Glas
[884] Glas, eine durch Schmelzen erzeugte, bei hoher Temperatur dickflüssige, beim Erkalten allmählich aus dem zähflüssigen in den starren Zustand übergehende, vollständig amorphe Masse, die gewöhnlich aus Verbindungen der Kieselsäure mit mindestens zwei Basen (deren eine nur ausnahmsweise kein Alkali) besteht und in Wasser unlöslich ist. Der Begriff des Glases ist keineswegs ein nur chemischer; es gibt sehr viele Verbindungen von Kieselsäure mit mehr als einer Base, die aber durchaus nicht G. sind. Zum Begriff des Glases gehört vielmehr auch der vollkommen amorphe Zustand, mit dem die Substanz auch den Charakter des Glases vollständig verliert. Die verschiedenen Glassorten sind keine chemischen Verbindungen; sie enthalten allerdings bestimmte Kieselsäuresalze, diese aber besitzen in hohem Grade die Eigenschaft, im feurigen Fluß einander aufzulasen und in diesem Zustand des gleichförmigen Gemenges zu erstarren; selbst völlig heterogene Körper können sich in dem flüssigen G. lösen, ohne daß dadurch seine wesentlichen Eigenschaften gestört werden. Wesentliche Bestandteile sind Kieselsäure, ein Alkali (Kali oder Natron) und Kalk oder Bleioxyd, zuweilen auch Tonerde; doch wird die Kieselsäure bisweilen z. T. durch Borsäure oder Fluor vertreten, und neben den genannten Basen kommen Baryt, Zinkoxyd, Wismutoxyd, Thalliumoxyd und als zufällige Beimengungen Magnesia, Eisen- und Manganoxyde vor. Vgl. S. 889.
Eigenschaften.
Das spezifische Gewicht des Glases schwankt für Alkalikalkgläser zwischen 2,4 und 2,6; bei Alkalibarytgläsern steigt es auf 2,9, bei Alkalibleigläsern auf 3,0–3,8, bei Thalliumglas auf 5,62. Durch das Kühlen wird das spezifische Gewicht vergrößert. Der lineare Ausdehnungskoeffizent des Glases beim Erwärmen von 0–100° beträgt meist 0,0007–0,0009; er ändert sich mit der Zusammensetzung. Im allgemeinen steigt die Härte mit dem Gehalt an Kieselsäure und wird am meisten durch Alkalien und Bleioxyd beeinträchtigt. Manche Gläser werden schon beim gewöhnlichen Gebrauch kantenstumpf und blind, andre werden nur schwer von guten Feilen angegriffen. Stets ist die Oberfläche des Glases, die sich beim Erstarren desselben bildet, härter als das Innere der[884] Glasmasse. Gegen ruhigen Druck ist G. ziemlich widerstandsfähig; Glasröhren halten einen innern Druck von 120 kg auf 1 qcm aus. Die Zerdrückungsfestigkeit des Flintglases beträgt etwa 1700 kg, die Zerreißungsfestigkeit nur etwa 180, die des Flaschenglases 200 kg. Ein kleines Glasgefäß von 1 mm Wanddicke hielt einen äußern Druck von 460 Atmosphären aus, zersprang dann aber bei 140 Atmosphären innerm Druck. Die Sprödigkeit nimmt mit der Dicke des Glases rasch ab, und ganz dünne Blättchen und Fäden sind ausgezeichnet elastisch und biegsam (s. Glasspinnerei). G. ist um so spröder, je schneller es abgekühlt wird (vgl. Bologneser Flasche und Glastränen). Kühlt man G. langsam ab, so finden die einzelnen Schichten und ihre kleinsten Teilchen Zeit, sich einer festerm Zusammenhang entsprechenden Anordnung zu fügen. Hierauf beruht der in den Glashütten übliche Kühlprozeß, durch den namentlich dickere Gläser erst für den Gebrauch tauglich werden. Bei besonderer Leitung des Kühlprozesses entsteht das Hartglas von ungewöhnlicher Härte, Festigkeit und Elastizität, namentlich auch großer Widerstandsfähigkeit gegen schroffen Temperaturwechsel. Letzterm erliegt auch das bestgekühlte G. sehr leicht, indem sich Sprödigkeit und geringes Wärmeleitungsvermögen vereinigen; die erhitzte Stelle dehnt sich aus, die nahe angrenzenden, kalt gebliebenen Stellen geben nicht nach, und so entsteht der Bruch. Farbloses Tafelglas läßt etwa 60 Proz. der strahlenden Wärme hindurch; sehr wenig durchlässig ist tief gefärbtes Chromoxydglas, undurchlässig sind die Eisenoxydulgläser. Auch für Elektrizität ist G. ein schlechter Leiter. Alkalireiche und daher hygroskopische Gläser sind weniger gute Isolatoren.
Das Lichtbrechungsvermögen der Gläser scheint mit starkem Kieselsäure- und Tonerdegehalt abzunehmen, es ist bei Bleiglas viel größer als bei gewöhnlichem G., am stärksten bei Gläsern, die statt des Bleies Wismut und statt des Kalis Thalliumoxyd enthalten. Derartige Gläser zeigen im geschliffenen Zustand prachtvolles Farbenspiel. Das Licht wird beim Durchgang durch Gläser von verschiedener Beschaffenheit in verschieden hohem Grad absorbiert. So beträgt der Lichtverlust bei deutschem Flintglas 4,27, bei dickem englischen Spiegelglas 6,15, Kristallglas 8,61, deutschem Fensterglas 13, deutschem matten G. 62,34, grünem Fensterglas 81,97, purpurnem Fensterglas 85,11 Proz. Der Glanz wird nur z. T. durch die Zusammensetzung bedingt, er ist großenteils abhängig von besondern Verhältnissen bei der Fabrikation. In hinreichend dicken Schichten besitzt jedes G. deutlichen Farbenton. Kieselsäure, Kalk, Bittererde, Baryt färben am wenigsten, die Alkalien, besonders Natron, viel mehr, und am stärksten färben die Schwermetalle, von denen nur Bleioxyd und Wismutoxyd farbloses G. liefern. Die Herstellung von vollkommen farblosem G. erfordert besondere Maßnahmen, weil sich sehr leicht färbende Verbindungen, namentlich Oxyde des Eisens, mit den Rohmaterialien einschleichen und Schwefelmetalle (besonders Schwefelnatrium) beim Schmelzen des Glases entstehen. Die Farbe des Glases verändert sich fast stets nach längerer oder kürzerer Zeit unter dem Einfluß des Lichtes und kehrt nur beim Ausglühen oder Umschmelzen zurück. Durch Eisenoxydul grün gefärbtes G. wird durch Sonnenlicht gelb, indem aus Eisenoxydul und nie fehlendem Natriumsulfat Eisenoxyd und Schwefelnatrium entstehen. Mit Braunstein geschmolzenes G. wird am Licht violett.
G. ist so vollkommen undurchlässig, daß es selbst bei einem Druck von 40–126 Atmosphären innerhalb 17 Jahren keine wägbaren Mengen Kohlensäure oder Wasserstoff hindurchläßt.
Etwa beim Eintritt der Glühhitze läßt sich G. biegen und ausziehen und zu den feinsten Fäden spinnen (s. Glasspinnerei), auch kneten und schweißen und durch Eintreiben von Luft aufblasen; bei voller Rotglut neigt es zum Abtropfen und wird dann flüssig, aber auch bei der Temperatur des Glasschmelzofens (ca. 1200°) behält es die Konsistenz eines dünnen Sirups. Kieselsäure macht das G. strengflüssig; durch Natron und Bleioxyd, am wenigsten durch alkalische Erden, wird es leichtflüssiger, ebenso durch Borsäure und Fluor, die einen Teil der Kieselsäure ersetzen können. Baryt, Zinkoxyd, Borsäure machen G. dünnflüssig, so daß es bei Herstellung von Preßglas die Formen sehr gut füllt. Erhält man G. längere Zeit auf der Temperatur, bei der es erweicht, so verwandelt es sich (Entglasung) in eine undurchsichtige kristallinische, steinartige, sehr feste, wenig spröde Masse (Réaumurs Porzellan). Kali- und Bleigläser entglasen viel schwerer als Kalk- und Natrongläser; kieselsäurereiche Gläser entglasen schwer, leicht aber die kalk- und tonerdereichen. Die Ausscheidungen bestehen aus kieselsaurem Kalk. G. löst im feurig-flüssigen Zustande Metalle (Gold, Kupfer, Silber, Blei), Oxyde (Zinnoxyd, Chromoxyd, Tonerde, Eisenoxyduloxyd, Manganoxyduloxyd, Kieselsäure, Kalk) und Salze (Calciumphosphat, Aluminiumfluorid, Natriumsulfat) und bildet damit beim raschen Erstarren eine gleich artige amorphe Masse, während bei langsamem Abkühlen ein Teil der gelösten Stoffe amorph oder in Kristallen sich ausscheidet.
Gegen chemische Agenzien verhält sich G. mit seiner natürlichen Oberfläche viel widerstandsfähiger als nach Bloßlegung des Innern durch Schleifen etc. Wasser greift bei anhaltendem Kochen das G. mehr oder weniger an; Glaspulver reagiert meist sofort nach dem Befeuchten mit Wasser alkalisch und wird beim Kochen mit letzterm stark zersetzt. Mit überhitztem Wasser unter Druck behandelt, zerfällt das G. völlig in Kieselsäure, Wollastonit CaSiO3 und Alkalisilikat. In feuchten Räumen, im Wasser und im feuchten Boden wird das G. blind und bedeckt sich dabei häufig mit einem irisierenden Häutchen, das aus Kieselsäure besteht und daher mit Kalilauge abgewaschen werden kann. Alkalireiche Gläser erblinden sehr leicht und bedecken sich entweder mit leichtem Tau (hygroskopischen Kalisalzen) oder mit seinem Pulver (nicht hygroskopischen Natronsalzen). Mit zunehmendem Kalkgehalt mindert sich die Löslichkeit des Glases. Natrongläser sind gegen Wasser widerstandsfähiger als Kaligläser, mit steigendem Kalkgehalt schwindet aber dieser Unterschied. In heißem Wasser sind die bleihaltigen Flintgläser sehr wenig löslich, während sie von Alkalien und Säuren leicht zersetzt werden. Bleifreie Gläser werden durch Wasser stärker angegriffen als durch Säuren, stärker als Wasser wirken Salzlösungen und noch stärker Alkalien, ebenso kohlensaures Ammoniak (Fensterscheiben in Ställen). Am leichtesten wird G. durch Fluorwasserstoffsäure zersetzt. Die größte Widerstandsfähigkeit des Glases gegen chemische Einwirkungen entsteht durch ein richtiges Verhältnis aller Bestandteile zueinander. Ein Zusatz von 3 Proz. Tonerde zu einem G. erhöht dessen Widerstandsfähigkeit gegen die Lösungen kohlensaurer Alkalien beträchtlich. Die größte Widerstandsfähigkeit gegen Wasser besitzt das Jenaer Geräteglas.[885]
Mit der chemischen Zusammensetzung des Glases hängt die Depression der Thermometer, d. h. die vorübergehende Erweiterung des Glasgefäßes infolge des Erhitzens mit zu tiefem Stande des Quecksilbers und darauf folgendem langsamen Steigen desselben, zusammen. Die Depression ist am geringsten bei reinem Kali- und reinem Natronglas, während Kalinatrongläser sie stark zeigen. Ein G. aus Kalk, Kieselsäure und nur einem Alkali ist aber so zähflüssig, daß es sich vor der Lampe schwer verarbeiten läßt, und Schott u. Genossen in Jena fertigen daher für Thermometer ein G., in dem ein Teil des Kalkes durch Zinkoxyd und ein Teil der Kieselsäure durch Borsäure ersetzt ist. Das Normalthermometerglas (Jenenser G.) enthält 67,5 Kieselsäure, 14 Natron, 7 Kalk, 2,5 Tonerde, 7 Zinkoxyd, 2 Borsäure. Dies G. zeigt sehr geringe Depression und ist sehr widerstandsfähig gegen Atmosphärilien.
Zusammensetzung.
Die Gläser des Handels zeigen ungemein abweichende Verhältnisse der Bestandteile; scheidet man aber die notorisch schlechten Gläser und die ordinären Bouteillengläser aus, so ergeben die Alkalikalkgläser schon eine größere Übereinstimmung. Man hat von denselben zwei Gruppen zu unterscheiden: kalkreiche, zu denen besonders die besten Tafelgläser gehören, und alkalireiche mit oft höherm Kieselsäuregehalt, zu denen die antiken Gläser, ein großer Teil des modernen weißen und halbweißen Hohlglases sowie namentlich älteres Spiegel- und Fensterglas zu zählen sind. Die Tafelglashütten sind in neuerer Zeit fast überall zur Fabrikation kalkreichen Glases geschritten, weil solches größere Härte, Elastizität, schönern Glanz, größere Widerstandsfähigkeit gegen die atmosphärischen Einflüsse zeigt, auch vermöge des allmählichen Erstarrens vortreffliche Bildsamkeit besitzt. Die mittlere Zusammensetzung des guten Kalknatronglases ist etwa 75,5 Proz. Kieselsäure, 11,6 Proz. Natron, 12,9 Proz. Kalk, entsprechend NaO. CaO. 6SiO2, und man kann annehmen, daß die Zusammensetzung in der Praxis im wesentlichen schwankt zwischen dieser Formel und 5Na2O. 7CaO. 36SiO2. Gleiches gilt für die Kalikalkgläser (70,8 Proz. Kieselsäure, 18,8 Proz. Kali, 10,9 Proz. Kalk) und für die Bleigläser, in denen PbO an die Stelle von CaO tritt (52 Proz. Kieselsäure, 12,8 Proz. Kali, 35,2 Proz. Bleioxyd). Nur die optischen Alkalibleigläser sind reicher an Bleioxyd, während der sogen. Halbkristall, ein Natronkalkbleiglas (etwa 56 Proz. Kieselsäure, 8,9 Proz. Natron, 2,6 Proz. Kalk, 32,5 Proz. Bleioxyd), sich wieder obiger Zusammensetzung anschließt, wenn man für den Kalk die äquivalente Menge Bleioxyd dem bereits vorhandenen Bleioxyd zuzählt. Ein alkalifreies G. aus Jena enthält nur Baryt, Zinkoxyd, Tonerde, Kieselsäure, Borsäure.
Nach ihrer chemischen Zusammensetzung kann man die Gläser des Handels in vier Gruppen ordnen: 1) Kalikalkglas oder böhmisches, leichtes Kristallglas, vollkommen farblos, äußerst strengflüssig, hart, von großer chemischer Beständigkeit. Spiegelglas ist häufig ein Gemisch von dieser Glassorte mit der folgenden. 2) Natronkalkglas, französisches G., Fensterglas, bläulichgrün, etwas härter als das vorige, weniger strengflüssig. Hierher gehört das zu optischen Zwecken dienende Kron- oder Crownglas. 3) Kalibleiglas, schweres Kristall- oder Klingglas, Bleikristall, ist weich, leicht schmelzbar, ausgezeichnet durch hohes spezifisches Gewicht, Farblosigkeit, Glanz, Lichtbrechungsvermögen und schönen Klang. Hierher gehören Flintglas, das noch reicher an Blei ist, zuweilen auch Wismut und Borsäure enthält, und Straß, die Grundlage der künstlichen Edelsteine. Eine Zwischenstellung nimmt der Halbkristall ein, der Kalk, Blei und Natron enthält. 4) Aluminiumkalkalkaliglas, Bouteillenglas, Buttelglas, mit geringem Alkaligehalt, enthält öfters beträchtliche Mengen von Eisen und Mangan und an Stelle des Kalkes oft Magnesia; es ist rötlichgelb oder dunkelgrün.
Darstellung des Glases
(Hierzu die Tafeln »Glasfabrikation I-III«.)
Als Rohmaterialien benutzt die Glasfabrikation zur Beschaffung der Kieselsäure meist möglichst eisenfreien Sand, der für weißes G. mit Wasser oder Salzsäure gewaschen, durch Kalzinieren und Abschrecken in Wasser mürbe gemacht und gemahlen wird; außerdem Feuerstein (engl. flint, daher Flintglas), Quarz und Kieselgur. Kali liefert Pottasche, auch schwefelsaures Kali unter Zusatz von Kohle. Von Natronsalzen verwendet man Soda, häufiger schwefelsaures Natron mit 6–8 Proz. Kohle, um schwefligsaures Natron zu bilden, das durch Kieselsäure leichter zersetzt wird. Kalk verwendet man in Form von Marmor, Kreide, gebranntem oder ungebranntem Kalkstein, seltener Wollastonit (kieselsaurer Kalk). Phosphorsaurer Kalk (gebrannte Knochen oder Bakerguano) dient zur Darstellung von Milchglas, ebenso Flußspat, Kryolith u. das bei der Verarbeitung von Kryolith abfallende Fluorcalcium. Magnesia findet sich mehrfach in Dolomiten und in manchen Silikaten als ein für die Glasindustrie unliebsamer Begleiter des Kalkes, sie macht das G. schwer schmelzbar, leichtflüssig und geneigt zum Entglasen. Baryt (kohlensauren und schwefelsauren, letztern mit Kohle) schätzt man als erweichenden, die Härte, das spezifische Gewicht und den Glanz des Glases erhöhenden Zuschlag. Tonerde wird in Form von Kryolith oder Natriumaluminat dem G. direkt zugesetzt; namentlich ist das Kryolithglas (Hot-cast porcelain) reich an Tonerde; ein geringer Tonerdegehalt findet sich infolge des Abschmelzens der Häfen in allen Gläsern. Ordinäres Flaschenglas stellt man aus unreinem Sand mit Mergel und Lehm, Holz- und Torfasche, Seifensiederäscher, Feldspat, Pechstein, Amphibol, Phonolith, Basalt, Lara, trachytischen Gesteinen, Hochofen- und Eisenfrischschlacken dar. Granit wird unter Zuschlag von Baryt zu Bouteillenglas verschmolzen, und Feldspat gibt mit Bleioxyd sehr brauchbares G. Borsäure (Borax) dient als teilweises Ersatzmittel der Kieselsäure, sie erhöht die Schmelzbarkeit, den Glanz und verhindert das Entglasen. Bleioxyd wird gewöhnlich in Form von Mennige angewendet. Auch Zinkoxyd und Wismutoxyd werden benutzt.
Zur Darstellung von farblosem G. dienen Entfärbungsmittel (Glasmacherseifen). Braunstein (Mangansuperoxyd) bildet in der Glasmasse kieselsaures Manganoxydul, das amethystrot färbt und dadurch die grünliche Färbung durch kieselsaures Eisenoxydul aufhebt u. das G. farblos macht. Sicherer wirkt Nickeloxydul. Auch Antimonoxyd und Kobaltoxyd dienen als Entfärbungsmittel. Arsenige Säure, die am häufigsten angewendet wird (Venedig, Nordamerika), gibt im G. Sauerstoff ab, oxydiert Kohle, Schwefelnatrium, Eisenoxydul zu farblosen Verbindungen und erzeugt, indem sie oder das reduzierte Arsen sich in Dampf verwandelt, eine starke Bewegung der Glasmasse. Das fertige G. enthält einen kleinen Teil der arsenigen Säure in Form von Calciumarsenit[886] und -Arsenat. Auch Mennige, Chilisalpeter und salpetersauren Baryt benutzt man als oxydierende Entfärbungsmittel.
Als Färbemittel dienen außer Braunstein und Nickel (zum neutralen Grau des Glases für Schutzbrillen) Kobaltverbindungen (Schmalte und Kobaltoxyd) zum Blaufärben; Uran gibt in Bleiglas reines, völlig durchsichtiges Gelb, in Kalikalkglas eine etwas getrübte, durch Fluoreszenz grünlich schimmernde, gelbe Färbung (Annagelb). Kupferoxyd färbt blaugrün, wird aber meist neben Chromoxyd angewendet, dessen Gelbgrün es blauer macht. Bei Gegenwart reduzieren der Agenzien wird Kupferoxyd in Oxydul verwandelt, das leuchtend blutrot färbt. Durch besondere Behandlung geht das mit Kupferoxydul gefärbte G. unter reichlicher Kristallausscheidung in Avanturin über. Chromoxyd erzeugt eine lebhafte gelblichgrüne Farbe (Annagrün). Die Schwerlöslichkeit des Chromoxyds benutzt man zur Herstellung von Chromavanturin. Silber färbt G. hellgelb bis orange, wird aber nur selten zu Färbungen in der Masse benutzt. Gold gibt das prachtvolle Rubinglas. Zinnoxyd macht das G. trübe (Alabasterglas) bis völlig undurchsichtig und weiß. Eisenoxydul färbt bouteillengrün, Eisenoxyd gelb. Antimonsaures Kali oder Antimonglas färbt topasgelb, Schwefelkadmium (als Überfangglas) gibt das satte grünlichgelbe Kaisergelb. Kohle erzeugt Schwefelmetalle, durch die das G. gelb bis braun wird. Alkalipolysulfurete geben schön rote Gläser. Mit Schwefel gelb gefärbtes G. (Topasglas) eignet sich besonders für lichtempfindliche Stoffe, mit Schwefel und Kohle erzeugt man das Schwefelrubinglas, das schon nach dem ersten Erkalten rubinrot ist. Schwarz erhält man mit viel Eisenoxydul und Zusatz von Kupferoxyd, Braunstein und Kobaltoxydul. Molybdänglanz gibt dunkel rotbraunen Rubin, Schwefelkupfer färbt das G. sepia- bis sienafarbig, Schwefelnickel amethystviolett.
Die Rohmaterialien werden in gut zerkleinertem Zustand nach bestimmten Verhältnissen sorgfältig gemischt u. dann unter Zusatz von (meist einem Drittel) Glasbrocken eingeschmolzen. Zum Einschmelzen dienen Glashäfen aus schwer schmelzbarem Ton mit einem Zusatz von sehr dichter u. harter Schamotte, sie sind oben offen, von rundem oder elliptischem Querschnitt, nach dem Boden zu verjüngt u. fassen etwa 60–606, ja bisweilen 2500 kg G. Um bei Steinkohlenfeuerung das G. vor Verunreinigung durch die rußende Flamme und Flugstaub zu schützen, benutzt man bedeckte oder Haubenhäfen mit Kuppel und seitlicher Arbeitsöffnung in der letztern. In den Hafen legt man wohl einen auf dem G. schwimmenden Schamottering, innerhalb dessen das G. für das Ausschöpfen leicht von Galle rein zu erhalten ist. Auch setzt man in den Hafen eine senkrechte Scheidewand mit Verbindungsöffnung nahe dem Boden des Hafens. In die nach dem Innern des Ofens gekehrte Abteilung des Hafens trägt man den Glassatz ein, und in der dem Arbeiter zugekehrten Abteilung sammelt sich der geläuterte Glasfluß.
Die Ofen zum Schmelzen des Glases müssen aus bestem Steinmaterial und sehr sorgfältig hergestellt werden, widerstandsfähig gegen die anhaltende Weißglut, gegen ausfließendes G. und verdampfende Alkalisalze. Man baut das Innere aus Schamottesteinen (z. T. Hafenmasse), das Gewölbe aus Dinassteinen, die fast nur aus Kieselsäure bestehen, das äußere Gemäuer aus gewöhnlichen Ziegelsteinen. Als Bindemittel dient Tonsandmörtel. Die Häfen stehen häufig auf Bänken aus gutem, dichtem Sandstein. Die ältern Ofen fassen 6–10 Häfen und müssen Raum enthalten, um Arbeitsstücke von jeder Form und Größe wiederholt darin erweichen zu können, ohne sie mit den Wänden, Häfen etc. in Berührung zu bringen. Bei der empfindlichen Natur des Glases braucht man ein möglichst reines und klares, von Asche- und Kohlenteilen reines Feuer, wie es durch Holz sehr leicht erzeugt wird. In neuerer Zeit hat aber die Notwendigkeit der Brennstoffersparnis zur Benutzung von Stein- und Braunkohlen und Torf geführt.

Holzfeuerung findet man gegenwärtig noch im Böhmerwald, im Bayrischen Wald etc. Die Textfiguren 1, 2 u. 3 zeigen einen Glasofen für Holzfeuerung. Auf dem Fundament ff erheben sich zu beiden Seiten die massiven Mauerkörper, der äußere aa und der innere bb, die eine langgestreckte Grube c (Piepe, Tonne) umgrenzen. Mit letzterer stehen die Feuerungen xy in Verbindung. Diese dienen zur Erzeugung, die Tonne zur Entwickelung der Flamme. Die Häfen hh stehen in zwei Reihen auf dem Mauerkörper bb (den Bänken). Die aus c aufsteigende Flamme schlägt zunächst zwischen den beiden Häfenreihen, also durch die Gasse e durch, verbreitet sich in dem Arbeitsraum gg bis an das Deckengewölbe ii und nimmt durch die zugleich zum Ausarbeiten des Glases dienenden Öffnungen oo in den Seitenmauern nn ihren Ausweg. Die Öffnungen[887] rr werden nur beim Auswechseln der Häfen benutzt. Das Holz, am besten Nadelholz in 10 cm breiten und halb so dicken Scheiten, wird zunächst in Gerüsten über dem Ofen im Dachgebälk der Hütte stark gedörrt und dann, wie auf Tafel I, Fig. 1, ersichtlich, benutzt. Die Feuerung besteht aus den beiden Räumen A und B, die durch die Tonplatte aa mit der runden Öffnung ϑ voneinander getrennt sind. A ist durch die Tonplatte Ci verschlossen; der Raum B hat nach außen eine weitere Öffnung, bei welcher der Luftzutritt durch die Platte d mit der Öffnung x geregelt wird. Solange der Ofen in Betrieb ist, steht der ganze Feuerraum in lebhafter Rotglut, und sobald ein Scheit durch die Öffnung o eingeschoben wird, daß es frei in den Feuerraum hineinragt, wird es schnell in eine mächtige Flamme und einen Kohlenrückstand aufgelöst. Die Kohlen fallen auf den Rost a und durch ck nach B, wo sie nun weiter verbrennen. Während das Scheit an dieser Schüre verzehrt wird, bedient der Arbeiter die zweite Schüre und kehrt zur ersten zurück, um sofort ein neues Scheit durch o einzuschieben. Gegenwärtig benutzt man bei dieser alten Ofenkonstruktion gewöhnlich eiserne, mit Ton gefütterte Türen und eiserne Roste.
An die vier Ecken des Schmelzofens angebaut befanden sich früher in der Regel die Anwärmöfen, Temperöfen, zum Anwärmen der Häfen und zum Vorwärmen und Fritten der Rohstoffe. Auch wurden diese Nebenöfen als Kühlöfen benutzt.
Die Fig. 2 u. 3, Tafel I, zeigen die innere Einrichtung eines Glasofens mit Steinkohlenfeuerung. Die zehn großen Haubenhäfen sind mit der Mündung nach außen gerichtet aufgestellt und stehen mit Löchern in der Wand in Verbindung, um sie leicht beschicken und die fertige Glasmasse herausnehmen zu können. Der Schürrost befindet sich in der Mitte des Ofens, und die Flamme schlägt an das Gewölbe E und spielt von da um die Häfen. F F sind Züge, durch welche die Verbrennungsprodukte in den weiten Zugkamin entweichen. Über dem Feuerloch D steht ein kleinerer Hafen.
Epochemachend wurde für die Glasindustrie die Einführung der Gasfeuerung, die sich auch in keinem Industriezweig so schnell und allgemein Eingang verschafft hat wie in der Glasindustrie. Der Siemenssche Ofen besteht aus zwei Teilen, dem Generator zur Erzeugung des Gases und dem räumlich von dem Generator getrennten Schmelzofen mit Regenerator, dem das Gas durch einen weiten Kanal zugeführt wird. Bei dem Generator (Tafel II, Fig. 3) wird das Brennmaterial durch die Schüttvorrichtung S in Zwischenräumen von einigen Stunden eingebracht, es fällt auf die schiefe Ebene e, deren unterer Teil t einen Treppenrost bildet, und lagert sich hier in hoher Schicht. Dabei findet unter unvollständiger Verbrennung Entwickelung brennbarer Gase, hauptsächlich von Kohlenoxyd, statt, und das Gasgemisch entweicht mit einer Temperatur von 150–200° durch das Gasrohr G und den Kanal K, der es zum Schmelzofen führt. Bei O befindet sich im Gewölbe eine Schüröffnung, die für gewöhnlich geschlossen ist. Durch die Regeneratoren wird die Wärme der den Ofen verlassenden Gase höchst vorteilhaft zum Vorwärmen des Heizgases und der Verbrennungsluft verwertet und auf diese Weise eine bedeutende Ersparnis an Brennstoff und eine höhere Verbrennungstemperatur erzielt. Während man früher für 100 kg G. im Durchschnitt 800 kg Holz oder 300–400 kg Steinkohlen brauchte, kommt man bei dem Siemensschen Ofen mit 100 kg Holz oder 50–75 kg Steinkohle oder 200 kg Torf oder böhmischer Braunkohle aus. Zudem kann man in den Generatoren das Gas aus sonst nicht verwertbaren billigen Brennstoffen, wie Torf und Braunkohle, erzeugen, und man hat eine viel reinere, von Ruß und Flugstaub freie Flamme, die sich leicht regeln und zu einer oxydierenden oder zu einer reduzierenden machen läßt. Nach dem von Siemens eingeführten Prinzip der freien Flammenentfaltung baut man die Glasöfen, die früher möglichst eng konstruiert wurden, um die Hitze zusammenzuhalten, jetzt weitläufiger mit Raum über den Häfen, so daß die eintretenden und im Ofen verbrennenden Gase Ofenwand und Häfen nicht unmittelbar berühren, sondern nur durch Strahlung erhitzen. (Vgl. Feuerungsanlagen, S. 520.)
Fig. 4–6 der Tafel I zeigen einen Siemensschen Glasschmelzhafenofen. In dem viereckigen gewölbten, aus Schamotte-, bez. Dinassteinen erbauten, mit Eisenschienen verankerten Ofen sind acht Häfen h in zwei Reihen aufgestellt. Das in Generatoren erzeugte Heizgas tritt aus dem unterirdischen Hauptkanal g durch den heißen Regenerator R1 bei a1 in den Ofen ein. Die zur Verbrennung des Gases dienende Sekundärluft gelangt aus L durch den heißen Regenerator R2 ebenfalls bei a2 in den Ofen, wo sie sich mit dem Heizgas mischt. Die heißen Feuergase verlassen den Ofen bei a2 und entweichen durch die kalten Regeneratoren R3 und R4, die sie erhitzen. Nach einiger Zeit wird der Gasstrom durch Umstellen von Wechselklappen in entgegengesetzter Richtung (durch g1 und l1.) durch die Regeneratoren in den Ofen geführt und so abwechselnd fort. Die Bänke, auf denen die Häfen h vor den Arbeitslöchern d, aus denen der Arbeiter das G. entnimmt, stehen, werden durch Luftkanäle b, durch die ein Schornstein kalte Luft ansaugt, gekühlt und dadurch geschont. Die Bänke sind etwas geneigt, damit das überfließende Herdglas in die Glastaschen G1 und G2 fließt, wo es gesammelt wird. In Nordamerika hat man große Vorteile erzielt durch Benutzung des Erdgases zum Heizen der Glasöfen, da es viel höhere Temperaturen ergibt als das Generatorgas.
Bei dem nächst dem Siemensschen am meisten verbreiteten Ofen von Boetius (Tafel I, Fig. 1 u. 2) liegen unter dem Herde zwei Generatoren A. Diese werden durch geneigte Ebenen C, schräg liegende Roste D und nach oben sich verengernde Seitenwände N gebildet. Die bei B eingefüllten Kohlen entgasen, dse Koks vergasen auf dem Rost D, so daß die Gase nat hoher Temperatur in den Flammenkanal K eintreten. Die durch die Seitenkanäle F zu geleitete atmosphärische Luft erwärmt sich an den Seitenwänden N des Generators und in den Kanälen H, tritt aus einer Anzahl seitlicher Öffnungen in den Gasstrom ein, die Flamme umspielt die Häfen G, während die Rauchgase durch kleine Kamine m entweichen.
Bei den Hafenöfen ist der Betrieb ein unterbrochener, im Verhältnis zur gewonnenen Glasmenge ist infolge der Anordnung der Häfen ein großer Schmelzraum erforderlich, der eine verhältnismäßig bedeutende Menge Brennstoff verbraucht. Dazu kommt die mit erheblichen Kosten verknüpfte Herstellung und Unterhaltung der Häfen und der mit ihrem Bruch verbundene Verlust an Glasmasse und Aufwand an Zeit und Arbeit. Diese Mängel sind bei dem 1870 von Siemens konstruierten Wannenosen (Tafel II, Fig. 4–6), einem nach der wannenartigen Gestalt des Schmelzbehälters benannten Flammenofen, wesentlich[888] verringert, während die Ausbeute an G. im Verhältnis zum Brennmaterial bei weitem größer ist. Man benutzt den Wannenofen gegenwärtig nicht nur für gewöhnliches Flaschenglas, sondern auch für seines gefärbtes Hohl- und Tafelglas. Um die Wände und Boden der Wanne genügend widerstandsfähig zu machen, werden sie von außen gut gekühlt. Die muldenförmigen Wannen W, W1, W2 werden bei o, o1, o2 mit dem Glassatz beschickt, von dem man in dem Maß, wie der Satz niederschmilzt, immer neue Partien hinzufügt. Die Generatoren R1, und R3 sind für Gas, R2 und R4 für Luft bestimmt. Gas und Luft treten bei a, ein und bei a2 aus, bez. umgekehrt. Durch die Luftkanäle k wird die Sohle, durch k1 und k2 werden die Querwände gekühlt. In der Mitte der Abteilungen ist die Hitze am höchsten, die Glasmasse am dünnflüssigsten und im Läuterungsprozeß begriffen; nach den Arbeitsöffnungen d hin wird die Temperatur durch stärkeres Kühlen der Sohle erniedrigt, und die Glasmasse erhält die zum Verarbeiten erforderliche Zähflüssigkeit. Vor den Arbeitsöffnungen schwimmen Schiffchen aus Schamottemasse, vor denen sich die Glasmasse aufstaut; sie fließt dann über und gelangt durch die Querwände des Schiffchens, in Wellenlinien auf- und absteigend und dabei sich läuternd, bis vor die Arbeitsöffnung. Ein solcher Wannenofen ermöglicht kontinuierlichen Betrieb.
Die Häfen beschickt man mit dem Gemenge der Rohmaterialien nebst Glasscherben, dem Glassatz, und füllt nach dem Niederschmelzen weiteres Material nach, bis nach drei- bis viermaligem Eintragen die Häfen gefüllt sind. Bei der Temperatur des Glasschmelzofens zersetzt die Kieselsäure das kohlensaure Natron und den kohlensauren Kalk. Kohlensäure wird ausgetrieben, und es entstehen Silikate. Bei Anwendung von schwefelsaurem Natron und Kohle entweichen Kohlensäure und schweflige Säure unter Bildung von kieselsaurem Natron (die Glashütten sollen keine Gase mit mehr als 0,02, bez. 0,01 Vol. prozentiger schwefliger Säure aus den Essen austreten lassen). Die beim Schmelzen sich ausscheidende Glasgalle besteht im wesentlichen aus Sulfaten und Chloriden der Alkalimetalle, enthält oft auch schwefelsauren Kalk und wird abgeschöpft. Dann bringt man den Ofen auf die höchste Temperatur (Heißschüren), um das G. dünnflüssig zu machen. Es steigen dann alle noch eingeschlossenen Gasbläschen an die Oberfläche empor, die Masse kommt in lebhafte Bewegung und gewinnt dadurch erheblich an Homogenität. Gleichzeitig setzen sich bei dieser Läuterung, die etwa 4–6 Stunden erfordert, ungelöste Körper und Klümpchen in dem Hafen zu Boden, und schließlich bewirkt man noch lebhaftes Aufwallen dadurch, daß man mit einem Eisenstab ein Stück frisches Holz, Arsenik oder eine Kart toffel bis auf den Boden des Hafens niederstößt. Auch wird Luft oder selbst Sauerstoff unter Druck von 2 Atmosphären in die Glasmasse geleitet. Der Sauerstoff befördert den Schmelz- und Läuterungsprozeß und verwandelt die grüne Eisenoxydulfarbe in gelbe Eisenoxydfarbe. Nach beendigter Läuterung folgt das Kaltschüren, d. h. ein Ablassen der Ofentemperatur, bis das G. bei 700–800° den zur Verarbeitung erforderlichen Grad von Zähflüssigkeit erreicht hat. Dabei sinkt aber die Temperatur des Arbeitsraums über den Häfen zu tief, und man muß von neuem feuern (Glutmachen), um während der Ausarbeitung helle Rotglut zu erhalten.
Das fertige G. erhält seine Form entweder erst nach langsamem völligen Erstarren (optisches G., Flüsse), oder in noch halb flüssigem, zähem Zustand des Glases (vor der Pfeife oder mit der Zange bearbeitetes und gepreßtes G., das häufig nach dem Erstarren durch Schleifen noch weiter ausgebildet wird), oder endlich schon in dünnflüssigem Zustand (gegossenes und gepreßtes G.).
Optisches Glas.
Das zu optischen Zwecken bestimmte Flintglas muß vollkommen farblos und sehr homogen sein. Durch Steigerung des Bleioxydgehalts auf 43–44,5 Proz. erhält es hohes Lichtbrechungsvermögen; der Gehalt an Kieselsäure beträgt etwa ebensoviel und der Alkaligehalt 11–11,75 Proz. Man schmelzt Flintglas aus sehr reinem Sand (früher Feuerstein, engl. flint), Mennige, Pottasche, oft unter Zusatz von salpetersaurem Blei, erhitzt das fertige G. bis zu vollkommenster Dünnflüssigkeit, rührt dann, um Entmischung, zu der dies G. stark neigt, zu vermeiden, mit einem Tonzylinder, bis es sehr zähflüssig geworden ist, läßt es möglichst schnell bis auf dunkle Rotglut erkalten (um der Entglasung vorzubeugen) und verschließt dann alle Öffnungen des Ofens, um die weitere Abkühlung auf 6–8 Tage auszudehnen. In den optischen Instrumenten kommt zur Erzielung vollkommener Achromasie eine Flintglaslinse in Kombination mit einer Linse aus Kronglas (Crownglas) zur Verwendung. Das Kronglas ist meist nichts andres als ein Tafelglas bester Qualität von gewöhnlicher Zusammensetzung (Alkalikalkglas: Kieselsäure 70,4, Kalk 10,3, Kali 19,3) und wird ähnlich wie das Flintglas dargestellt. Die in den Häfen erkaltete Glasmasse wird durch Picken von der Hafenwand befreit und an mehreren diametral entgegengesetzten Stellen angeschliffen und poliert, um die Beschaffenheit des Glasblockes zu ermitteln. Nach dem Befund wird die Masse dann mit Kupferstreifen und Schmirgel zersägt, worauf man die Bruchstücke zur Erzielung größter Homogenität bis zum Erweichen, ja zum beginnenden Fließen erhitzt. Kronglas besitzt geringe, Flintglas starke Brechung und Dispersion, Schott und Genossen in Jena haben aber seit 1881 für optische Zwecke Gläser dargestellt, bei denen die genannten Eigenschaften in so mannigfach wechselnden Verhältnissen auftreten, daß der Errechnung von Linsenkombinationen ganz neue Bahnen gewiesen wurden. Die großen Errungenschaften der letzten Jahrzehnte auf dem Gebiete der mikroskopischen und photographischen Optik sind nur durch die Benutzung des neuen Jenenser Glases möglich geworden. Nach einem von Zschimmer angegebenen Verfahren wird in Jena auch ein G. hergestellt, das für ultraviolette Strahlen besonders durchlässig ist und deshalb in der Lichttherapie, zur Verglasung von Krankenzimmern und in der Astronomie benutzt wird. Die neuen Gläser sind nicht ausschließlich Silikate, wie alle bisherigen Gläser, sondern z. T. Phosphate und Borate von eigentümlicher Zusammensetzung. Die Phosphate enthalten als Basen Kali, Tonerde, Baryt, Magnesia, die Borate Kali, Natron, Zinkoxyd, Bleioxyd, Lithiumoxyd, Tonerde, auch Kieselsäure, die Silikate außer Bleioxyd, Kalk, Kali, Natron noch Zinkoxyd, Tonerde, Magnesia, Baryt. Über Straß und die Glasmassen zur Nachahmung der Edelsteine s. d., S. 372. Über Avanturinglas und Hämatinon s. d. Vgl. auch Email und Mosaik.
Hohlglas.
Die Grünglas- oder Bouteillenfabrikation liefert aus billigstem Rohmaterial sehr festes, auch chemisch widerstandsfähiges G. Man verarbeitet[889] eisenhaltigen Sand, Lehm, Mergel, Holz- und Torfasche, Seifensiederäscher, Schlacken, Basalte, Laven und ähnliche Gesteine, pulvert die Materialien, mischt sie, bringt sie in den Häfen in vollständigen Fluß, läßt sie nach kurzer Läuterung abkühlen und formt sie mit Hilfe der Pfeife.
Das hauptsächlichste Werkzeug des Glasbläsers ist die Pfeife, eine eiserne Röhre von 1,25–1,75 m Länge und 1 cm lichter Weite, die an jedem Ende mit einem Knopf versehen ist, von denen der eine als Mundstück, der andre zum Anheften des Glases dient. Auf das obere Drittel der Pfeife ist eine hölzerne Hülfe aufgeschoben, um den Glasbläser vor der Berührung mit dem heißen Eisen zu schützen.
Diese Pfeife taucht der Arbeiter in die zähflüssige Glasmasse, dreht sie ein paarmal um ihre Längsachse, zieht sie dann heraus, hält sie mit dem Knopf nach unten, nimmt nach dem Erstarren des Glases auf gleiche Weise eine zweite, auch wohl noch eine dritte Portion G. heraus, verteilt die ganze Glasmasse durch Hin- und Herwälzen auf der eisernen Marbelplatte möglichst gleichförmig um den Pfeifenkopf und bringt sie zum größten Teil vor den Knopf der Pfeife. Indem der Arbeiter nun das G. in der Arbeitsöffnung des Ofens wieder anwärmt und wiederholt stark in die Pfeife bläst, bringt er die erste Höhlung in dem G. hervor (Textfig. 4); nach abermaligem Anwärmen und bei lotrechter Haltung der Pfeife streckt sich das G. (Textfig. 5), und wenn nun von neuem und stärker unter beständigem Drehen der horizontal gehaltenen Pfeife angewärmt wird, läßt sich das G. in einem Tonring leicht zu der in der Textfigur 6 angegebenen Form ausblasen. Durch einen Druck mittels eines stumpfen Eisens wird dann der Boden der Flasche nach innen eingedrückt und in der Mitte der Vertiefung mittels einer geringen Quantität flüssigen Glases das Hefteisen befestigt (Textfig. 7).
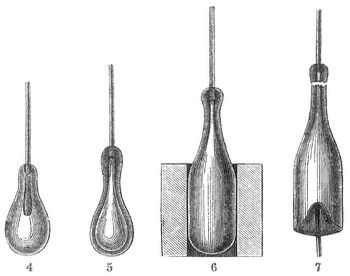
Ein Tropfen Wasser und ein kurzer Schlag trennen die Flasche von der Pfeife, worauf der Flaschenhals im Arbeitsloch rund geschmolzen und nahe der Mündung mit einem vom Fadeneisen herablaufenden Faden flüssigen Glases umwunden wird. Man trennt dann die Flasche vom Hefteisen und bringt sie in den Kühlofen. Diese einfachste Art der Flaschenbildung ist im Laufe der Zeit wesentlich ausgebildet worden; man hat Formen nicht nur zur Herstellung von Flaschen von gleicher Höhe, sondern auch solche, welche die Bildung des Flaschenhalses regeln. Die Einstülpung des Bodens wird durch besondere Werkzeuge erleichtert, man vermeidet durch Benutzung eines zangenartigen Instruments die Anwendung des Hefteisens und formt die Mündung korrekter und gefälliger mit Hilfe einer federnden Zange etc.
Textfig. 8 zeigt eine eiserne Klappform zur Herstellung einer gewöhnlichen Flasche. Auf einer Grundplatte a ist der Teil b der Form befestigt, welcher die untere, etwas verjüngte Hälfte der Flasche aufzunehmen hat. Mit ihm sind zwei Formhälften c durch Gelenke verbunden; sie umschließen den obern Flaschenteil und werden mittels vier Stangen i durch den Hebel d zur Seite geklappt oder geschlossen. Der rechts belegene Teil des Hebels d ist bei f derartig schwerer als der links liegende, daß die Formhälften c stets umgeklappt sind, wenn man sie nicht durch einen Tritt auf e zusammendrückt. Der Glasmacher steht auf dem Fußboden g, bildet hier die Flasche, wie oben beschrieben, aus und senkt sie sodann in die unter dem Fußboden befindliche offene Form, tritt auf e, um die Form zu schließen, und bläst die Flasche fertig. Da sich an den Fugen der Form Grate bilden würden, so wird die Flasche in der Form etwas gedreht. Nach dem Fortnehmen des Fußes öffnet sich die Form selbsttätig, so daß die Flasche ohne Umstände herausgenommen werden kann. Flaschen mit erhabener Schrift oder irgend welchen Verzierungen sowie unrunde Flaschen können natürlich in der Form nicht gedreht werden, so daß man die an den Fugen der Form entstehenden Grate zulassen muß.
Eine Form für facettierte Gläser zeigen Fig. 6 u. 7 der Tafel III. Sie besteht aus dem Stück für den Rumpf der Flasche und den beiden, den Hals je zur Hälfte umspannenden, mit einem Scharnier h verbundenen und seitlich wegklappbaren Flügeln e, e. In zwei Ansätze g, g werden hölzerne Griffe gesteckt, mittels welcher der dem Arbeiter beistehende Junge die Form öffnet und schließt. Dabei gleiten die freien Enden i, i der Flügel auf der Ebene eines Ansatzes k, und zwei Stifte auf letzterm verhindern das zu weite Öffnen der Form. Die beiden Ansatzstücke d, c dienen zur scharfen Ausprägung des obern Halsendes. Ist das Innere solcher Formen gut poliert, so erhalten die darin geformten Gegenstände schönen Glanz, die Kanten aber bleiben immer stumpf.
Gute Schaumweinflaschen halten einen innern Druck von 20 Atmosphären aus.
Als Beispiel reiner Stuhlarbeit zeigt Textfig. 9 die Bildung eines Kelchglases mit Fuß. Das mit der Pfeife herausgenommene G. wird in die richtige Form gebracht (A), aufgeblasen (B), durch Aufstampfen auf[890] die Marbelplatte, Anwärmen und Behandeln mit dem Plätteisen unten abgeplattet (C); dann klebt man eine Quantität G. a unten an (D) und arbeitet dies, während die Pfeife horizontal rotiert, mit einer federnden Zange zu dem Stengel b des Fußes aus (E). Ein Gehilfe fertigt inzwischen an einer zweiten Pfeife eine kleine, dickwandige Hohlkugel, klebt diese an den Stengel b und sprengt sie durch einen Tropfen Wasser und einen Schlag von seiner Pfeife ab. Nach dem Anwärmen wird diese Hohlkugel unter fortwährender Rotation der Pfeife ausgetrieben (Fc) und dann die Scheibe mit der Schere beschnitten und in der Arbeitsöffnung des Ofens glatt geschmolzen (Gd). Nun heftet man den Fuß durch ein wenig G. an das Hefteisen (H), sprengt das Arbeitsstück bei e von der Pfeife ab, wärmt es an der Öffnung des Ofens an, bearbeitet es mit dem Auftreibeeisen und formt die Kelchwände mit dem Plätteisen nach Bedürfnis.
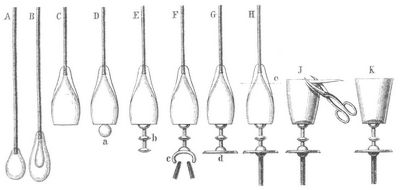
Schließlich beschneidet man den obern Rand des Kelchs mit der Schere (J), schmelzt ihn rund (K) und sprengt das G. von dem Hefteisen ab.
Das Blasen mit dem Mund ist eine sehr angreifende Beschäftigung (s. auch unten: Hygienisches, S. 896), und es sind daher manche Einrichtungen vorgeschlagen worden oder im Gebrauch, die den Zweck haben, dieses Blasen ganz oder teilweise entbehrlich zu machen. Sehr alt ist das Verfahren, ein wenig Wasser durch die Pfeife in den Hohlraum des geblasenen Glases zu geben und sofort den Daumen auf die Pfeifenmündung zu drücken. Die Spannung dec entstehenden Wasserdämpfe wirkt dann ebenso wie der Druck der eingeblasenen Luft. Dies Verfahren findet auch Anwendung bei Herstellung der großen Säureballons. Besser zu regeln ist der Druck, der durch gepreßte Luft ausgeübt wird, die ein Gebläse oder eine Pumpe liefert. Es wird angegeben, daß ein Arbeiter auf einige Dauer nur einen Überdruck von 0,15 Atmosphären erzeugen könne, im Mittel aber nur 0,005 bis 0,03 Atmosphären hervorbringe, daß man aber mit Preßluft am günstigsten arbeite, wenn sie für Kristall- und Fensterglas 0,18, für weißes G. zu Hohlware oder Halbkristall 0,2, für Flaschenglas 0,25 Atmosphären oder ebensoviel Kilogramm Überdruck auf 1 qcm habe. Für die Benutzung von Preßluft sind mehrfach Flaschenblasmaschinen konstruiert worden
Die Kühlöfen der Bouteillenfabriken sind weite Flammöfen mit niedrigen Gewölben und seitlicher Feuerung; man heizt sie bis nahe auf die Temperatur, bei der das G. zu erweichen beginnt, schichtet auf der Sohle die Flaschen, reihenweise liegend, übereinander, verschließt den Ofen vollständig und läßt ihn langsam erkalten.
Zum Kühlen des Weißhohlglases benutzt man meist Flammöfen mit niedrigem, flachem Gewölbe, eine zunächst für Bleikristallglas bestimmte Ofeneinrichtung zeigt Textfig. 10. Sie besitzt zwei seitliche Feuerungen und eine ebene Sohle, auf der sich ein paar Schienengleise zur Bewegung niedriger eiserner Wagen hinziehen. Man bringt ein paar solcher Wagen dicht vor die Eintragtüren, besetzt sie mit den zu kühlenden Gläsern, schiebt sie tiefer in den Ofen, führt durch die Türen ein paar neue Wagen ein, besetzt auch diese und fährt so fort, bis der Ofen gefüllt ist. Dann wird derselbe verschlossen und erst nach 1–2 Tagen allmählich geöffnet. Kontinuierliche Kühlöfen sind bei 2–3 m Breite etwa 16–20 m lang, sie werden durch Abgase des Schmelzofens oder durch zwei Koksfeuerungen zu beiden Seiten des vordern Endes des Ofens geheizt. Auf der Sohle des Ofens liegt ein Schienengleis, auf dem kleine Wagen vom heißen vordern zum kühlern hintern Ende laufen. Der erste Wagen wird mit Flaschen gefüllt, dann folgt ein zweiter Wagen, der den ersten weiter in den Ofen hineinschiebt, auf diesen ein dritter u. s. f., bis der erste Wagen am hintern Ende des Ofens anlangt und entleert wird. An Stelle der Wagen werden auch endlose Ketten mit Platten benutzt, die auf Friktionsrollen laufen.
Bei allem Weißhohlglas sind schließlich die Näbel, d. h. die Stellen, an denen das G. an der Pfeife gesessen hat, abzuschleifen und bei Flaschen die Stöpsel einzuschleifen.
Die Arbeit mit der Glasmacherpfeife bedingt große Verluste, weil sie immer ein Gefäß liefert, dessen Eingangsstelle nicht größer ist als das Ende der Pfeife.

Man kann nun das erhaltene Gefäß an das Hefteisen befestigen, von der Pfeife absprengen und die im Ofen erweichte Öffnung mit Scheren und Zangen erweitern. Die Mehrzahl aller Gefäße mit weiten Mündungen entsteht aber aus geblasenen Flaschen, deren oberer Teil abgesprengt wird. Dabei ergibt sich viel Verlust an Arbeit, Kühlofenraum und G. Sehr wesentliche Vorteile gewährt daher das Sievertsche Verfahren, das direkt Gefäße von jeder beliebigen Größe[891] liefert. Nach diesem Verfahren werden die Gefäße auf einer starken, durchlochten eisernen Platte mit Preßluft geformt. Die Platte trägt einen durch Hebel angedrückten, aus einzelnen Teilen bestehenden Rand. Zur Bildung einer Badewanne gießt man das G. auf die Platte, wo es zuerst unter dem Rand erstarrt. Dann wird die Platte gekippt, so daß das G. sich senkt, wobei es sich auf eine untergeschobene, allmählich herabsinkende Platte legt und durch eingeführte Preßluft aufgeblasen wird. Das Sievertsche Verfahren eignet sich auch sehr gut zur Herstellung von Tafelglas (s. S. 893), indem es gestattet, Zylinder von 1,5 m Länge und 1 m Durchmesser zu blasen. Zur Bildung kleinerer Gefäße, z. B. Entwicklerschalen für die Photographie, Waschgefäße, Wannen für medizinische Zwecke etc., gießt man das G. auf eine nasse Asbestplatte, rollt es zu einer dünnen Platte aus und bedeckt diese mit der Form. Der aus der Asbestplatte sich entwickelnde Wasserdampf hebt dann das zähe G. empor und treibt es in die Form. Legt man statt der Form nur einen Ring auf das G., so wird dieses innerhalb des Ringes kegelartig emporgetrieben, kann dann mit einer Form bedeckt und fertig geblasen werden.
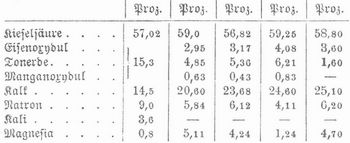
Die folgende Tabelle zeigt die Zusammensetzung von fünf verschiedenen Sorten guten Bouteillenglases:
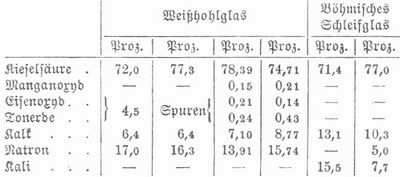
Ordinäres halbweißes Hohlglas wird aus unreinern Materialien als Weißhohlglas, häufig unter Benutzung von Mergel und Asche und meist mit Glaubersalz und Kohle dargestellt. Weißhohlglas ist ein Natronkalkglas mit geringem Kalkgehalt und, um das G. recht hart und die Politur haltbar zu machen, mit hohem Kieselsäuregehalt. Böhmisches Schleifglas ist dagegen kieselsäurereiches Kalikalkglas, dessen Schwerschmelzbarkeit bisweilen durch etwas Natron gemäßigt wird. Beide Glassorten müssen aus sehr reinen Materialien hergestellt werden. Beispiele sind:
Das Alkalikalkglas kommt nicht nur farblos und durchsichtig, sondern auch getrübt (Alabasterglas, Reisglas, Milchglas, Beinglas, Achatglas) und gefärbt vor; in den meisten Fällen aber ist das getrübte oder farbige Hohlglas Bleikristall, weil in diesem die Färbungen fast durchgängig glänzender ausfallen.
Bleiglas (Bleikristall) mit schönem Farbenspiel, Glanz und vollem Klang ist bleihaltiges Kaliglas, das im Gegensatz zum Kalikalkglas (leichtes Kristallglas) auch schweres Kristallglas genannt wird. Analysen von Bleiglas ergaben folgende Resultate:
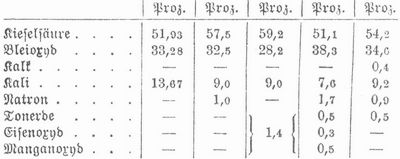
Die Rohmaterialien: Sand, Mennige, Pottasche, auch Salpeter, müssen sehr rein sein, trotzdem zeigt Bleiglas einen Stich ins Gelbliche und bedarf der Anwendung eines Entfärbungsmittels (Braunstein, arsenige Säure). Halbkristall, in dem ein Teil des Bleioxyds durch Kalk, auch Baryt ersetzt ist, besitzt höhern Glanz und leichtere Schmelzbarkeit als gewöhnliches Hohlglas, ist aber auch weicher und wird auf in der Form erblasenes Hohlglas niederer Gattung und ordinäres Preßglas verarbeitet. Bei Holzfeuerung und bei Regenerativfeuerung benutzt man zum Schmelzen des Bleiglases offene Häfen, während bei Steinkohlenfeuerung gedeckte Häfen erforderlich sind. Bei der Verarbeitung kann Bleiglas leichter gehandhabt werden als gewöhnliches, es entglast weniger leicht und darf daher häufiger angewärmt werden. Sehr häufig wird Bleiglas gefärbt und zwar nicht nur in der Masse, wie andres G., sondern auch dadurch, daß man eine Glasmasse mit einer dünnen Schicht einer anders gefärbten Glasmasse überzieht (Überfangglas). Man erreicht dies durch Eintauchen des an der Pfeife sitzenden, nur wenig aufgeblasenen Glases in gefärbtes G. oder umgekehrt durch Eintauchen einer kleinen Menge gefärbten Glases in ungefärbtes, wobei man die Menge des anzuwendenden Farbglases mehr in der Gewalt hat. Man kann auch farbiges G. in Form von massiven Stangen anwenden, eine hinreichende Menge an das farblose G. anschmelzen und mittels eines Eisens gleichmäßig über dasselbe ausbreiten. In allen Fällen wird das überfangene G. durch Aufblasen weiter verarbeitet, wobei sich die farbige Schicht bedeutend verdünnt. Man kann auch mehrere verschiedenfarbige Schichten übereinander anbringen und später durch Schliff bald die eine, bald die andre derselben oder die farblose Grundmasse zutage treten lassen. Getrübtes Bleiglas bildet das Milchglas (s.d.). Eisglas (Craquelé) ist auf seiner Oberfläche von zahllosen seinen Rissen nach allen Seiten hin durchzogen und dadurch zerklüftetem Eis ähnlich. Man erhält es durch momentanes Eia tauchen des noch nicht völlig aufgeblasenen Gegenstandes in kaltes Wasser, wobei er zahlreiche feine Risse erhält, die sich bei weiterm Aufblasen öffnen. Das befrorne G. ist mit einer Mischung von nicht allzu seinem Bleiglaspulver von gleichmäßigem Korn und wenig leicht schmelzbarem Fluß bestreut und dann so weit erhitzt, daß das Pulver, ohne völlig zu schmelzen, an das G. anklebt.
Die farbige Dekoration des Glases geschieht durch Bemalen mit Farben, die aus sehr leicht schmelzbarem G. und färbenden Metallpräparaten hergestellt werden. Derartige leicht schmelzbare Glasflüsse erhält man aus Sand und Mennige, auch unter Zusatz von Borsäure und färbenden Metallpräparaten (s. oben). Die Glasflüsse werden sehr sein gepulvert, mit etwas verdicktem Terpentinöl angerieben, mit dem Pinsel aufgetragen und eingebrannt. Wenig haltbar ist Vergoldung auf G. Man benutzt durch Eisenvitriol aus Goldchloridlösung gefälltes metallisches Gold, das ausgewaschen, getrocknet, mit etwas kalziniertem Borax[892] gemischt, mit Terpentin- oder Lavendelöl angerieben, mit dem Pinsel aufgetragen, eingebrannt und mit Blutstein oder Achat poliert wird. Vgl. auch Irisglas.
Zur Herstellung von Glasröhren befestigt man am Boden des an der Pfeife zu einem Kölbchen ausgeblasenen Glases ein Hefteisen und zieht nun Pfeife und Hefteisen nach entgegengesetzten Seiten hin, indem sich die beiden Arbeiter, die diese Instrumente halten, schnell voneinander entfernen. Hierbei entsteht ein nach beiden Seiten hin allmählich sich erweiterndes Rohr, das aber im übrigen regelmäßige Gestalt annimmt, wenn man nur beim Ziehen Pfeife und Hefteisen gleichmäßig dreht und andauernd neue Luft in die Pfeife bläst. Die erstarrten Röhren werden zerschnitten und die für Wasserstandsröhren bestimmten einem Kühlprozeß unterworfen. Die Röhren finden höchst mannigfache Verwendung und dienen auch zur Darstellung der Perlen (s.d.). Zieht man ein massives Glasstück in der angegebenen Weise aus, so erhält man einen Glasstab. Glasstäbe aus gefärbtem G. geben das Material zu den Mosaik- und Filigrangläsern (Millesiori etc.); s. Millefiori. über Glasinkrustationen s. d.
Tafelglas.
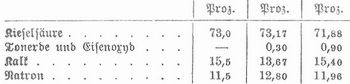
Das Tafelglas, ein Alkalikalkglas, wird jetzt bedeutend kalkreicher dargestellt und ist daher auch härter, elastischer und weniger geneigt zum Erblinden als früher. Die Zusammensetzung dreier neuern Sorten (b, c, d) im Vergleich zur ältern (erste Kolumne a) zeigt folgende Tabelle:

Früher war das Tafelglas Kaliglas, gegenwärtig aber benutzt man statt der Pottasche schwefelsaures Natron mit Kohle, seltener Soda, und erhält also ein Natronkalkglas, das dem Kaliglas durchaus nicht nachsteht. Das G. wird in sehr großen Häfen zusammengeschmolzen und nach dem bisher üblichen Verfahren durch Blasen vor der Pfeife (vgl. Sievertsches Verfahren, S. 892) und Strecken im Streckofen geformt (Walzenglas).
Bei der Ausarbeitung stellt der Glasbläser zunächst einen Hohlkörper von der Form der Fig. 1 auf Tafel III dar, wärmt die untere Partie desselben an und gestaltet sie zu der »Walze« oder dem »Zylinder«, an deren halbkugelförmigen Boden eine kleine Quantität heißen Glases angeheftet wird. Dann bläst er wieder in die Pfeife, verschließt deren Mündung mit dem Daumen und wärmt den vordern Teil der Walze an, bis die eingeschlossene, sich ausdehnende Luft den Boden durchbricht. Nun weitet der Arbeiter die entstandene Öffnung etwas aus, beschneidet sie mit der Schere (Fig. 2), wärmt wieder an und dreht die herabhängende Pfeife rasch um ihre Längsachse, so daß der konische Teil der Walze durch die Wirkung der Zentrifugalkraft sich erweitert und man einen nur noch an der Pfeife geschlossenen, geradwandigen Zylinder erhält, der durch ein Sprengeisen von der Pfeife getrennt wird. In neuerer Zeit wendet man Häfen an, die 2500 kg G. fassen, benutzt den Ofen nur als Schmelzraum, arbeitet stets nur aus einem Hafen und erbläst die Walze vor einem in der Nähe stehenden Trommelofen mit eigner Feuerung und von einer lediglich für diesen Zweck berechneten Konstruktion. Der von der Pfeife abgesprengte Zylinder wird mit einem Sprengeisen der Länge nach aufgesprengt oder mit dem Diamanten ausgeschnitten und im Streckofen auf einer Tonplatte mit sehr glatter Oberfläche so weit erhitzt, daß er mit Hilfe einer eisernen Krücke ausgebreitet werden kann, und nun eine Tafel bildet, die durch Überfahren mit der Krücke geebnet und geglättet wird.
Auf der Platte gelangt die Tafel in einen kühlern Teil des Ofens, wobei in der Regel Schienengleise und niedrige Wagen angewendet werden, auf denen die Platten ruhen. Die erstarrte Tafel wird auf die Platte eines andern Wagens gehoben, und dieser gelangt, nachdem er zwölf Tafeln aufgenommen hat, in den kanalförmigen Kühlofen, in dem die nach und nach eingeschobenen Wagen in immer schwächer erhitzte Teile gelangen, so daß sie endlich, hinreichend gekühlt, entleert werden können und mithin ein kontinuierlicher Betrieb möglich ist. Die fertigen Tafeln werden mit dem Diamanten oder mit einem kleinen, scharfkantigen Rädchen aus glashartem Stahl von 3 mm Durchmesser, das in einem Heft um seine Achse leicht drehbar ist und wie der Diamant benutzt wird, zerschnitten. Der Schnitt dringt tief ein; man kann mit dem Rädchen selbst Kurven ausführen, und seine Dauerhaftigkeit kommt der des Diamanten mindestens gleich. Die größten Schwierigkeiten bei der Tafelglasfabrikation bot und bietet z. T. noch heute der Streck- und Kühlprozeß, und es sind daher seit Beginn des 19. Jahrh. eine große Anzahl von Streckofensystemen hervorgetreten, die in einer oder der andern Weise möglichst günstige Verhältnisse herzustellen strebten. Der in Fig. 3 und 4 abgebildete Ofen besteht aus der Zuführungsrohre B, dem Streckraum A und dem Kühlraum C. Zu A gehört die Feuerung b mit den Austrittsöffnungen für die Flamme m und n, zu C die Feuerung d (S) mit der Öffnung o (s). Der Streckraum ist vom Kühlraum durch eine Scheidewand g bis auf einen niedern Durchgang unter dem flachen Bogen h getrennt und kann durch den an Kette und Gegengewicht hängenden Schieber ii vollständig abgeschlossen werden. p, q und ϑ sind Arbeitsöffnungen. Die beiden Streckplatten a und c, aus Ton gefertigt und in eiserne Rahmen gefaßt, sind auf den Schienen e, e verschiebbar und gleiten übereinander fort. Beim Betrieb werden die aufgesprengten Walzen f, f durch die Röhre B auf den Schienen y, z in den Streckraum gebracht. Der Arbeiter faßt die erweichende Walze mit dem Stab t und hebt sie auf die Streckplatte a; dann begibt er sich nach der Arbeitsöffnung p, bewirkt mit Hilfe einer Holzkrücke das vollständige Auseinanderlegen der Tafel und ebnet und plättet sie durch Überfahren mit der Krücke, indem er die Arbeit durch das Schauloch k beobachtet. Nach Vollendung derselben schiebt er die Platte mit der Tafel in den Kühlraum und zieht dafür die leere Platte aus letzterm heraus. Die Platten besitzen zu diesem Zweck die Ofen ω. Wenn nötig, wird die Tafel im Streckraum noch einmal mit der Krücke bearbeitet, dann nach dem Erstarren gegen die durch die Öffnungen u, u gesteckten eisernen Stäbe l, l aufrecht gestellt, und so bilden sich beim Fortschreiten der Arbeit die Tafelstöße v, v. Nach Vollendung der Streckarbeit verschließt man den Ofen, läßt sämtliche Feuer ausgehen und einige Tage abkühlen.
Nach einem amerikanischen Verfahren von Lubbers wird ein mittels einer Glasmacherpfeife angefangener Fensterglaszylinder aus einem der Glaswanne vorgebauten, mit dem fertigen G. angefüllten Behälter derartig mechanisch ausgehoben, daß durch eine vom Boden des letztern aus eingeführte Preßluftleitung [893] Luft unter Druck in die angefangene Glasmasse tritt, sie zum Zylinder aufbläst und aus dem obern Ende der Pfeife, das zu einem Ventil ausgestaltet ist, entweicht. Ein den Umfang des Zylinders bestimmender wassergekühlter Ring aus Schamotte, der in das G. eintaucht, wie auch die Preßluft selbst bewirken, daß der Zylinder die zur Erhaltung der Form nötige Starrheit erhält. Man erwartet von diesem bereits in die Praxis eingeführten Verfahren eine sehr bedeutende Verbilligung des Fensterglases.
Die im Streckofen auftretende Hauchbildung auf der Oberfläche der Tafeln wird durch Eintauchen in verdünnte Fluß- oder Schwefelsäure beseitigt.
Ein andres Tafelglas, das Mondglas, wird hergestellt, indem der Arbeiter eine große Hohlkugel mit einem der Pfeife diametral gegenüberstehenden Knopf bläst (Textfig. 11 a) und sie alsbald abflacht (b).
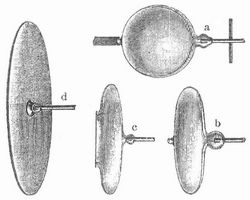
Ein Gehilfe heftet dann den flachen Hohlkörper mit seinem Knopf an ein Hefteisen und verwandelt ihn nach dem Absprengen von der Pfeife (e) unter wiederholtem Anwärmen und schneller Rotation des Hefteisens durch die Wirkung der Zentrifugalkraft in eine völlig ebene, gleichmäßig dicke, kreisrunde Scheibe (d). Mondglas besitzt eine ebene, sehr reine, glänzende Oberfläche, liefert aber beim Zerschneiden viel Abfall. Mondglas im kleinern Maßstab bilden die Butzenscheiben, die im Mittelalter zum Verglasen der Fenster benutzt wurden und in der neuern Zeit von der Mode wieder begünstigt worden sind. Eine besondere Sorte von Tafelglas ist das Kathedralglas, das eine rauhe Oberfläche besitzt, daher das grelle Tageslicht dämpft und für Kirchenfenster, auch für moderne Verglasungen in Verbindung mit Butzenscheiben farblos und farbig dargestellt wird.
Spiegelglas.
Das Spiegelglas wird jetzt fast ausschließlich in dünnflüssigem Zustand gegossen. Es enthält:
Die Rohmaterialien sind: Sand, Kalkstein, Glaubersalz und Kohle. Wegen der bedeutenden Stärke des Spiegelglases (Schaufenster) muß das Material sehr rein sein. Da das Durchschnittsmaß der herzustellenden Glastafel etwa 5–6 bei 3–3,5 m und das Gewicht etwa 800 kg beträgt, so benutzt man Häfen, die wenigstens 1000 kg G. fassen. Ein Ofen enthält 10 bis 12 derartige Häfen.
Die zum Gießen des Spiegelglases benutzte Platte bestand früher aus Bronze, wird jetzt aber aus Gußeisen und häufig aus mehreren Stücken hergestellt; sie ruht auf niedrigen, starken Rädern und besitzt auf ihrer Oberfläche Leisten, die der Stärke der zu gießenden Platte entsprechen. Zum Guß wird der Ofen geöffnet, der Hafen mit einer Zange erfaßt, herausgeholt und in einer an einem Kran A (Tafel III, Fig. 5) hängenden Hafenschlinge B befestigt, während gleichzeitig das G. mit einer Abschäumbrücke gereinigt wird. Der Kran läuft auf Schienen bis vor die Gußplatte D, hier wird der Hafen C in Schwingungen versetzt und bei der zweiten oder dritten Schwingung das G. quer über die Platte hin vor die Walze E gegossen. Während nun der Hafen schnell wieder in den Ofen gebracht wird, setzen Arbeiter die Kettentrommeln des wie die Gußplatte auf Schienen laufenden Walzenwagens F in Bewegung und ziehen dadurch die Walze in gleichmäßigem Tempo über die Gußplatte weg. Dabei wird das glühende G. gleichmäßig über die Platte ausgebreitet und geebnet; die Walze aber gelangt schließlich auf den Wagen F, der sich mit ihr schleunigst entfernt. Nun wird das zuletzt ausgewalzte Ende der Glastafel mit einem spatelförmigen Eisen unterfahren, emporgehoben und zurückgeschlagen, während die Klappe H des Zwischenwagens G herabgeklappt wird. Gleichzeitig wird an das andre Ende der letztern die Einschiebekrücke gelegt und die Glasplatte in den Kühlofen I geschoben. Die ganze einfache Operation erfordert wegen der außerordentlichen Kürze der Zeit, die ihr gegönnt ist, die größte Präzision und korrektes Zusammenwirken eines großen Arbeiterpersonals. Bei den Kühlöfen der Spiegelfabriken stellt man die Ofensohle jetzt meist aus beweglichen, feuerfesten, auf der Oberfläche abgeschliffenen und in losen Sand gebetteten Steinen von der Größe der gewöhnlichen Ziegel her. Die gekühlte Glastafel wird aus dem Ofen auf einen Tisch geschoben, besichtigt und aufrecht stehend mit Hilfe von Tragriemen in die Schneidestube gebracht, wo man sie unter Berücksichtigung etwaiger Fehler auf dem Schneidetisch zerschneidet.
Nach einem ähnlichen Verfahren stellt man auch 3–5 mm starkes, gewalztes Tafelglas für Dachdeckungen und das Durchsehen nicht gestattende Fensterverglasung dar, das zur Verdeckung von Blasen und andern Fehlern auf einer Seite mit einem aus seinen, erhabenen Streifen oder aus Rauten bestehenden Muster, dessen Linien in den Gußtisch eingegraben sind, versehen wird. Die gekühlten Spiegelscheiben werden geschliffen und poliert. Über Drahtglas s. d.
Gepreßtes Glas. Geräteglas. Hartglas.
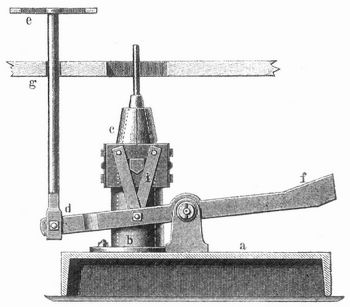
Zur Herstellung billiger Gebrauchsware formt man das G. in Hohlformen aus Eisen oder Messing, in denen es zur bessern Ausfüllung der Form mit Hilfe eines durch einen Hebelapparat eingetriebenen Metallkerns einem starken Druck ausgesetzt wird. Kalte Formen liefern wenig scharfes Preßglas mit rauher Oberfläche, in zu heißen Formen aber haftet das G. am Metall. Man schmiert deshalb die Formen mit einer Fettmischung und kühlt sie durch Aufblasen von kalter Luft. Eine von Geißler konstruierte Presse besteht aus einem Untergestell mit vier Rädern und einer Tischplatte, auf der zwei Säulen befestigt sind. Diese Säulen sind durch zwei Querstücke verbunden, und durch letztere geht eine Spindel, die am untern Ende den Kern trägt. Die Form wird auf dem Tische durch besondere Vorrichtungen festgehalten und der Druck durch ein Exzenterwerk ausgeübt. Die gepreßten Stücke werden oft im Ofen so stark erhitzt, daß sich die Oberfläche ebnet und an Glanz gewinnt. Dabei muß aber verhütet werden, daß durch zu hohe Temperatur die Schärfe der Kanten verloren geht. Das Pressen hat auch für die Kristallglasindustrie große Bedeutung gewonnen, indem man den mit reichem Schliff zu versehenden [894] Gläsern durch Pressen ihre vorläufige Form gibt und damit die mühsame Arbeit des Schleifens auf das Nötigste beschränkt. Auch ist es gelungen, mittels des Preßverfahrens sehr große Gefäße von 400–200 Lit. Inhalt herzustellen.
Zu Preßglas benutzt man meist einen bleihaltigen Satz, z. B. ein Gemenge von 300 Sand, 110 Mennige, 10 Kreide, 70 Soda, 60 Pottasche. In Nordamerika wird mit einem dünn- und leichtflüssigen G., das sehr reich an Alkalien ist, auch Baryt, Zinkoxyd und Borsäure enthält, Preßglas von sehr großer Formenschärfe hergestellt. Hohlglas für den täglichen Gebrauch, Gefäße mit Schraubenverschlüssen und kleine Kurzwaren bilden die hauptsächlichsten Produkte der Preßglasfabriken, die indessen unter andern auch gläserne Spindelpfännchen und Achsenlager für Maschinen und die für Leuchttürme benutzten großen, von kreisförmig gekrümmten Prismen umgebenen Linsen und prismatischen Ringstücke liefern. Für manche Zwecke werden auch in der Form geblasene Gefäße mit gepreßtem Fuß in einem Stück hergestellt.
Wird G. bis zum Erweichen erhitzt und dann plötzlich gleichmäßig auf eine bestimmte Temperatur abgekühlt, sv erlangt es sehr große Elastizität, Festigkeit und Härte sowie außerordentliche Widerstandsfähigkeit gegen schroffen Temperaturwechsel (Hartglas). Die Temperatur der Härtebäder, in die man das heiße G. zur Abkühlung eintaucht, beträgt bei Bleiglas 60–120°, bei Natronkalkgläsern 150–300°, bei Kalikalkgläsern nicht unter 300°. Man benutzt zu den Bädern hauptsächlich Mischungen von Fetten und Olen, Paraffin und Mineralölen. Auch wurde Wasserdampf vorgeschlagen (Vulkanglas) und die Formgebung mit der Härtung verbunden, indem man das bis zum Erweichen erhitzte G. in Ton-, Sand- oder Metallformen von bestimmter Temperatur und Wandstärke preßt (Preßhartglas). Letzteres Verfahren eignet sich besonders gut für Tafel- und Spiegelglas, überhaupt für gegossenes Plattenglas zu Bedachungen, für Gewächshäuser, Laternen, Geschäftsräume, Fußboden und Wandbekleidungsplatten, Mühlsteine und Eisenbahnschwellen. Hartglas besitzt große Widerstandsfähigkeit gegen äußere Angriffe. Eine Hartglasplatte von 16 cm Länge, 12 cm Breite und 5 cm Dicke ertrug den Fall eines Gewichts von 200 g aus einer Höhe von 1–4 m, während eine gleiche, aber nicht gehärtete Platte durch ein Gewicht von 100 g aus 30–40 cm Fallhöhe zerbrochen wurde. Hartglas erträgt vierfach größere Belastung als gewöhnliches, es kann sehr stark erhitzt und dann mit Wasser besprengt werden, ohne zu zerspringen. Dagegen zerfällt es, sobald es verletzt wird, unter Detonation in zahllose kleine Bruchstücke, auch kann man es nur in der Richtung der schwarzen Linien schneiden, die es im polarisierten Licht zeigt. Nicht selten zerspringt Hartglas ohne jede sichtbare Veranlassung. Am haltbarsten sind Gegenstände mit gleichmäßiger Wandstärke, und am besten eignen sich zum Härten solche Artikel, die Angriffen gegen die leicht verletzbaren Kanten weniger ausgesetzt sind als gegen die Flächen.
Schott und Genossen in Jena fertigen für chemische und technische Zwecke besonders widerstandsfähige borsäurehaltige Gläser, von denen das Verbundglas durch überfangen zweier Gläser von möglichstverschiedenen Ausdehnungskoeffizienten hergestellt wird. Es wird dadurch eine innere Spannung erzielt, die in ähnlicher Weise günstig wirkt wie die Spannung im Hartglas. Das Verbundglas wird besonders für Wasserstandsgläser und. Gasglühlichtzylinder benutzt. Heiße Lampenzylinder aus Verbundglas ertragen das Besprengen mit kaltem Wasser. Das Geräteglas, das ebenfalls gegen Temperaturschwankungen sehr widerstandsfähig ist, wird von Wasser weniger angegriffen als irgend ein andres G. und eignet sich deshalb besonders für chemische Zwecke. Über Quarzglas s. d.
Mechanische Bearbeitung des Glases. Prüfung.
Das geformte G. wird von angeformten und fernerhin überflüssigen Teilen mittels eines glühenden Eisens oder der Sprengkohle abgesprengt und an der Schnittfläche mit scharfkantigen rotierenden Sandsteinen abgeschliffen. Die Massenproduktion hat aber zur Einführung von Maschinen geführt, die schneller und korrekter arbeiten. Eine sehr schnell rotierende Scheibe, gegen die das G. geführt wird, durchschneidet es unter Zuführung von feuchtem Sand. Lampenzylinder werden gleichzeitig an beiden Enden bearbeitet. Zum Absprengen benutzt man auch Draht, der elektrisch glühend gemacht wird, eine dünne, breit ausstrahlende Flamme, ein stark erhitztes gebogenes Rohr mit schneideartiger Kante etc. Das an der Berührungsstelle stark erhitzte G. erhält beim Befeuchten mit einem feuchten Gegenstand einen seinen Sprung. Zum Schneiden des Glases benutzt man einen Diamant oder eine rotierende Stahlscheibe. Zur sichern Führung des Diamanten bei der Ausführung von krummen und geraden Schnittlinien aus freier Hand sind mehrere Vorrichtungen konstruiert worden. Eine Maschine zum Schneiden von Kreisen und Ellipsen von verschiedenem Durchmesser besitzt zwei miteinander verbundene stehende Kurbelscheiben. Auch benutzt man eine Maschine, bei der eine elektrisch glühend gemachte ringförmige Metallscheibe den rotierenden Glaskörper durchschneidet. Zacken oder Bogen am obern Rand von Gefäßen werden mit entsprechend geformten Messern aus dem noch weichen G. geschnitten oder gestanzt. Die beim Schneiden des Glases an den Rändern stehen gebliebenen kleinen Teile werden mit einem Knickeisen (Kröseleisen) oder andern Instrumenten beseitigt, worauf man die Ränder schleift und poliert. Die scharfkantigen Schnittflächen werden auch durch Verschmelzen abgerundet, indem man die Schnittfläche vor einer Stichflamme oder in einem Ofen bis zum Schmelzen erhitzt. Um das Ausspringen der verschmolzenen Ränder zu verhüten, werden die Gläser in einem Ofen auf eine gleichmäßige Temperatur erhitzt. Zur Beschleunigung der Arbeit sind mehrere maschinelle Vorrichtungen angegeben worden. Das Glasschleifen beginnt mit dem Grobschleifen, wobei eine Glasplatte auf die andre oder eine Eisenplatte auf eine Glasplatte unter Zwischenfügung von zuerst gröberem, dann feinerem Sand oder gepochtem Feuerstein reibend wirkt. Dann folgt das Feinschleifen mit zwei gegeneinander wirkenden Glasplatten und Schmirgel, zuletzt das Polieren durch Abreiben mit gepolsterten Kissen oder elastischen Stoffen oder Polierrot. Zum Schleifen dienen auch Sandsteine, zum Polieren Hirnholzscheiben von weichem Holz, Kupfer- und Zinnscheiben, überzogen mit Filz oder Leder. Im einzelnen gestalten sich die Arbeiten sehr verschieden und unter Anwendung vieler Vorrichtungen und Maschinen, wobei auch profilierte Schleifsteine, z. B. für Kugelschliff, benutzt werden. Andre Vorrichtungen dienen zum Anschleifen und Polieren von Facetten, zum Schleifen und Polieren von Hohlglas. Über Linsenschleifmaschinen s. Linse. Der Glasdekorateur benutzt noch heute als Werkzeug zum Schneiden (Gravieren) des Glases, wie schon vor[895] 300 Jahren ein rotierendes Kupferrädchen, gegen das er das G. drückt. Über das Mattieren und Verzieren von Glaskörpern mit Sandstrahl s. Sandstrahlapparat. Zum Bohren von G. benutzt man eine schnell rotierende Spindel mit Diamantsplitter oder eine Stahlspitze, die mit Terpentinöl befeuchtet wird, auch ein rotierendes Kupferrohr unter Zufluß von Sand und Schmirgel. Zum Feilen dient eine gewöhnliche, mit Terpentin befeuchtete Feile. Über das Ätzen des Glases s. Ätzen, S. 72.
Zur Prüfung des Glases auf seine chemische Widerstandsfähigkeit legt man es in eine erwärmte konzentrierte Zinknitratlösung. Die Erscheinung des Abblätterns, die sich sonst erst nach Jahren zeigen würde, kommt hierbei sofort zum Vorschein. Um zu erkennen, ob ein G. in verhältnismäßig kurzer Zeit erblinden wird oder nicht (namentlich wichtig für optische Gläser), läßt man es sorgfältig gereinigt bei gewöhnlicher Temperatur unter einer Glasglocke 24–30 Stunden auf einer Schale, die rohe Salzsäure enthält, liegen. Dann läßt man es in einem verschließbaren Schrank 24 Stunden unter Ausschluß jeder Spur von Ammoniak oder Staub stehen. Zeigt sich nun ein zarter, weißer Beschlag, der sich leicht abwischen läßt, so sind die Gläser verwerflich. Betrachtet man das G. im schräg auffallenden Licht und zieht mit einer abgerundeten Messerschärfe einen Strich darüber, so wird auch der leiseste Anflug sichtbar. Ist der Anflug sehr stark, so eignet sich das G. kaum zu Fensterscheiben. Nach einer andern Methode verwandelt man das G. in Pulver von bestimmter Feinheit und vehandelt eine abgewogene Probe so lange mit kochendem Wasser, bis das Filtrat ganz neutral reagiert. Man verdampft letzteres dann in einer Platinschale, trocknet den Rückstand und wägt. Gutes G. ist nach sechs- bis achtmaligem Ausgießen von heißem Wasser erschöpft und gibt nicht mehr als 1,5–2 Proz. ab, während manche Gläser nach Verlust von 50 Proz. das Wasser noch alkalisch machen. Man kann auch das vom Wasser aus dem G. aufgenommene Alkali mittels sehr empfindlicher Indikatoren, wie Phenolphthaleïn, titrieren oder die elektrolytische Leitfähigkeit des (eventuell unter Durchleiten eines kohlensäurehaltigen Luftstroms hergestellten) wässerigen Auszuges bestimmen. Mylius löst 0,1 g farbloses Jodeosin in 100 ccm mit Wasser gesättigtem Äther und bringt diese Lösung mit dem G. in Berührung, nachdem dieses mit Wasser, dann mit Alkohol und Äther sorgfältig gereinigt worden war. Das Wasser des Äthers greift das G. an, setzt Alkali in Freiheit, und dies bildet mit dem Jodeosin eine farbige Verbindung, die sich auf das G. niederschlägt. Nach 24 Stunden beurteilt man aus der Intensität der gefärbten Schicht den Grad der Zersetzbarkeit des Glases. Schlechtes G. färbt sich mit der Lösung sofort, gutes erst nach mehreren Stunden. Die Durchsichtigkeit des Glases prüft man mit einem Photometer und chemische oder physikalische Ungleichheiten in der Masse mit Hilfe des von Töpler angegebenen Schlierenapparats.
Hygienisches. Statistik.
Die Arbeiter in den Glashütten sind vielen Schädlichkeiten ausgesetzt. Bei dem Zerkleinern und Mischen der Rohstoffe, namentlich bleihaltiger, sind die Arbeiter vor Staub zu schützen. Bei Darstellung von Bleiglas sind Bleivergiftungen möglich, und wenn Arsen zum Reinigen des Glases angewendet wird, so leiden zwar die Arbeiter nur wenig, aber die Umgegend wird durch den entweichenden Arsendampf geschädigt. Die Arbeiter vor den Ofen leiden durch die starke Hitze, den häufigen Temperaturwechsel und an den Augen durch den Feuerschein. Man benutzt zum Schutz Asbestschirme mit Glimmerfenstern, auch eine farbige Glastafel im Holzrahmen. Das Glasblasen bewirkt Blutandrang nach dem Kopf und im Alter asthmatische und emphysematische Beschwerden, so daß die Bläser nur bis zum 50. Lebensjahr am Ofen arbeiten können. Wird eine und dieselbe Pfeife von mehreren Arbeitern benutzt, so kann sie Gelegenheit zur Übertragung von Syphilis bieten, zumal die Glasbläser oft mit Geschwüren an den Lippen und im Munde behaftet sind. Auch Tuberkulose kann durch die Pfeife übertragen werden, und man bemüht sich deshalb, Einrichtungen zu treffen, daß jeder Arbeiter ein eignes Mundstück benutzen kann. Bei der Verarbeitung des farbigen Glases ist Schutz vor (oft bleihaltigem) Staub und Flußsäuredämpfen (beim Ätzen des Glases) erforderlich.
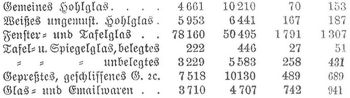
Deutschland besitzt rund 400 Glashüttenbetriebe mit fast 61,000 Arbeitern und Arbeiterinnen. 1897 wurden hergestellt:

Es wurden ausgeführt in Doppelzentnern:

Dagegen betrug die Einfuhr:
Der Gesamtwert der 1901 eingeführten Glasartikel betrug 9,4, der der ausgeführten 50,8 Mill. Mk.
Geschichte der Glasindustrie.
Der Ursprung der Glasmacherkunst ist nicht bekannt. Den in Ton und Erz arbeitenden Völkern konnte die Bildung schmelzbarer Schlacken und ihre Verwertbarkeit zu Glasuren, gegossenen und gepreßten Gegenständen nicht verborgen bleiben. Der Erzählung des Plinius, nach der phönikische Schiffer auf sandreicher Küste in der Nähe der Mündung des Belus in Ermangelung von Steinen Stücke natürlicher Soda, die sie an Bord hatten, zur Unterstützung ihrer Kochgeschirre benutzt und nach dem Erlöschen des Feuers aus Sand und Soda zusammengeschmolzenes G. gefunden hätten, wird von dem Erzähler selbst wenig Wahrscheinlichkeit beigemessen; sie ist auch aus chemisch-technischen Gründen nicht glaubhaft und bietet für den Nachweis des Ursprungs der Kunst, G. mit Hilfe der Glasmacher pfeife zu verarbeiten, gar keinen Anhalt. Wo jenes Instrument erfunden, und wer es zuerst angewendet, ist nicht bekannt. Aus vorgeschichtlicher Zeit fand man außer in den altitalischen Nekropolen zuerst in Hallstatt Glasperlen, die dann in der La [896] Tène-Periode häufiger werden. Auch größere Ringe sind gefunden worden. Die phönikischen Städte Sidon und Tyros lieferten mit Hilfe des Sandes von den Ufern des Belus treffliches Hohlglas. Auf den Reliefs der Königsgräber von Beni Hassan und Theben (etwa 1800 v. Chr.) sieht man Glasbläser in voller Tätigkeit, im 17. Jahrh. v. Chr. kannte man schon die Kunst des Überfangens und die Anwendung des Schleifrades. Auch im alten Theben ist eine Perle mit eingeschliffener Inschrift aus dem 15. Jahrh. v. Chr. aufgefunden worden. Sesostris ließ 1643 v. Chr. eine Bildsäule aus smaragdgrünem G. gießen. Im alten Griechenland scheint keine Glashütte existiert zu haben. In Rom wird ägyptisches G. zuerst von Cicero erwähnt, zur Zeit des Augustus war es allgemein geschätzt und beliebt, und man fertigte auch hier Luxusgläser in glänzenden Farben mit kunstvoller Filigran-, Mosaik- und angeschliffener Dekoration (Portlandvase), ja mit freistehendem Netzwerk (Diatreta) umgeben. Glastafeln dienten zur Bekleidung der Wände, als Oberlichter, und in Pompeji wie in Rom hat man Fensterscheiben benutzt. Sehr allgemein diente G. zur Nachahmung von Schmuck- und Edelsteinen. Farbloses G. konnte nur mit besonderer Anstrengung erzeugt werden. Von Rom verbreitete sich das Glasmachen nach Spanien und Gallien, ohne dort vorerst Boden gewinnen zu können; nach dem Eindringen der Barbaren in Italien aber gerieten auch hier die Glashütten in Verfall und produzierten nur noch ordinäres G. Au ihre Stelle trat Byzanz, von wo die Araber diese Kunst bald über alle mohammedanischen Länder verbreiteten. Nach dem Fall des oströmischen Reiches wanderten aber die Glasmacher aus, und nun wurde Venedig bis zu Ende des 17. Jahrh. die Hauptvertreterin der Glasindustrie.
Die Römer hatten in allen Teilen des Reiches Glashütten angelegt, aber neben dieser römischen ist an vielen Orten auch eine aus barbarischen Elementen hergeleitete Tätigkeit in der Glasmacherei zu erkennen. Bedeutungsvoll ist, daß im Norden bei Germanen und keltischen Galliern die Wertschätzung des Glases einst bis zur Einmischung seines Begriffs in die religiösen Vorstellungen des Volkes steigen konnte. Die Edda und die deutschen Mythen erzählen von Glasbergen und vom gläsernen Himmel, und in Grabstätten sind mehrfach Glasgegenstände gefunden worden. Im frühen Mittelalter bestand in Deutschland eine recht entwickelte Glasindustrie, die, soweit nicht Überlieferung aus römischer Zeit in Betracht kommt, durch venezianische Glasbläser eingeführt worden zu sein scheint. Das deutsche G., aus Holzasche dargestellt, war meist grünlich, übertraf aber das venezianische an Härte und Widerstandsfähigkeit. Fensterglas war selbst zu Luthers Zeiten noch nicht allgemein verbreitet. Edelsteinimitationen und gläserne Ringe waren sehr beliebt. Kleine Spiegel, aus im Innern mit Blei oder einer Metallkomposition überzogenen Glaskugeln geschnitten, wie sie auch aus römischen Gräbern des 2. und 3. Jahrh. bei Regensburg bekannt sind, wurden im 12. und 13. Jahrh. als Schmuck getragen, und die großen, zuerst mit Blei-, seit dem 14. Jahrh. mit Zinnamalgam belegten Spiegel scheinen eine deutsche Erfindung zu sein. Zu Anfang des 16. Jahrh. wurde in Venedig mit Neid anerkannt, daß ein deutsches und ein flandrisches Haus alle Welt mit Spiegeln versorge. Hier sind von literarischen Arbeiten auf diesem Gebiete des Theophilus, eines deutschen Mönches, »Diversarum artium schedulae« aus dem 11. oder 12. Jahrh. und vor allen Agricolas »De re metallica« (1530) zu erwähnen, in dem zuerst eine Hütte mit Ofen und Utensilien abgebildet ist. Diese Arbeit wurde ergänzt durch Mathesius' »Sarepta oder Bergpostill« (1564), in der hessisches Tafelglas und die Glasproduktion am Spessart, in der Pfalz und im Meißnischen erwähnt wird. Im 15. Jahrh. begann auch die böhmische Glasindustrie eine Rolle zu spielen. Das böhmische G., aus sehr reinen Materialien dargestellt, wetteiferte in Farblosigkeit und Glanz mit dem venezianischen. Man verarbeitete es aber in wesentlich abweichender Weise, indem die Steinschleifer, die in Prag seit alter Zeit einen gewerblichen Mittelpunkt gehabt, daraus Formen im reinen Kristallstil zu bilden suchten (böhmischer Kristall). In Deutschland fand die Glasindustrie wesentliche Förderung durch mehrere Fürsten. Der Große Kurfürst errichtete z. B. auf der Pfaueninsel bei Potsdam eine Glashütte, die unter Kunckels Leitung namentlich durch ihren Goldrubin großen Ruf gewann und später nach Zechlin verlegt wurde. Kunckel veröffentlichte eins der bedeutendsten ältern Werke über Glasmacherei, die »Ars vitraria experimentalis« (1689), eine erweiterte Bearbeitung von Neris Rezeptensammlung von 1612 und deren englischer Bearbeitung von Merret, ein Werk, das bis zur Neuzeit der gelehrte Ratgeber des Glasmachers blieb. Das antike G. war Kalknatronglas; im Innern des europäischen Kontinents aber bereitete man ausschließlich Kaliglas aus Holzasche, bis die Begründung der Sodaindustrie (1791) einen völligen Umschwung herbeiführte. Gegenwärtig hat das Natronglas weitaus die größte Bedeutung. Auch Glaubersalz (schwefelsaures Natron) ward schon im 17. Jahrh. angewendet, die ersten Versuche damit in größerm Maßstabe führte Laxmann in Sibirien 1764 aus; aber erst Baader lehrte 1808 die Darstellung von gutem Glaubersalzglas, und nun verbreitete sich die Verwendung des Glaubersalzes in Böhmen und andern Ländern sehr schnell. Als Mansell in England 1635 begann, G. mit Steinkohle anstatt mit Holz zu schmelzen, wandte man zum Schutz des Glases vor Verunreinigung durch den Kohlenruß bedeckte Tiegel an. Man vermochte aber in diesen nicht die zum Läutern erforderliche Temperatur zu erzeugen und suchte deshalb, das G. durch Benutzung von Bleioxyd leichter schmelzbar zu machen. So entstand die Bleiglasindustrie, die erst zu Anfang des 19. Jahrh. in Deutschland eingeführt wurde. Übrigens war Bleiglas bereits Neri 1612 bekannt, und in manchen antiken Gläsern findet sich Bleioxyd als wesentlicher Bestandteil. 1806 fabrizierte Utzschneider in Benediktbeuern vorzügliches optisches G. Erwähnenswert sind die frühzeitige Darstellung von Walzenglas und die hohe Ausbildung der Strecköfen in Deutschland. Als Heizmaterial benutzte man bei uns ehedem ausschließlich, wie noch jetzt in erheblichem Maß, das Holz, und erst zu Anfang des 19. Jahrh. wendete man sich allmählich der Heizung mit Steinkohle, Braunkohle und Torf zu. Seit 1850 benutzte Fickentscher in Zwickau einen Gasofen mit in abgesondertem Generator erzeugtem Braunkohlengas, und 1856 erhielt Siemens das Patent auf seinen Regenerativgasofen, der mit desselben Erfinders Wannenofen für kontinuierlichen Betrieb eine neue Ära in der Glasindustrie begründete.
Die Herstellung geblasener Spiegel wurde 1507 durch dal Gallo in Venedig wesentlich verbessert, um 1665 fand diese Kunst ziemlich gleichzeitig Eingang in Frankreich und England, und 1695 wurde mit französischen Arbeitern eine Fabrik für geblasene Spiegel[897] in Neustadt a. d. Dosse angelegt. Wahrscheinlich hat man schon im Altertum G. gegossen, auch wurden um die Mitte des 17. Jahrh. in England Tafeln zu kleinen Spiegeln durch Guß hergestellt; zu praktischer Brauchbarkeit erwuchs das neue Verfahren aber erst durch die Bemühungen von Lucas de Nehou, der 1688 in Tour la Ville bei Cherbourg den Hafen aus dem Ofen nahm und das gegossene G. mit einer Walze ausbreitete. Diese Erfindung wurde einer Gesellschaft auf den Namen Thévarts patentiert, und man gründete im Faubourg St.-Antoine in Paris eine Fabrik, die später nach St.-Gobin verlegt wurde, seit 1701 mit gutem Erfolg arbeitet und die Mutter aller Gußglasfabriken der Welt geworden ist. In Österreich legte der Graf Rechtskron 1701 mit Hilfe von Arbeitern aus St.-Gobin eine Spiegelgießerei in Neuhaus an, die 1728 an den österreichischen Staat überging; eine bedeutende Entwickelung aber fand die Darstellung von gewalztem Spiegelglas zunächst nur in England seit 1773. In Deutschland wurde die erste Spiegelfabrik zu Stolberg bei Aachen 1852 gegründet.
Die ältesten Nachrichten über englische Glasindustrie datieren aus dem 15. Jahrh., zu welcher Zeit schlechtes Fensterglas dargestellt wurde. Wichtig ist die durch Mansell eingeführte Verwendung der Steinkohlen in Glasöfen um 1635, nachdem freilich schon 1619 d'Azémar in Rouen mit Steinkohle gefeuert hatte. 1670 gründete der Herzog von Buckingham mit Hilfe venezianischer Arbeiter die erste englische Fabrik geblasener Spiegel in Lambeth. In Nordamerika legte Hewes 1790 die erste Glashütte im Walde von New Hampshire an, aber erst seit 1803 entwickelte sich die amerikanische Glasindustrie lebhafter; 1811 konnte bereits die Hälfte des Bedarfs an Fensterglas von den eignen Hütten gedeckt werden. Gegenwärtig ist die nordamerikanische Glasindustrie hoch entwickelt, begünstigt durch das Vorkommen eines ungemein reinen Sandes im Alleghanygebirge und durch die Befeuerung der Öfen mit Naturgas; das Zentrum der amerikanischen Glasindustrie ist Pittsburg. Ein sehr wichtiger Ausfuhrartikel ist das in Amerika sehr vervollkommte Preßglas.
Preßglas wurde bis Anfang des 19. Jahrh. nur gelegentlich hergestellt und trat erst seit dieser Zeit als englische oder amerikanische Erfindung selbständig auf. Das Hartglas wurde 1874 von de la Bastie in Richmont (Depart. Ain) erfunden; bald darauf brachten Siemens, Pieper u. a. neue Härtungsverfahren in Vorschlag, von denen wenigstens das Siemenssche Eingang in die Praxis gefunden hat.
In der jüngsten Zeit hat sich die Glasindustrie, begünstigt durch wissenschaftliche Forschungen über die Natur des Glases und durch die Wiedererweckung der Kunstindustrie, mächtig entwickelt. An die Stelle der kleinen Glashütten in abgelegenen Wäldern, anderen Holzreichtum sie gebunden waren, traten mehr und mehr große Fabriken in der Nähe von Steinkohlen- und Sandlagern. Die Industrie ist zur Großindustrie geworden, der Fr. Siemens durch seine Regenerativgasfeuerung und durch den Wannenosen die solideste Basis gab. Bahnbrechend für die zukünftige Entwickelung der Glasindustrie wurden die Arbeiten der Glasschmelzerei für optische und andre wissenschaftliche Zwecke unter Leitung von Schott in Jena. Die Optik wurde unabhängig gemacht von dem frühern Zusammenhang zwischen Dispersion und Refraktion des Glases, es wurde depressionsfreies Thermometerglas erfunden und widerstandsfähiges G. für chemische und technische Zwecke.
[Literatur.] Vgl. Benrath, Die Glasfabrikation (Braunschw. 1875); Tscheuschner, Handbuch der Glasfabrikation (Weim. 1884); Gerner, Glasfabrikation (2. Aufl., Wien 1897); Dralle, Anlage und Betrieb der Glasfabriken (Leipz. 1886); Mertens, Fabrikation und Raffinierung des Glases (Wien 1889) und Das Sandstrahlgebläse im Dienst der Glasfabrikation (das. 1891); Wetzel, Die Bearbeitung von Glaskörpern (das. 1901); Fischer, Die Kunst der Glasmasseverarbeitung (das. 1892); Djakonow u. Lermantoff, Die Bearbeitung des Glases auf dem Blasetisch (Berl. 1895); Ebert, Anleitung zum Glasblasen (2. Aufl., Leipz. 1895); Appert u. Henrivaux, Verre et verrerie (Par. 1894); Schulz, Die Kunst, G. zu sägen etc. (Berl. 1900); Hovestadt, Jenaer G. (Jena 1900); Pazaurek, Kranke Gläser (»Mitteilungen des nordböhmischen Gewerbemuseums in Reichenberg«, 1903); Schebek, Böhmens Glasindustrie (Prag 1878); Fahdt, Deutschlands Glasindustrie. Verzeichnis sämtlicher Glashütten (10. Aufl., Dresd. 1899) und Die Glasindustrie Österreich-Ungarns (6. Aufl., das. 1898); Horn, Die Geschichte der Glasindustrie und ihrer Arbeiter (Stuttg. 1903). Zeitschriften: »Zentralblatt für Glasindustrie u. Keramik« (Wien, seit 1886); »Diamant« (Leipz., seit 1879); »Glashütte« (Dresd., seit 1870); »Glasindustrie« (Berl., seit 1890); »Sprechsaal« (Koburg, seit 1868).
Adelung-1793: Glas-Paste, die · Glas-Koralle, die · Urin-Glas, das · Marien-Glas, das · Glas-Achat, der · Glas, das · Glas-Casse, die · Glas-Amiant, der
Brockhaus-1809: Russisches Glas
Brockhaus-1911: Müllersches Glas · Glas [2] · Glas
Herder-1854: Rauten glas · Glas
Meyers-1905: Jenaer Glas · Glas-Berufsgenossenschaft · Physikalisches Glas · Optisches Glas · Glas, irisierendes · Gesponnenes Glas · Glas, natürliches · Glas, Jenaer
Pataky-1898: Glas, Frau Elisabeth · Salberg, Frau Maria und Frau Elisabeth Glas · Glas, Elsa
Pierer-1857: Müllersches Glas · Moskauer Glas · Glas..... · Plattirtes Glas · Glaß · Venetianisches Glas · Russisches Glas · Geronnenes Glas · Farbiges Glas · Buntes Glas · Glaß · Glas [2] · Glas [1] · Gläs
Buchempfehlung
Hoffmannswaldau, Christian Hoffmann von
Gedichte

»Was soll ich von deinen augen/ und den weissen brüsten sagen?/ Jene sind der Venus führer/ diese sind ihr sieges-wagen.«
224 Seiten, 11.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Große Erzählungen der Spätromantik

Im nach dem Wiener Kongress neugeordneten Europa entsteht seit 1815 große Literatur der Sehnsucht und der Melancholie. Die Schattenseiten der menschlichen Seele, Leidenschaft und die Hinwendung zum Religiösen sind die Themen der Spätromantik. Michael Holzinger hat elf große Erzählungen dieser Zeit zu diesem Leseband zusammengefasst.
- Clemens Brentano Die drei Nüsse
- Clemens Brentano Geschichte vom braven Kasperl und dem schönen Annerl
- E. T. A. Hoffmann Das steinerne Herz
- Joseph von Eichendorff Das Marmorbild
- Ludwig Achim von Arnim Die Majoratsherren
- E. T. A. Hoffmann Das Fräulein von Scuderi
- Ludwig Tieck Die Gemälde
- Wilhelm Hauff Phantasien im Bremer Ratskeller
- Wilhelm Hauff Jud Süss
- Joseph von Eichendorff Viel Lärmen um Nichts
- Joseph von Eichendorff Die Glücksritter
430 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum