Meßwerkzeuge [1]
[396] Meßwerkzeuge finden in Werkstätten Verwendung zum Messen von Längen, Dicken, Weiten, Tiefen und Winkeln bezw. dienen zum Uebertragen dieser Größen. Die Genauigkeit der Messungen und die dadurch bedingte Bauart der Meßwerkzeuge wird je nach der Verschiedenheit der Arbeitsstücke, dem Verfahren bei ihrer Herstellung und dem Zweck ihrer späteren Verwendung verschieden ausfallen. Wann die genauen und teuern, wann die ungenaueren und billigen Verfahren zweckmäßiger sind, läßt sich nur von Fall zu Fall entscheiden. Die Herstellung eines Werkstückes in bestimmter Form und Größe kann entweder nach den Maßen einer Werkzeichnung oder nach einem entsprechend genau wiederzugebenden (zu kopierenden) Musterstücke oder Modell erfolgen. Im ersteren Falle ist man von der Genauigkeit des benutzten Maßstabes und der zum Uebertragen der Maße verwendeten Hilfswerkzeuge abhängig, im letzteren Falle nicht.
Maßstäbe. Zum Feststellen solcher Abmessungen, die von einer geraden Linie bestimmt sind, erscheint ein gerader Stab (der Maßstab), der auf einer oder mehreren Kanten entlang die landesübliche Maßteilung trägt, als das geeignetste Mittel. Der Querschnitt des Maßstabes ist ein rechteckiger, trapezförmiger oder dreieckiger. Als Material für Herstellung der Maßstäbe wird benutzt: Eisen, Stahl, Messing, Elfenbein, Holz (Weißbuche, sehr biegsame, aus türkischem Buchsbaumholz u.s.w.), Glas, Gewebe u.s.w. Ueber die zur Herstellung von Normalmaßen geeigneten Metalle vgl. [1]. Maßstäbe, die man bequem in der Tasche tragen will, werden mit Gelenken (Scharnieren) zum Zusammenlegen eingerichtet (Gelenkmaßstab, Klappmaßstab, Schmiege) und sehr zweckmäßig mit besonderen Sperrungen ausgerüstet, die bei ausgestrecktem Stabe die Drehbarkeit der einzelnen Scharniere aufheben. Bewährt ist in dieser Richtung die Ausführung von C. Bube in Hannover [2]. Gelenkmaßstäbe hat man auch noch mit besonderen Zeigern, Marken und mit Einteilungen versehen, die graphisch aufgetragene Funktionen darstellen (z.B. Sinusfunktion u.s.w. beim Schubertschen Universalmaßstab [2*]). Man kann dann die Glieder des Maßstabs auch auf Winkel (von z.B. etwa 10–170°) einstellen, so daß es dadurch möglich wird, Polygone aufzureißen, Kreisausschnitte als Bruchteile des ganzen Kreises aufzutragen, Schrägen an Balken auszuschneiden u.s.w. Je nachdem die Maßeinheit der Länge des Maßstabs selbst entspricht oder je nachdem das Maß zwischen je zwei Marken (Strichen), die etwas von den Enden abstehen, das Maß enthalten, unterscheidet man die Maßstäbe als Endflächen- und als Strichmaße. In der Metallindustrie teilt man ferner die Maße noch ein in Normalmaße, die also das wirkliche Maß als Länge haben, und in Maßstäbe mit Schwindmaß, die im Verhältnis der Schwindung gegossener Gegenstände vergrößert sind. Für Messungen großer Längen eignet sich gut das Meßband oder Bandmaß (s.d.), das bei bedeutender Länge wenig Raum einnimmt und in scheibenförmiger Büchse aus Metall oder Leder auf einer Spindel aufgerollt ist (daher auch Rollmaß). Wegen der Biegsamkeit kann man damit auch den Umfang runder Körper leicht messen. Die Maßstäbe können sowohl durch unmittelbares Anlegen der Teilpunkte des Maßstabs an die Endpunkte der zu messenden Längen benutzt werden, als auch zum mittelbaren Messen und Einteilen unter Zuhilfenahme von andern Meßinstrumenten (Zirkeln, Lehren u.s.w.). Befindet sich zwischen den beiden Endpunkten der zu messenden Länge eine gerade Fläche, so kann die Entfernung gemessen werden, indem man ein (meist gerändeltes) Rad bekannten Umfangs – ein Meßrad – von einem Endpunkt zum andern rollt und die ganzen Drehungen wie die Bruchteile derselben zählt. Derartige Rollmaße werden vielfach von Kesselschmieden und Schiffswerften zur Ausmittlung von abzuwickelnden Längen u.s.w. auch auf nichtebenen Flächen benutzt (Fig. 1).
Das Anlegen des Maststabs und unmittelbare Ablesen der Länge bezw. die Benutzung des Meßrads und seiner Verwandten ist nicht immer möglich;[396] es muß dann ein mittelbares Messen eintreten. Als Hauptmeßwerkzeuge sind hier anzuführen Zirkel, Taster, Tiefmaße, Stichmaße, Lehren, Schublehren, Winkel-, Parallelmaße u.a.
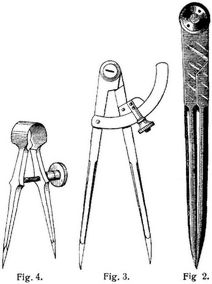
Zirkel. Die Anwendung der gewöhnlichen Zirkel zum Messen und Einteilen sowie zum Zeichnen von Kreisbögen und Kreisen darf als bekannt angenommen werden. In den Werkstätten kommen folgende verschiedene Arten zur Anwendung: Gerader Scharnier- oder Spitzzirkel (Fig. 2), dessen beide Schenkel durch ein Gelenk (Scharnier) zusammenhängen. Die Spitzen sind entweder mit dem Schenkel aus dem Ganzen gearbeitet oder besonders eingesteckt (durch Druckschrauben gehalten). Die beim Schmieden gebrauchten Zirkel dieser Gattung nennt man wohl auch Feuerzirkel. Zuweilen macht man die Schenkel ein wenig nach einwärts krumm, damit auch bei etwas großer Oeffnung die Spitzen nicht zu schief aufstehen. Ist die Aufgabe gestellt, um ein kreisrundes Loch einen damit konzentrischen Kreis zu beschreiben, so wird in den einen Fuß eine dicke kegelförmige Spitze gesteckt, die nicht ganz in das Loch einsinkt, oder man körnt bei größeren Bohrungen den Mittelpunkt in einen in das Loch eingespreizten Steg an. Um eine bestimmte Oeffnung des Zirkels längere Zeit sicher erhalten zu können, wird der eine Schenkel mit einem Kreisbogen versehen, an den der andre mit einer Klemmvorrichtung (Druckschraube, Keil, Exzenter u.s.w.) festgehalten wird. Einen neueren derartigen Bogenzirkel in Hommelscher Ausführung zeigt Fig. 3. Federzirkel (Fig. 4). Die Schenkel hängen miteinander durch eine bogenförmige Feder zusammen, die strebt, den Zirkel bis zum äußersten Grade zu öffnen; eine Schraube ist mit dem einen Schenkel verbunden, die Mutter drückt gegen den andern. Früher war die Schraube (wie der Bogen bei den Bogenzirkeln) gekrümmt, jetzt schließt man die gerade Schraube drehbar an den Schenkel an und gibt der Mutter eine Unterlagscheibe R mit Kugelstützung nach innen. Fig. 5 zeigt eine neue Ausbildung der Stellmutter m für rasch ausführbare Verstellung. Stangenzirkel (Fig. 6). Er wird da angewendet, wo man sehr großer Oeffnung bedarf, und auch dann, wenn zur Herstellung genauer Einteilungen eine senkrechte Stellung der Spitzen unerläßlich ist. Um den Abstand der beiden Spitzen genau regeln zu können, ist die eine meist durch eine Mikrometerschraube zum Verstellen eingerichtet.
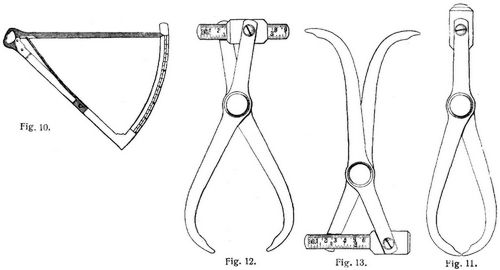
Von den Meßwerkzeugen, die mit Fühlflächen ausgerüstet sind, sollen der Reihe nach beschrieben werden solche, deren Fühlflächen an Hebeln sich befinden, sodann solche, deren Fühlflächen geradlinig verschoben werden, und endlich solche mit festen Fühlflächen. Die erste Gruppe läßt sich unter dem Sammelnamen Taster zusammenfassen.
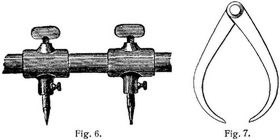
Taster (Tastzirkel, Greifzirkel) [3]. Um bei der Verarbeitung von Zylindern und andern teils runden, teils nichtrunden Körpern die Dicke derselben zu messen, gebraucht man Zirkel mit stark einwärts gekrümmten Schenkeln und stumpfen Enden (Dickzirkel, Fig. 7). Uebrigens sind dies teils Scharnierzirkel mit oder ohne Bogen und Feinstellung, teils Federzirkel. Ein kleiner Federdickzirkel (zum Messen der Triebe, Triebachsen u.s.w.) wird von den Uhrmachern als Triebmaß bezeichnet; hierbei sind die Schenkel selbst als Federn ausgebildet. Man hat die Greifzirkel auch so konstruiert [4], daß sich bei kleinen Schenkellängen große Kreise ihrem Durchmesser nach aus drei Punkten bestimmen lassen. Die Benutzung läßt Fig. 8 ohne weiteres erkennen; der Taster kann sowohl für gewölbte wie für hohle Flächen benutzt werden. Mit dem einen Schenkel ist eine Marke fest verbunden, die auf der empirisch hergestellten Kreisteilung des andern Schenkels die Ablesung des Kreisdurchmessers gestattet. Auch Schublehren und Tiefenmesser hat man in dieser Weise umkonstruiert (vgl. z.B. Fig. 17). Doppelte Dickzirkel sind solche, deren Schenkel die Gestalt eines S haben und in der Mitte durch ein Scharnier miteinander verbunden sind, so daß das Werkzeug in ganz geschlossenem Zustande die Form der Ziffer 8 darbietet; die beiden Enden geben stets einerlei Oeffnung. Auch kann, während man mit dem einen Schenkelpaar eine Dicke mißt, das Maß an dem[397] zweiten Paare beobachtet werden in Fällen, wo die Gestalt des Arbeitsstückes eine Verrückung des Zirkels beim Abziehen unvermeidlich macht. Zuweilen sind an solchen doppelten Zirkeln die Schenkel der einen Seite gerade, die andern gebogen (vgl. Fig. 9). Auch hier kann man – wie Fig. 9 zeigt – Maßstäbe anbringen, um die Weite direkt ablesen zu können, bezw. kann man Mikrometerschrauben zur Feinmessung und Feinstellung benutzen, die dann durch Auskuppeln ein rasches Verstellen ermöglichen. Werden die geraden Schenkel in dem Verhältnisse von 22 : 7 (π) länger gemacht als die bogenförmigen, so kann man mit diesem Werkzeuge (Röhren- oder auch Rohrzirkel) bequem die Abwicklung von Röhren u.s.w. bestimmen; er wird in dieser Form von den Klempnern gebraucht. Für feinere Messungen wird die Schenkelübersetzung noch stärker gemacht; Fig. 10 zeigt ein derartiges Werkzeug, das sogenannte Zehntelmaß, wie es z.B. von den Uhrmachern zum genauen Messen geringer Dicken, wie von Uhrfedern, seinen Drähten u.s.w., gebraucht wird Da es auch zum Messen und Untersuchen der zarten Zapfen der Räderwellen auf ihre gleichmäßige Dicke hin dient, wird es auch als Zapfenzirkel, Zapfen- oder Spindelmaß bezeichnet: Der eine Schenkel wird wohl auch mit einem Nonius ausgerüstet, der dann die bequemen Ablesungen von Unterteilungen an der Gradleiter des andern Schenkels gestattet, bezw. wird die Bewegung auf ein Zeigerwerk in sehr starker Uebersetzung übertragen (Mikrometertaster).
Lochzirkel, Hohlzirkel, Lochtaster, Tanzmeister [6] haben die Bestimmung den Durchmesser von Höhlungen festzustellen. Die einfachen Hohlzirkel bestehen aus zwei durch ein Scharnier verbundenen Schenkeln, deren äußerste Enden auswärtsgebogen und stumpf sind. Höhlungen, die im Innern sich erweitern, können damit nicht gemessen werden; für solche Fälle verlängert man die Schenkel jenseits des Scharniers und verbindet mit einer der Verlängerungen einen Gradbogen oder einen empirisch geteilten Maßstab; auf dem der andre als Zeiger sich bewegt. Ein einfacher Dickenzirkel wird ohne weiteres als Hohlzirkel brauchbar, wenn man seine bogenförmigen Schenkel um das Scharnier dergestalt dreht, daß die Enden derselben nicht gegeneinander, sondern auseinander sehen. In Fig. 11–13 ist ein solcher Greifzirkel für Loch- und Dickenmessung (D.R. G.M. Nr. 14076, Gebr. Reber in Eßlingen) wiedergegeben, der in seiner zusammengeklappten Form (Fig. 11) bequem in den Taschen zu tragen ist. Auch die Hohlzirkel werden als Federzirkel, mit Feinstellung, mit starken Uebersetzungen u.s.w. ausgeführt. Für bestimmte Zwecke kann es von Vorteil sein, die Taftschuhe des Tasters beide nach einer Richtung hin abzubiegen [7].
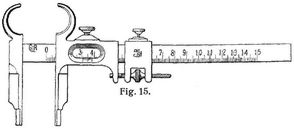
Meßwerkzeuge, deren Fühlflächen geradlinig verschoben werden, heißen Schublehren, Schraublehren, Meßmaschinen, Tiefenmaße, besondere Ausführungen der Stichmaße. Schublehren, Schieblehren [8]. Die Bauart der Schublehren entspricht jener der Stangenzirkel; die eine Fühlfläche ist meist seit mit einem Maßstäbe verbunden, die zweite wird parallel mit sich selbst auf demselben verschoben. Fig. 14 gibt eine Schublehre mit Schleppschieber und Nonius wieder, deren Gebrauch ohne weiteres einleuchten dürfte, während Fig. 15 eine sogenannte Präzisionsschublehre darstellt, bei welcher eine durch Schraube betätigte Feinstellung vorgesehen ist. Die nach oben gerichteten Schenkel sind ausgetropft, damit man auch über vorstehende Teile (Knöpfe u.s.w.) hinweg zu messen vermag, während die nach unten[398] gerichteten Schenkel derartig abgesetzt sind, daß man ihre Schnäbel außen zu Lochmessungen benutzen kann. Um die Kerndurchmesser von Gewinden messen zu können, werden die Schnäbel wohl besonders scharfkantig geformt. Die Feststellung des beweglichen Schenkels kann durch Federreibung, Schraube, Keil- oder Exzenterstellvorrichtungen erfolgen. Die Schmiede verwenden zur Festhaltung von gleichzeitig zwei Maßen vielfach eine Doppelschublehre, welche in der Mitte einen festen Schenkel und rechts und links davon z.B. einen beweglichen Schenkel hat. Auch beide Schenkel hat man beweglich gemacht; vgl. z.B. das sogenannte Universalmaß Fig. 16, das als Schieblehre, Lochmaß, Stangenzirkel, Anschlag-, Kreuz- und Keilbahnwinkel gebraucht werden kann.
Will man den Durchmesser sehr großer walzenförmiger Körper (z.B. von Bäumen), deren Stirnflächen unzugänglich sind, mit der Schublehre direkt messen, so müssen die abstehenden Schenkel entsprechend lang sein (Baumlehre, Baummaß, Gabelmaß); um sie für den Transport weniger sperrig zu machen, führt man die Schnäbel nach innen herein klappbar und den Maßstab aus zwei ineinander schiebbaren Teilen aus (Bauart Bube-Hannover), oder aber man benutzt in analoger Art wie bei Fig. 8 eine besondere Durchmesserteilung (Fig. 17).
Das Pfeilermaß der Uhrmacher ist eine Schublehre, bei welcher der geführte Schenkel mittels einer durch ihn hindurch gehenden Schraubenspindel bewegt wird.
Der F. Fischersche Dickenmesser (Piknometer) [10], bei dem die Bewegung eines Meßkeiles (s. weiter unten) auf ein Zeigerwerk übertragen wird, kann gleichfalls zu den Schublehren gerechnet werden. Er eignet sich insbesondere zur Dickenmessung für Papier u. dergl.
Schraublehren [11]. Diese Werkzeuge sind als Dickenmesser bis zu einer Meßgrenze von 50 mm, als Zylinderstichmaße (s. weiter unten) jedoch bis 2500 mm und als Tiefenmaße (s. weiter unten) wieder mit beschränkter Meßgröße ausgeführt. Die Dickenmesser (Fig. 18) bestehen aus einem Bügel mit einer festgeschraubten und einer beweglichen Fühlfläche, die mit der Mikrometerschraube in Verbindung ist, deren Teildrehungen entweder durch die Einteilung einer Rohrhütte, einer Trommel oder einer Teilscheibe angezeigt werden., während die vollen Drehungen, der Steigung der Mikrometerschraube entsprechend, auf der Skala an der Bügelhülfe abgelesen werden können. Unterabteilungen der Trommeldrehung werden in neuerer Zeit durch einen Nonius angezeigt, und dadurch, daß man die allzu seinen Teilungen zu vermeiden sucht und auch der Mikrometerschraube eine größere Steigung gibt (Differenzschraube), strebt man nicht nur eine größere Dauer, sondern auch eine leichtere Ablesung bei demselben Teilungsgrad an. Auch den Hauptfeind dieser Meßvorrichtungen, den toten Gang der Meßschraube, sucht man mit allen Hilfsmitteln zu beseitigen.
Um bei starken Uebersetzungen den Druck nicht zu groß werden zu lassen, bezw. um die Messungen immer bei einem bestimmten Drucke auszuführen, vollführt man den Antrieb der Mikrometerschraube unter Zuhilfenahme einer regelbaren Reibungskupplung (Gefühlsschraube). Besondere Ausführungsarten von Schraublehren vgl. [11].
Zu den Schraublehren gehören auch die Feinmeßmaschinen, bei welchen die Endflächenmessung benutzt wird. Das bereits von Bessel empfohlene Verfahren der Endflächenmessung, in welcher die Beobachtung sich hauptsächlich auf die Empfindung der Gefühlsnerven gründet, ist auch für die Feinarbeiten (zur Herstellung von Lehren u.s.w.) höchst bedeutungsvoll und läßt sich mit einfacheren Hilfsmitteln schärfer durchführen als die Strichmessung. Das Endmeßverfahren in höchster Vollendung auch durchgeführt zu haben ist ein großes Verdienst des Maschinenbauers Sir Joseph Whitworth, welcher in seiner Meßmaschine [12] eine Schraubenlehre geschaffen hat, die ein sehr genaues Messen unter bestimmtem Druck gestattet. Whitworth beobachtet den Druck mittels der entstehenden Reibung, die durch eine langsam sinkende Fühlplatte geregelt wird.
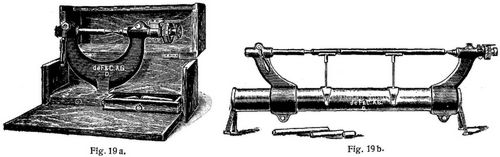
Feinmeßmaschinen dienen nicht nur zum Vergleich von Werkstück und Lehre, sondern auch zur Anfertigung der Lehre mit genauer Beziehung auf die Maßeinheit. Die Maschine von Pratt & Whitney (Fig. 19) trägt auf ihrem Bette zwei Docken, D1 D2, Docke D1 ist als[399] festgestellt zu betrachten, Docke D2 Ist durch eine seine und grobe Einstellung verschiebbar, erstere ist bei f angedeutet, letztere erfolgt von Hand aus nach Lüftung der Klemmen, welche in der Figur weggelassen sind. Jede Docke trägt einen Bolzen mit stumpfer, zur Ebene des Bettes genau senkrechter Endfläche. Beide polierten Endflächen sind so genau parallel, daß sie sich, wenn D2 an D1 geschoben wird, vollkommen berühren. Zwischen diesen Endflächen wird der zu messende Körper gefaßt, dessen Länge l mittelbar dadurch bestimmt wird, daß sie zunächst in Vergleich gesetzt wird mit einem Maßstabe m m, welcher gleichfalls wagerecht etwas tiefer am Bette angebracht ist und die zu messende Länge von 25 zu 25 mm angibt. Das übrigbleibende Maß wird durch Betätigung der an der Docke D2 angebrachten Mikrometerschraube s bestimmt. D2 Messung zerfällt in zwei Teile und wird in folgender Weise durchgeführt. Die Docke Da wird, nachdem die Meßschraube und ihr Teilkopf t auf Null gestellt sind, an D1 zuerst von Hand aus, hierauf mit Benutzung von Schraube f so angeschoben, daß sich die Endflächen der Bolzen mit dem richtigen Drucke berühren und dann das Fadenkreuz des Mikroskopes M durch Benutzung des Okularmikrometers o auf den Nullstrich der Maßstabteilung eingestellt. Hierauf wird D2 um die beiläufige Menge (nach 25 mm) des zu messenden Stückes nach auswärts geschoben, bis das Fadenkreuz mit dem gewünschten Teilstrich stimmt und D2 festgestellt ist; sodann wird das zu messende Stück auf geeigneten Unterlagen in die Höhe der Pflöcke gebracht und durch Betätigung der Schraube s das zu Messende zwischen die Bolzen mit dem richtigen Drucke geklemmt. Darauf liest man die Stellung der Meßschraube an einem besonderen in 1/2 mm geteilten Maßstabe und am Teilkopfe t ab. Da die Schraube 1/2 mm Steigung hat und die daran befestigte Scheibe t in 500 Teile geteilt ist, so lassen sich 1/1000 mm ablesen. Die überaus zarte Berührung der Meßflächen erzielt man mittels Hilfsbacken, zwischen welchen sich eine winzige, glasharte, zylindrische, durch den Druck einer leichten Spiralfeder festgehaltene Lehre befindet. Dank der eigenartigen Beschaffenheit dieser äußerst empfindlichen Einrichtung erzielt man eine sofortige gleichmäßige Berührung der Meßflächen, sowohl bei der Einstellung auf Null als beim Einbringen irgend eines andern Längenmaßes. Fig. 19a zeigt eine amerikanische Feinmeßmaschine in Schraublehrenform, wie sie von de Fries & Co. in Düsseldorf in den Handel gebracht wird, Fig. 19b eine solche in Stangenzirkelform und Fig. 19c den Querschnitt des Kopfes der beiden. Die Maschinen sind zum Nehmen von Außenmaßen bestimmt und genügen bezüglich ihrer Genauigkeit allen Ansprüchen, die in der modernen Maschinenpraxis gestellt werden. Ohne weitere Berechnungen läßt sich mittels dieser Maschine bis zu 1/100 mm und, wenn mit Noniuseinrichtungen versehen, bis zu 1/1000 mm ablesen. Das Spindelgewinde ist auf der Tragseile flach, auf der andern konisch und bewirkt so einen Ausgleich bei etwa eintretendem Verschleiß; die Maßstange ist in einem solchen Winkel zum Teilrade angeordnet, daß ein Irrtum beim Ablesen eines Maßes gänzlich ausgeschlossen ist. Die Gleichmäßigkeit des Druckes zwischen den Angriffspunkten wird dadurch gewährleistet, daß die ränderierte Mutter durch die Reibung einer einstellbaren Schraubenfeder festgehalten wird.[400] Soll die Maschine über 25 mm messen, so geschieht die Einstellung mit Hilfe von Normalstichmaßen, die mit Gummi überzogen sind, wodurch Längenunterschiede, die durch die Handwärme entliehen können, vermieden werden. In Fig. 19 d ist eine Reineckersche Feinmeßmaschine dargestellt, bei der sich ein bestimmter Druck unter Benutzung einer Dosenfühlplatte und eines Standrohres einstellen läßt. Die Meßspindell mit dem Teilrade ist bei b in dem Hauptgestelle a gelagert, c ist der Einstellzylinder mit dem Fühlbolzen, d1 das Membrangehäuse mit der Leitung nach dem Haarröhrchen d2. Der Tisch e dient zur Aufnahme der schwereren zu messenden Körper und läßt ein Einstellen nach drei zueinander senkrechten Richtungen zu. Die zum Vergleich dienenden Endmaße werden auch hier zum Schutz gegen Rost und Handerwärmung in der Mitte mit Gummiüberzügen versehen. – Schraublehren finden ferner ausgedehnte Verwendung als Stichmaße [13], zum Messen des inneren Durchmessers von Dampfzylindern, Röhren u.s.w. Fig. 20 zeigt ein solches für kleinere Weiten, für größere Maße werden sie zum Schieben und Schrauben ausgeführt. Fig. 21 verdeutlicht ein einfacheres Zylindermaß, welches nur zum Schieben eingerichtet ist. Der Hohlkörper trägt den Nonius; die Einsatzstange, die im unteren Teil der Figur für sich dargestellt ist, trägt den Maßstab und ist nach Bedarf auswechselbar. Dieses Stichmaß kann unter Umständen auch als Tiefenmaß gebraucht werden.
Ein vielfach benutztes Tiefenmaß (auch Ausdrehwinkel, Lochwinkel, Schubwinkel genannt) hat die Gestalt eines rechtwinkligen Kreuzes (Fig. 22), in dem ein Lineal quer mitten durch den Anschlag gefleckt ist und nach Erfordernis verschoben werden kann. Bei Gefäßen und andern hohlen Gegenständen kann mit diesem Werkzeug sowohl die Tiefe gemessen als auch untersucht werden, ob die Wand der Höhlung rechtwinklig gegen die Oberfläche steht und ob der Boden völlig eben und mit der Oberfläche parallel ist. Der Name Ausdrehwinkel kommt von der Anwendung des Instruments beim Ausdrehen von Höhlungen. Mannigfache Abänderungen finden lieh in [14] angegeben. Als ein Tiefenmaß mit Mikrometerschraube kann die sogenannte Matrizensonde oder der Justierpunkt angesehen werden, die mittels einer nach unten zu schraubenden Spitze die Tiefe der Matrizen für die Gußformen der Schrifttypen kontrollieren läßt.
In analoger Weise, wie man den Taster zur Bestimmung eines Kreisdurchmessers durch Angabe des Winkels zweier gleichlangen Sehnen benutzen kann (vgl. Fig. 8), oder die Schublehre, indem man für eine konstante Pfeilhöhe des Bogens die Länge der Sehne ermittelt (vgl. Fig. 17), kann man für denselben Zweck einen Tiefenmesser benutzen, indem man bei konstanter Spannweite die betreffende Pfeilhöhe des Bogens mißt bezw. an der empirischen Teilung des Lineals direkt den Durchmesser des Kreises (der gewölbten oder hohlen Fläche) abliest [15].
In neuerer Zeit, wo die Arbeitsteilung namentlich in der Massenerzeugung außerordentlich weit getrieben ist, finden die Meßwerkzeuge mit festen Fühlflächen, die sogenannten Lehren, die ausgedehntere Anwendung, und zwar dergestalt, daß für Vollkörper Hohlkörper und für Höhlungen Vollkörper als Lehren dienen (vgl. Blechlehre oder Blechklinke, Bd. 2, S. 52, und Drahtlehre, Bd. 3, S 32). Am verbreitetsten sind im Maschinenbau wegen der ausgedehnten Benutzung der am leichtesten genau herzustellenden zylindrischen Voll- und Hohlkörper die Lehrbolzen und Lochlehren (Kaliber und Kaliberringe) [16].[401]
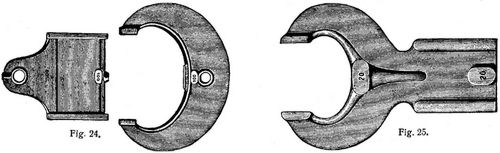
Am empfehlenswertesten sind in bezug auf Genauigkeit die gehärteten Lehrringe und Lehrbolzen aus Gußstahl (Fig. 23); weniger genau, doch im Betriebe sehr handlich und bequem lind die offenen Lehren oder Loch- und Tasterlehren, sogenannte Klinken aus Gußstahl (Fig. 24 und 25); am wenigsten sind gußeiserne Lehrringe und Lehrbolzen der unvermeidlichen Abnutzung wegen anzuraten. Die Sätze werden gegenwärtig von 5–200 mm in jeder gewünschten Abstufung geliefert. Um das Gewicht für die großen Lehrbolzen abzumindern, wird der Bolzenkörper nicht nur ausgespart, sondern außerdem noch aus einem spezifisch leichten Metall (z.B. Aluminiumlegierung) hergestellt, während der Mantelkörper des Lehrbolzens und die Futterbüchse des Ringes aus Gußstahlrohr gefertigt, gehärtet und geschliffen wird. (Auf diese Normalkaliber hat H. Hommel in Mainz Musterschutz erhalten.)
Mit Rücksicht auf die Reibung und das Schmiermaterial gibt man bei der Herstellung der zusammenarbeitenden Paare nach der Lehre etwas Spielraum. Um hierbei nicht von der Erfahrung der Arbeiter abhängig zu sein, werden für diesen Zweck auch besondere Differenzlehren (Doppel-, Zwiesel-, Toleranzkaliber) benutzt, bezw. hat man die Lehren mit nachstellbaren Flächen ausgerüstet [16*]. Auch zur Bestimmung der Maßdifferenz warm aufgezogener Teile hat man besondere Meßwerkzeuge angegeben [17].
Für das Messen sehr geringer Dicken benutzt man die sogenannten Meßringe. Sie werden aus an den Enden abgerundeten Drahtstücken durch Biegen derselben hergestellt; ihre genaue Weite gibt man ihnen durch vorsichtiges Hämmern nach Maßgabe häufiger Versuche an mustergültigen Dicken. Zur Bestimmung von Lochweiten benutzt man ferner den Meßkeil (auch Differentiallochlehre genannt, Kaliberstab, Kalibermaß, weil man in Gewehrfabriken die Weite der Läufe damit mißt), Fig. 26.
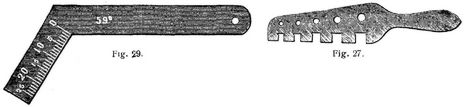
Die im Art. Gewindelehre, Bd. 4, S. 490, durch Fig. 1 dargestellte Form wird bei Herstellung der Gewindebohrer und Schneidkluppen benutzt (Normalgewindelehren, Normalmutterlehren nach Whitworth) Bei der Herstellung der Schrauben verwendet man dagegen vielfach die in Fig. 27 wiedergegebene Form; die Schlitze dienen zur Abmessung der äußeren Durchmesser der zu schneidenden Schrauben, die Löcher entsprechen der Kernstärke und dienen gleichzeitig zum Einpassen der Lochbohrer, während Fig. 28 eine Mutterlehre verdeutlicht, wie solche für Abmessungen der Schlüsselbreite, Höhe und Bohrung der Muttern sowie Stärke des Bolzens und Höhe des Bolzenkopfes bestimmt ist. Für Kontrolle der Gewindeform und der Steigung werden die durch Fig. 2 in Gewindelehre erkennbaren Arten von Schablonen benutzt, auch für das Schleifen der Gewindestähle gebraucht man ähnliche Lehren eine Spiralbohrerschleiflehre gibt Fig. 29 wieder. Auch die Richtplatte [18] und Richtschiene können als hier aufzuzählende Lehren zur Erzeugung von Ebenen aufgefaßt werden, wie man anderseits zur Prüfung zusammengesetzterer Profile (wie Radreifen u.s.w.) besondere Meßwerkzeuge (Tyresprofile) konstruiert [19].
Winkelmaße [20]. Die Winkelmaße der Metallarbeiter bestehen meist aus Metall (Stahl, Eisen), die der Holzarbeiter aus Holz.
Das gewöhnliche oder eigentliche Winkelmaß, auch Winkelhaken oder schlechtweg Winkel genannt, welches als aus zwei rechtwinklig aneinander gefügten Linealen bestehend angesehen werden kann, dient teils zum Prüfen rechtwinkliger Kanten, überhaupt zur Untersuchung, ob zwei benachbarte Flächen unter rechtem Winkel zueinander liegen (wobei man den inneren Winkel desselben an die Arbeit legt), teils zur Prüfung einspringender rechter Winkel, wozu man es mit seinen äußeren Rändern anschlägt, teils um hinten rechtwinklig gegen den Rand eines Arbeitsstückes zu ziehen. Im letzteren Falle, wo das Winkelmaß flach aufgelegt wird, muß ein Schenkel desselben mit einem Anschlage (d.h. einem an die Arbeitskante zu legenden Vorsprunge) versehen sein (Anschlagwinkel, Fig. 30); zuweilen macht man das Winkelmaß doppelt, so daß es die Form eines T erhält (Kreuzwinkel bezw. doppelter Anschlagwinkel).
Ein Winkelhaken, an welchem der eine Schenkel um seine eigne Achse drehbar ist, kann dazu dienen, von zwei Flächen, an welche er gelegt wird, die eine aus einem Punkte nach allen Richtungen zu bestreichen (drehbarer Winkel [21]).
Andre als rechte Winkel mißt und überträgt man mittels des Schrägmessers, Schrägwinkels, Schrägmodels, Stellwinkels, der Schmiege. Das ist ein Winkelmaß, dessen beide Schenkel durch ein Scharnier verbunden sind und welches sich demnach wie ein Zirkel mehr oder weniger öffnen läßt. Gewöhnlich ist der eine Schenkel, der als Anschlag (Kopf) dient, viel dicker, und der andre, ein dünnes Lineal (Zunge, Blatt), legt sich ganz in[402] einen Spalt des ersteren, wenn das Werkzeug geschlossen wird. Man hat auch ein doppeltes Schrägmaß von der Gestalt eines T, wobei das Scharnier mitten in dem Anschlage liegt (hierher gehört das sogenannte Kreuzmaß der Schriftgießer).
Das Gehrmaß dient, um den halben rechten Winkel (Gehrung = 45°, s.d.) und folglich auch dessen Ergänzungswinkel (135°) anzuzeichnen. Man gibt dem Gehrmaße mehrerlei Gestalten. Am einfachsten gleicht es einem Winkelmaße bis auf den Umstand, daß die beiden Schenkel statt des Winkels von 90° einen Winkel von 135° bilden. Oft verlängert man den Anschlag über den Scheitel hinaus, so daß das Werkzeug ungefähr die Form eines T erhält (enthält also dann beide Winkel 45° und 135°). Manchmal wird dagegen der Anschlag so abgekürzt, daß er in der Breite gar nicht, vielmehr nur in der Dicke über das Blatt vorspringt.
Die Achtkante (gebraucht beim Zusammensetzen von Hölzern zum Achteck) ist dem Gehrmaße ganz ähnlich, nur in den Winkeln davon verschieden, welche (statt 45° und 135°) hier 671/2 und 1121/2° sind. Die Sechskante (oder der Sechskantwinkel, auch von den Metallarbeitern bei der Herstellung der Muttern benutzt) hat den Winkel von 120°.
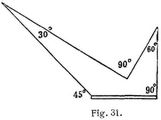
In sogenannten Universalwinkeln vereinigt man noch mehr Winkel (Fig. 31).
Feine, zu sehr genauer Arbeit bestimmte Schrägwinkel versieht man mit einem in Grade geteilten Bogen oder Halbkreis, um die vorschriftsmäßige Stellung zu erleichtern; man versieht sie auch mit Schraube, ohne Ende, durch deren sanfte und langsame Bewegung die Einstellung auf das schärfste bewirkt werden kann [22].
Werkzeuge zur Vertikalstellung s. Bleilot, Senkel, zur Horizontalstellung s. Grubeninstrumente, Libelle, Nivellieren.
Parallelmaße. Oft ist es notwendig, gerade Linien parallel zu einer Kante des Arbeitsstückes zu ziehen. Die Entfernungen mittels des Zirkels abzumessen und dann die Linien nach dem Lineale mit dem Linienreißer zu ziehen ist weitläufig und oft mit Ungenauigkeiten verbunden. Auf einer Röhre, überhaupt auf einem Zylinder kann zum Ziehen einer Linie parallel mit dessen Achse das gewöhnliche Lineal nicht leicht und fest in der gehörigen Richtung angelegt werden. Man verlieht es daher für diesen Zweck mit einer Anschlagleiste, welche sich an dem Lineal entlang parallel erstreckt und mit der Fläche des letzteren einen (meist rechten) Winkel bildet, der beim Gebrauche einen Bogen der Zylinderkrümmung umfaßt; auf diese Weise entsteht das sogenannte Rohrmaß, die Rohrlehre [23]. S a. Lineale.
Im übrigen bedient man sich des Parallelmaßes (Parallelreißers, Streichmaßes, Reißmaßes) [24] zu dem eingangs genannten Zweck. Ein einfaches Streichmaß für Metall Hellt Fig. 32 dar. In dem Anschlage a ist ein Stäbchen (Riegel) b verschiebbar, kann aber mittels der gespaltenen, kegelförmig gestalteten Schraube c festgeklemmt werden. Das linksseitige Ende des Riegels trägt die Reißnadel oder den Reißhaken, welcher die Linie einreißt, wenn der Anschlag an die Kante des Arbeitsstückes gelegt und längs derselben fortgeführt wird.
Das gewöhnliche doppelte Streichmaß der Tischler besteht aus einem flachen, vierseitigen Holzstücke (Anschlag, Kopf), in welchem durch quadratische Löcher zwei zueinander parallele Stäbchen (Riegel) verschiebbar sind, die mittels eines Keiles (einer Schraube oder sonstigen Klemmvorrichtung) in der ihnen gegebenen Stellung festgestellt werden können. Jeder Riegel trägt an einem Ende, auf der von dem andern Riegel abgekehrten Fläche, eine kurze und scharfe, stählerne Spitze, mit der die Linie angerissen wird, während man den Anschlag längs der Kante des Arbeitsstückes hinführt. Zwei Riegel hat das Instrument zu größerer Bequemlichkeit, wenn etwa zwei verschiedene Entfernungen der Reißspitze von dem Anschlage abwechselnd gebraucht werden, wozu man sonst entweder zwei Streichmaße haben oder die Stellung des einen oft ändern und wieder ändern müßte.
Man hat ferner Streichmaße, mit welchen zwei Linien zu gleicher Zeit angerissen werden können, z.B. um Zapfenlöcher vorzuzeichnen (Zapfenstreichmaß, Fig. 33). In Ausnahmefällen benutzt man auch das Streichmaß zur Erzeugung solcher Linien, welche in ihrem ganzen Verlaufe gleichen Abstand von einer nicht geraden Kante haben.
Das Streichmaß wird zum Schneidmodel, wenn man die Reißnadel durch ein Messer ersetzt; es ist als solches geeignet, Streifen dünnen Holzes oder Leders abzuschneiden oder die Begrenzung leichter Vertiefungen (für sogenannte eingelegte Arbeit) einzuschneiden.
Das stehende Streichmaß (Fig. 34) besteht aus einem scheibenförmigen Fuße mit ebener Bodenfläche, einer davon – rechtwinklig gegen jene Bodenfläche – sich erhebenden festen Stange und einer an letzterer verschiebbaren Hülfe, durch welche unter rechtem Winkel gegen die Stange eine lange Reißnadel gefleckt wird. Die Reißnadel trägt in der Regel an beiden Seiten Spitzen und ist auf einer Seite abgetropft, so daß man innerhalb gewisser Grenzen es auch als doppeltes Streichmaß gebrauchen kann. Die seine Einstellung des stehenden Streichmaßes findet[403] nicht selten durch Vermittlung ähnlicher Vorrichtungen statt, wie sie bei den Stangenzirkeln gebräuchlich sind [25], Die senkrechte Stange wird mitunter mit Maßteilung versehen, um so bestimmte Maße leicht einteilen zu können. – Ist nun die Aufgabe, auf einem Arbeitsstücke parallel zu einer gegebenen Fläche Linien vorzuzeichnen, so legt man dasselbe mit dieser Fläche auf eine vollkommen ebene gußeiserne Platte (Richtplatte), stellt auf letztere das Streichmaß mit seiner Fußfläche und führt es längs des Arbeitsstückes hin. Eine andre, sehr nützliche Anwendung dieses Werkzeuges ist die zum Anzeichnen von Punkten (Vorzeichnen, Pointieren). Der Arbeiter sitzt vor der großen Richtplatte, die mittels der Wasserwage horizontal gestellt ist. Er erhält nun den zu fertigenden Gegenstand gegossen oder im Rohen gearbeitet und mit einer angehobelten Ebene (Richtebene) versehen, mit welcher derselbe auf die Platte gesetzt wird. Erkiest sodann die Masse des Stückes von der Arbeitszeichnung ab. Auf der Platte steht vertikal ein Maßstab; an diesen rückt er das stehende Streichmaß hin, stellt dessen Spitze auf das abgelesene Maß ein, schiebt das Werkzeug an die entsprechende Stelle vor das Arbeitsstück und markiert auf letzterem (durch einen leichten Schlag gegen das hintere Ende der Reißnadel) einen Punkt. So entsteht nach und nach eine Reihe von Leitpunkten, deren Verbindung die auszuarbeitende Gestalt gibt, und die also bei der Verarbeitung als Richtschnur dienen. Weiteres über Vorzeichnen vgl. [26].
Die im vorstehenden Artikel gegebenen Figuren sind zum großen Teile den Preisverzeichnissen der Werkzeugfabriken H. Hommel in Mainz, Gebr. Reber in Eßlingen und J.E. Reinecker in Chemnitz entnommen.
Literatur: Karmarsch-Fischer, Handbuch der mechan. Technologie, Leipzig 1887, Bd. 1, S. 1–147; Pregél, Die Feinmessung im Maschinenwesen in Dingl. Polyt. Journ. 1894, Bd. 292, S. 1, 34, 57, 79; Usher-Elfes, Moderne Arbeitsmethoden im Maschinenbau, Berlin 1896; Grimshaw-Elfes, Praktische Erfahrungen im Maschinenbau, Berlin 1897; Möller, Paul, Messen und Prüfen, Zeitschr. d. Ver. deutsch. Ing. 1903, S. 1076; Zeitschr. f. Instrumentenkunde. – [1] Dingl. Polyt. Journ. 1895, Bd. 295, S. 71. – [2] D.R.P. Nr. 14289. – [2*] Dingl. Polyt. Journ. 1897, Bd. 305, S. 96. – [3] Ebend. 1893, Bd. 289, S. 150; 1894, Bd. 292, S. 41. – [4] Notizbl. d. Hann. Gewerbever. 1845, Bl. 2; Mitt. d. Gewerbever. f. Hannover 1856, S. 321; 1862, S. 23. – [5] Hommels Preisbuch Nr. 1656; Taster für die Wandstärken sehr langer Röhren: Engineering, März 1868, S. 209. – [6] Dingl. Polyt. Journ. 1893, Bd. 289, S. 150; 1894, Bd. 292, S.40; 1896, Bd. 299, S. 144; 1896, Bd. 299, S. 144; 1905, Bd. 320; S. 304. – [7] Usher-Elfes, a.a.O., S. 7. – [8] Karmarsch-Fischer, a.a.O., S. 36; Dingl. Polyt. Journ. 1893, Bd. 289, S. 49; 1894, Bd. 292, S. 57; Zeitschr. f. Werkzeugmaschinen 1899, S. 11. – [9] D.R.P. Nr. 72257 von Gebr. Reber. – [10] Dingl. Polyt. Journ. 1877, Bd. 223, S. 365; Karmarsch-Fischer, a.a.O., S. 25. – [11] Dies., a.a.O., S. 40; v. Hoyer, Lehrbuch der Technologie, 3. Aufl., Wiesbaden 1897, Bd. 1, S. 64; Dingl. Polyt. Journ. 1894, Bd. 292, S. 60. – [12] Whitworths Meßmaschine, deutsch von Schröter, Jena 1879; Pregél, Die Feinmessung im Maschinenwesen in Dingl. Polyt. Journ. 1894, Bd. 292, S. 80 f.; fernere Konstruktionen, ebend. 1879, Bd. 233, S. 278; 1885, Bd. 255, S. 226; 1907, Bd. 322, S. 91; Kick, Fr., Vorlesungen über mechan. Technologie, Leipzig und Wien 1898; Zeitschr. f. Werkzeugmaschinen und Werkzeuge 1898/99, S. 256 57. – [13] Dingl. Polyt. Journ. 1893, Bd. 289, S. 51; 1894, Bd. 292, S. 79. – [14] Karmarsch-Fischer, a.a.O., S. 37; Dingl. Polyt. Journ. 1855, Bd. 138, S. 90; 1874, Bd. 211, S. 332, 1894, Bd. 292, S. 79. – [15] Mitteil. d. Gewerbever. für Hannover 1856, S. 323; 1864, S. 137; v. Hoyer, Handbuch der Technologie, 3. Aufl., Bd. 1, S. 66. – [16] Dingl. Polyt. Journ. 1894, Bd. 292, S. 58; Prechtls Encyklopädie, Artikel Lehre, Bd. 9. – [16*] Usher-Elfes, a.a.O., S. 21. – [17] Grimshaw-Elfes, Maschinenbau, S. 123. – [18] Pfaff in Eisenztg. 1889, Bd. 10, Nr. 1 u.a.; Dingl. Polyt. Journ. 1894, Bd. 292, S. 36. – [19] Ebend. 1894, Bd. 292, S. 59. – [20] Karmarsch-Fischer, a.a.O., Bd. 1, S. 55; v. Hoyer, Handbuch der mechan. Technologie, 3. Aufl., Bd. 1, S. 69. – [21] Polyt. Zentralbl. 1857, S. 661. – [22] Karmarsch-Fischer, a.a.O., Bd. 1, S. 56 ff.; Dingl. Polyt. Journ. 1893, Bd. 289, S. 153; 1894, Bd. 292, S. 38. – [23] Prechtls Technolog. Encyklopädie, Bd. 9, S. 526; D.R.P. Nr. 17803. – [24] Prechtls Technolog. Encyklopädie, Bd. 8, S. 565; Bd. 9, S. 521; Karmarsch-Fischer, a.a.O., Bd. 1, S. 663. – [25] Dingl. Polyt. Journ. 1870, Bd. 197, S. 309; 1885, Bd. 257, S. 504; 1894, Bd. 292, S. 36. – [26] Karmarsch-Fischer, a.a.O., Bd. 1, S. 668; Usher-Elfes, Moderne Arbeitsmethoden im Maschinenbau, Berlin 1896.
E. Müller.


















Lueger-1904: Meßwerkzeuge [2]
Buchempfehlung
Grabbe, Christian Dietrich
Scherz, Satire, Ironie und tiefere Bedeutung. Ein Lustspiel in drei Aufzügen

Der Teufel kommt auf die Erde weil die Hölle geputzt wird, er kauft junge Frauen, stiftet junge Männer zum Mord an und fällt auf eine mit Kondomen als Köder gefüllte Falle rein. Grabbes von ihm selbst als Gegenstück zu seinem nihilistischen Herzog von Gothland empfundenes Lustspiel widersetzt sich jeder konventionellen Schemeneinteilung. Es ist rüpelhafte Groteske, drastische Satire und komischer Scherz gleichermaßen.
58 Seiten, 4.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier. Neun Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Dass das gelungen ist, zeigt Michael Holzingers Auswahl von neun Meistererzählungen aus der sogenannten Biedermeierzeit.
- Georg Büchner Lenz
- Karl Gutzkow Wally, die Zweiflerin
- Annette von Droste-Hülshoff Die Judenbuche
- Friedrich Hebbel Matteo
- Jeremias Gotthelf Elsi, die seltsame Magd
- Georg Weerth Fragment eines Romans
- Franz Grillparzer Der arme Spielmann
- Eduard Mörike Mozart auf der Reise nach Prag
- Berthold Auerbach Der Viereckig oder die amerikanische Kiste
434 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum