Gußeisenprüfung [1]
[688] Gußeisenprüfung. Die Eigenschaften des Gußeisens, die seine Verwendbarkeit bedingen, sind: seine Zug-, Druck-, Biege- und Stoßfestigkeit, das Schwindungsvermögen, die Neigung zum Abschrecken oder Weißwerden sowie zum Werfen und zur Lunkerbildung beim Erkalten des Gusses. Die Festigkeitseigenschaften stehen in enger Beziehung zur Abschreckbarkeit, d.h. zur Neigung des Eisens, beim langsamen Erkalten den im flüssigen Eisen enthaltenen Kohlenstoff zum großen Teil als Graphit auszuscheiden und infolgedessen grobes Bruchgefüge mit dunkelm Aussehen anzunehmen, beim schnellen Erkalten dagegen viel Kohlenstoff im gebundenen Zustande festzuhalten und dann helles, feinkörniges Gefüge zu erlangen. Die Festigkeitseigenschaften sind daher abhängig nicht nur von der chemischen Zusammensetzung des Eisens, sondern auch von den Verhältnissen, unter denen die Erstarrung erfolgt, also von dem Material (Sand oder Eisen) und dem Zustande (trocken, naß, erwärmt, gekühlt) der Form, in die gegossen wird, sowie von den Querschnittsabmessungen des Gußstückes und von der Gießtemperatur.
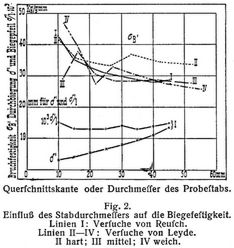
Allgemeines. Unter den chemischen Beimengungen des Roheisens ist neben Kohlenstoff das Silicium der am meisten zu beachtende Stoff. Je größer der Siliciumgehalt ist, desto weniger Kohlenstoff wird unter sonst gleichen Umständen vom Eisen gebunden, und um so mehr Kohlenstoff wird als Graphit ausgeschieden. Im allgemeinen verwendet man daher zu starken, langsam erkaltenden Stücken Eisen mit geringem, zu schwachen, schneller erkaltenden Stücken Eisen mit höherem Siliciumgehalt. Die zweckmäßigen Grenzen des Siliciumgehaltes hängen bei normalem Kohlenstoffgehalt des Eisens ab von dem gleichzeitig vorhandenen Gehalt an Mangan, Phosphor und Schwefel. Neuere Schmelzversuche von Jüngst [1] ergaben für Eisen mit 2,56–3,48% Gesamtkohlenstoff, daß Ueberschreiten des Siliciumgehaltes von 2,5% nach oben und von 1,4% nach unten die Fertigkeit des Eisens verminderte unter steigendem Gehalt an Graphit und fallendem Gehalt an chemisch gebundener Kohle. Letzterer betrug bei gutem Gußeisen 0,5–0,8%. Je nachdem diese Grenzen nach unten oder oben überschritten wurden, war das Eisen weich und mürbe oder hart und spröde. In guter Uebereinstimmung hiermit fand Buchanan [2], [3] die größte Biegefestigkeit bei 0,5–0,6% gebundenem Kohlenstoff. Fig. 1 zeigt an drei Schmelzen die Beziehungen zwischen der chemischen Zusammensetzung und der Biegefestigkeit, ermittelt an Stäben von 30 mm Durchmesser und 600 mm Stützweite. Das Eisen war bei heißem Winde aus grauem Roheisen im Kupolofen erblasen. Man erkennt, daß mit wachsender Fertigkeit der Gehalt des Gußeisens an Silicium, Graphit, Phosphor sowie der Gesamtgehalt an fremden Beimengungen abnahm, während der Gehalt an gebundenem Kohlenstoff (geb. C) und an Mangan zunahm [4].
Beispiele für den Einfluß, den die Querschnittsabmessungen des Stückes auf die Biegefestigkeit des Gusses haben, zeigen die Schaulinien Fig. 2 und 3. Linie I, Fig. 2, stellt die Ergebnisse der Versuche von Reusch [5], [6] dar, ausgeführt mit Rundstangen von 10–44 mm [688] Durchmesser, wobei die Stützweite stets gleich dem 20fachen Durchmesser war. Für jeden der 8 Durchmesser liegen im allgemeinen 20 Versuche mit der gleichen Gattierung vor, wobei immer je ein Stab für die verschiedenen Durchmesser aus derselben Pfanne gegossen ist. Die Linien II–IV, Fig. 2, entflammen dem Bericht von Leyde [7] über Versuche mit drei Güssen verschiedener Gattierung (II hart, III mittel, IV weich). Bei jedem Guß sind 11 Proben mit quadratischem Querschnitt von 10–130 mm Querschnittskante gleichzeitig aus derselben Pfanne, liegend in getrockneten Formen gegossen. Die 11 Stäbe zweigten nach derselben Seite parallel von einem starken Stäbe von 150 × 150 mm Querschnitt und 1600 mm Länge ab. In Fig. 2 sind nur die Versuche mit den Stäben bis zu 50 mm Querschnittskante dargestellt, da nur bei diesen die Stützweite gleich der 20fachen Querschnittskante war. Die vier Reihen zeigen übereinstimmend, daß die Fertigkeit mit wachsendem Querschnitt abnimmt, und zwar erwies sich die Abnahme besonders erheblich bei Zunahme der Stärke des Stabes von 10 mm auf 25–30 mm. Die Gesamtdurchbiegung δ1 der Stäbe Reihe I nimmt mit wachsendem Durchmesser bei gleichem Verhältnis des letzteren zur Stützweite zu, der Biegepfeil (Gesamtdurchbiegung: Stützweite) dagegen bleibt für alle Stabdurchmesser nahezu gleich.
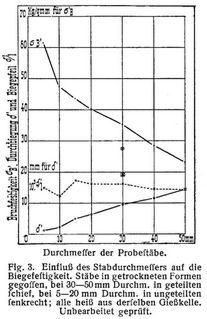
Zu demselben Ergebnis führten die Versuche Fig. 3 der Gebrüder Sulzer-Winterthur [4], nur tritt bei ihnen der Einfluß des Stabdurchmessers auf die Biegefestigkeit noch schärfer hervor. Die Festigkeitsabnahme äußert sich hier bis zu 50 mm Durchmesser stetig. Hierbei hat mit wachsendem Durchmesser bei annähernd gleichem Gehalt an Kohlenstoff der Gehalt an Graphit zu- und an gebundenem Kohlenstoff abgenommen (s. Tab. 1).
![Gußeisenprüfung [1]](/Lueger-1904.images/I/TL041250.jpg?w=500&h=102&vid=1888353782)
![Gußeisenprüfung [1]](/Lueger-1904.images/I/TL041592.jpg?w=500&h=220&vid=621888401)
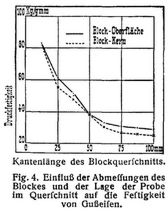
[689] Ein Teil der Leydeschen Stäbe war mehrere Male geprüft; die meistbeanspruchten Querschnitte lagen hierbei der Reihe nach 800 mm, 400 mm und 1200 mm von dem Querschnitt entfernt, in dem der Stab von dem stärkeren Stück abzweigte. Die Ergebnisse Tab. 2 zeigen, daß die Biegefestigkeit eines und desselben Stabes um so größer war, je weiter die Bruchstelle von dem starken Anguß entfernt lag, d.h. je schneller das Material erkaltete. Der Einfluß äußerte sich bei dem »harten« Material I am stärksten und anscheinend bei dünnen Stäben mehr als bei dickeren. Buchanan [2], [3] untersuchte diesen Einfluß der verschiedenartigen Erstarrungsverhältnisse, indem er aus derselben Pfanne Stäbe gleichen Querschnittes goß, und zwar die einen für sich in gewöhnlichen Formen, die andern dagegen abgezweigt von. der Form eines schweren Gußstückes, so daß sie mit dem letzteren gleichzeitig erkalteten. Die ersteren lieferten bei höherem Gehalt an gebundenem Kohlenstoff um 17% höhere Biegefestigkeit und um 15% größere Durchbiegung; Stäbe aus Eisen mit 2,5% Silicium, 51 mm breit, lieferten bei 6 mm Dicke um 24% höhere Biegefestigkeit als bei 25 mm Dicke. Möglichst heiß gegossene Stäbe ergaben um 12,8% höhere Festigkeit als möglichst kalt gegossene von den gleichen Abmessungen. Nach verschieden schnellem Erkalten betrugen die Fertigkeiten von zwei sonst gleichen Stäben 28 kg/qmm bei den schneller und 10 kg/qmm bei den langsamer erkalteten; der Gehalt an gebundenem Kohlenstoff war bei dem langsamen Erkalten von 1,13 auf 0,67% heruntergegangen, der Graphitgehalt von 2,36 auf 2,84% gewachsen. Dem Einfluß verschieden schnellen Erkaltens ist es auch zuzuschreiben, daß bei stärkeren Gußstücken die Festigkeit des Materials von der Oberfläche aus nach der Mitte hin abnimmt. Ein Umstand, der besonders bei der Entnahme von Proben aus stärkeren Gußstücken, z.B. bei Untersuchung des Materials gebrochener Maschinenteile zu beachten ist. Die Ergebnisse der Druckversuche, Tab. 3 und Fig. 4, lassen sowohl die Unterschiede in der Materialfestigkeit in verschiedener Entfernung von der Oberfläche des Gußstückes als auch den Einfluß des Blockquerschnittes deutlich erkennen. Die hier in Frage stehenden Proben sind erhalten, indem aus acht Blöcken von 12,5–100 mm Querschnittskante (Abszissen Fig. 4) 1–5 Würfel von 12,5 mm Kantenlänge an verschiedenen Stellen des Querschnittes entnommen sind [8].
![Gußeisenprüfung [1]](/Lueger-1904.images/I/TL041247.jpg?w=500&h=186&vid=747145965)
Die Ursache für diese Festigkeitsunterschiede pflegt man auf den höheren Gehalt des schneller erkalteten Materials vom Rande an gebundenem Kohlenstoff zurückzuführen. Bei neueren Untersuchungen [4] sind diese Unterschiede indessen so gering gefunden (am Rande 0,2% mehr als im Kern), daß man ihnen keinen erheblichen Einfluß auf die Festigkeit zuschreiben kann. Dagegen hat sich gezeigt, daß die Korngröße des Gußeisens dessen Festigkeit sehr erheblich beeinflußt [7], [9].
Bei Ermittlung der Festigkeitseigenschaften von Gußeisen an besonders gegossenen Probestäben, im Gegensatz zur Entnahme der Proben aus größeren Stücken, ist ferner zu beachten, daß Proben, die steigend von unten gegossen wurden, höhere Biegungsfestigkeit liefern als von oben gegossene Stäbe und daß auch die Gußnaht, die beim Gießen in geteilten Formen entsteht, die Festigkeit beeinträchtigt, indem sie gleichsam eine Verletzung der Gußhaut bildet. Schließlich liefern Stäbe mit kreisrundem Querschnitt höhere Fertigkeiten als quadratische Stäbe, deren Querschnittskante gleich dem Durchmesser der Rundstäbe ist (s. die Beobachtungspunkte ⊡ und ![Gußeisenprüfung [1]](/Lueger-1904.images/I/TL041556.jpg?w=24&h=24&vid=1764900815) Fig. 3, erhalten für Quadratstäbe mit 30 mm Querschnittskante). Die Erstarrungsverhältnisse sind bei den quadratischen Stäben weniger gleichmäßig, und hierdurch entstehen bei ihnen an den verschiedenen Stellen des Querschnittes größere Unterschiede besonders in der Korngröße als bei Rundstäben, wodurch bei ersteren auch die Spannungsverteilung zum Nachteil für die Bruchlast sich ungleichmäßiger gestaltet [22], [23].
Fig. 3, erhalten für Quadratstäbe mit 30 mm Querschnittskante). Die Erstarrungsverhältnisse sind bei den quadratischen Stäben weniger gleichmäßig, und hierdurch entstehen bei ihnen an den verschiedenen Stellen des Querschnittes größere Unterschiede besonders in der Korngröße als bei Rundstäben, wodurch bei ersteren auch die Spannungsverteilung zum Nachteil für die Bruchlast sich ungleichmäßiger gestaltet [22], [23].
Aber auch ohne den Einfluß der Erstarrungsverhältnisse ist die Biegefestigkeit des Gußeisens abhängig von der Form des Querschnittes. Vergleichende Zug- und Biegeversuche von Bach mit Proben von den verschiedensten Querschnittsformen, die aus dem Vollen herausgearbeitet waren, ergaben, daß die Biegefestigkeit um so größer, je größer die Anhäufung des Materials um die neutrale Faser oder Nullachse herum ist [10]. Zu den gleichen Ergebnissen[690] gelangte später auch Johnson [11]. Die Festigkeit eines zylindrischen Stabes ist hiernach größer als die eines Stabes mit viereckigem Querschnitt und die eines quadratischen größer, wenn die neutrale Faser die Lage der Diagonale hat, als wenn sie parallel zu den Seitenflächen liegt.
Nach Versuchen von Outerbridge [12]–[15] nimmt Gußeisen ferner an Festigkeit zu, wenn es wiederholten Erschütterungen unterworfen wird, deren Stärke geringer ist, als zum Bruch erforderlich sein würde. Erklärt wird diese Erscheinung damit, daß die beim Erkalten entstandenen Spannungen beim Erschüttern durch Aenderung der Lage der Gußeisenteilchen ausgeglichen und beseitigt werden. Diese Festigkeitssteigerung trat ein bei der Untersuchung von je zwei paarweise aus derselben Pfanne gegossenen Probestäben auf Biegefestigkeit, von denen immer der eine nur mit der Drahtbürste vom anhaftenden Sande gereinigt war, während der zweite entweder mehrere Stunden in der Scheuertrommel gerüttelt oder 3000 Schlägen mit dem Handhammer auf das eine Ende ausgesetzt war. Ebenso wurde die Schlagbiegefestigkeit gesteigert durch Behandeln der Stäbe in der Scheuertrommel und Erschüttern mit Schlägen, deren Leistung nicht hinreichte, den Bruch herbeizuführen. Die Festigkeitssteigerung ergab sich bei hartem Eisen oder bei dicken Gußstücken größer als bei weichem Eisen bezw. dünnen Stücken.
Harrison [16], [14] fand, daß die Biegefestigkeit, ermittelt an Stäben von 25,4 × 25,4 mm Querschnitt bei 305 mm Stützweite, durch Schütteln in der Trommel um 6,6–44,7% zunahm, während die Zugfestigkeit teils um 1,8–34% wuchs, teils um 3,5–16% abnahm. Liegend gegossene quadratische Stäbe lieferten, nur mit der Drahtbürste gereinigt, um 3,5% höhere Biegefestigkeit, wenn die beim Gießen nach unten gelegene Seite die Druckseite des Biegestabes bildete, als wenn sie auf der Zugseite lag. Nach dem Schütteln in der Trommel wurden für beide Fälle gleiche Biegefestigkeiten gefunden, ihre Steigerung durch das Schütteln betrug 5,3 und 8,5%. Heiß gegossene Stäbe zeigten in Uebereinstimmung mit den oben erwähnten Versuchen von Buchanan um 10% höhere Biegefestigkeit als kalt gegossene, durchrütteln in der Trommel stieg die Fertigkeit der ersteren um 9,7%, die der letzteren um 26,8%, so daß nun die kalt gegossenen um 3,6% fester waren als die heiß gegossenen.
Schließlich ist bei Beurteilung der Festigkeitsergebnisse zu beachten, daß bearbeitete, von der Gußhaut befreite Stäbe größere Biegefestigkeit zeigen als unbearbeitete. So fand Bach [17] bei Biegeversuchen mit Stäben von 30–40 mm Seitenlänge des quadratischen Querschnittes und 1000 mm Stützweite die Fertigkeit der rohen Stäbe um 15–17% geringer als die der bearbeiteten. Er erklärt den Unterschied damit, daß einerseits die im Guß durch verschieden schnelle Abkühlung erzeugten Spannungen beim Entfernen der Oberflächenschichten durch das Bearbeiten verringert werden und daß anderseits der Elastizitätsmodul des Gußhautmaterials als größer anzunehmen ist wie derjenige des weiter nach innen gelegenen Gußeisens, wofür besonders die kleinere Durchbiegung bei vorhandener Gußhaut spreche. Die geringere Nachgiebigkeit der an und für sich am stärksten beanspruchten äußeren Fasern müßte dann auch die Ursache sein, daß die inneren Fasern weniger ausgenutzt werden. Die erwähnte Ansicht über den Einfluß der Spannungen vertritt auch Johnson [18]. Ledebur [19] gibt ihn gleichfalls zu; nach ihm sind aber die durch Ansammlung von Härtungskohle hervorgerufene größere Härte der Gußnarbe und die hiermit verbundene geringere Dehnbarkeit nach der Erklärung von Bach sowie die Anhäufung von Gußblasen, Herdschaum und andern fremden Beimengungen dicht unter der Oberfläche mit von Einfluß auf die geringere Fertigkeit der unbearbeiteten Proben.
Die gebräuchlichste Prüfung zur Bestimmung der Festigkeitseigenschaften des Gußeisens ist der Biegeversuch; daneben steht der Zugversuch in Anwendung und nach den älteren Beschlüssen des Verbandes für die Materialprüfung der Technik [20] auch der Druckversuch. Ferner findet man Scherversuche und Stauchproben [21]. Der Vorzug des Biegeversuches ist, daß er bei genügend großer Stützweite am bellen gestattet, in der Durchbiegung des Stabes bis zum Bruch die Formänderungsfähigkeit des Gußeisens festzustellen. Sie ist von besonderer Bedeutung für die Beurteilung des Materials, weil hohe Fertigkeit allein nicht immer dessen Güte kennzeichnet. Als Vorzug des Biegeversuchs vor dem Zugversuch wird es bezeichnet, daß die Lage des Bruches durch die Art der Beanspruchung (Kraftangriff in der Mitte zwischen zwei Stützen) bestimmt und nicht wesentlich durch zufällige Materialfehler beeinflußt ist, während beim Zugversuch die Beanspruchung innerhalb der ganzen Stablänge gleich groß ist und der Bruch daher stets in dem durch Verunreinigungen, Blasenbildung u.s.w. zufällig schwächsten Querschnitt erfolgt. Um die Wirkung dieser Zufälligkeiten auch beim Zugversuch mehr auszuschalten, ist empfohlen worden [22], [21], [23], die Versuchslänge bei den Zerreißproben sehr kurz zu wählen; hiermit ist aber wieder der Nachteil verbunden, daß nun die beim Zugversuch sehr leicht auftretenden Biegungsspannungen mehr ins Gewicht fallen.
Zur Ausführung der Biegeversuche findet man auch heute noch in den Gießereien eine einfache Vorrichtung, bestehend aus einem Hebel, der mit dem einen Ende an der Wand oder sonst drehbar festgelegt ist, an dem andern Ende eine Gewichtsschale trägt und mit einer untergestellten Stütze auf den quer zu ihm auf zwei Schneiden oder Rollen gelagerten Probestab wirkt. Zuverlässige Ergebnisse sind von derartigen Einrichtungen selbstverständlich nicht zu erwarten, zumal der Hebel sich der Durchbiegung der Probe entsprechend schief stellt. Das Bedürfnis an zuverlässigen Einrichtungen hat zur Konstruktion einer Reihe von Sondermaschine geführt, die sowohl hinsichtlich der Belastungsweise als auch der Kraftmessung die verschiedenartigsten Ausführungen aufweisen.
1. Die Maschine von Hänsen [24]. Sie gleicht im wesentlichen der vorbeschriebenen Einrichtung. Der Probestab d (Fig. 5) ruht mit den Enden auf den selten Widerlagern b und c und wird in der Mitte durch den Stempel i belastet, welcher in zwei Augen an dem Bock e geführt ist und an seinem oberen Ende die Pfanne o als Stützpunkt für den zweiarmigen Belastungshebel h trägt. Der kürzere Hebelarm legt sich mit der Schneide n gegen die Pfanne s.[691] Letztere steckt in einem Schlitz der bei k drehbar gelagerten Stange l und wird beim Versuch mit Hilfe der Druckschraube m entsprechend der jeweiligen Durchbiegung des Probestabes unter den einzelnen Belastungen so weit abwärts verschoben, bis der Hebel wieder in die Gleichgewichtslage zurückgekehrt ist. Diese wird an dem Einspielen der an der Druckstange i angebrachten Zunge v auf den vom Hebel h getragenen Zeiger erkannt. Vor dem Aufbringen der Belastungsgewichte auf die Schale ist der Hebel abzufangen, damit die Probe keine stoßweise Inanspruchnahme erleidet. Hierzu dient die gabelförmige Schraube g, welche in dem Bock f an einem Handrade mit Muttergewinde auf und ab bewegt werden kann. Die Durchbiegung der Probe wird an der Verschiebung des Stempels i gegen den Bock e beobachtet. Die Ablesung erfolgt mittels eines Mikroskopes p mit zwölffacher Vergrößerung, welches gegenüber einer sehr seinen, auf dem Stempel angebrachten Millimeterteilung an dem Bock befestigt ist. In dem Okularkopf des Mikroskopes ist ein metallener Rechen mit zehn Spitzen angebracht, von denen die mittlere als Ausgangspunkt der Ablesung durchbohrt ist (s. Fig. 6). Die Teilungslänge von fünf Spitzen entspricht der Bildgröße eines Millimeters der Skalenteilung. Nach der Stellung der Teilmarken zu den Spitzen können demnach 0,1 mm abgelesen und 0,01 mm geschätzt werden. Zwischen dem Druckstempel und den schwach abgerundeten Stützschneiden einerseits und dem Probestück anderseits werden glasharte Sättel aus Stahl eingeschaltet, um örtliche Verletzungen der Probe an den Druckstellen zu vermeiden. Die Flächen, mit welchen die Sättel auf den Stützschneiden ruhen, sind sauber poliert, damit sie, den Durchbiegungen der Probe folgend, leicht auf den Schneiden gleiten. Die Belastung P der Probe ist P = p L/λ + A + B + C, wenn p die Belastung der Wiegeschale, L den Abstand zwischen den äußeren Schneiden des Hebels, l die Länge des kurzen Hebelarmes, A das Gewicht des Stempels nebst Zubehör einschließlich des mittleren, auf der Probe ruhenden Sattels, B den vom Hebelgewicht und C den vom Gewicht der Wiegeschale herrührenden konstanten Druck, beide berechnet auf die Stabmitte, bedeuten.
2. Die Maschine von Keep ist bei der in Fig. 7 schematisch dargestellten Anordnung mit einer Laufgewichtswage zwecks stetig wachsender Belastung der Probe P und einem Selbstzeichner ausgerüstet. Der einarmige Belastungshebel wirkt durch das Druckstück D unmittelbar auf die Mitte des Probestabes ein. Der Drehpunkt des Hebels sowohl als sein Auflager auf das Druckstück sind durch Schneiden gebildet, welche einen gegenseitigen Abstand von 100 mm haben. Bei der Nullstellung, d.h. der Gleichgewichtslage des mit einem Gegengewicht ausgerüsteten Hebels steht das Laufgewicht über der Stützschneide des Hebels. Seine Masse ist so angeordnet, daß seine Schwerpunktsachse mit der Stützschneide zusammenfällt. Sein Gewicht beträgt 25 kg, formt entspricht jede Verschiebung um 100 mm einer Steigerung der Belastung des Stabes um 25 kg. Diese Verschiebung wird durch ein Stahlband b ohne Ende bewirkt, welches an das Laufgewicht angreift und längs des Hebels über zwei Rollen R und R1 geleitet ist, von denen die eine R durch eine Kurbel bewegt wird. Mit dem Laufgewicht zugleich wird die Schreibtafel T durch ein zweites Stahlband s von derselben Kurbelwelle aus, aber nur mit einem Viertel der Geschwindigkeit des Laufgewichtes längs des Hebels verschoben. Hierbei wird der Weg durch den Schreibstift S verzeichnet, welcher 500 mm von der Stützschneide entfernt an dem Hebel angebracht ist und durch eine Feder gegen die Tafel gedrückt[692] wird. Da nun der Hebel der Durchbiegung der Probe entsprechend absinkt, so beschreibt de Zeichenstift eine Kurve, deren Ordinaten den fünffachen Betrag der Durchbiegung darstellen während jeder Millimeter der Abszissenlänge 1 kg Belastungszuwachs entspricht. Die Länge de Druckstange wird vor dem Versuch so geregelt, daß der Hebel beim Bruch der Probe möglichst horizontal steht [25], [26].
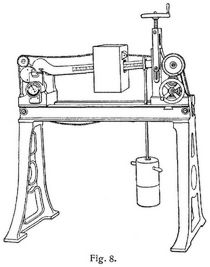
3. Die Bruchfestigkeitsprüfungswage von Erdmann Kircheis [27] Fig. 8 ist ebenfalls eine einarmige Laufgewichts wage. Der Drehpunkt des Wagenhebels, aus Schneid' und Pfanne gebildet, liegt fest am Maschinengestell. In einiger Entfernung vom Drehpunkt ruh der Hebel quer auf der Probe, welche an beiden Enden unterstützt ist. Das aus dem Eigengewicht des Hebels resultierende Moment macht somit bereits einen Teil der Probebelastung aus. Hierzu kommen die Momente des Laufgewichtes und eines am Hebelende hängenden konstanten Gewichtes. Die Bewegung des Laufgewichte erfolgt durch einen Kettenzug ohne Ende, welcher von einem Handrade aus mittels Rädergetriebes betätigt werden kann. Die resultierende Belastung sowie die zugehörige Durchbiegung der Probe werden an Skalen abgelesen. Um die Belastung jederzeit abfangen und die Probe entlasten zu können, ist um da: Hebelende ein Bügel gelegt, der durch eine Schraube zu heben und zu senken ist. Die Stütz weite beträgt 20 cm, der Durchmesser der Probe 2,17 cm und sein Widerstandsmoment somit 1. – Hieraus ergibt sich nach der Gleichung: k = P l/4W = P 20/4 die jeweilige Materialspannung k der Probe in Kilogramm/Quadratzentimeter gleich der fünffachen in Kilogramm abgelesenen Gesamtbelastung.
4. Die Maschine von Johnson [18]. Bei ihr wird an Stelle der Belastung de: Probestabes der Druck auf das eine Widerlager ermittelt. Zu diesem Zweck steht nur das eine Widerlager fest auf dem Maschinengestell und das zweite auf der Plattform einer Wiege Vorrichtung. Die Belastung des Probestabes erfolgt in der Mitte zwischen den Widerlagern durch eine Druckschraube. Als Maß für die Durchbiegung wird der Weg der letzteren mikrometrisch ermittelt. Zu diesem Zweck ist eine Latte an zwei mit den Wider lagern verbundenen Tragestangen oberhalb der Druckschraube angebracht, welche eine senkrechte Skala und daneben die Mikrometerschraube trägt.
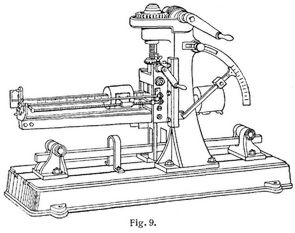
5. Die Biegemaschine von Mohr & Federhaff (Fig. 9). Die Probe ist durch zwei in verstellbaren Lagerböcken ruhende Rollen abgestützt und erfährt in der Mitte durch einen Schraubenantrieb eine aufwärts gerichtete Belastung. Der Zug der Schraube wirkt durch einen Wiegehebel auf die Probe, so daß die jeweilige Belastung durch Verschiebung eines Laufgewichtes an dem Wiegehebel bestimmt werden kann. Die Durchbiegung wird durch eine mit dem Zugstück verbundene Zeigervorrichtung an einer Kreisteilung angezeigt.
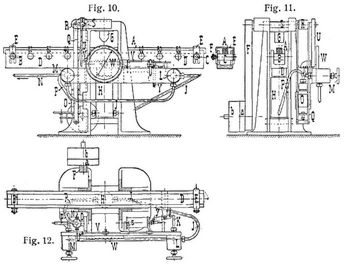
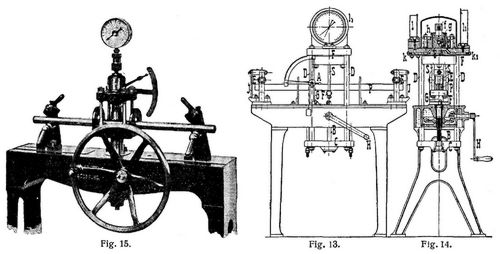
6. Die Maschine von Amsler Lasson & Sohn, Schaffhausen, für 2000 kg Kraft leistung [28] (Fig. 10–12). Bei ihrer Konstruktion ist besonders die bisher bei Prüfung gegossener Stäbe gebräuchliche Form, 1000 mm Stützweite bei 30 mm Querschnitt, berücksichtigt Der Probestab A ruht mit den Enden auf den Bolzen B und C, die an verschiedenen Stellen durch den U-förmigen Balken D hindurchgesteckt werden können, so daß ihre Achsenentfernung[693] die Stützweite, 400, 600, 800 oder 1000 mm beträgt. Der Balken D wird durch den Kolben des mit Oel gespeisten Preßzylinders H angehoben, so daß die Probe in der Mitte gegen die feststehende Druckschneide G sich legt und gebogen wird. Die über den Auflagern B und C mit den Schrauben F festgespannten Bügel E dienen dazu, die Bruchstücke des Stabes gegen Herausspringen aus der Maschine zu sichern. – Die Kraftmessung geschieht durch ein Pendelmanometer, das mit dieser Maschine unmittelbar verbunden und wie folgt eingerichtet ist. O ist der durch das Rohr P an den Preßzylinder angeschlossene kleine Hilfszylinder, dessen nach unten wirkender Kolben durch den Zaum Q auf den wagerechten Arm R des Pendels T einwirkt. – Der Pendelausschlag wird durch den auf der Achse S sitzenden Hebel U auf die Stange V und durch diese auf den Zeiger W übertragen, der ihn auf einer Kreisteilung anzeigt. Je nachdem man mit dem unbelasteten Pendel arbeitet, oder die Gewichtsscheibe a, oder die Scheiben a und b (Fig. 11 und 12), beide auf die Pendelstange aufgesteckt hat, entspricht eine volle Umdrehung des Zeigers W der Belastung von 500, 1000 oder 2000 kg und jedes Teilungsintervall 5, 10 oder 20 kg. Der Schreibstift s. zur Aufzeichnung der Schaulinie sitzt auf der Stange V, und die Schreibtrommel wird durch die am Biegebalken angebrachte Zahnstange Y gedreht, sobald der Balken sich aufwärts bewegt. Je nachdem man die Zahnstange mit einem der drei Zahnrädchen auf der Trommelachse in Eingriff bringt, wird die Durchbiegung der Probe (Weg des Biegebalkens) in natürlicher, doppelter oder dreifacher Größe aufgezeichnet. L und M sind die miteinander verbundenen Steuerventile. L ist durch das Rohr K mit dem Druckerzeuger (Pumpe, Akkumulator) und durch J mit dem Preßzylinder H verbunden. Zum Entlasten wird L geschlossen und M geöffnet; die Preßflüssigkeit fließt dann durch das Rohr N zum Druckerzeuger zurück.
7. Die Maschine der Düsseldorfer Maschinenbauaktiengesellschaft vormals J. Lösenhausen, Düsseldorf-Grafenberg [28] (Fig. 13 und 14). Der Antrieb erfolgt durch die von der Handkurbel H aus betätigte Schraube ß, die Kraftmessung mit der auf T aufgebauten Meßdose. Letztere ruht auf den Stangen D und wird beim Versuch mit dem Querstück C durch die Schraube B angehoben. Das Gehänge f mit den Stangen 5 folgt der Bewegung, so daß das Druckstück F von unten auf den Probestab P einwirkt. Letzterer legt sich mit den Enden gegen die Rollen E, wird nach oben durchgebogen und wirkt mit seinem Biegungswiderstande auf den Kolben d der Meßdose zurück. Die Manometer l l1 dienen zum Ablesen dieses Widerstandes, der Belastung. Die Träger der Widerlager E sind auf dem Bett der Maschine verschiebbar, so daß sie entsprechend der für den Probestab gewünschten Stützweite eingestellt werden können. Zum Messen der Durchbiegung ist das Druckstück F mit dem über drei Rollen geleiteten Kettenzug G verbunden. Die obere Rolle A trägt einen leicht verstellbaren Zeiger, der die Bewegung des Stückes F als Durchbiegung der Probe auf der Kreisbogenteilung in 0,1 mm anzeigt. Völlige Uebereinstimmung dieser Anzeige mit der wirklichen, in der neutralen Schicht gemessenen Durchbiegung wird man nicht erwarten können, da die Verdrückungen der Probe unter dem Stück F und an den Auflagern sowie die Bewegungen auf den letzteren mitangezeigt werden; immerhin dürfte aber die Durchbiegungsanzeige für praktische Versuche hinreichend genau sein. Die Pendelstücke J an den Auflagern dienen dazu, die Bruchstücke des Probestabes am seitlichen Herausspringen zu hindern. Auf Wunsch wird die Maschine auch mit einem Schreibapparat (s. Festigkeitsprobiermaschinen, Fig. 10) geliefert. Dieser wird dann bei k oder k1 an die Hauptmeßdose angeschlossen. Die Schreibtrommel wird durch einen zweiten Kettenzug gedreht, der wie der Kettenzug G an F angeschlossen ist. – Zum Prüfen der Kraftanzeige wird eine Vorrichtung mit zwei Gewichtschalen geliefert, die an das Druckstück F unmittelbar angehängt wird.
8. Die Maschine von Friedr. Krupp, Grusonwerk (Fig. 15) besitzt Schraubenantrieb, der, mittels Handrad und Schnecke betätigt, an vier kurzen Stangen, zwischen denen der Probestab hindurchgeht, einen kleinen hydraulischen Zylinder abwärts zieht, dessen Kolben mittels Schneide auf den Probestab wirkt. Die rückwirkende Kraft des Probestabes erzeugt in dem Zylinder einen Flüssigkeitsdruck, der an dem Manometer abzulesen ist und der, mit dem[694] Kolbenquerschnitt multipliziert, die Belastung des Stabes ergibt, wobei die Reibung in der Kolbendichtung in Abzug zu bringen ist. Die Widerlager für die Probe sind einstellbar für Stützweiten von 400–1000 mm. Die Zeigervorrichtung rechts neben dem Zylinder dient zur Anzeige der Durchbiegung, gemessen als Weg eines Punktes an der Oberfläche der Probe unter der Druckschneide gegen das Maschinengestell. Der Zeiger wird durch einen Schnürzug betätigt, der über ein auf seiner Achse sitzendes Kreissegmentstück gelegt ist. Die Anordnung für die Uebertragung der Durchbiegung auf die Schnur zeigt Fig. 16. Der Belastungskolben trägt in seinem Innern den kleinen Zylinder 1, der, durch die Feder 2 abwärts gedrückt, mit einem Stift auf dem Probestabe steht und dessen Bewegung durch den Hebel 3 auf den Schnürzug übertragen wird. Zu Beginn des Versuches wird die Schnur, sobald die Belastungsschneide den Probestab berührt, an der Stellschraube 4 so angespannt, daß der Durchbiegungszeiger auf dem Nullpunkt der Kreisteilung steht. Bei fortschreitender Durchbiegung geht der Hebel ohne Drehung mit dem Kolben abwärts. Die Bewegung des Zeigers entspricht also der Durchbiegung. Im Augenblick des Bruches wird der Stift unten frei, die Feder 2 drückt den Zylinder 1 abwärts und die Schnur wird durch Drehung des Hebels lose, während der Zeiger durch eine Schleppfeder festgehalten wird, so daß er nun die Durchbiegung beim Bruch anzeigt.
Der Widerstand gegen Stöße pflegt häufig in der Weise festgestellt zu werden, daß man mit dem Handhammer auf eine Kante des Gußstückes schlägt und beobachtet, ob nur Einbeulungen oder auch Absplitterungen stattgefunden haben. Von Keep wurde meines Wissens zuerst vorgeschlagen, die Schlagarbeit zu bestimmen, die zum Brechen eines Probestabes von bestimmten Abmessungen erforderlich ist [29], [30]. Der Schlag wird hierbei entweder auf die Mitte des auf zwei Stützen ruhenden Stabes ausgeübt oder auf das Ende des einseitig fest eingespannten Stabes (vgl. Schlagversuche). Da die Festigkeit des Gußeisens durch wiederholte leichte Schläge zunimmt, so ist die zum Bruch erforderliche Schlagarbeit nicht durch viele Schläge, bei denen die Schlagarbeit allmählich gesteigert wird [31], [32], sondern mit einem Schlage zu ermitteln. Am besten eignen sich hierzu ballistische Schlagwerke und Pendelhämmer. Sie gestatten, stets mit Schlägen gleicher Gesamtarbeitsleistung und gleicher Auftreffgeschwindigkeit zu arbeiten und dann unmittelbar zu bestimmen, welcher Anteil der Gesamtarbeit zum Bruch der Probe tatsächlich erforderlich war. In neuester Zeit ist diese Probe mehrfach empfohlen durch Martens [23], Leyde [33] u.a., unter Verwendung des Pendelhammers Bauart Rudeloff [34], [35]. Ihrer allgemeinen Einführung steht indessen zurzeit noch entgegen, daß es an Erfahrungen darüber fehlt, welche Anforderungen man bezüglich der zu leistenden Schlagarbeiten stellen soll.
Zur Prüfung der Härte des Gußeisens verwenden Bauer und Keep die Bohrprobe, Bauer [36] benutzte eine gewöhnliche Bohrmaschine und einen flachen 10-mm-Bohrer, den er unter 72 kg Belastung mit 250 Umdrehungen in der Minute arbeiten ließ. Als Maß der Härte diente die gesamte Anzahl der Umdrehungen, die zum Bohren eines Loches von 13 mm Tiefe erforderlich war. Sie wurde durch ein Zählwerk angezeigt. Keep [37], [36] bohrt von unten so daß die Bohrspäne aus dem Loch herausfallen können und die Bohrwirkung nicht beeinträchtigen Die Probe ruht hierzu, von oben auf eine durchbohrte, an vier abwärtsgehenden Stangen mit Gewichten belastete und senkrecht am Maschinengestell geführte Platte aufgespannt, auf der Spitze des Bohrers. Die Gesamtbelastung beträgt 67,5 kg, die Geschwindigkeit des Bohren 200 Umdrehungen in der Minute. Die Abwärtsbewegung der Probe, die Bohrtiefe, wird u fünffacher Größe von einem Schreibstift auf einer Zeichentafel verzeichnet, die von der Bohrspindell aus wagerecht verschoben wird, und zwar bei 100 Umdrehungen der letzteren um 25 mm. Bei einer festzusetzenden Lochtiefe wird die Maschine selbsttätig stillgelegt. Bezeichnet man die Weglänge der Tafel oder die Anzahl der Bohrerumdrehungen als Abszisse, die Bohrtiefe all Ordinate, so ist die Härte gemessen durch den Winkel, den die aufgezeichnete Schaulinie mit der Ordinate bildet. Er beträgt im Höchstfalle 90°, d.h. bei so hartem Material, daß der Bohre nicht einzudringen vermag. Nach den Versuchen von Keep wird der Verlauf der Schaulinie bei gleichbleibender Belastung durch die Geschwindigkeit des Bohrers nicht beeinflußt. Gerade genutete Bohrer haben bessere Schaulinien geliefert als Spiralbohrer. Nach dem Bohren eines Loches wird der Bohrer jedesmal wieder angeschliffen unter Innehaltung desselben Schleifwinkels. Leyde ermittelt, um einen bestimmten Vergleichsmaßstab für die Härte zu haben und von dem Zustande des Bohrers möglichst unabhängig zu sein, jedesmal auch die Bohrkurve für ein vorrätiges Normaleisen [33].
Ist das Material so hart, daß der Bohrer nicht einzudringen vermag, so empfehlen sich unter den sonst gebräuchlichsten Verfahren der Härtebestimmungen (s.d.) am besten der[695] Ritzversuch oder die Brinellsche Eindruckprobe. Bei weicherem Material hat aber der Bohrversuch vor ihnen den Vorzug, daß die Bohrkurve etwaige Härteunterschiede in allen Schichten des Stückes ohne weiteres erkennen läßt, während die Ritz- und Eindruckproben hierzu an den verschiedenen Stellen wiederholt werden müssen, da mit ihnen nur die Härte an der Oberfläche des Probestückes ermittelt wird.
Die Dünnflüssigkeit des Eisens wird beim Gießen in Sandformen beurteilt nach der Länge, bis zu der das Eisen die Form anfüllt. West [38], [39] empfiehlt, stehend von unten zu gießen in Formen von folgenden lichten Abmessungen: Höhe 203 mm, Durchmesser 19 mm, Durchmesser der unteren Eintrittsöffnung 3,2 mm, Höhe des Eingusses 380 mm. Keep [29], [30] und Fleming [31], [32] verwenden einen Stab von 250–25–1,5 mm mit Einguß an einem Ende. Die Vereinigung der amerikanischen Eisengießereien [44] hat einen Stab von 3,2/50,8 mm Querschnitt und 355 mm Länge angenommen.
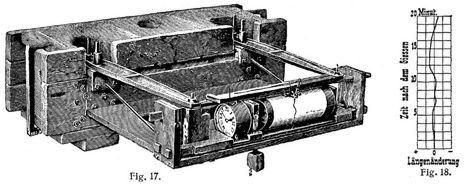
Das Schwinden wird verringert durch hohen Graphitgehalt und die Entstehung grobkörnigen Gefüges, also durch hohen Gehalt an Kohlenstoff und Silicium sowie durch langsames Erkalten. Von Einfluß sind daher auch der Gehalt an Mangan und Phosphor, die Gießtemperatur und der Feuchtigkeitsgehalt der Gießform. Dem Schwinden geht eine Ausdehnung des Eisens voraus. Keep [40], [41] hat den Verlauf der Ausdehnung und des Schwindens mit dem Apparat Fig. 17 bestimmt. Er besteht im wesentlichen aus zwei Fühlhebeln B. Von ihnen bewegt der eine am langen Arm den Schlitten C, auf dem die Schreibtrommel D sich befindet, die durch ein Uhrwerk in der Stunde einmal um ihre Achse gedreht wird. Der andre Hebel bewegt einen Schieber mit dem Schreibstift E längs der Trommel. Die Stäbe haben 25,4 mm Durchmesser und 660,4 mm Gesamtlänge; die Meßlänge beträgt 609,6 mm; sie wird durch zwei Stahlstäbe begrenzt, die senkrecht zur Stabachse mit eingegossen werden. Ueber ihre aus der Form herausragenden Enden werden die Hebel B geschoben, deren Drehpunkte am Formkasten festgelegt sind. Das Uebersetzungsverhältnis der Hebel ist = 1 : 10, der Weg des Schreibstiftes also gleich der zehnfachen Längenänderung des Stabes. Die Versuche ergaben (s. Fig. 18), daß das Gußeisen in etwa 1–1,5 Minuten ohne Längenänderung erstarrte, dann aber bei weiterem Erkalten zunächst sich ausdehnte. Nach einigen Minuten geringen Schwindens folgte eine zweite und nach kurzer Zeit eine dritte Ausdehnung, bevor anhaltendes Schwinden eintrat. Je größer derartige Ausdehnungen sind, desto geringer ist die Gesamtschwindung. Fig. 18 zeigt den Verlauf für Eisen mit 3,85% Si, 3,10% C, 1,00% Ph, 0,50% Mn und 0,10% S mit der zweiten und dritten Ausdehnung nach 7,5 und 12,5 Minuten. Die Ausdehnung wächst, wenn C und Si gleichzeitig zunehmen. Bei annähernd gleichem Gehalt an C und abnehmendem Si (von 3,49–0,70%) wurde die erste sowie die dritte Ausdehnung immer geringer, die zweite konnte bei keiner dieser Proben wahrgenommen werden. Bei 3,49% Si war die Ausdehnung größer als die Schwindung. Analysen von Proben, die zu verschiedenen Zeiten nach dem Gießen aus der Form entnommen waren und von denen immer die eine an der Luft erkaltete, während die zweite zur Wahrung des Zustandes bei der Entnahme abgeschreckt wurde, zeigten, daß die Bildung des Graphits sich bis zur dritten Ausdehnung fortsetzte. Die Gießtemperatur war auf den allgemeinen Verlauf der Längenänderungen ohne Einfluß, sie beeinflußte aber die Zeitdauer zwischen den Ausdehnungen, die bei kälterem Guß des schnelleren Abkühlens wegen geringer war als bei heißerem. Mit wachsendem Querschnitt der Güsse verzögert sich die Abkühlung und daher auch der Eintritt der dritten Ausdehnung. Weitere Untersuchungen liegen vor, ausgeführt mit besonderen Apparaten, von West [42] und von Turner [43]. Allgemein folgt aus diesen Versuchen, daß die Bestimmung des Schwindmaßes an Proben, die beim Gießen an beiden Enden durch feststehende Flächen begrenzt sind, zu falschen Ergebnissen führt.
Zur Prüfung des Saugens oder der Neigung zur Lunkerbildung formt West [39] einen Zylinder von 28,6 mm Durchmesser stehend so ein, daß er durch die auf 25 mm Dicke verstärkte Formwand hindurchragt, die Form also oben offen ist. Durch Gießen von unten wird die Form bis zum oberen Rande angefüllt. Hier erstarrt das Eisen durch die Berührung mit der Formwand schneller als das darunter befindliche Metall, so daß sich in letzterem durch Schwindung ein Saugtrichter bildet. Nach dem Erkalten wird die Menge des Wassers, die zum Füllen des Trichters erforderlich ist, als Maß für die Neigung zum Saugen ermittelt. Ledebur empfiehlt das Gießen eines 470 mm langen Winkelstückes mit 130 mm langen und 50 mm dicken Schenkeln und zwei auf ein Drittel der Länge angeordneten, 50 mm dicken Querrippen und Feststellung der etwa unter den letzteren entstandenen Saugstellen.[696]
Die Neigung zum Weißwerden oder Abschrecken läßt sich ermitteln, indem man beim Einstampfen des Sandes ein Schalenstück so einlegt, daß es einen Teil der Form bildet, und dann das Aussehen des Bruches an dieser Stelle und die Tiefe der Abschreckung feststellt. West [39] benutzt hierzu halbzylindrische Schalen von 76 mm Länge und 11 mm Wandstärke bei 28,6 mm Durchmesser und 380 mm Länge des Probestabes, die er so anordnet, daß die abgeschreckte Stelle beim Biegeversuch über dem einen Auflager zu liegen kommt. Ledebur empfiehlt, ein Eisenstück von 120–120 mm Breite und 60 mm Dicke unten als Boden in die Form zu legen und darüber einen Zylinder von 60 mm Durchmesser und 60 mm Länge zu gießen, der dann längs aufgespalten wird [21]. Am gebräuchlichsten ist das Gießen eines Keilstückes mit 40 mm Steigung auf 210 mm Länge, an dem von dem dünnen Ende aus die Länge des weiß gewordenen Teiles im Querbruch gemessen wird [21], [44].
Die Neigung zum Verziehen prüfen Fleming [32] und Keep [30] an einem Stabe von 305 mm Länge und 25,4–1,5 mm Querschnitt mit Längsrippe auf einer Seite, der von einem Ende her in Sand gegossen wird. Ledebur empfiehlt das Gießen einer Herdgußplatte von 650–650 mm Kantenlänge und nicht über 10 mm Dicke. [21].
Die Einführung einheitlicher Vorschriften zur Prüfung von Gußeisen wird zurzeit auf Anregung des Internationalen Verbandes für die Materialprüfung der Technik besonders in Deutschland und Amerika angestrebt. Die hierauf hinzielenden Arbeiten sind noch nicht abgeschlossen. Nachstehend sei daher auf die heute im Gebrauch stehenden, verschiedenen Vorschriften verwiesen: 1. Vorschriften des Vereines deutscher Eisenhüttenleute; 2. Vorschriften der Preußischen Staatseisenbahnverwaltung; 3. Normalien zu Rohrleitungen für Dampf von hoher Spannung, aufgestellt vom Verein deutscher Ingenieure (1905) [47]; 4. Materialvorschriften der deutschen Kriegsmarine (1905), Reichsmarineamt, Berlin; 5. Vorschriften des Vereines deutscher Eisengießereien (1904) [46]–[48]; 6. Vorschriften der Vereinigung amerikanischer Gießereifachleute (1904) [49]–[51].
Literatur: [1] Jüngst, Bericht über die Tätigkeit der Kommission für die Aufstellung von Vorschriften für Gußeisenprüfung, Korrespondenz des Vereins deutscher Eisengießereien 1903, Nr. 196, S. 4. – [2] The Engineering Magazine 1902. – [3] Prüfungsvorschriften für Eisenguß »Stahl und Eisen« 1904, S. 467. – [4] Jüngst, Eine Phase aus dem Kapitel »Gußeisenprüfung«, ebend. 1905, S. 415. – [5] Korrespondenz des Vereins deutscher Eisengießereien, Nr. 196, S. 10. – [6] Reusch, Einfluß der Form und Herstellungsweise von gußeisernen Probestäben auf deren Fertigkeit, »Stahl und Eisen« 1903, II, S. 1185. – [7] Leyde, Festigkeit und Struktur des Gußeisens, ebend. 1904, I, Nr. 2. – [8] Engineering News 1899, I, S. 151. – [9] Ueber die Untersuchung des Gußeisens, nach T. Wert und J. Keep »Stahl und Eisen« 1895, II, S. 894. – [10] Bach, Die Biegungslehre und das Gußeisen, Zeitschr. d. Ver. deutsch. Ing. 1888, S. 193. – [11] Neuere Untersuchungen über die Eigenschaften des Gußeisens, »Stahl und Eisen« 1900, II, S. 602. – [12] Journal of the Franklin Inst. 1896, S. 148. – [13] Gießereiroheisen und Gußeisen, »Stahl und Eisen« 1896, S. 433. – [14] Hannover, Molekularänderungen in Gußeisen, Baumaterialienkunde 1897/98, II, S. 181. – [15] Ledebur, Aus der Gießerei, »Stahl und Eisen« 1898, I, S. 212. – [16] The Iron Trade Review 1897, 7, 1. – [17] Bach, Versuche über Drehungsfestigkeit, Zeitschr. d. Ver. deutsch. Ing. 1889, S. 137. – [18] Johnson, Cast-Iron-Strength, Resistance, Tests and Specifications, Transact. of the Am. Soc. of Civil-Eng. 1890, S. 91. – [19] Ledebur, Neuere Untersuchungen über die Eigenschaften des Gußeisens, »Stahl und Eisen« 1890, II, S. 602. – [20] Beschlüsse der Konferenzen über einheitliche Untersuchungsmethoden, München 1887, S. 26. – [21] Martens, Einheitliche Prüfungsverfahren für Gußeisen, Zeitschr. d. Ver. deutsch. Ing. 1898, S. 1326. – [22] Ledebur, Ueber einheitliche Prüfungsverfahren für Gußeisen, »Stahl und Eisen« 1898, S. 791. – [23] Ebend. 1898, S. 910. – [24] Hänsen, W., Beschreibung eines Materialprüfungsapparates und einiger mit demselben ausgeführten Versuche, Zeitschr. d. Ver. deutsch. Ing. 1886, S. 125. – [25] Keep, Tests for Foundry Iron, Iron 1888, S. 314. – [26] Ders., Verfahren zur Prüfung von Gießereiroheisen, Zeitschr. d. Ver. deutsch. Ing. 1888, S. 1031. – [27] Ebend. 1886, S. 197. – [28] Rudeloff, Neuere Festigkeitsprobiermaschinen, Dingl. Polyt. Journ. 1905, S. 375. – [29] Iron 1888, S. 314. – [30] W.J. Keeps Verfahren zur Prüfung von Gießereiroheisen, Zeitschr. d. Ver. deutsch. Ing. 1888, S. 1031. – [31] Journal of the United States Assoc. of Charcoal Iron Workers, VII, S. 242. – [32] Die Prüfung des Gußeisens, »Stahl und Eisen« 1888, S. 223. – [33] Leyde, Prüfung von Gußeisen, ebend. 1904, I, S. 186. – [34] Rudeloff, Prüfung von Stahl und Eisen an eingekerbten Stücken, »Stahl und Eisen« 1902, I, Nr. 7. – [35] Martens und Guth, Das Kgl. Materialprüfungsamt der Technischen Hochschule Berlin, S. 329. – [36] Die Härte oder Bearbeitbarkeit von Metallen, »Stahl und Eisen« 1901, II, S. 1010. – [37] Iron Age 1900. – [38] Amer. Machinist 1894, 30. VIII. – [39] Ueber die mechanische Prüfung des Gußeisens und die Herstellung der Probestäbe, »Stahl und Eisen« 1894, S. 909. – [40] Keep, Cooling curves and tests for Cast Iron, Engineering 1895, II, S. 375. – [41] Ueber die Untersuchung des Gußeisens, »Stahl und Eisen« 1895, S. 894. – [42] West, The contraction of Cast Iron, Engineering 1896, I, S. 557. – [43] Turner, Volumen- und Temperaturänderungen während der Abkühlung von Roheisen, Metallurgie 1906, S. 317. – [44] Cast Iron test bars. Method of Casting test bars for the Amer. Foundrymen's Association Testing Committee, Engineering 1899,1, S. 545. – [45] Zeitschr. d. Ver. deutsch. Ing. 1900, S. 1481. – [46] Korrespondenz des Vereins deutscher Eisengießereien 1904, Nr. 208. – [47] Zeitschr. d. Ver. deutsch. Ing. 1905, S. 404. – [48] »Stahl und Eisen« 1904, S. 1255. – [49] Transact. of the Am. Inst, of Mining Engineers 1905. – [50] »Stahl und Eisen« 1905, II, S. 1258. – [51] Journ. of the Franklin Inst. 1905, S. 405.
Rudeloff.





Lueger-1904: Gußeisenprüfung [2]
Buchempfehlung
Gellert, Christian Fürchtegott
Geistliche Oden und Lieder

Diese »Oden für das Herz« mögen erbaulich auf den Leser wirken und den »Geschmack an der Religion mehren« und die »Herzen in fromme Empfindung« versetzen, wünscht sich der Autor. Gellerts lyrisches Hauptwerk war 1757 ein beachtlicher Publikumserfolg.
88 Seiten, 5.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier II. Sieben Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Michael Holzinger hat für den zweiten Band sieben weitere Meistererzählungen ausgewählt.
- Annette von Droste-Hülshoff Ledwina
- Franz Grillparzer Das Kloster bei Sendomir
- Friedrich Hebbel Schnock
- Eduard Mörike Der Schatz
- Georg Weerth Leben und Taten des berühmten Ritters Schnapphahnski
- Jeremias Gotthelf Das Erdbeerimareili
- Berthold Auerbach Lucifer
432 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum