mit Gabel l und Bremse m. Auf die Scheibenplatte wird ein Gußring geschraubt, welcher den umzubildenden Ton aufnimmt; bisweilen ist dieser Gußring gleich mit einer Gipsform versehen, welche der Innenform, seltener der Außenform des zu bildenden Geschirres entspricht. Eine solche Scheibenform ist in Fig. 2 in Querschnitt und Oberansicht der Außenschablone eines tiefen Tellers abgebildet. Fig. 3 gibt die perspektivische Ansicht einer Töpferdrehscheibe mit Friktionskegelantrieb; der Friktionskegel A wird durch das Treibseil kontinuierlich umgedreht und kann mittels des in der Figur sichtbaren Hebelmechanismus gegen den andern Friktionskegel gedrückt werden, und zwar so, daß die Berührung zwischen beiden Kegeln in verschiedenen Höhen stattfindet, wodurch die Umdrehung des Kegels B und damit der Scheibe C mit sehr verschiedener Schnelligkeit erfolgt. Um diese Berührung der beiden Kegel in verschiedenen Lagen zu ermöglichen, ist die Führungslinie des Kegels B konvex, so daß der Kegel A, je mehr seine obere Achse nach links geschoben wird, an einem um so höher gelegenen Punkte mit dem Kegel B in Berührung kommt.
Kompliziertere Formen, die sich nicht auf der Drehscheibe herstellen lassen, werden durch Einschlagen oder Eindrücken in Formen hergestellt, was teils ausschließlich von Hand, wie bei den Formen in Gips, oder mit Hilfe von Schlegeln, wie beim Formen größerer Stücke in Holzmodellen, geschieht. – Das Einschlagen erfolgt in der Weise, daß um einen festen Kern ein zweiter Mantel gelegt wird, in dessen Zwischenraum lagenweise der vorbereitete Ton eingestampft wird. Diese Art der Formung wird bei Anfertigung von Gasretorten und ähnlichen Waren vielfach angewendet; nachdem der innere Kern entfernt ist, wird bei derartigen Waren die innere Fläche durch Schlagen und Streichen geglättet. – Häufiger, namentlich bei feineren Waren, wird das Eindrücken und Abformen angewendet. Hierbei wird der vorbereitete Tonstreifen, welcher die Gestalt des zu formenden Stückes besitzt, nur daß er rundum etwas kleiner ist, auf oder in die Form eingelegt und dann mit der Hand leicht angedrückt. Die Form, in welcher das Stück abgeformt wird, besteht fast immer aus Gips, da sich dieses Material am betten für genannten Zweck eignet.
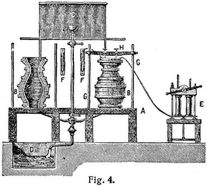
Bei dem neuerdings zur Formung der Porzellan- und Steingutwaren angewendeten Gießverfahren wird die mit etwas Soda versetzte Masse in gut trockene Gipsformen geschüttet; der[563] Schlamm verdickt sich nach und nach an den porösen Wandungen, mit denen er in Berührung kommt. Ist diese Schicht genügend dick geworden, so leert man die Form, indem man sie umstürzt, wobei die überflüssige Masse entfernt wird, während die festgewordenen Teile derselben an der Gipsform haften. Infolge der Absorption des Wassers durch den Gips trocknet die Masse und es tritt eine Schwindung derselben ein, welche gestattet, den gegossenen Gegenstand aus der Form zu entfernen. Kleinere Gegenstände lassen sich auf vorstehend beschriebene Weise leicht anfertigen. – Um größere Gefäße ohne Gefahr zu gießen, muß der Tonschlamm von unten in die Form eintreten; zu diesem Zwecke setzt man das Formstück auf einen Gießtisch (Fig. 4), der eine Oeffnung besitzt, die durch ein abschließbares Rohr mit dem Tonbehälter C in Verbindung steht. Hat man die Gipsform B auf die Gußscheibe A gestellt, so wird der betreffende Hahn geöffnet, nachdem vorher einige Liter reines Wasser in die Form geschüttet worden sind. In demselben Maße, wie der Schlamm in der Form steigt, treibt er das Wasser vor sich her, welches den Gips leicht anfeuchtet und das Steigen der Masse reguliert, indem es plötzliche, stoßartige Bewegungen derselben verhindert. Das Einfüllen der Tonmasse muß so weit erfolgen, daß letztere noch über den oberen Rand der Form herausdringt und einen Wulst bildet, welcher die ganze Stärke des Gipses bedeckt. Der Gips absorbiert von dem Moment des Eingießens der Tonmasse aus derselben Wasser und würde damit die Masse in der Form senken; um dies zu verhindern, muß stets so viel Masse durch Offenstehen des betreffenden Hahnes nachgelassen werden, daß die Form voll mit derselben gefüllt ist. Mit diesem Nachfüllen hat man so lange fortzufahren, bis die Tonschicht an den Wänden die richtige Stärke erhalten hat. Die Dauer des Gießens schwankt je nach Größe und Gestalt des zu gießenden Gegenstandes zwischen 1 und 5 Stunden. Hat man die gewünschte Wandstärke erhalten, so muß der überschüssige Tonschlamm entfernt werden. Man schneidet zunächst schnell den obenerwähnten Wulst ab, läßt hierauf nochmals den Tonschlamm steigen, und zwar so weit, daß er nochmals oben einen Wulst bildet, worauf man eine mit der Schraubenpresse G G H befestigte Scheibe auf die Form auflegt. Diese Scheibe ist mit einer Oeffnung versehen, welche durch eine Rohrleitung mit einer Luftdruckpumpe E in Verbindung steht. Sodann wird der Tonablaßhahn geöffnet und gleichzeitig die Luftpumpe in Tätigkeit gesetzt, der überflüssige Tonschlamm herausgetrieben und in das Bassin D abgelassen. Der Wulst auf der Form hat den Zweck, zu verhindern, daß Luft zwischen Gips und angesetzten Ton eintritt, wodurch eine Vernichtung des gegossenen Stückes unzweifelhaft erfolgen müßte. Sobald das gegossene Stück zu schwinden beginnt, wird der am Manometer F ablesbare Luftdruck abgestellt, die obere Scheibe und obere Form entfernt; 1–11/2 Stunden später nimmt man auch die obersten Teile der Form ab, damit das Stück in seiner Schwindung unbehindert ist. – In einzelnen Fällen ist auch der untere Teil der Form zu entfernen; das Stück schwebt dann, nur durch den mittleren Teil derselben gehalten, frei in der Luft.
Beim Gießen mit Luftleere wird, nachdem das Stück in vorstehend beschriebener Weise hergestellt worden ist, ein luftdicht schließender Zylinder um das Gefäß gesetzt und mit einem Deckel verschlossen, der mit einer entsprechenden Oeffnung versehen ist, welche der Außenluft den Zutritt zu dem Inneren des gegossenen Stückes gestattet; der zwischen der Form und dem Zylinder befindliche geschlossene Raum steht mit einer Luftpumpe in Verbindung, durch deren Ingangsetzung die Luft in diesem Raum verdünnt wird. Hat sich ein genügend starker Niederschlag des Schlammes an den Wandungen der Form gebildet, so wird der überschüssige Tonschlamm abgelassen und das Gußstück von der Form befreit. Um Stücke von größerer Wandstärke zu gießen, läßt man in die Gußform, nachdem der erste Niederschlag etwas angetrocknet, wiederum Tonbrei bis oben eintreten und entfernt denselben, nachdem sich eine zweite Tonschicht angesetzt hat. – Um zu vermeiden, daß während der Schwindung des gegossenen Stückes letzteres reißt oder sich verzieht, legt man schmale Streifen von Kanevas an die innere Wandung der Form und befestigt dieselben mit Tonschlicker an derselben. – Das Gießen wird erleichtert, wenn man der Masse vor dem Guß etwas Soda zusetzt, welche den Schlamm leichtflüssiger macht; vgl. darüber Sprechsaal 1897, Nr. 44 und 45.
Soweit sich einzelne Gegenstände nicht aus einem Stücke formen oder gießen lassen, z.B. Tassen, Vasen u.s.w. mit Henkeln, müssen die betreffenden Teile nachträglich angesetzt werden (Garnieren). Man rauht die zusammenzusetzenden Teile im frisch geformten oder lederharten Zustande an den Stellen, wo sie sich gegenseitig berühren, etwas auf und gibt Schlicker (dünnen Tonbrei) dazwischen; die einzelnen Teile preßt man sodann fest aneinander.
Große Sorgfalt erfordert das Trocknen der geformten Waren, dabei bleiben dieselben entweder an ihrem Platze stehen oder sie werden während des Trockenprozesses bewegt. Der Prozeß kann sich – entsprechend der Jahreszeit – in freier Luft, in bedeckten, seitlich offenen Schuppen oder in geschlossenen geheizten Räumen, je nach der Masse des Scherbens, mehr oder weniger schnell vollziehen; die Beschleunigung erfolgt – soweit zulässig – durch Anwendung von Wärme oder durch Herstellung eines Luftzugs.
Die Tonwaren werden vielfach auch farbig durch Bemalung dekoriert; entweder wird die Masse gefärbt oder die Oberfläche des Gegenstandes mit einem Ueberzug versehen bezw. bemalt. Dies Dekorieren der Waren wird im plastischen, im lederharten, im lufttrockenen oder im gebrannten Zustande vorgenommen, auf maschinellem Wege oder von Hand in einfachster Form bis zu künstlerischer Vollendung. – Wir verweisen auf Bauernmajolika,[564] Engobe, Farben, keramische, Fayence, Fußböden, Glasuren, Keramik, Kunstgewerbe, Majolika, Mettlacher Platten, Oefen zum Brennen von Ziegeln, Tonwaren u.s.w., Ziegel, Ziegelfabrikation und die unter diesen Artikeln angegebene Literatur; s.a. Borrmann, Die Keramik in der Baukunst, Stuttgart 1897.
Dümmler.
Buchempfehlung
Droste-Hülshoff, Annette von
Gedichte (Die Ausgabe von 1844)

Nach einem schmalen Band, den die Droste 1838 mit mäßigem Erfolg herausgab, erscheint 1844 bei Cotta ihre zweite und weit bedeutendere Lyrikausgabe. Die Ausgabe enthält ihre Heidebilder mit dem berühmten »Knaben im Moor«, die Balladen, darunter »Die Vergeltung« und neben vielen anderen die Gedichte »Am Turme« und »Das Spiegelbild«. Von dem Honorar für diese Ausgabe erwarb die Autorin ein idyllisches Weinbergshaus in Meersburg am Bodensee, wo sie vier Jahre später verstarb.
220 Seiten, 11.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Romantische Geschichten II. Zehn Erzählungen

Romantik! Das ist auch aber eben nicht nur eine Epoche. Wenn wir heute etwas romantisch finden oder nennen, schwingt darin die Sehnsucht und die Leidenschaft der jungen Autoren, die seit dem Ausklang des 18. Jahrhundert ihre Gefühlswelt gegen die von der Aufklärung geforderte Vernunft verteidigt haben. So sind vor 200 Jahren wundervolle Erzählungen entstanden. Sie handeln von der Suche nach einer verlorengegangenen Welt des Wunderbaren, sind melancholisch oder mythisch oder märchenhaft, jedenfalls aber romantisch - damals wie heute. Michael Holzinger hat für den zweiten Band eine weitere Sammlung von zehn romantischen Meistererzählungen zusammengestellt.
- Novalis Die Lehrlinge zu Sais
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Eine Geschichte vom Galgenmännlein
- E. T. A. Hoffmann Der goldne Topf
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Die Bettlerin vom Pont des Arts
428 Seiten, 16.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum